Руководство
Английский:
- Chiron_Руководство_en
Слайсер: Cura_V15.04.6
Windows:
- Cura_v15.04.6.exe
OS X:
- Cura_15.04.6
Прошивка
- Chiron_Прошивка_v1.3.0
Водитель
- Chiron_Водитель_for_Mac
- Chiron_Водитель_for_Win
Видео:
1、 Сборка
3、 Автоматическое выравнивание Chiron
4、Инструкция по выравниванию Chiron
Вернуться к Новости
Friday, August 30
Инструкция Anycubic 4Max pro (FORMAX) на русском языке
Anycubic 4Max pro (FORMAX): сборка, настройка, первая печать
Wednesday, May 1
3D моделирование в Photon Slicer
Создание модели для Anycubic Photon и Anycubic Photon S
Tuesday, April 23
Инструкция Anycubic Photon S на русском языке
Anycubic Photon S: сборка, настройка, первая печать
Saturday, April 20
Инструкция Anycubic Kossel на русском языке
Anycubic Kossel: сборка, настройка, печать
Wednesday, March 20
Инструкция Anycubic Mega на русском языке
Anycubic i3 Mega: качественный ремейк Prusa i3
![]() 3D печать
3D печать
Руководство пользователя
Для получения дополнительной информации обратитесь в службу технической поддержки
Руководство пользователя стандартной смолы
※Standard Resin — это полимерный материал общего назначения для 3D-печати. Он подходит для светоотверждающего оборудования в диапазоне 365~405 нм. Он имеет преимуществоtagОбладает хорошей жесткостью, низкой усадкой, хорошей детализацией и высокой вероятностью успеха. Его можно использовать для создания анимационных, культурных и творческих моделей фигур, детализированных моделей, прототипов и структур внешнего вида и т. д.
※Инструкции по использованию в условиях аномальной температуры:
Смола рекомендуется для печати при температуре окружающей среды 25~30℃.
Когда температура окружающей среды находится в пределах 15~20 ℃, мы рекомендуем пользователям увеличить время воздействия на 30% по сравнению с настройками по умолчанию и уменьшить скорость подъема платформы на 30%.
Меры предосторожности
- Встряхивайте бутылку/упаковку со смолой до тех пор, пока они хорошо не перемешаются перед каждым отпечатком.
- Проверьте, нет ли очевидных складок/повреждений на пленке FEP.
В этом случае замените пленку FEP. - Проверьте, нет ли на поверхности ЖК-экрана очевидной грязи/излишних твердых остатков. Если это так, пожалуйста, очистите его перед печатью.
- Если смола не использовалась в 3D-принтере более 3 дней, рекомендуется отфильтровать смолу с помощью фильтрующей воронки после равномерного перемешивания смолы в резервуаре для жидкости, а затем вылить ее обратно в смолу. обратитесь в службу технической поддержки контейнера.
- Пожалуйста, размещайте оборудование в хорошо проветриваемом помещении и надевайте маски и перчатки во время работы. Эти СИЗ могут эффективно защитить пользователя от смолы и ее запаха. Очиститель воздуха рекомендуется для более чувствительной группы пользователей.
- Когда печатные детали из прозрачной/белой смолы подвергаются постотверждению, их поверхности более склонны к пожелтению по сравнению с другими цветными деталями. Чтобы избежать этого, время пост-отверждения может быть соответствующим образом сокращено.
Параметры печати для принтера
Сначала проверьте тип и марку вашего принтера. В приведенной ниже таблице вы можете найти параметры печати смолы Anycubic по умолчанию, соответствующие соответствующему принтеру (в настоящее время в основном Anycubic).
| Принтер | Фотон S | Фотон Моно | Фотон Моно X | Фотон Моно X 6K | Фотон Моно 4K | Фотон ультра |
| Настройки параметров эскиза |  |
 |
 |
 |
 |
 |
| Стандартная смола | ||||||
| Лавер Толщина мм | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Нормальное время экспозиции с | 8 | 2 | 2 | 2 | 2 | 2 |
| Время выключения с | 1 | 0.5 | 0.5 | 0.5 | 0.5 | 1 |
| Время экспозиции дна с | 60 | 40 | 28 | 23 | 40 | |
| Нижние слои | 6 | 6 | 4 | 6 | 6 | 4 |
| Анти-псевдоним | 1 | 1 | 1 | 1 | 1 | 4 |
| Z Расстояние подъема nun | 6 | 6 | 8 | 8 | 6 | 5 |
| Z Скорость подъема мм с | 3 | 4 | 2 | 2 | 4 | 2 |
| Z Retract Speed nun s | 3 | 6 | 3 | 3 | 6 | 2 |
| Принтер | Фотон Моно SE | Фотон Моно SO | Фотон М3 | Фотон М3 Плюс | Фотон М3 Макс |
 |
 |
 |
 |
 |
|
| Настройки параметров Thumbnai IParameter | |||||
| Лавер Толщина мм | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Нормальное время экспозиции с | 2. | 2. | 2 | 2. | |
| Время выключения с | 0.5 | 0.5 | 0.5 | 0.1 | 3. |
| Время экспозиции дна с | 30 | 23 | 23 | 23 | 50 |
| Нижние слои | 6 | 6 | 4 | 3 | 6 |
| Анна-псевдоним | 1 | 1 | 1 | 1 | 1 |
| Z Расстояние подъема мм | 6 | 5 | 6 | 4 | 10 |
| Z Скорость подъема = с | 4 | 3 | 3 | 6 | 2 |
| Z Retract Speed nun s | 6 | 3 | 4 | 6 |
Мы добавим больше типов принтеров, которые широко используются.
*Данные предоставлены лабораторией Anycubic и предназначены только для справки.
*Разные параметры печати и процессы постобработки приведут к разным результатам. Если у вас возникнут проблемы во время печати, не стесняйтесь обращаться в Anycubic за поддержкой. Мы попробуем наше лучшее.
*Эталонные параметры обработки подходят для откалиброванного на заводе энергетического состояния конкретного оборудования. Параметр печати необходимо отрегулировать соответствующим образом, если были изменены настройки мощности УФ-излучения.
3. Поддержка рекомендаций по настройке программного обеспечения для нарезки
Для нарезки рекомендуется использовать Anycubic Photon Workshop или CHITUBOX или Lychee (программное обеспечение для других совместимых устройств). Есть хорошие шансы, что обычные детали будут успешно напечатаны, если ваши настройки поддержки основаны на следующих советах.
- Обычно мы рекомендуем клиентам с самого начала попробовать поддержку типа «Средний», как показано на рисунке ниже для быстрой настройки поддержки.
- Рекомендуется, чтобы глубина закладной части опоры составляла ≥0.5 мм, а зазор опоры составлял ≤3 мм.
- Если площадь сечения напечатанной детали меньше или равна 30% площади обработки 3D-принтера, для завершения конструкции опоры можно использовать комбинацию «Средний» + «Легкий»; если площадь сечения детали составляет ≥ 30% площади обработки оборудования, для завершения конструкции опоры можно использовать комбинацию «Средний» + «Тяжелый».


