-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
ULTRASONIC
FLAW DETECTOR
А1214
EXPERT
OPERATION MANUAL
Ultrasonic flaw detector А1214 EXPERT
Acoustic Control Systems – ACS Group
Saarbrücken, Germany 2019
1
ACOUSTIC
CONTROL
SYSTEMS
Operation Manual
Related Manuals for ACS A1214 Expert
Summary of Contents for ACS A1214 Expert
-
Page 1
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL ULTRASONIC SYSTEMS FLAW DETECTOR А1214 EXPERT OPERATION MANUAL Acoustic Control Systems – ACS Group Saarbrücken, Germany 2019 Operation Manual… -
Page 2
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Operation Manual… -
Page 3: Table Of Contents
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS CONTENTS 1 DESCRIPTION AND OPERATION ……………………..6 1.1 INTENDED USE …………………………….6 1.1.1 Intended use and area of application ……………………..6 1.1.2 Operating conditions …………………………….6 1.2 TECHNICAL SPECIFICATIONS ……………………..6 1.2.1 Main parameters ………………………………6 1.3 DESIGN AND OPERATION ……………………….8 1.3.1 Design …………………………………..8 1.3.2 Transducers ………………………………..9 1.3.3 Interface ………………………………….9…
-
Page 4
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.2.2 Selecting the transducer …………………………..14 2.3 OPERATING MODES …………………………16 2.3.1 SETTING mode ………………………………16 2.3.2 FLAW DETECTOR mode …………………………..46 2.3.3 The STOP mode ………………………………51 2.4 Surface preparation for measurements ………………….56 3 TECHNICAL MAINTENANCE ………………………. 57 3.1 ELECTRIC POWER SUPPLY AND POWER CONSUMPTION …………..57 3.1.1 Checking the power source ………………………….57 3.1.2 Checking of the power adapter ………………………..57… -
Page 5
They do not affect the technical specifications of the instrument. Some of the modifications may not be described in current revision of the Operation Manual. Manufacturer: ACS-Solutions GmbH Science Park 2 66123 Saarbrucken, Germany Phone:… -
Page 6: Description And Operation
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 1.1 INTENDED USE 1.1.1 Intended use and area of application The instrument is a portable general-purpose ultrasonic device. The instrument is designed for searching, evaluation and localization of various discontinuities, defects and irregularities in different objects made of metal and plastic.
-
Page 7
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ▼ Table 1 Parameter Value Measurement range of the depth of the flaw location (steel) with straight beam transducers: transducer S3568 2.5A0D10CL from 7 to 6,000 mm transducer D1771 4.0A0D12CL from 2 to 3,000 mm Limits of permissible absolute measurement error of the depth of the flaw location (steel) with ±(0.02·H+1.00) the straight beam transducers, where H is the measured depth of the flaw location in mm… -
Page 8: Design And Operation
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 1.3 DESIGN AND OPERATION 1.3.1 Design The flaw detector includes an electronic unit to which the removable piezoelectric transducers (PTs) are connected via cables. 1.3.1.1 Electronic unit The electronic unit provides the generation of electrical impulses for excitation of the piezoelectric transducer, amplification of the signals received from the PT.
-
Page 9: Transducers
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 1.3.2 Transducers The flaw detector is designed to operate with single crystal and double-crystal PTs with operating frequencies from 0.5 to 15.0 MHz. Two cable types are used with the instrument depending on the type of the transducer. Hence, two connection ways of the PT exist: Single crystal transducers (S type) shall be connected via LEMO-LEMO single cable to the unmarked connector (Figure 2).
-
Page 10: Display Of Information On The Screen
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS the memory, as well as view and delete saved snapshots. In the SETTING mode the user can select and configure the parameters of the instrument settings. Always start working with a new testing object in this mode. 1.3.5 Display of information on the screen A color TFT display (640х480) indicates the measurement results and service information required to control the instrument.
-
Page 11: Keyboard
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 1.3.6 Keyboard The keyboard is presented in the Figure 5. The green LED informs the user that the flaw detector is switched On. The below-located LED indicates the battery charging. The yellow light indicates that charging process is going on; the green light indi- cates that charging is completed.
-
Page 12
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Table 2 Key functions in the modes FLAW DETECTOR SETTINGS Turning On/Off the instrument. Press and hold the key for at least 0.5 s Enter the SETTING mode Exit the SETTING mode Inactive Cursor movement Edit value of the active parameter… -
Page 13: Working With Icons
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 1.3.7 Working with icons Content-addressable icon menu is a characteristic property of the interface. The icons are located in six rectangular windows at the bottom of the screen. The icons represent symbols associated with a tested object or property. Each mode has its own icon set.
-
Page 14: Intended Use
In a few seconds the screen will display a start-up window with the name, firmware ver- sion and a corporate logo of the ACS (Figure 7). In the next in 5 to 10 seconds the instrument will automatically enter the mode being active before it was switched off, al the corresponding settings are saved.
