Каталог →
Сварочное оборудование и зарядные устройства → Полуавтоматы сварочные → Aurora




Производитель: Aurora
Гарантия производителя: 1 год
Сертификаты официального дилера:
 Этот товар нравится другим пользователям:
Этот товар нравится другим пользователям:
Артикул: 29078
![]() В корзину
В корзину
![]() Быстрый заказ
Быстрый заказ
Узнать о снижении цены
Нашли дешевле?
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
| Класс товара | полупрофессиональный |
| Режим сварки | с газом/без газа |
| Разъем горелки | EURO |
| Охлаждение горелки | воздушное |
| Разъем ММА | DX25 |
| Максимальная мощность, кВт | 7,1 |
| Номинальное напряжение на входе, В | 230 |
| Работа при пониженном напряжении, В | до 190 |
| Минимальное входное напряжение, В | 170 |
| Напряжение холостого хода, В | 65 |
| Частота, Гц | 50 |
| Диапазон сварочного тока, А | 30-180 |
| ПВ на максимальном токе, % | 30 |
| Допустимое отклонение напряжения, % | 10 |
| Диаметр проволоки, мм | 0,6-1 |
| Диаметр электрода, мм | 1,6-4 |
| Диаметр катушки, мм | 200 |
| Еврокатушка | D100/ D200 |
| Количество подающих роликов | 2 |
| Степень защиты | IP21S |
| Сварка ММА | да |
| Кейс | нет |
| Режим импульсной сварки | нет |
| Сварка алюминия | нет |
| TIG сварка | нет |
| Водное охлаждение в комплекте | нет |
| Наличие синергии | нет |
| Габариты, мм | 445×200×305 |
| Вес, кг | 11,2 |
Описание:
Сварочный инверторный полуавтомат AURORA Динамика 1800 с возможностью MIG-MAG сварки в среде инертного и активного защитных газов, сварки порошковой проволокой NO GAS, а также ММА режимом.
Простой и надежный принцип управления сварочной дугой позволит настроить полуавтомат для выполнения широкого спектра работ.
Особенности:
• Цельнометаллический механизм подачи проволоки.
• Регулировка сварочного тока.
• Индикация сети и перегрева.
• Защита от перегрева.
Комплектация:
Аппарат;
Горелка для полуавтоматической сварки 3 м;
Обратный кабель с зажимом массы 2,5 м;
Ролик подачи с V-образной канавкой для работы со стальной проволокой 0,6-0,8 мм;
Упаковка.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Сварочный инверторный полуавтомат AURORA Динамика 1800 может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:

Полуавтомат Patriot WMA 225MQ
артикул: 605301755
напряжение 187-253 в, диапазон сварочного тока mma 40-220 a, mig/mag 40-220 а, вес 13 кг.
27 350 руб.
![]()

Полуавтоматический сварочный аппарат САИПА-200C
артикул: 65/56
напряжение питания 220 В, диапазон сварочного тока 15-200 А,, масса 14 кг
27 590 руб.
![]()

Сварочный полуавтомат FUBAG IRMIG 180 с горелкой FB 250 3 м
артикул: 31 432.1
напряжение 220 В, диапазон сварочного тока 40-130 А, диаметр проволоки 0,8-1 мм, масса 8.9 кг
28 350 руб.
![]()

Сварочный инвертор Сварог REAL MIG 200 (N24002)
артикул: real mig 200 (n24002n)
напряжение 160-270В, мощность MIG/ММА 7,7/6,1 кВА, сварочный ток MIG/ММА 30-200/10-160 А, диаметр проволоки 0,6/0,8/1 мм, 13 кг
28 970 руб.
![]()

