CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH340SER (путь- /driver/).
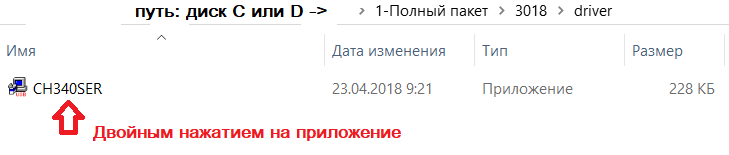
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
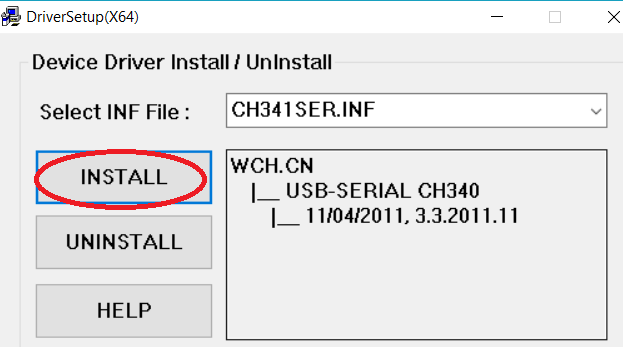
Появляется окно:
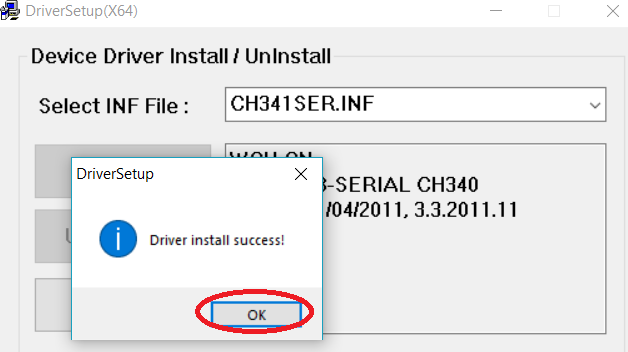
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
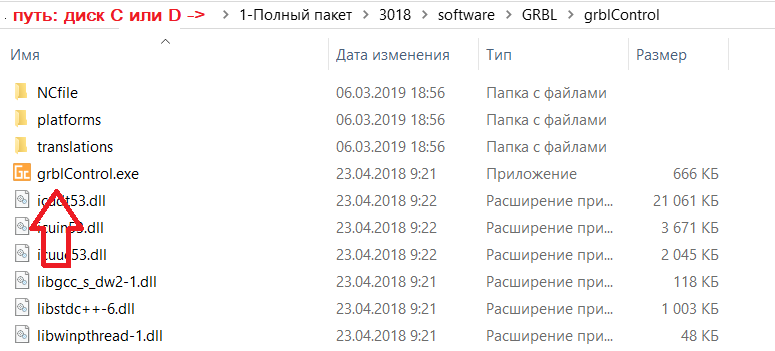
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
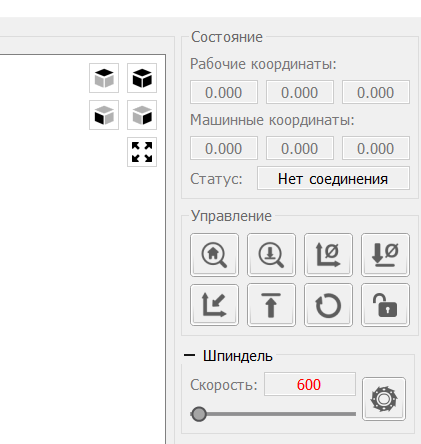
(изначально Статус – Нет соединения)
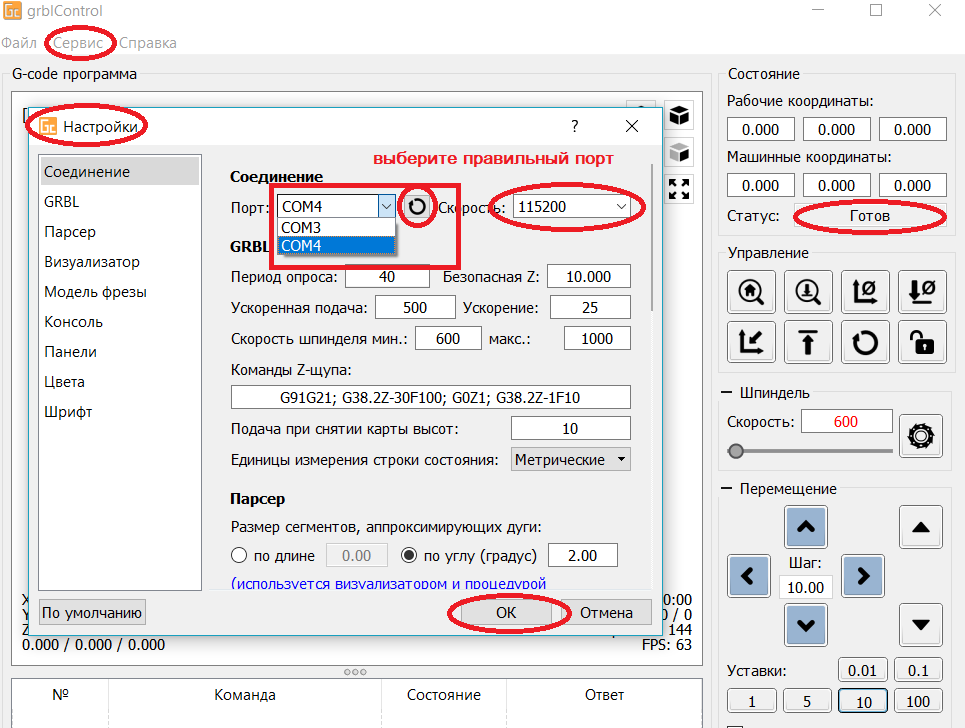
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
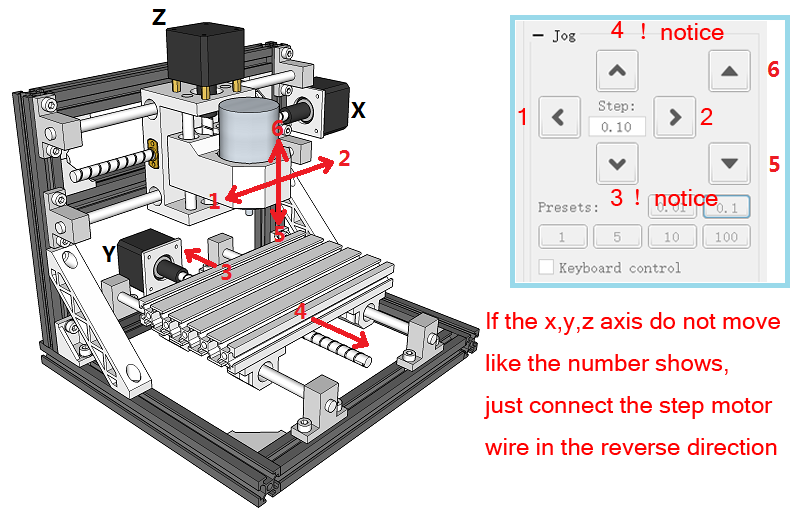
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
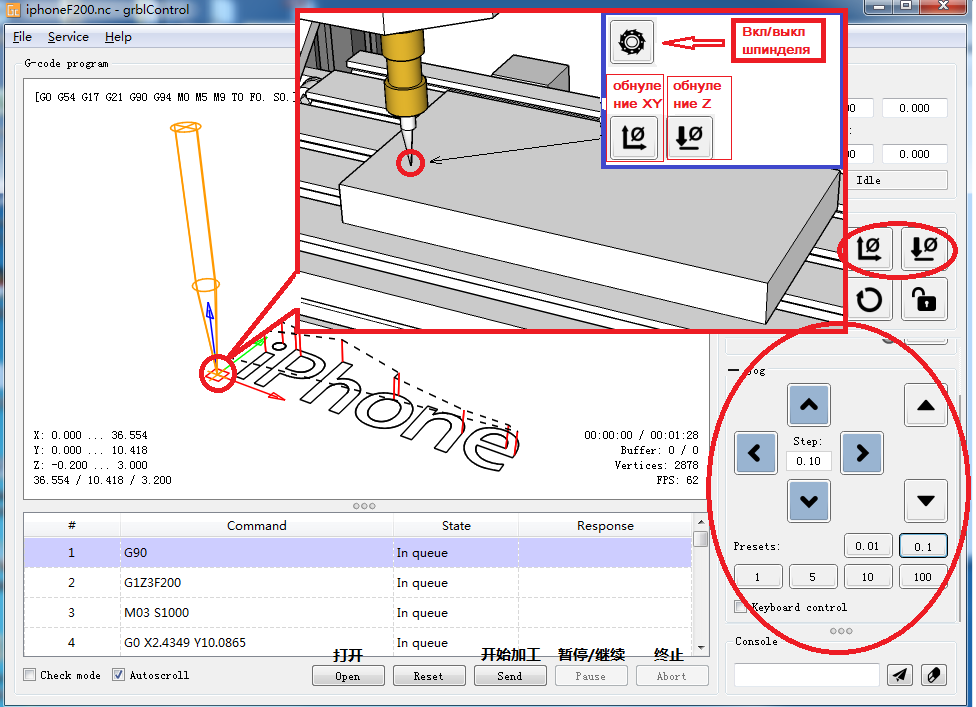
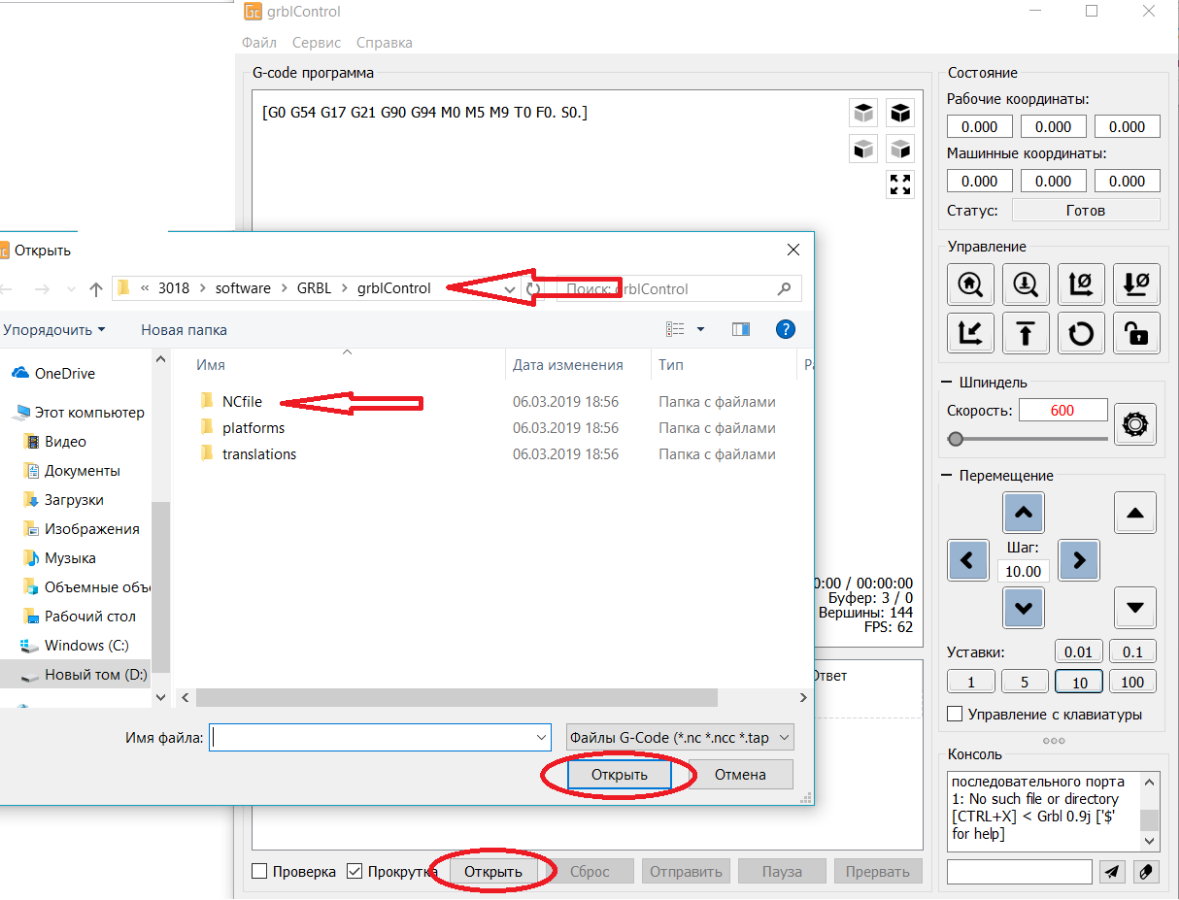
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
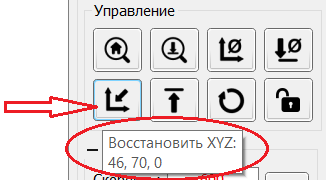
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
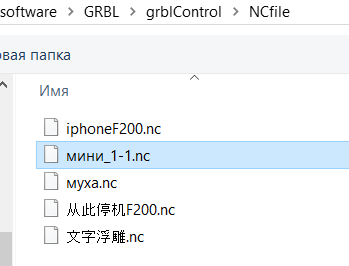
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru

- Manuals
- Brands
- CNC Manuals
- Industrial Equipment
- 3018-PRO
- User manual
-
Contents
Table of Contents -
Bookmarks
Quick Links
Related Manuals for CNC 3018-PRO
Summary of Contents for CNC 3018-PRO
-
Page 2: Table Of Contents
Contents Parts list························································· 1 Machine Installation·········································· 4 Grblcontrol···················································· 11 Getting Started··············································· 14 Lasergrbl······················································ 15 Offline controller·············································18 Common Problem············································21…
-
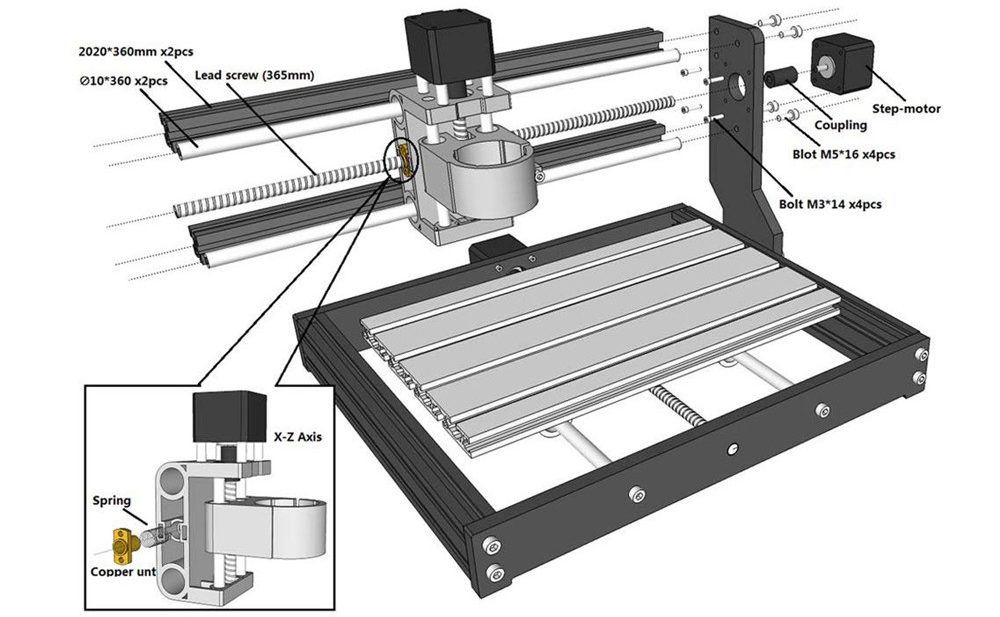
Page 3: Parts List
Parts list Serial Name Type Picture number working desk 15*180*300mm Aluminum 20*40*290mm Aluminum 20*20*290mm X Linear guide Φ10*360mm Y Linear guide Φ10*290mm X screw T8(365mm) Y screw T8(295mm) Bakelite Stepper motor 42*34mm Spindle 775ER100w8000rmp X Z-Parts Y-Axis slider 10mm…
-
Page 4