-
Page 15
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS echo, echo-mirror, mirror-through-transmission (echo-shadow) and through-transmission. Different transducers are used in the instrument to realize these inspection methods: straight beam, angle beam, single crystal and double-crystal PTs with operating frequencies from 0.5 to 15.0 MHz.used; Straight beam single crystal PTs are used for non-destructive inspection and thickness measurement of the objects of big thickness. -
Page 16: Operating Modes
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Table 3 Angle of incident, 0 Maximum size of the Minimum Thickness of Frequency, during inspection piezoelectric-crystal X-value, the seam, mm plate, mm direct beam reflected beam 4 – 8 8 – 12 2.5;…
-
Page 17
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Table 4 Icon Description Adjustment of PT’s parameters Adjustment of signal parameters Adjustment of parameters of the tested object Adjustment of the amplitude correction parameters Adjustment of imaging parameters Adjustment of the system settings The functions of the keys applicable for parameter editing are presented in the Table 5. -
Page 18
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.1.1 Parameters of PT In the figure 8 the screen of the instrument when setting the parameters of PT is shown. Names of the parameters of PT and their permissible values are presented in the Table 6. Table 6 Parameter name Value… -
Page 19
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The calibration consists of two stages: determination of the delay in the PT’s prism and Figure 9 calculation of the angle of incident of the PT. Note: do not severely offset the PT relative to the guidelines of the corresponding angle to prevent false measurement results. -
Page 20
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Note: If an angle of the PT being calibrated is less than or equal to 620., the scanning of the hole shall be performed by the large contact surface of the V2/25 sample. If the angles exceed 620, the scanning shall be performed by the small contact surface of the V2/25 sample. -
Page 21
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.1.2 Parameters of the signal The screen when setting the signal parame- ters is presented in the Figure 14. The names of the signal parameters and their permissible values are presented in the Table 7. Figure 14 Table 7 Parameter… -
Page 22
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.1.3 Parameters of the tested object The screen when setting the parameters of the tested object is presented in the Figure 15. The names of the parameters of the tested object and their permissible values are presented in the Table 8. Table 8 Parameter Value… -
Page 23
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS — DGS – an amplitude distance correction. Graphical representation of dependence between the amplitude of the reflected signal and the depth of the discontinuity location considering its size. — DAC – distance-amplitude-correction. A curve line connecting the peak values of echo-signals from similar reflectors, located at various levels of depth. -
Page 24
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ▼ Table 9 Parameter name Value Description Off / from 0 to 200 Sensitivity level being set by the signal from the reference reflec- Reference level, dB with step 1 tor. Setting the reference level by means of the Difference between acceptance and reference levels (specified in Correction by standard, dB the documentation). -
Page 25
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS — generate the time envelope of the signal from the nearest reflector. The measuring cursor will automatically go to the peak value of the signal and its value will be displayed in the result panel. Note: During generation of the envelope false signals can appear within limits of the strobe with amplitude values exceeding the signal amplitude from the nearest reflector. -
Page 26
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS But since a single-level strobe is used in this case, then only one sensitivity level can be set. E.g., acceptance. At that the second strobe can be used to set the reporting level; and the search level shall be set by increasing the amplification. Note:if the reference level is On, then the level of the strobe will be changed at changing the amplification value. -
Page 27
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Table 10 Description Change gain (amplification) Change the length of the strobe with reference to its left boundary Move the strobe to the left/right Add the anchor point in the cursor position Delete the anchor point Confirm new TCG settings Exit the TCG settings mode… -
Page 28
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ▼ Table 11 Parameter name Value Description Diameter of piezoelectric from 0.0 to 25.0 with Diameter of the piezoelectric element is presented in the Certif- element, mm step 0. 1 icate on the PT or shall be measured independently by the user For angle beam PTs the amplitude of the signal from the cylindrical 5 mm hole in the V2/25 sample shall be determined (Figure 11):… -
Page 29
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Adjustment of DGS Do the following to adjust DGS: — select the line with required type of DGS amplitude correction and press . A DGS configuration window will be opened (Figure 21). — install the PT onto the V2/25 sample and direct it to the hole, make the guide line of the angle of incident of the PT on the sample to coincide with the beam index of PT. -
Page 30
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS the SETTING mode and after calculations are made, these correspond to acceptance, reporting and search levels (Figure 23). When the amplitude of the signal exceeds the reporting /search level of the DGS curve and the signal is in the strobe interval, AFAS will be actuated. -
Page 31
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The following parameters are used for calculations as well: OPERATIONAL FREQUENCY, ANGLE OF INCIDENT, DELAY, and ULTRASONIC VELOCITY. If some parameter used for calculation of the DGS diagram changes, then the diagram will be auto- matically recalculated. -
Page 32
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL ▼ SYSTEMS Table 13 Parameter name Value Description Difference between acceptance and reference levels (specified in the Correction by standard documentation). from – 40 to +40 (sensitivity standard), dB It shows how much less/more shall the acceptance level be shifted relative to the reference level Correction for sensitivity level, consid-… -
Page 33
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS — find the maximal signal from the second reference reflector and adjust it in the same manner, at that the first anchor point shall be out of the strobe field (Figure 27); — press the key, at that the second anchor point will appear on the peak value of the signal;To delete the anchor point, press the F6… -
Page 34
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS To save the settings, press the key. Confirmation window of new DAC settings will be opened (Figure 29). If new settings are confirmed, then three DAC curves will be displayed on the screen after exiting the SETTING mode, these correspond to acceptance, reporting and search levels (Figure 30). -
Page 35
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL ▼ SYSTEMS Table 15 Parameter name Value Description Discreteness of the 0. 1 / 1 Selects the displayed discreteness of the results readings Controls the display of the measuring cursor (vertical line pointing at the place Cursor On/Off of measurement of the signal parameters) on the screen (… -
Page 36
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.1.6 System instrument settings The system settings are common for all operating modes of the instrument. The screen used for the system settings is presented in the Figure 32. The names of the parameters and their permissible values are presented in the Table 16. Table 16 Parameter name Value… -