*Размер печати ≤ 30% площади обработки оборудования, поддерживается комбинацией «Средний» + «Легкий»
*Формат печати ≥ 30% площади обработки оборудования, поддерживаемый комбинацией «Средний» + «Тяжелый»
4.Операции по очистке деталей
- Рекомендуется использовать 95+% этанол/IPA или другие эффективные растворители для очистки смолы, чтобы удалить остатки смолы на печатных деталях.
- Не замачивайте детали в чистящем растворителе более 30 минут. При длительном замачивании в растворителе может произойти вздутие и повреждение.
- После очистки деталей используйте воздуходувку/пневматический пистолет, чтобы удалить остатки чистящего раствора с поверхности деталей.
- Для сложных деталей с большим количеством полостей несколько циклов очистки/сушки поверхности могут полностью очистить детали.
- Проверьте, не остались ли остатки смолы на поверхности модели. Если это так, пожалуйста, постирайте его снова и снова высушите.

(1) ВАРИАНТ 1: Промывка и отверждение Anycibuc
 |
|
| Поместите детали в ведро для очистки | Детали + платформа в ведро очистки |
(2) ВАРИАНТ 2: ультразвуковая промывка

Ультразвуковая вибрационная очистка
(3) ВАРИАНТ 3: бесплатная стирка
 Ручная очистка в контейнере с моющим раствором
Ручная очистка в контейнере с моющим раствором
5.Пост-отверждение
- Обычно для отверждения поверхности модели требуется 3-5 минут УФ-пост-отверждения. При столкновении с деталями со сложной структурой время отверждения может быть соответствующим образом увеличено.
- Перед пост-отверждением убедитесь, что на поверхности напечатанной детали нет ни остатков смолы, ни остатков растворителя (если они есть, сначала очистите и высушите поверхность модели).
- Пожалуйста, убедитесь, что поверхность детали высушена перед отверждением, что может эффективно избежать отбеливания или избыточного остатка на поверхности детали после отверждения.