Y-Axis nut seat T8-4 Milling Cutter Φ3.175mm20°.1mm Spindle wires 60mm Stepper wires 60mm Offline controller(Optional) Power Supply 24V5A Control Board USB Cable 1.5m Plate Clamp Winding Tube U Disk Allen Wrench 2.5mm… -
Page 5
Bolt M5*10mm M5*16mm M4*14mm Copper Nut T Nut M5*20 Slider Nut M5*30 Spring 0.8*12*30mm Coupling& Set Screw 5*8mm ER Wrench 13*87*2mm 17*88*2mm Brush Rolled Strip… -
Page 6: Machine Installation
Machine Installation Bakelite: STEP1 Base Installation…
-
Page 7
Step2 Table Installation Note: First fix one end of the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the aluminum profile Completed… -
Page 8
Step3 Base & Bakelite-C Installation Note: the distance between Bakelite-C and 2040 aluminum profile is 37.5mm, and Bakelite-C should be kept at 90° from the bottom Tips: First put the T-nut in the gap of 4040 aluminum profile, corresponding to the hole, and then tighten the screw Completed… -
Page 9
Step4 X-Z Axis Assembly Installation Note: 1. First fix the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the bakelite-C. 2. First fully insert the spring and brass nut into the Z-X axis assembly, and then tighten the X screw. Step5 Bakelite-D Installation… -
Page 10
Completed Step6 Spindle Installation… -
Page 11
Note: The screw M4*30mm here requires a 3mm hexagon wrench. When connecting the spindle motor cable, observe the direction of spindle rotation and turn clockwise to indicate that the connection is correct. Otherwise, change the connection position. Step7 Control Board Installation Note: only need to fix the screws in the upper row… -
Page 12
Step8 Wiring Diagram… -
Page 13: Grblcontrol
Grblcontrol 1 、Install the driver(software->Drive->CH340SER.exe) Note: You need to exit the anti-virus software before installing the driver 2、Determine your Machine’s COM port: Windows XP: Right click on «My Computer», select «Properties», select «Device Manager». Windows 7: Click «Start» -> Right click «Computer» -> Select «Device Manager» -> «Ports (COM & …
-
Page 14
3、Open GrblControl software(software -> Grblcontrol -> grblControl.exe) Tips: Right-click «Send to», select «Desktop Shortcut», and then you can open it directly on the desktop. ●Console window print ” [CTRL+X] < Grbl 1.1f [‘$’ for help]” If the connection is successful. ●Console window print ”… -