Page 37
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ▼ Table 16 Parameter name Value Description Displays quantity of the saved snapshots. Delete all A Scans, Starts memory cleaning procedure of the instrument — ХХХ pcs. WARNING: THE MEMORY WILL BE TOTALLY CLEANED – ALL THE SETTINGS AND DATA WILL BE DELETED! Language Russian / English… -
Page 38
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS — to confirm new settings, press the key, or press to cancel. Memory cleaning A warning window will be displayed prior to start of the “Memory cleaning” procedure (Figure 34). Bluetooth function Only one headset can be connected to the instrument at a time. -
Page 39
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS — an information window will be opened (Figure 35). — a window listing found Bluetooth devices will be opened when the searching is completed (Figure 36). If no Bluetooth devices are detected, then information message NO DEVICES FOUND will appear on the screen. In such a case, as well as if the required Bluetooth headset misses in the list of the found devices, make sure that the headset is connect- ed and is in the interfacing mode. -
Page 40
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Editing the password is similar to editing processes of the “Time” or “Date” parameters. — to confirm the password, press . A confirmation window of device interfacing will be opened (Figure 38). The list of the system parameters will be populated with a line with the name of the connected headset (upon pressing the key), and a corresponding icon –… -
Page 41
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Note: the following basic configurations are always present in the list of configurations by default: — “Basic S5096 5.0 70”; — “Basic S5182 2.5 65”; — “Basic S3568”; — “Basic D1771”. WARNING: YOU CANNOT DELETE A BASIC OR A CURRENTLY USED (CURRENT) CONFIGURATION! Figure 39 Figure 40 Operation Manual… -
Page 42
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS If the user attempts to delete the above-mentioned configurations, a corresponding information window will be opened (Figure 41). Press the key to go back to the measurement mode not changing the current configuration. Creation of new configuration To create a new configuration based on the current one, select the line with the configuration for editing by means of the keys, e.g.: “Basic D1771”, and make it a current one by pressing the key (Figure 39). -
Page 43
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS that the configuration taken as a basic one will remain the same. Note: The word “basic” is not used in the process of the automating naming when a new configuration is being created based on the any basic configuration. -
Page 44
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Name the configuration to enter it in the list of saved configurations. Press the key to do it. A name editing window will be opened (Figure 45). By default a serial number in parentheses will be added to the name of the configuration taken as a basic one. If the name of the configuration taken as a basic one terminates with the number in parentheses, then the value within brackets will be increased by 1 by default. -
Page 45
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Configuration with the new name will appear in the list and will be set as a current one (Figure 47). The functions of the keys used for editing of the name are presented in the Table 18. Table 18 Description Navistrob select the keyboard field on the screen… -
Page 46: Flaw Detector Mode
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.2 FLAW DETECTOR mode The instrument allows to operate with two strobes. The strobes are used for setting the inspection zones, sensitivity levels, AFAS actuation, measurement of the flaw locations and signal amplitudes from the reflectors the required intervals. Measurements can be performed both in automatic and manual modes.
-
Page 47
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The following is displayed in the operating mode: — in the first block: distance from the front edge of the PT to the reflector on the surface of the object under inspection; — in the second block: depth of location of the fault. -
Page 48
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.2.2 Functions of the keys in the FLAW DETECTOR mode The functions of the keys applicable for the FLAW DETECTOR mode are presented in the Table 20. Table 20 Function Turn On/Off the instrument Move the measuring cursor Up/down –… -
Page 49
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS the maximum), corresponding parameters of the cursor in this point will be indicated on the screen; sound and light indication is produced (AFAS actuates). If the strobe is beyond the range displayed on the screen, then a pointer will appear at the right boundary of the range. The pointer allows determination of the strobe threshold level (a single red arrow for the first strobe and a double blue arrow for the second strobe). -
Page 50
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS In the panel of the measurement results in the first block is start of the strobe (X1), in the second block it is the end of the strobe (X2), in the third block it is the level of the strobe (A) (Figure 50). Figure 50 F3 (Actuation type) Selecting the type of AFAS actuation:… -
Page 51: The Stop Mode
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS F6 (switching On the amplitude correction) the TCG curve is On/Off; the DGS curve is On/Off; the DAC curve is On/Off. The information on selecting the type and adjustment of the amplitude correction parameters is presented in the section 0. 2.3.3 The STOP mode Upon pressing the key the instrument enters the mode of saving and viewing of previously saved A Scans (Figure 52).
-
Page 52
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The functions of the icons applicable for the STOP mode are presented in the Table 22. Table 22 Icon Description saving the snapshot in the STOP mode go to view the saved snapshots F4 (only if Bluetooth is On) record the voice comment for the snapshot being saved F5 (only if Bluetooth is On) -
Page 53
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.3.2 Working with previously saved snapshots Upon pressing the key F2 the instrument will enter the mode of viewing and deleting of the saved snapshots (Figure 54). The functions of the icons in the STOP mode are presented in the Table 23. Table 23 Icon Description… -
Page 54
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ▼ Table 23 Go to the next saved snapshot Delete the saved snapshot F4 (only if Bluetooth is On) Record the voice comment for the saved snapshot F5 (only if Bluetooth is On) Listen to voice comment for the saved snapshot F6 (only if Bluetooth is On) Delete the voice comment for the saved snapshot… -
Page 55
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.3.3 Recording the voice comment for the snapshot being saved Upon pressing the F4 key the instrument will start recording the voice comment for the snapshot being saved (Figure 56). The software allows recording a short voice comment (up to 20 seconds). ATTENTION: REPEATED PRESSING OF THE F4 KEY RESULTS IN RERECORDING OF THE ALREADY RECORDED COMMENT! 2.3.3.4 Playing the voice comment for the snapshot being saved Upon pressing the key F5 the instrument will start playing the recorded voice comment for the snapshot being saved… -
Page 56: Surface Preparation For Measurements
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 2.3.3.5 Deleting the voice comment for the snapshot being saved Upon pressing the F6 key the recorded voice comment for the snapshot being saved will be deleted. ATTENTION: SOFTWARE WILL NOT ASK FOR CONFIRMATION TO DELETE THE VOICE COMMENT! 2.4 SURFACE PREPARATION FOR MEASUREMENTS Low density and exfoliating scale, corrosion, flash spatter or dirty surface of the tested object influence the penetration of the ultrasonic sound into the material.