Очистка сточных вод
- Пожалуйста, НЕ сливайте чистящий раствор прямо в канализацию.
- Поместите отработанную жидкость в прозрачный контейнер под солнечный/ультрафиолетовый свет, подождите, пока смола внутри полностью не затвердеет и не выпадет в осадок, а затем отфильтруйте твердый остаток. Отфильтрованный чистящий раствор можно использовать повторно.
- Во-первых, отработанный ИПС/Этанол можно упаковать в прозрачную тару и дождаться испарения. Во-вторых, поместите прозрачный контейнер под солнечный или ультрафиолетовый свет, чтобы остатки смолы затвердели, а затем твердые отходы можно утилизировать в соответствии с местными нормами по охране окружающей среды. Полностью отвержденные твердые отходы можно рассматривать как обычные пластиковые отходы.

FAQ
- Детали не приклеены к нижней плите (частично/полностью): a. Увеличить время экспозиции нижнего слоя на 30%; б. Выровняйте формовочный стол оборудования в соответствии с инструкцией.

- Формованная деталь и опора отсоединяются от опорного соединения: в программном обеспечении для нарезки, увеличивая глубину опоры, встроенной в деталь (0.5 мм), соответственно увеличивайте диаметр опоры и расстояние/плотность опоры.

- Неисправность возникает во всем сечении детали: увеличьте время экспозиции на 20~30% для нормальных параметров экспозиции, а затем уменьшите скорость подъема платформы.

- Частичная неисправность детали: a. Проверьте, не загрязнен ли ЖК-экран, и вовремя протрите его спиртом/IPA; б. Проверьте, нет ли очевидного износа на поверхности разделительной пленки. в. Проверьте свою нарезанную модель, чтобы увидеть, есть ли ошибка или повреждение file.

- Утечка из резервуара для жидкости: После фильтрации вылейте смолу из резервуара для жидкости обратно в бутыль со смолой. Проверьте, есть ли острые твердые остатки на дне резервуара для жидкости/поверхности формовочной платформы/поверхности ЖК-экрана, своевременно очищайте и заменяйте новую разделительную пленку.

- Большая шероховатость поверхности деталей/остаточного мусора в резервуаре: 1-е, уменьшите нормальные параметры воздействия на 20~30% или на другую соответствующую величину. 2. Отфильтруйте смолу в резервуаре для жидкости перед повторной печатью.

- Очевидная текстура поверхности: а. Проверить герметичность разделительной пленки резервуара для жидкости (старение/ухудшение эластичности); б. Уменьшите скорость подъема платформы (30%) или другую подходящую величину.

- Детали с большими сечениями (сплошные детали) имеют шероховатую поверхность после печати и очистки: a. Увеличьте время выключения света (например, с 0.5 до 1 с); б. Уменьшите скорость подъема/опускания формовочной платформы (30%).

- Весь поверхностный экспозиционный слой появляется в процессе печати: a. Проверьте изображение среза всего слоя в данных среза и проверьте, нет ли ошибок в исходном stl. file; б. На ЖК-экране принтера отображается ненормальное изображение / устройство DLP светится: перезагрузите устройство / обратитесь в сервисный центр.
 Продолжение следует …
Продолжение следует … - Для получения дополнительной информации, пожалуйста, свяжитесь с нашей послепродажной / технической поддержкой и оставьте проблему file данные для связи (изображение/видео/настройка параметров нарезки/настройка параметров печати).









Рабочие параметры
| Параметр | Значение | Параметр | Значение |
| Вязкость/мПа.с (25°C) | 150-200 | Плотность / г / см3 | 1.05-1.25 |
| Длина волны / нм | 405 | Твердость/Шор D | 82D |
| Прочность на разрыв / МПа | 36-45 | Относительное удлинение /% | 8-12 |
| Прочность на изгиб/МПа | 50-65 | Модуль изгиба/ МПа | 1200-1600 |
| Объемная усадка% | 4.5-5.5 | Ударная вязкость с надрезом Дж/м | 25 |
| Отклонение тепла температура/°C (0.45 МПа) |
65-70 | Срок годности/год | 1 |
MSDS file
Пожалуйста, свяжитесь с нашей службой поддержки для MSDS file.
![]()
Документы / Ресурсы

Всем привет! С вами Top 3D Shop и в очередном обзоре новейшего оборудования мы рассказываем об FDM-принтере Anycubic Chiron. Эникьюбик Чайрон назван в честь суперкара Bugatti Chiron.