Page 15
Grblcontrol Use Toll setting Note: When performing knife setting, when the moving knife just touches the object, click «Zero xy» and… -
Page 16: Getting Started
«Zero z», and finally click «Send». Getting Started After the machine is assembled, you can perform basic machine tests. The following is the recommended start up sequence for the system: 1.Confirm that the USB cable of the control board is plugged into your computer, and then start the computer. 2.Start the Candle software and verify in the status window that no errors are displayed.
-
Page 17: Lasergrbl
Lasergrbl 1.Install lasergrbl software: Before installing the software, we have to install the CH340SER driver on the computer , Then use the USB cable to connect to the computer (don’t plug it offline), open the Lasergrbl software (laser->Lasergrbl) and install ●…
-
Page 18
3.RASTER IMAGE IMPORT Raster import allows you to load an image of any kind in LaserGRBL and turn it GCode instructions without the need of other software. LaserGRBL supports photos, clip art, pencil drawings, logos, icons and try to do the best with any kind of image. It can be recalled from “File, Open File”… -
Page 19
Click this button to start if use the computer control. Notice: speed and S value are different with material,it is recommended that the speed of engraving mode is 500~1000, the power is 500~800, the speed of cutting mode is 50~300, and the power is 900~1000. Tips: Enter «$32=1 in the control window ,It can be set to M4 laser mode for better engraving effect. -
Page 20: Offline Controller
Offline controller 1.Connect offline controller to computer via USB cable( can not connect offline controller line Note: Use USB cable to transfer files, don’t insert SD card into card reader to transfer, it is easy to crash. 2.Copy the NC file to offline controller…
-
Page 21