-
Page 57: Technical Maintenance
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS 3.1 ELECTRIC POWER SUPPLY AND POWER CONSUMPTION 3.1.1 Checking the power source While the flaw detector is in operation, its embedded discharge controller monitors the state of charge of the power source. This state is displayed as a battery icon in the upper right corner of the instrument’s display.
-
Page 58: Storage
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The instrument shall be stored in the transportation bag included in the delivery kit. The storage conditions shall corre- spond to GOST 15150 69. The instruments shall be stored on shelves. The arrangement of the instruments in warehouses shall enable their free movement and unrestricted access to them. The distance between the instruments and the walls, floor of the warehouse and other warehoused instruments shall be at least 100 mm.
-
Page 59: Transportation
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS The instrument shall be transported in the transportation bag included in the delivery kit. The transportation conditions with regard to the impact of the external environment climatic factors should correspond to storage conditions (placement category 5) according to GOST 15150 69. The packaged devices can be transported in any vehicles at any distances without speed limits.
-
Page 60
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS LITERATURE ON ULTRASONIC TESTING 1 GOST 14782 86. Non-destructive testing. Welding joints. Ultrasonic testing methods. Introduction. 1988 01 01. – M.: Standartinform, 2005. – 27 p. 2 Non-destructive testing and diagnostics: reference book / edited by V.V.Kluev and colleagues. – 3rd ed., updated and revised. -
Page 61
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS NOTES Operation Manual… -
Page 62
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS NOTES Operation Manual… -
Page 63
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS Operation Manual… -
Page 64
ACOUSTIC Ultrasonic flaw detector А1214 EXPERT CONTROL SYSTEMS ULTRASONIC FLAW DETECTOR А1214 EXPERT OPERATION MANUAL Revision: January 2019 Operation Manual…
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Ультразвуковой
дефектоскоп А1214 EXPERT –
полностью цифровой, малогабаритный
ультразвуковой дефектоскоп общего
назначения. Обеспечивает реализацию
типовых и специализированных методик
ультразвукового контроля, высокую
производительность и точность измерений.
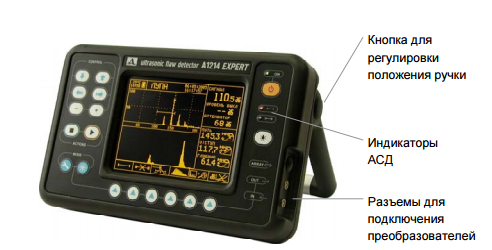
Рисунок 5 — Ультразвуковой
дефектоскоп А1214 EXPERT
Назначение:
– контроль сварных
швов;
– поиск мест коррозии,
трещин, внутренних расслоений и других
дефектов;
– определение
координат и оценка параметров дефектов
типа нарушений сплошности и однородности
материала в изделиях из металлов и
пластмасс;
– измерение толщины
изделия.
Таблица 5 –
Технические характеристики ультразвукового
дефектоскопа А1214 EXPERT
|
Параметр |
Значение |
|
Максимальная |
3500 мм |
|
Рабочие |
0,5…15,0 МГц |
|
Динамический |
100 дБ |
|
Диапазон |
1…1200 мкс |
|
Диапазон |
1000…15000 м/с |
|
Полоса |
0,14…21 МГц |
|
Диапазон |
0…90 дБ |
|
Динамический |
30 дБ |
|
Параметры |
|
|
— число периодов |
0,5…5 |
|
— амплитуда |
20, 100, 200 В |
|
— длительности |
20 нс |
|
— частота повторения |
5…200 Гц |
|
Тип дисплея |
Электро-люминесцентный |
|
Количество точек |
320 х 240 |
|
Размеры |
115 х 86 мм |
|
Питание |
сменная АКБ |
|
Время непрерывной |
12 ч |
|
Диапазон рабочих |
-30…+50°С |
|
Габаритные |
250 х 160 х 80 мм |
|
Масса электронного |
1,9 кг |
4.3. Работа с дефектоскопом а1214 expert
Для того чтобы
результаты УЗ контроля были достоверны
и воспроизводимы, поиск дефектов
(отражателей), регистрация и оценка их
допустимости должны производиться на
строго определенных уровнях
чувствительности.
Браковочным называют
уровень чувствительности, при котором
производится оценка допустимости
обнаруженного дефекта по амплитуде
эхо-сигнала. В отечественных документах
браковочный уровень обычно задают
максимальными эквивалентными размерами
отражателя, допустимого по техническим
условиям на данное изделие.