Источник: motor1.com
А тот, в свою очередь, в честь персонажа мифов древней Греции кентавра Хирона, сына Кроноса, сводного брата Зевса, друга Геракла и учителя Ясона и Ахилла.
Оправдает ли принтер столь громкое имя? О характеристиках и возможностях Anycubic Chiron читайте в этой статье.
Содержание:
Видео
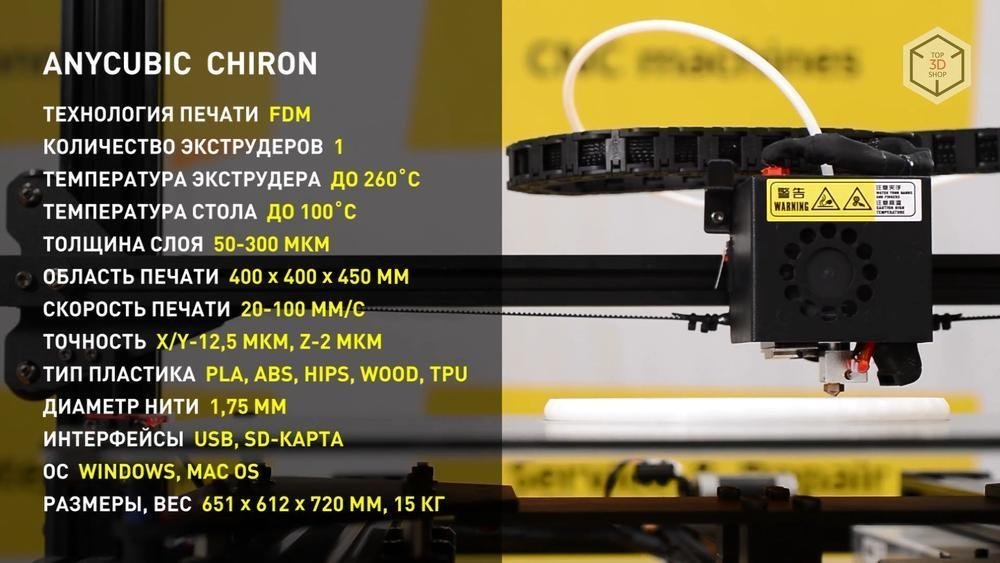
Anycubic Chiron

Характеристики
-
Технология
FDM
Количество экструдеров
1
-
Тип экструдера
данные не заявлены производителем
Количество сопел
1
-
Область печати
400х400х450
Скорость печати
20-100 мм/с
-
Диаметр сопла (мм)
0.4
Толщина слоя, мкм
50
-
Точность позиционирования
XY: 0.0125 мм; Z: 0.0020 мм
Диаметр пластиковой нити
1.75 мм
-
Максимальная температура печати
260°C
Наличие подогреваемого стола
Да
-
Тип стола
данные не заявлены производителем
Максимальная температура стола
До 100 °C
-
Активный подогрев камеры
данные не заявлены производителем
-
Основной материал
ABS, PLA, Flex, HIPS, другие
-
Корпус
Открытый
Рама
данные не заявлены производителем
-
Направляющие
данные не заявлены производителем
Система кинематики
данные не заявлены производителем
-
Дополнительные функции
Автоматическое выравнивание матрицы;
-
Размер принтера (в мм)
651х612х720
Размер упаковки (в мм)
данные не заявлены производителем
-
Вес без упаковки
20 кг
Вес с упаковкой
данные не заявлены производителем
-
Работа в сетях
110 V/ 220 V, AC 50-60 Hz
Максимальная потребляемая мощность
600 W
-
Софт
Cura, Simplify3D, Repetier-HOST
Типы файлов
.STL, .OBJ, .JPG, PNG
-
Операционная система
Linux, Windows
-
Уровень шума
данные не заявлены производителем
Интерфейсы
SD card, USB
-
Страна производства
Китай
Гарантия производителя
1 год
-
Участие в акциях
Скидка до 20% на пластик
Описание
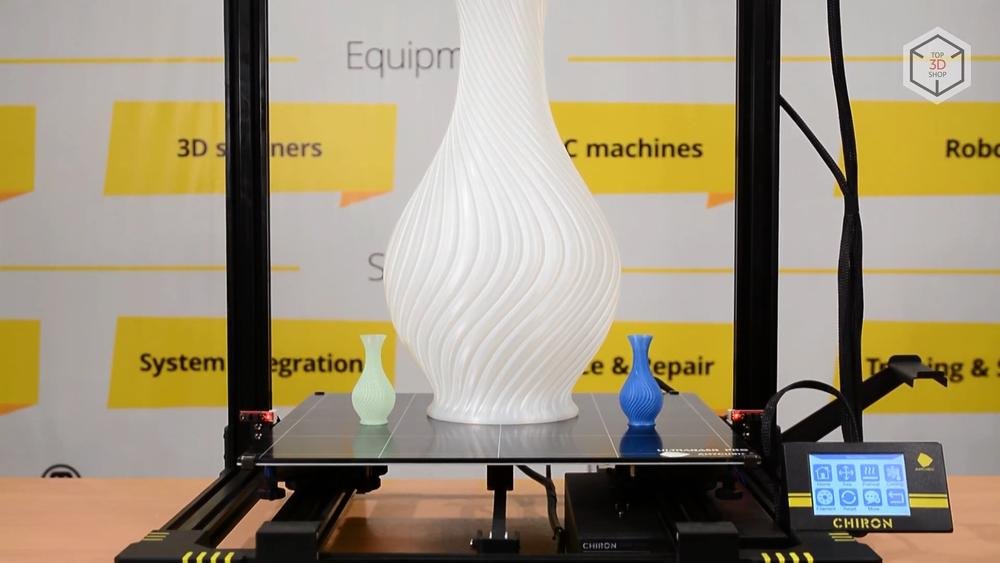
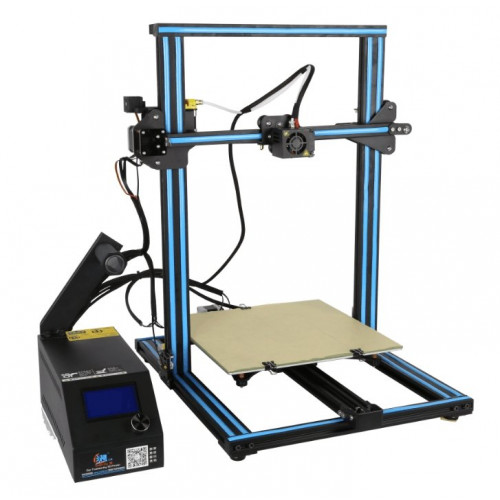
Anycubic Chiron предлагает пользователям уникальную возможность изготовления весьма крупных объектов. Если сравнивать с популярными на рынке 3D-принтерами — в 2-3 раза больше обычного.
Комплектация