3.Offline control connected to the control board Note: When using offline controller, you need to unplug the USB cable from the computer, because offline and computer cannot be used together. 4.Press the [X+/X-/Y+/Y-/Z+/Z-] key to move the spindle to the machine origin (tool setting method: the cutter just touches the object, press the [Exit] key), select the engraving file and click [ok ] Key to start carving… -
Page 22
B. Ctrl Page C. File Page… -
Page 23: Common Problem
Support Gcode files of nc, ncc, ngc, tap, txt 2.What file formats does the Lasergrbl software support? Support nc, cnc, tap, gcode, ngc, bmp, png, jpg, gif, svg 3.What should I do if the control board cannot be connected? Exit the software, unplug the wire, and reconnect it. Or update the firmware.
Сайт для любителей ЧПУ станка CNC 3018 PRO
Полезные статьи
Инструкция по сборке
По сборке CNC 3018 Pro рекомендуем посмотреть отличное видео с канала Worldelectronic, автор наглядно показал что делает и подробно комментирует каждое действие. После просмотра видео у Вас не должно остаться вопросов сборке, но если они появились, спрашивайте в комментариях ниже.
Похожая запись
Полезные статьи
Фотогалерея
Сен 21, 2021
Admin
Полезные статьи
Примеры работ
Сен 21, 2021
Admin
Полезные статьи
Запчасти
Сен 20, 2021
Admin
Добавить комментарий
Ваш адрес email не будет опубликован. Обязательные поля помечены *
Комментарий *
Имя *
Email *
Сайт
Сохранить моё имя, email и адрес сайта в этом браузере для последующих моих комментариев.
На примере регулярных консультаций по сборке, настройке и запуску станков типа CNC3018
Я хотел бы создать небольшой мануал по быстрому подключению и запуску станка.
Пункт о сборке и механической настройки станка, я в данной теме конечно же хочу опустить, потому как во-первых если Вы читаете данное сообщение, то у Вас скорее всего станок уже собран.
Вы попробовали покрутить все валы руками, и я уверен, что все собрано хорошо и двигается и перемещается все оси без особых усилий. Но если вдруг есть какие то сомнения, то я настоятельно рекомендую смазать все валы. И не смотря на то, что бытует мнение «Кашу маслом…», нужно понимать что при работе станка и фрезы, летит много пыли, стружки и вообще остатков обрабатываемого материала, и поэтому не рекомендую излишне много применять смазку.