Для настройки
чувствительности дефектоскопа применяются
стандартные образцы предприятия (СОП)
с заложенными искусственными дефектами.
В качестве искусственных дефектов
(отражателей) используются: плоскодонные
отверстия, сквозные вертикальные
отверстия, боковые цилиндрические,
двугранные углы, сегменты и зарубки.
Если сигнал от дефекта
превосходит браковочный уровень, то
дефект признается недопустимым.
Перед входом в режим
калибровки необходимо установить
паспортное значение угла ввода
преобразователя.
Сигнал в режиме
калибровки будет отображаться в режиме
пространственной огибающей при
максимальном размере экрана, подобно
режиму ОБЗОР. На период калибровки
прибор изменит некоторые параметры
настройки, в частности установит нулевую
задержку, амплитуду зондирующего
импульса и ряд других параметров.
Калибровка состоит
из двух этапов: определения задержки в
призме ПЭП и расчета угла ввода ПЭП.
Выйти из режима калибровки можно лишь,
пройдя все этапы настройки.
Для проведения
процедуры необходимо пользоваться
калибровочным образцом V2M. На первом
этапе определяется задержка в призме
преобразователя. Для этого необходимо
просканировать радиусную часть (R50)
образца V2M со стороны длинной грани.

Рисунок 6 – Расположение преобразователя
при сканировании радиусной части образца
V2M
При сканировании
вертикальный курсор будет автоматически
фиксировать максимум этой огибающей в
пределах установленного строба.
Перемещения строба заблокированы, его
положение выбрано исходя из зоны, в
которой могут лежать полезные для
измерений сигналы на образце V2M для
большинства наклонных преобразователей.
На втором этапе –
измерению угла ввода. Пространственная
огибающая сбросит предыдущее накопление,
параметры аттенюатора изменятся,
уменьшаться на 10 дБ.

Рисунок 7 – Расположение преобразователя
при сканировании отверстия в образце
при значении угла меньшем или равном
62 градусам
.
При
этом не следует сильно смещать ПЭП от
рисок соответствующего угла во избежание
ложных измерений. На экране будет
выведена рассчитанная задержка в
микросекундах (мкс) и угол ввода в
градусах.
После данных операций можно приступать
к работе по поиску дефектов
5 ЛАБОРАТОРНАЯ РАБОТА №5: “ОБОРУДОВАНИЕ
ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ”
5.1 Теоретическая основа
Визуальный
метод – это один из методов неразрушающего
контроля оптического вида. Он основан
на получении первичной информации о
контролируемом объекте при визуальном
наблюдении или с помощью оптических
приборов и средств измерений. Это
органолептический контроль, т.е.
воспринимаемый органами чувств (органами
зрения).
Внешним осмотром
проверяют качество подготовки и сборки
заготовок под сварку, качество выполнения
швов в процессе сварки и качество готовых
сварных соединений. Как правило, внешним
осмотром контролируют все сварные
изделия независимо от применения других
видов контроля. Визуальный контроль во
многих случаях достаточно информативен
и является наиболее дешевым и оперативным
методом контроля.
Визуальный метод
контроля позволяет обнаруживать
несплошности, отклонения размера и
формы от заданных более 0,1 мм при
использовании приборов с увеличением
до 10х.
Визуальный контроль,
как правило, производится невооруженным
глазом или с использованием увеличительных
луп до 7х. В сомнительных случаях и при
техническом диагностировании допускается
применение луп с увеличением до 20х.
Перед проведением
визуального контроля поверхность в
зоне контроля должна быть очищена от
ржавчины, окалины, грязи, краски, масла,
брызг металла, и других загрязнений,
препятствующих осмотру.
При
визуально-измерительном контроле
сварных швов зоной контроля является
сварной шов и прилегающие к нему участки
основного металла на ширине не менее
20 мм в каждую сторону от шва с двух
поверхностей, если обе они доступны для
осмотра.
Визуальный контроль
выполняется до проведения других методов
контроля. Дефекты, обнаруженные при
визуальном контроле, должны быть
устранены до проведения контроля другими
методами.
Визуальный контроль
и измерения производятся:
– на стадии входного контроля материала
для выявления поверхностных дефектов
(трещин, расслоений, забоин, закатов,
раковин, шлаковых включений и др.), а
также отклонений геометрических размеров
заготовок от проектных;
– на стадии подготовки деталей под
сборку и сварку для подтверждения
соответствия установленным требованиям
конструктивных элементов разделки и
чистоты кромок, и прилегающих поверхностей,
отсутствия углового и поверхностного
смещения, величины зазоров, количества,
расположения и качества прихваток;
– по окончании сварки, либо на отдельных
её этапах – для выявления в сварном
соединении поверхностных дефектов и
несплошностей (трещин, раковин, пор,
свищей, подрезов, прожогов, наплывов,
грубой чешуйчатости и западаний между
валиками, непроваров и др.); а также
отклонений геометрических размеров
сварного шва от требований, установленных
стандартами.
– на стадии технического диагностирования
– для выявления отклонений размеров и
формы конструкции от проектных;
эксплуатационных дефектов основного
металла и сварного шва (усталостных
трещин, коррозионных язв, питтингов и
др.).
Визуально-измерительный
контроль является достаточно простым
методом, тем не менее, может служить
высокоэффективным средством для
предупреждения и обнаружения дефектов.
Только после проведения визуального
контроля и исправления недопустимых
дефектов сварные соединения подвергают
контролю другими физическими методами
(рентгеновский
контроль,
ультразвуковой
контроль,
капиллярный
контроль)
для выявления внутренних и поверхностных
дефектов.