В комплект поставки Anycubic Chiron, помимо принтера, входят: съемный датчик для калибровки, запасной хотэнд, катушка PLA, SD-карта и кардридер, USB-кабель, инструкция, перчатки, кусачки, шпатель, пинцет и набор инструментов для сборки.
Особенности устройства

Устройство поставляется в полуразобранном виде. Пользователю предлагается закрепить раму на основании и разобраться с коммутацией — вся процедура занимает не более 20-30 минут.

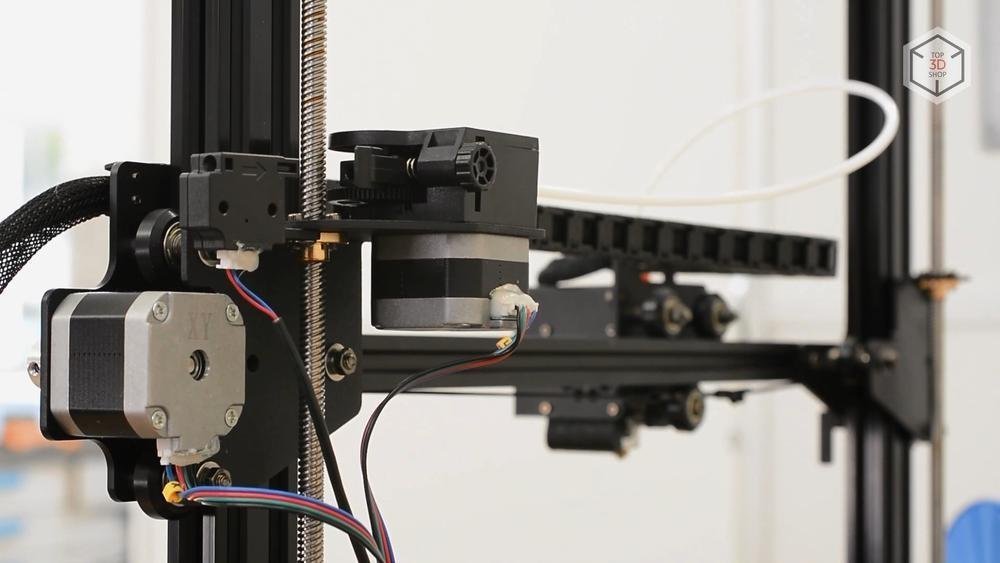
Каркас принтера изготовлен из экструдированного алюминия — это важная особенность 3D-принтера, обеспечивающая жесткость всей конструкции. В основе Anycubic Chiron — картезианская кинематическая схема.