Теперь про самое интересное.
Подключение станка (платы) к Вашему компьютеру.
Если подключение прошло нормально и Вы смогли установить драйвера, которые шли к данному станку,

то Вы должны как минимум увидеть в «Диспетчере устройств», новое оборудование:

Если все так как на картинке, мы Вас поздравляем и плата обнаружена, кабель исправен, драйвера установлены.
Вам необходимо зайти в свойства данного устройства и в разделе параметры порта, выставить скорость обмена данными (бит в секунду) 115200

Я не буду тут расписывать общие правила, как зайти в раздел свойства оборудования, потому как если Вам необходим курс обучения по работе на компьютере, тут будет не про то.
Все!
Вы прошли первый, не сложный этап, это подключение платы станка к Вашему компьютеру.
Теперь мы проверим, что станок работает и откликается на все Ваши команды из специализированной программы по управлению станка, рассмотрим на примере фрезера.
К этому моменту Вы должны уже установить себе программу Candle или если у Вас версия прошивки отличная от версии 1.1 (к примеру 0.9) то использовать программу grblControl.
Все названные программы есть в разделе «РЕСУРСЫ» или «СПРАВОЧНИК»
Рассказывать нам про свои беды, что Вам не найти или не скачать данный софт – НЕ НУЖНО!
Если и не у нас на форуме, то в интернете полно мест, где можно скачать все эти программы.
Мы никогда не позиционировали себя как «эксклюзивные» поставщики, вышеназванного софта.
У нас много в «РЕСУРСАХ» собранного, и проверенного программного обеспечения и что важно файлов, но мы не техническая служба магазина, который продал Вам станок и отвечать за то, что у Вас нет программ НЕ МОЖЕМ (да и чего скрывать – НЕ ХОТИМ)
Итак Candle
Если у Вас все хорошо и Вы увидели в программе сообщение «ГОТОВ», тут же Вы можете посмотреть и убедиться про версию прошивки своей платы управления станком.

Если все так, то отлично и можно приступать пробе «пера», а вернее пробе гравера.
Это сделаем нежно и без особого фанатизма.
А вот если у вас нет сообщения, что станок готов, то Вам необходимо как минимум зайти в настройки программы Candle и проверить там, что все правильно выставлено в настройках подключаемого порта компьютера

Проверяем, выставляем правильно и снова пытаемся приступить к гравировке пробного файла на материале типа древесина или органическое стекло, потому что те граверы, что шли в комплекте со станком, едва ли качественно справятся с древесиной мягких пород.
Но для начала я бы Вам посоветовал подвигать осями станка через интерфейс уже управления программой Candle , чтобы убедиться в трех важных для начала вещах
- Все исправно работает и подключается
- Оси двигаются в правильном направлении, а не непонятно куда
- Оси перемещаются на ту величину, которую Вы им указываете.
Вы нажимаете и все двигается?

Органы управления станком позволяют перемещать оси на заданную величину «ШАГ» с заданной скоростью «ПОДАЧА»
Как показывает опыт, что стоковые варианты CNC3018 не позволяют перемещать оси со значением «ПОДАЧА» выше 2000.
Вернее было бы сказать что это сделать можно, но станок может при перемещении «захлебнуться» и «подклинить»
На холостом ходу Вы не пропустите этот эффект, а во время работы станка и выполнении каких то работ, данный момент просто сделает Вам брак и скорее всего испортит заготовку.
Поэтому подбирайте данное значение опытным путем и по Вашему варианту оборудования.
«ШАГ» это в буквальном смысле этого слова, в данном случае будет означать количество в миллиметрах, сколько ось должна переместиться по той или иной траектории.
Если все правильно и при значении «10» ось проезжает на 10 мм, то все у вас правильно, если же это не так, то Вам срочно пора изучать настройки и параметры $$
За конкретно данный параметр отвечают переменные $100 , $101 , $102
Про это все есть и на форуме и в справочнике, и Вам необходимо при желании немного изучить вопрос.
Ну и про правильность направления движения осей, что нажимая на кнопку вправо станок двигается вправо, нажимаем влево, станок перемещается влево, вверх-вверх, вниз-вниз…
И только с движением стола не так все однозначно.
При нажатии на Y- стол должен двигаться не НА ВАС, а от ВАС!
Вы в данном случае управляете не столом, а как бы инструментом и так как у нас с Вами не портальный станок, то движение данной оси должно быть именно таким.
Более подробно про это написано в статье нашего СПРАВОЧНИКА
И там же мы рассказываем, что делать, если у Вас не правильное направление по всем или по некоторым осям станка.
Где мы настоятельно НЕ РЕКОМЕНДУЕМ переставлять проводки в разъеме, а просто попробовать подобрать правильную константу переменной $3
Если у Вас что-то будет настроено не правильно в данном параметре, Вы это с легкостью поймете в следующем шаге, при попытке отгравировать первый свой пробный материал.
Вы добились, что Ваш станок двигается плавно, в правильном направление, на правильную величину.
Теперь надо взять пробный файл, который поможет Вам отгравировать
Мы предлагаем использовать ВОТ ЭТОТ ФАЙЛ >>
Можете использовать любой другой, или создать свой собственный.