Основная документация, которой следует
руководствоваться при проведении
визуально-измерительного контроля –
РД 03-606-03 «Инструкция по визуальному и
измерительному контролю».
5.2 Эндоскоп
Гибкие фиброскопы применяются для
осмотра труднодоступных зон, для доступа
в которые необходимо пройти несколько
изгибов, либо в тех случаях, когда
расстояние до объекта превышает
максимальную длину жестких бороскопов.
В конструкции фиброскопов Olympus соединены
самые передовые достижения оптики и
точной механики, использован многолетний
опыт производства и эксплуатации
подобных систем. В результате, созданы
прекрасные приборы, обладающие целым
набором полезных свойств.
Характеристика распределения жесткости
на изгиб по длине рабочей части прибора
(прибор наиболее гибок на конце рабочей
части). Данное качество облегчает
прохождение изгибов при введении
фиброскопа, одновременно позволяя ему
не терять продольной устойчивости.
Переменная жесткость представляет
собой удачный компромисс между гибкостью
и устойчивостью рабочей части.
Все модели имеют управление дистальным
концом рабочей части в двух плоскостях
(при совместной работе маховичками — по
всем направлениям), что позволяет легко
переориентировать направление объектива
прибора и «проползать» рабочей частью
в каналы сложной формы.
Выпускаются стандартные модели
фиброскопов 5 серии с различными
диаметрами и длинами рабочих частей.
Все инструменты имеют окуляр, позволяющий
монтировать на него стандартные ТВ
системы или цифровые фотокамеры для
документирования изображений.

Рисунок 8 –Фиброскоп Olympus
IF6C5X1
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Описание универсального ультразвукового дефектоскопа А1214 EXPERT со съёмным аккумулятором:
Ультразвуковой дефектоскоп А1214 EXPERT предназначен для поиска и определения координат различных нарушений сплошности и однородности материала в изделиях из металлов и пластмасс. Удобен для работы как в лабораторных условиях, так и на объекте под воздействием агрессивной окружающей среды. Превосходные технические параметры, большой дисплей и «классическая» компоновка.
Дефектоскоп А1214 EXPERT — полностью цифровой, малогабаритный ультразвуковой дефектоскоп общего назначения. Обеспечивает реализацию типовых и специализированных методик ультразвукового контроля, высокую производительность и точность измерений.
Отличительные особенности дефектоскопа А1214 EXPERT:
- Большой высококонтрастный цветной дисплей (640х480 точек) позволяет долго работать с прибором, не напрягая зрение;
- Быстросъемный аккумулятор;
- Интуитивный интерфейс настройки и работы с прибором;
- Ударопрочный корпус, степень защиты по IP65;
- Антискользящее прорезиненное покрытие электронного блока;
- Возможность записи голосовых комментариев к сохраняемым кадрам c помощью беспроводной Bluetooth гарнитуры;
- Энергонезависимая память на 2 000 изображений экрана (развертки типа А с соответствующими параметрами);
- Традиционная развертка типа А с возможностью отображения сигналов как в детектированном виде, так и в недетектированном виде (радиосигнал);
- Запоминание на экране огибающей максимумов сигнала;
- Автоматическое определение уровня сигнала и координат дефекта при работе с АСД (два временных строба);
- Возможность ручного измерения уровня и координат принятых сигналов с помощью экранного курсора;
- Программируемая форма зондирующего импульса;
- Регулируемая частота посылки зондирующих импульсов (до 1000 Гц);
- Построение функции ВРЧ по свободному закону (32-х точечная интерполяция);
- Возможность использования DAC-кривых;
- Дополнительные режимы: «стоп — кадр», «электронная временная лупа»;
- Связь с компьютером по высокоскоростному USB-порту;
- Совместимость с широким спектром преобразователей различных производителей.
Технические характеристики А1214 EXPERT:
|
|---|
Базовый комплект поставки А1214 EXPERT:
- А1214 EXPERT — электронный блок УЗ дефектоскопа со съёмным аккумулятором
- Кабель LEMO-LEMO двойной 1,2 м
- Кабель LEMO-LEMO одинарный 1,2 м
- Преобразователь D1771 4.0A0D12CL
- Преобразователь S3568 2.5A0D10CL
- Преобразователь S5182 2.5A65D12CS
- Преобразователь S5096 5.0A70D6CS
- Сетевой адаптер с кабелем 220 B — 15 B
- Кабель USB A — Micro B
- Компакт-диск с документацией и ПО (ADM 4)
- Калибровочный образец V2/25
- Планшет D12
- Чехол D12
- Гель УЗ -30°C…+100°C, 0,1 кг
- Сумка E14
Купить в 1 клик
- Наличие
- на складе
- Гарантия
- 2 года
- Самовывоз
-
Тюмень
- Возможна доставка до адреса
-
Способы оплаты
Описание
Характеристики
Характеристики
| Параметр | Значение |