Полуавтоматический сварочный инвертор Ресанта САИПА-200
артикул: 65/9
напряжение 220 В, диапазон сварочного тока 30-200 А, диаметр сварочной проволоки с газом 0,6-1 мм, масса 14,35 кг.Гарантийный срок изделия 1 год.
29 490 руб.
![]()
Здравствуйте товарищи!
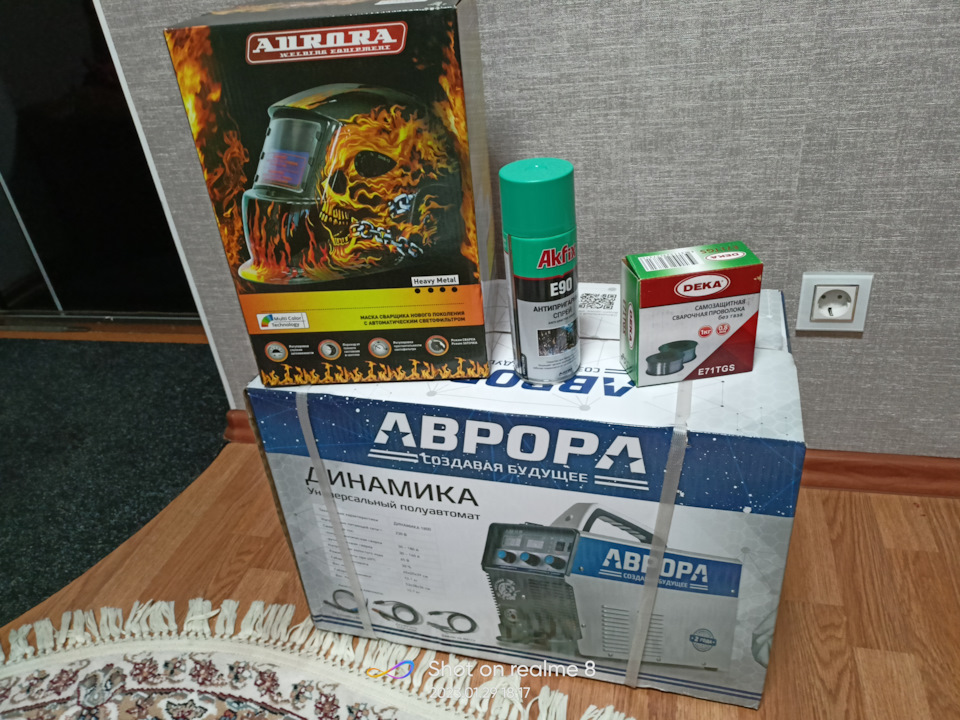
Хотелось бы спешить Вам рассказать о новом моём товарище! Но к сожалению комплектация для полного пользования, ещё не собрана.
Итак! Бывает люблю иногда занять себя сварочными работами, но сварочника у меня нету😂. В прошлом году представлял Вашему вниманию мангал из газового баллона, который варил инверторным аппаратом позаимстваванный у товарисча. И вот созрела заначка для покупки собственного аппарата. Пошли муки выбора, сёрф интернета с отзывами, походы к соседям по гаражу для советов, также походы по местным магазинам для анализа наличия и цены. Вообщем забрёл в один инструментальный магазин, которые являются официальными представителями Штиль, Ресанта, Аврора и ещё кого то вроде. И в принципе по их рекламации и решил взять Аврору, так как они заявили мол у Авроры не было возвратов в сравнении с Ресантой, а я же в свою очередь выбирал между САИПА-220 и Авророй Динамика 1800. Выбор пал на Аврора Динамика 1800. И решил купить через ДНС, в комплекте с оригинальной маской Аврора А777 ХевиМетал.
Начну с маски:
-4 датчика для светофильтра
— лёгкая 430г.
-регулировка затемнености
-регулировка чувствительности
-режим сварка
-режим заточка
-удобная смена элементов питания
-удобный наголовник
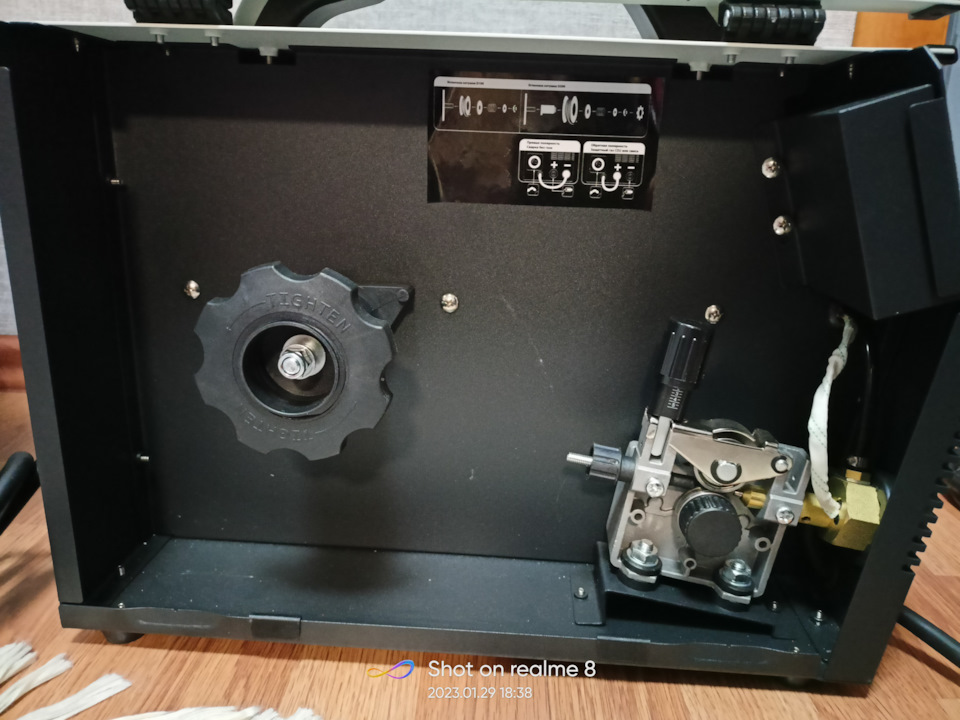
Аврора Динамика 1800:
— еврорукав с горелкой 3м MIG15
— кабель массы 2,5м.
— кабель с держаком для ручной дуговой 2,5м.
— токовые наконечники 0,6; 0,8(2шт); 1мм
— ролик протяжной 0,6 ; 0,8
Катушки используются D100(1кг) и D200(5кг).
Механизм протяжки металлический в отличии от ресанты у которого он пластиковый.
На авроре есть цифровое табло, что удобнее производить регулировки.
У ресанты кабель с держаком для ручной дуговой в комплекте не идёт, нужно докупать. Кабель массы на САИПА 220 короткий, 1,5м вроде. И рукав тоже вроде 2,5м.
Вообщем всё перевешивает против ресанты.
После покупки сразу поехал докупать остальное, чтобы опробовать аппарат. Купил спрей для сопла 390р, порошковую проволку E71TGS 1кг 0,8. Ну и поехал в гараж для первичных испытаний. Первый шов на порошковой проволке. Почему порошковую? Потому что, для омедненой нужен газ, а для газа баллон, а баллон хотелось не огромный 40л, а 20 ти литровый. Начал искать, нашёлся в соседнем городе аттестованный, заправленный 20ти литровый за 240км. Заранее созвонился, договорился на выходной, и в субботу съездил забрал. И так, на данный момент для полного счастья требуется купить редуктор (наверно куплю с ротаметром) и сварочную проволоку ну и как по накатанной, магниты, перчатки, очки, и так прочее и так далее.
Скоро весна-лето, а значит сварочная пора😁. На даче лежат и ждут своего часа, два пропановых баллона, ну и фантазия уже играет.
