Платформа для печати с покрытием Ultrabase Pro — еще одна практичная «фишка» этого устройства. Технология, разработанная инженерами Anycubic, обеспечивает надежное сцепление модели с поверхностью стола во время печати и ее легкое снятие по окончании процесса.
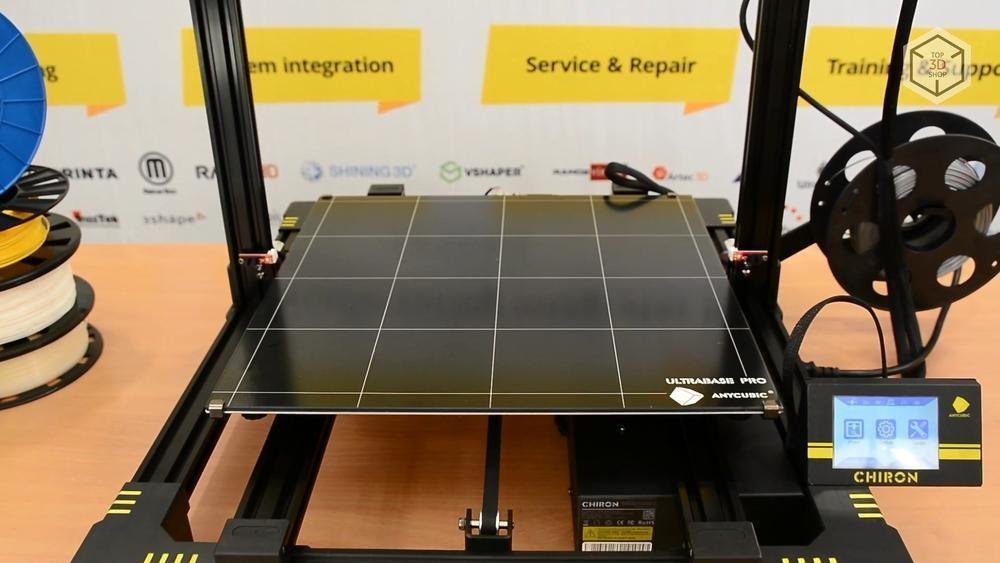
Поверхность Ultrabase покрыта микропористым материалом, который надежно удерживает объект во время печати. По завершении процесса стол охлаждается, тепловое расширение микропор сменяется сжатием и готовая распечатка без особых усилий снимается с поверхности.
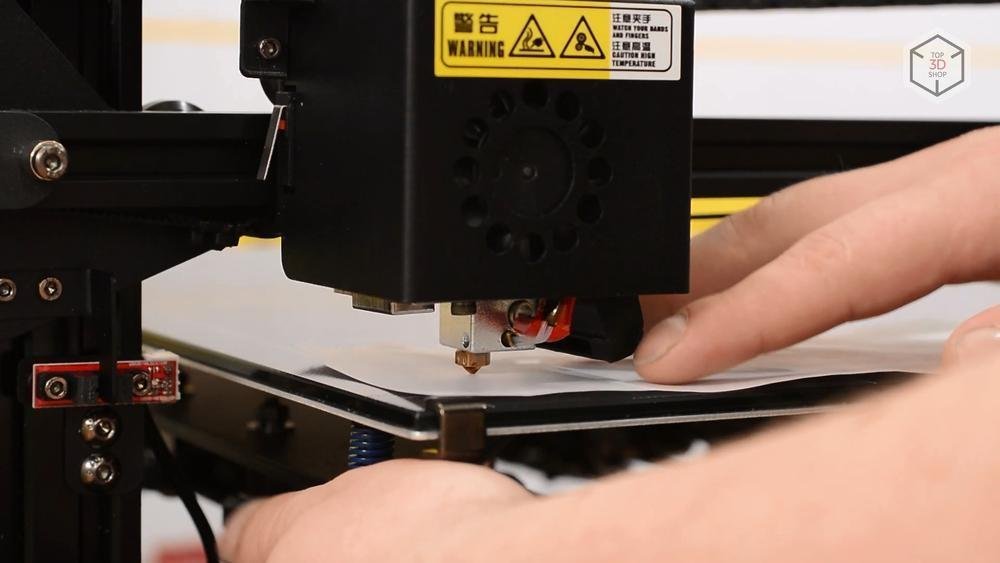
Подготовка к работе
Калибровка стола выполняется одним из двух способов — вручную либо с помощью комплектного сенсора. Разработчик рекомендует провести первую калибровку без применения автоматики, с помощью четырех винтов по углам платформы.
Сенсорный дисплей расположен под удобным для пользования углом и быстро реагирует на нажатия.