| Диапазон устанавливаемых скоростей ультразвука | 1000 – 14 999 м/с |
| Рабочие частоты преобразователей | 0.5 – 15 МГц |
| Отклонение рабочих частот от номинальных | ± 10% |
| Пределы допускаемой абсолютной погрешности измерения глубины дефекта H с прямым преобразователем | ±(0,01H+0,2) мм |
| Диапазоны измерения координат дефекта (по стали) наклонным преобразователем 65°: | |
| — глубины H | 3 — 1300 мм |
|
— дальности по поверхности L |
5 — 2800 мм |
| Пределы допускаемой абсолютной погрешности измерения координат дефекта с наклонным преобразователем 65°: | |
| — глубины H | ±(0,03H+1) мм |
|
— дальности по поверхности L |
±(0,03L+1) мм |
| Диапазоны измерения координат дефекта (по стали) с наклонным преобразователем 70°: | |
| — глубины H | 3 — 500 мм |
| — дальности по поверхности L | 7 — 1400 мм |
| Пределы допускаемой абсолютной погрешности измерения координат дефекта с наклонным преобразователем 70°: | |
| — глубины H | ±(0,03H+1) мм |
| — дальности по поверхности L | ±(0,03L+1) мм |
| Диапазон перестройки калиброванного усилителя | 0 — 100 дБ |
| Пределы допускаемой абсолютной погрешности измерения отношений амплитуд сигналов на входе приемника | ± 0,5 дБ |
| Источник питания | Аккумуляторный блок |
| Номинальное значение напряжения аккумуляторного блока | 11,2 В |
| Время непрерывной работы от аккумуляторного блока при нормальных климатических условиях, не менее | 8 ч |
|
Габаритные размеры электронного блока, не более |
|
| Масса электронного блока, не более | 1,9 кг |
|
Средняя наработка на отказ |
|
| Средний срок службы, не менее | 8 лет |
| — температура воздуха | от -30 до +55 ºC |
|
— относительная влажность воздуха при температуре плюс 35 °С, не выше |
95 % |
Комплектация
Комплект поставки дефектоскопа А1214 ЭКСПЕРТ:
| А1214 EXPERT — электронный блок ультразвукового дефектоскопа |
| Съемный аккумулятор LiPoL 8,0 Ач — 11,2 В |
| Кабель LEMO-LEMO двойной 1,2 м |
| Кабель LEMO-LEMO одинарный 1,2 м |
| Преобразователь D1771 4.0A0D12CL |
| Преобразователь S3568 2.5A0D10CL |
| Преобразователь S5182 2.5А65D12CS |
| Преобразователь S5096 5.0А70D6CS |
| Сетевой адаптер с кабелем 220 В — 15 В |
| Кабель USB A — Micro B |
| Компакт-диск с документацией и ПО |
| Калибровочный образец V2/25 |
| Чехол Е14 |
|
Сумка Е14
Поверка дефектоскопа А1214 входит в цену.
|
Оформить заказ
2 килограмма НИЗКОТЕМПЕРАТУРНОГО ГЕЛЯ в ПОДАРОК!!!
Экспертные мнения
Экспертные мнения
Приспособления для УЗ контроля
Гель для ультразвукового контроля УЗК
Стандартные образцы
Преобразователи для низкочастотных дефектоскопов
Для дефектоскопии
С керамическим протектором
УЗК преобразователи для авиации
Преобразователи для контроля труб
Импедансные преобразователи
Антенные решетки
Для контроля стыков труб
Для контроля гибов труб
Преобразователи «Дуэт»
Малогабаритные ПЭП
Среднегабаритные ПЭП
Кабели
Преобразователи к отечественным толщиномерам
Механические устройства
Хордовые преобразователи
ЭМА преобразователи
Преобразователи к толщиномерам Olympus
Сканер TFD-60 для проведения неразрушающего ультразвукового контактного контроля сварных соединений в соответствии со стандартом ToFD (ISO/DIS 10863:11, EN 583-6, • EN 15617 и др.).
Подробнее
Сканер на магнитных колесах для одностроннего контроля сварных соединений с помощью фазированных решеток. Сканеры предназначены для использования совместно с дефектоскопом УСД-60ФР.
Подробнее
предназначены для обеспечения прямолинейного перемещения преобразователей на стандартном образце и облегчения поиска максимума сигнала от цилиндрической поверхности образца с последующей его фиксацией.
Подробнее
Алюминиевая подставка OPORA СО-3 производства NDT Club
Подробнее
Низкочастотная антенная решетка с сухим точечным контактом на 100 кГц для излучения и приема продольных ультразвуковых волн.
Подробнее
Для возбуждения продольных и поперечных волн; низкочастотный с сухим точечным контактом
Подробнее
Частота: 1,0 МГц. Применяется в дефектоскопии
Подробнее
Частота: 0,5 МГц. Применяется в дефектоскопии
Подробнее
Частота: 2,5 МГц. Применяется в дефектоскопии
Подробнее
Частота 2,5 МГц, угол ввода в сталь 40 град.
Подробнее
Частота 5 МГц, угол ввода в сталь 40 град.
Подробнее
Частота 2,5 МГц, угол ввода в сталь 50 град.
Подробнее
Частота 5 МГц, угол ввода в сталь 50 град.
Подробнее
Частота 2,5 МГц. Размер п/э — 16х12 мм.
Подробнее
Частота 5 МГц. Размер п/э — 5х5 мм.
Подробнее
Частота 4 МГц. Размер п/э — 8х9 мм.
Подробнее
Частота 2,5 МГц Размер п/э — 8х10 мм.
Подробнее
Для раздельно-совмещенных преобразователей, работающий со старой версией ультразвукового дефектоскопа А1212, длина: 1,2 м.