Содержание
- Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
- На настройки влияют внешние параметры
- Газозащита
- Подбор газовой смеси
- Настройка напряжения
- Скорость подачи проволоки
- Полярность
- Выпуск и вылет проволоки
- Настройка дуги
- Таблица настройки полуавтомата
- Влияние напряжения на качество соединения
- Проблемы и ошибки
- Сварочный полуавтомат Аврора Динамика 2000
- #21 Hlorofos
- #22 Георгий 11
- #23 Шурпет
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.

После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.

Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.

Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.

Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.

Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:

Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.

Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.

Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:

Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.

Параметры сварного шва в зависимости от индуктивности:

Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:

Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки

В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;

- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Источник
Сварочный полуавтомат Аврора Динамика 2000
#21 Hlorofos

- Город: Донецк РФ
#22 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
#23 Шурпет

- Город: Саратов

Популярное сообщение!
Ладно, с реверансами всё, вроде?
Начинаем. Сначала хотел поумничать и применить какой-то вычурный, элегантный стиль письма, но — нет. Не буду. Будем оборзевать обозревать как можно более кратко и по сути.
Но всё же одна цитата приходит на ум . «Карты, деньги и два дымящихся ствола » , Бекон (Джейсон Стэтхем) :
Товар без изъяна!
Товар без обмана!
Надёжный, как пружина от дивана!
Берём мешками, мешками берём!! (С)
Аппарат прёт. Реально прёт. Без изысков, без закидонов. Просто, ясно и понятно. Настройка — ну, тут надо быть совсем уже отбитым на голову, чтобы напортачить.
2Т-4Т, всё штатно.
Индуктивность «решает» в ванне, заметно.
МПП, точнее роликовый узел, тактильно ощущается хорошо, нет особых люфтов.
При протяжке (торопился, если честно) проволока упёрлась и остановилась на уровне гайки, удерживающей направляющий канал. Ролики забуксовали. Отвернул, заправил отдельно в горелку, потом присоединил обратно. Дольше проволока прошла штатно.
Попались на глаза ОК46.00 ф4 и УОНИ 13/55 (ржавые насмерть) — проглотил, не поморщившись. На УОНИ повозился в подбором тока, чтобы разжечь, но тем не менее. ЛБ-52 ф4 на очереди. Конечно, никаких хот-стартов, форсажей дуги и антизалипания в ММА-режиме нет, но и с чего им тут быть? Амперы в ММА отображаются на дисплее, подбор тока — «Скорость подачи».
Кое-какие замечания (придирки? выпендрёж?) по аппарату уже есть, но для для них будет отдельный пост.
Найти оголённую жилу, чтобы её поцарапать (пока) не удалось. Но кабель массы прям интуитивно легче, чем должен быть, если он медный. (Проверю, но позднее) Похоже, что алюминий-таки.
Не исключено, что я несколько необъективен. Всё же «сварка» на полукустарной «Дельте» ощутимо вымотала мне нервы и сработал принцип «Всё познаётся в сравнении». Хоть и есть опыт работы на дорогих марках — Лорх и ЕВМ, но сегодня привычное равномерное жужжание мне было как елей в уши)))








Поправка. Ток в режиме ММА регулируется регулятором «НАПРЯЖЕНИЕ»! Смотрим на цвет надписей и пиктограмм на панели управления.
Сообщение отредактировал Шурпет: 23 Март 2021 19:16
Источник