Экструдер Anycubic Chiron по своей конструкции напоминает популярный в мейкерской среде Titan, разработанный инженерами британской компании E3D. Как утверждают в Anycubic, это дает возможность работы со многими пластичными филаментами, такими как TPU.
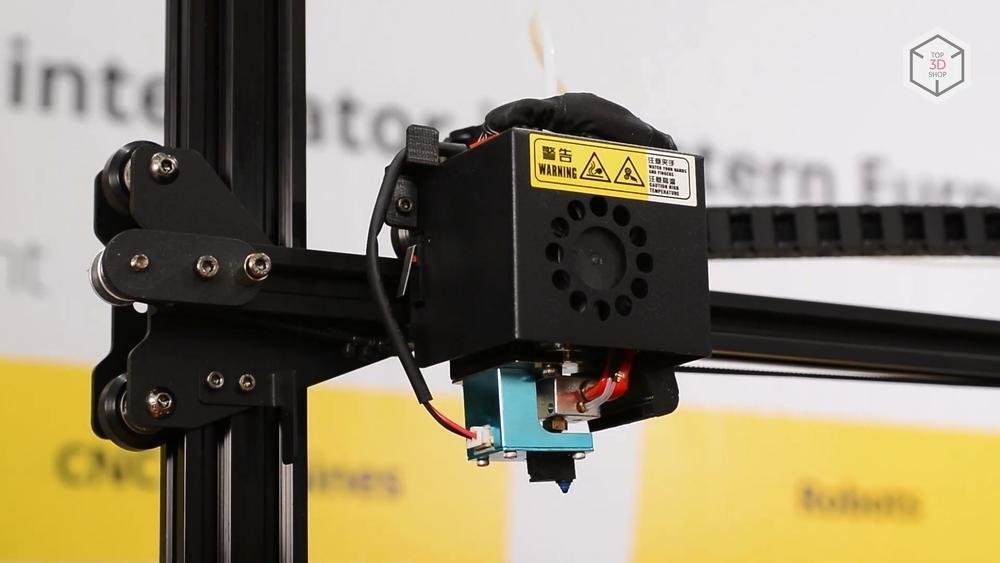
3D-принтер оснащается механическим датчиком окончания филамента — полезная функция для тех, кто много печатает, — несложное приспособление позволяет снизить количество брака.
Печать

Перенести готовый g-код в память принтера можно с помощью комплектной карты памяти или через USB-соединение. Все разъемы и аппаратные кнопки находятся на основании, справа.
В отличие от других китайских производителей, 3D-принтеры Anycubic поставляются с полным набором документации. Все материалы к принтеру — спецификации, инструкцию по сборке и эксплуатации, необходимый софт — можно найти на SD-карте.

Программное обеспечение
Файлы, традиционно для принтеров Anycubic, можно подготовить с помощью слайсера Cura. Как вариант, можно воспользоваться другим доступным пользователю софтом, например — Simplify3D.
Примеры использования
Город Clorehaven

Источник: instagram.com
Как можно видеть на картинке выше, возможно даже создавать модели огромных размеров, печатая изначально отдельные части и собирая их воедино. nickdwill из Instagram, например, создаёт город Clorehaven.
Pontiac GTO

Источник: instagram.com
А вот ещё один пример интересного проекта от пользователя под ником charliebrown9515. Он мастерит модель Pontiac GTO 1965 года. Печатает авто частями.
После того как модель будет готова, она подвергнется обработке и примет завидный вид! Даже не терпится посмотреть как она будет выглядеть.
Шлем из Power Rangers