Подробнее
Длина: 1,2, 1,8 и 2,5 м
Подробнее
Длина: 1,2, 1,8 и 2,5 м
Подробнее
Частота: 2,5 МГц. Применяется в толщинометрии
Подробнее
Частота: 4 МГц. Применяется в толщинометрии
Подробнее
предназначен для использования с электромагнитно-акустическими преобразователями (ЭМАП) серии S73 с рабочими частотами 3 и 4 МГц для контроля нагретых объектов из алюминия и его сплавов и сталей с минимальным радиусом кривизны 35 мм
Подробнее
Датчик пути DS151 предназначен для установки на антенные решетки M9060 4.0V0R40X10CL и M9065 4.0V60R40X10CS, используемые с ультразвуковым дефектоскопом A1550 IntroVisor при сканировании поверхности объекта контроля.
Подробнее
Мобильный сканер к антенной решетке серии М90, M91 для механизированного УЗК.
Подробнее
Для фиксации преобразователей, используемых с низкочастотным дефектоскопом А1220 MONOLITH, при проведении ультразвукового контроля методом поверхностного и сквозного прозвучивания.
Подробнее
Хордовые ПЭП для контроля металлических трубопроводов в комплекте с образцом
Подробнее
Хордовые ПЭП для контроля полиэтиленовых трубопроводов в к-те с СОП
Подробнее
для контроля металлических трубопроводов в комплекте с СОП (10 шт.)
Подробнее
Хордовые ПЭП для контроля полиэтиленовых труб в комплекте с СОП (5 шт.)
Подробнее
Приспособления для УЗ контроля
Сканер TFD-60 для проведения неразрушающего ультразвукового контактного контроля сварных соединений в соответствии со стандартом ToFD (ISO/DIS 10863:11, EN 583-6, • EN 15617 и др.).
Подробнее
Сканер на магнитных колесах для одностроннего контроля сварных соединений с помощью фазированных решеток. Сканеры предназначены для использования совместно с дефектоскопом УСД-60ФР.
Подробнее
предназначены для обеспечения прямолинейного перемещения преобразователей на стандартном образце и облегчения поиска максимума сигнала от цилиндрической поверхности образца с последующей его фиксацией.
Подробнее
Алюминиевая подставка OPORA СО-3 производства NDT Club
Подробнее
Гель для ультразвукового контроля УЗК
Преобразователи для низкочастотных дефектоскопов
Низкочастотная антенная решетка с сухим точечным контактом на 100 кГц для излучения и приема продольных ультразвуковых волн.
Подробнее
Для возбуждения продольных и поперечных волн; низкочастотный с сухим точечным контактом
Подробнее
С керамическим протектором
Частота: 1,0 МГц. Применяется в дефектоскопии
Подробнее
Частота: 0,5 МГц. Применяется в дефектоскопии
Подробнее
Частота: 2,5 МГц. Применяется в дефектоскопии
Подробнее
УЗК преобразователи для авиации
Преобразователи для контроля труб
Импедансные преобразователи
Для контроля гибов труб
Частота 2,5 МГц, угол ввода в сталь 40 град.
Подробнее
Частота 5 МГц, угол ввода в сталь 40 град.
Подробнее
Частота 2,5 МГц, угол ввода в сталь 50 град.
Подробнее
Частота 5 МГц, угол ввода в сталь 50 град.
Подробнее
Преобразователи «Дуэт»
Частота 2,5 МГц. Размер п/э — 16х12 мм.
Подробнее
Частота 5 МГц. Размер п/э — 5х5 мм.
Подробнее
Малогабаритные ПЭП
Частота 4 МГц. Размер п/э — 8х9 мм.
Подробнее
Среднегабаритные ПЭП
Частота 2,5 МГц Размер п/э — 8х10 мм.
Подробнее
Кабели
Для раздельно-совмещенных преобразователей, работающий со старой версией ультразвукового дефектоскопа А1212, длина: 1,2 м.
Подробнее
Длина: 1,2, 1,8 и 2,5 м
Подробнее
Длина: 1,2, 1,8 и 2,5 м
Подробнее
Преобразователи к отечественным толщиномерам
Частота: 2,5 МГц. Применяется в толщинометрии
Подробнее
Частота: 4 МГц. Применяется в толщинометрии
Подробнее
Механические устройства
предназначен для использования с электромагнитно-акустическими преобразователями (ЭМАП) серии S73 с рабочими частотами 3 и 4 МГц для контроля нагретых объектов из алюминия и его сплавов и сталей с минимальным радиусом кривизны 35 мм
Подробнее
Датчик пути DS151 предназначен для установки на антенные решетки M9060 4.0V0R40X10CL и M9065 4.0V60R40X10CS, используемые с ультразвуковым дефектоскопом A1550 IntroVisor при сканировании поверхности объекта контроля.
Подробнее
Мобильный сканер к антенной решетке серии М90, M91 для механизированного УЗК.
Подробнее
Для фиксации преобразователей, используемых с низкочастотным дефектоскопом А1220 MONOLITH, при проведении ультразвукового контроля методом поверхностного и сквозного прозвучивания.
Подробнее
Хордовые преобразователи
Хордовые ПЭП для контроля металлических трубопроводов в комплекте с образцом
Подробнее
Хордовые ПЭП для контроля полиэтиленовых трубопроводов в к-те с СОП
Подробнее
для контроля металлических трубопроводов в комплекте с СОП (10 шт.)
Подробнее
Хордовые ПЭП для контроля полиэтиленовых труб в комплекте с СОП (5 шт.)
Подробнее
Преобразователи к толщиномерам Olympus
Купить Ультразвуковой дефектоскоп А1214 EXPERT в Тюмени легко — просто позвоните по телефону:: 8-800-551-11-01