Загружаете пробный файл в программу

В нижнем, левом углу основного экрана программы, Вам будет доступная информация, с помощью которой Вы всегда сможете разобраться и подобрать необходимый материал (с его размерами)
По оси Х указано, что фреза будет перемещаться в обе стороны примерно по 50 ед. (-48 и 48), а по оси Y движение будет произведено по 7 ед (-7 и 7), эти значения можно принимать за геометрический размер и таким образом наша гравировка будет производиться в размерах примерно 100 мм на 15 мм
А вот значение по оси Z стоит как 0.08 мм (это очень легкая гравировка, чтобы вы смогли почувствовать работу станка)
Но так же в значении по оси Z есть величина 3, это безопасная высота на которую фреза будет подниматься при перемещении от точки до точки. Немного позже, я постараюсь описать процесс создания собственных УП (управляющих программ), где подробно расскажу как все эти параметры можно самостоятельно определять и назначать.
Берем материал и готовимся его «поцарапать»
Подобрав кусок доступного Вам материала (это может быть кусок доски, паркета или ламината или кусок органического стекла), с геометрическими размерами примерно 150 на 25 мм, вы закрепили его качественно на столе Вашего станка.
Закрепив также надежно Ваш инструмент, а именно в данном случае гравер из комплекта (0.1 мм 20Гр)
Вы перемещаете фрезу станка ровно на середину Вашей заготовки
После чего берете кусок бумаги (любой не нужной) и установив фрезу по центру заготовки со всех сторон медленно и аккуратно опускаете фрезу (шаг при опускании необходимо сперва снизить до 5, потом 1 и когда фреза будет находиться над материалом менее 1-2 мм, устанавливаете шаг оси 0.1) таким образом, чтобы она зажала данный кусок бумаги (стараясь не врезаться сильно гравером в материал), после чего нажимаете на кнопки обнуления всех осей

После чего значение «Рабочих координат» должно принять значение 0.000
Таким образом Вы указали станку, с какого места он начнет свою работу.
Справедливости ради, хочется отметить, что следует поднять ось Z на 0.1 вытащить кусок бумаги и два раза по 0.1 опустить фрезу по оси Z на величину 0.2 (таким образом Вы компенсируете толщину листа бумаги)
После чего еще раз нажать «ОБНУЛИТЬ Z»
Если этого не сделать и имея небольшие неровности в поверхности стола, заготовки, или просто погрешности сборки, у Вас могут быть пропуски при гравировке.
Но учитывая тот факт, что мы учимся, для нас это будет следующим этапом.
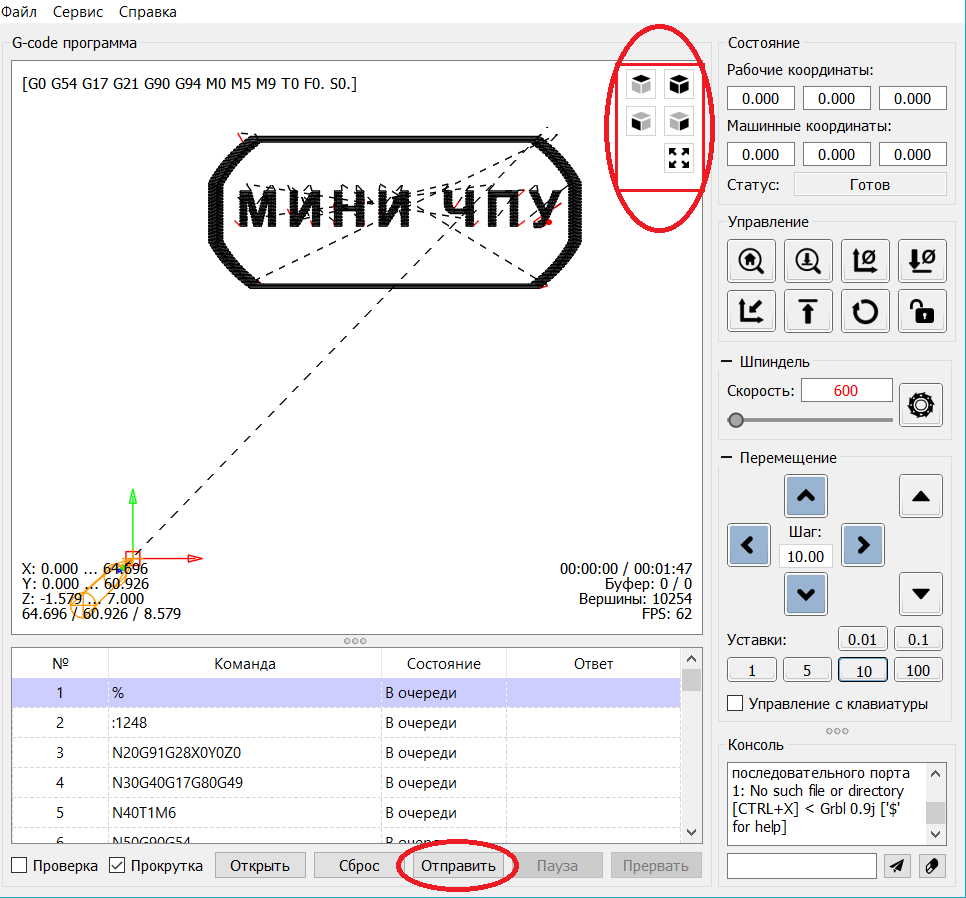
Если Вы все сделали правильно, то можно нажимать кнопку «ОТПРАВИТЬ» расположенную внизу интерфейса программы.

Учитывая, тот факт, что мы учимся и тренируемся, рекомендую быть готовым экстренно отключить станок, в случае если что-то пойдет не так.
Сделать это можно простым обесточиванием самого станка или нажатием кнопки «ПАУЗА», которая к сожалению срабатывает не моментально, поэтому самый эффективный всё-таки мгновенно обесточить станок. (дополнение от @vvv1234)
Ну и что получится?
Ну а если все сделали правильно и станок собран и настроен тоже правильно, то вы будете наблюдать, как Ваш станок сравнительно неспешно будет дважды двигаться по траектории вычерчивая линию за линией.