Источник: instagram.com
Кроме того, сам 3D-принтер имеет внушительную область построения, можно с лёгкостью построить цельную крупную модель без соединений. Таким вот образом, энтузиаст под псевдонимом haopaneks_3dprintedworld печатает шлемы для косплея.
Макет планировки здания
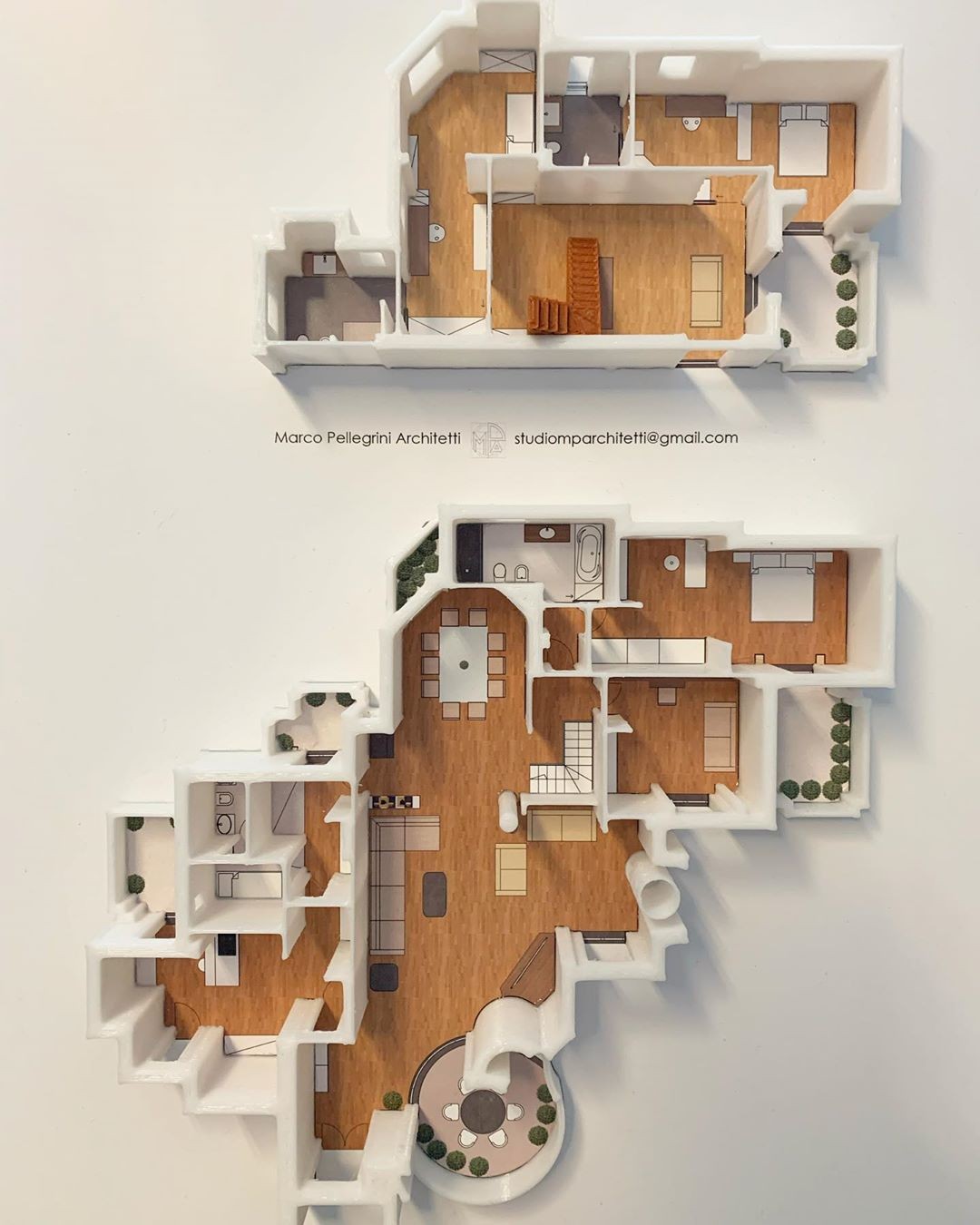
Источник: instagram.com
Прежде чем построить здание, его необходимо спланировать. Большая область построения Anycubic Chiron позволяет с легкостью сделать и это. mparchitetti демонстрирует одну из своих работ в инстаграм. Таким образом, 3D-принтер позволяет компании Marco Pellegrini Architetti лучше наладить коммуникацию с заказчиком.
Шлем из Star Wars
В этом ролике можно увидеть как печатается шлем из кинофильма Star Wars.
Плюсы и минусы
Плюсы
-
Имеет открытую жесткую конструкцию с внешним блоком управления;
-
Поверхность Ultrabase надежно удерживает объекты во время печати и позволяет легко их удалить;
-
Оснащается механическим датчиком окончания филамента;
-
Большая рабочая область, если сравнивать с популярными на рынке 3D-принтерами — в 2-3 раза больше обычного;
-
Работает с самыми распространенными типами пластиков — ABS, PLA, HIPS;
-
В отличие от других китайских производителей, Anycubic поставляется с полным набором документации.
Минусы
-
Отсутствует закрытый корпус;
-
Требует ручной сборки.
С чем сравнить
Сравнить эту модель можно с Creality CR-10S. Оба устройства имеют внушительную область печати и подойдут для построения относительно объёмных моделей.
Итоги
Область печати Anycubic Chiron — одна из самых внушительных в этом сегменте 3D-принтеров. Прочная надежная конструкция, нагреваемый стол с поверхностью Ultrabase Pro, всеядный экструдер, наличие сенсоров калибровки и окончания филамента — такое устройство полностью отвечает запросам пользователей, которым необходима крупногабаритная печать с предсказуемым качественным результатом.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Search code, repositories, users, issues, pull requests…
Provide feedback
Saved searches
Use saved searches to filter your results more quickly
Sign up