В итоге у вас должна получиться надпись с экрана, после чего фреза поднимется на безопасную высоту и закончит свою работу.
О процессе и расчетном времени Вы сможете увидеть в нижнем правом углу основного экрана программы.

Приветствую вас дорогие друзья! С вами на связи Владимир Васильев и у меня для вас новая статья.
Не могу поверить но на дворе уже 2018 год, когда он успел наступить ума не приложу но тем не мене всех вас поздравляю с этим событием!

2017 год был достаточно интересным, в моей жизни произошло много крутых событий. Кстати некоторые из них были причиной моего долгого неписания. Возможно я в дальнейшем о них расскажу. Напишите в комментариях как вы отметили праздник и какие впечатления остались от прошедшего 2017 -го.
[contents]
Спешу сообщить о том, что у нас появился канал в Telegram поэтому чтобы не пропустить обновления блога обязательно подпишитесь. В дальнейшем я планирую отказаться от Email рассылки и оставить лишь канал в Telegram.
А речь сегодня пойдет о фрезерном станке с ЧПУ CNC 3018, поведаю о том что привело меня к покупке этого станка и обо всем по порядку. Интересно? Если да то присаживайтесь по удобнее и поехали…
Какие были предпосылки и для чего мне нужен был станок
При изготовлении печатной платы иногда приходится выполнять сложные вырезы. Да и просто сам контур платы бывает весьма замысловатым и ножницами по металлу здесь просто так не справиться. В таких случаях приходиться использовать ручной лобзик.
Ладно когда речь идет об одной платке, но все меняется когда приходится выпиливать подряд 5-10 одинаковых плат. Это действо немного утомляет и хочется как-то это все автоматизировать.
Вторая причина использования фрезерного станка с ЧПУ это сверление большого количества отверстий. Ручная сверлилка с этим делом прекрасно справляется но требует моего непременного участия в этом процессе. Но зачем это делать самому когда можно подключить умную машину и пускай работает.
Это основные хотелки которые я хотел воплотить в жизнь. А ведь кроме этого есть много других интересных применений станка это и миллинг (так называемый способ изготовления печатных плат когда дорожки на плате формируются фрезой станка), и просто фрезеровка различных изделий из текстолита, фанеры, пластика.
Какие требования предъявлялись к станку
Чтобы станок можно было применять для изготовления печатных плат он должен соответствовать некоторым требованиям. Ведь сама по себе печатная плата достаточно точное изделие.
- Так размер рабочего поля должен быть приближен к формату А4 210 х 297 мм, ведь для ЛУТа обычно такой формат и применяют
- Должна быть обеспечена возможность работы с очень тонкими фрезами и сверлами с диаметром около 0,1 мм
- Точность перемещения инструмента должна быть не менее 0,1 мм.
- Станок должен обеспечивать работу с текстолитом, гетинаксом и тому подобными материалами.
- К станку должен прилагаться софт для работы с печатными платами
Как минимум такие требования предъявлялись к станку, для решения первостепенных задач этого должно было хватить с головой.
 Я рассматривал разные станки, в основном попадались станки российского производства такие как с станки с ЧПУ POLYAX (ПОЛИАКС) но меня не устраивала их цена, для моих скромных задач стоимость станка как минимум в 100 тыщ. р. казалась через чур избыточной.
Я рассматривал разные станки, в основном попадались станки российского производства такие как с станки с ЧПУ POLYAX (ПОЛИАКС) но меня не устраивала их цена, для моих скромных задач стоимость станка как минимум в 100 тыщ. р. казалась через чур избыточной.
Затем я обратил внимание на зарубежные станочки, в частности китайские. Эти станки привлекали своей ценовой привлекательностью и в тоже время были очень функциональные. Так что пока я перебирал разнообразные варианты станков сайт Алиэксресс стал для меня чуть ли не самой частопосещаемой страницей.
Я рассматривал такие станки как:
 CNC 3020B — размеры рабочей области составляют 300х200х45 мм. Для моих целей это вполне достаточно . Достаточно жесткая конструкция. Максимальная скорость работы заявленная продавцом продавцом 4000 мм/мин (скорость гравировки: 300-3000 мм/мин). По оси X идет перемещение за счет вращения резьбовой шпильки приводимой в движение шаговым двигателем. Причем сама резьбовая шпилька и направляющие закрыты и защищены от попадания пыли и грязи. По оси Y шаговым двигателем перемещается не столик как у многих подобных станочков а в движение приводится весь «терминал» (т.е. по оси игрик движется вся вертикальная платформа) Стоимость станка на время написания статьи составляет 37329 рублей.
CNC 3020B — размеры рабочей области составляют 300х200х45 мм. Для моих целей это вполне достаточно . Достаточно жесткая конструкция. Максимальная скорость работы заявленная продавцом продавцом 4000 мм/мин (скорость гравировки: 300-3000 мм/мин). По оси X идет перемещение за счет вращения резьбовой шпильки приводимой в движение шаговым двигателем. Причем сама резьбовая шпилька и направляющие закрыты и защищены от попадания пыли и грязи. По оси Y шаговым двигателем перемещается не столик как у многих подобных станочков а в движение приводится весь «терминал» (т.е. по оси игрик движется вся вертикальная платформа) Стоимость станка на время написания статьи составляет 37329 рублей.
 CNC 2418 — размер рабочей области 240х180х40 мм. Это меньше чем мне необходимо но для получения среднего размера печатной платы может быть достаточно. Перемещение по осям X и Y идет за счет вращения резьбовых шпилек. В отличие от станка CNC 3020B по оси Y идет за счет движения рабочего столика. На сайте Алиэкспресс продается в нескольких комплектациях ( в комплект может входить лазер с мощностью от 500 до 5500 мВт). И в комплект также входит набор фрез 0,1мм и держатели заготовки. Для моих целей станок подходит в минимальной комплектации (без лазера) но придется мириться с ограниченным рабочим полем. Стоимость на Алиэкспресс составит 11400р.
CNC 2418 — размер рабочей области 240х180х40 мм. Это меньше чем мне необходимо но для получения среднего размера печатной платы может быть достаточно. Перемещение по осям X и Y идет за счет вращения резьбовых шпилек. В отличие от станка CNC 3020B по оси Y идет за счет движения рабочего столика. На сайте Алиэкспресс продается в нескольких комплектациях ( в комплект может входить лазер с мощностью от 500 до 5500 мВт). И в комплект также входит набор фрез 0,1мм и держатели заготовки. Для моих целей станок подходит в минимальной комплектации (без лазера) но придется мириться с ограниченным рабочим полем. Стоимость на Алиэкспресс составит 11400р.
 CNC 1610 — это своего рода уменьшенный брат станка CNC 2418 так как все характеристики этого станочка полностью совпадают кроме габаритов станка. А следовательно рабочая область станка будет еще меньше и составит 160х100х30мм. Это уж совсем мало но за счет меньших размеров конструкция станка получается более жесткой. В комплект также идет бонусный комплект гравировальных фрез и держатели заготовки. Цена этого станочка составит 9700 рублей.
CNC 1610 — это своего рода уменьшенный брат станка CNC 2418 так как все характеристики этого станочка полностью совпадают кроме габаритов станка. А следовательно рабочая область станка будет еще меньше и составит 160х100х30мм. Это уж совсем мало но за счет меньших размеров конструкция станка получается более жесткой. В комплект также идет бонусный комплект гравировальных фрез и держатели заготовки. Цена этого станочка составит 9700 рублей.
Станок типа cnc 3020 среди всех представленных оказался более совершенным, но что называется задушила жаба и я стал смотреть в сторону более бюджетных моделей.
Фрезерный станок CNC 3018 полный обзор
 Так на Али моему взору попался такой станок как cnc 3018. Этот станок конструктивно напоминал линейку станков типа cnc2418 и cnc1610 но привлекал большим размером рабочего поля. Но обо всем по порядку.
Так на Али моему взору попался такой станок как cnc 3018. Этот станок конструктивно напоминал линейку станков типа cnc2418 и cnc1610 но привлекал большим размером рабочего поля. Но обо всем по порядку.
Характеристики станка CNC 3018 следующие:
- Рабочая зона станка 300х180х45 мм, т.е. рабочая зона уже гораздо ближе к размерам стандартного листа А4, в эти размеры можно впихнуть вполне нормальную плату.
- Двигатель шпинделя традиционно китайский под номером 775, по информации продавца питается от 12 до 36В и развивает 10000 об/мин, не уверен что так оно и есть.
- Патрон здесь используется типа ER11 причем в комплекте идет одна цанга под хвостовик 3,175 мм. По информации в сети патроны ER зарекомендовали себя очень хорошо и широко применяются в станках с ЧПУ. А вот то, что в комплекте идет всего одна цанга это конечно грустно но жить можно. В конце концов можно либо докупить еще цанг, либо либо покупать фрезы и сверла нужным диаметром хвостовика. При этом рабочая часть инструмента может быть какой угодно.
- Шаговые двигатели в количестве 3 штуки потребляют ток 1,33А и работают под напряжением 12В, крутящий момент 0,25Н/м.
- В комплекте идет диск с драйверами и управляющим софтом а также набор мелких штихелей толщиной рабочей части 0,1мм и углом 20 градусов. Также в комплекте имеются 4 зажима для фиксации заготовки в процессе работы.
Как я уже упоминал, заказывал я этот станок на Алиэкспресс. Обошелся он мне на тот момент в районе 13000 рублей. Сейчас конечно цена может быть другой. В общем выбор был сделан, товар оплачен, теперь оставалось только ждать. Ожидать пришлось более двух недель, причем посылка начала отслеживаться только по истечении недели.
Как бы долго ждать не пришлось но всегда приходит тот час и миг когда раздается телефонный звонок. Раздался телефонный звонок и представитель транспортной компании Pony Express сообщил мне о прибытии моей посылочки. Осталось только согласовать время когда курьер сможет осуществить доставку. Время было согласовано и буквально на следующий день …хотя нет это произошло через день ведь в назначенное время курьер почему-то не смог добраться до моего дома хотя я его так ждал…
Распаковка станка cnc 3018
Время пришло и коробка со станком стояла в прихожей моей квартиры. Теперь оставалось только ее вскрыть и удовлетворить свое нетерпение, что я непременно и сделал.

При распаковке посылочки я отметил достаточно высокое качество упаковки. В картоне находилось несколько уровней лоточков со специальными углублениями куда были аккуратно уложены все детали станка.

Но каким бы радостным мое состояние не было на тот момент оно было все-таки омрачено. В одном из лоточков находились подшипники для направляющих оси Y (по которым ходит столик станка). И тут оказалось что три подшипника из четырех имели на пластиковом корпусе безобразные трещины.
Ну как же так столько времени ждал и вот тебе на… нехорошо…
Чтож, пока срок защиты товара на Алиэкспресс не подошел к концу я оперативно написал продавцу о выявленных косяках. Продавец как всегда в очень вежливой форме отписал, что он сожалеет о таком казусе и обещал следом выслать комплект цельных подшипников и небольшой бонус в виде еще одного комплекта фрезок. Продавец тут же дал мне свежий трэк-номер для отслеживания посылки и на том и порешили.
Еще хочу заметить, что меня несколько удивило наличие пластиковых деталей в конструкции станка. То что конструктив каретки по оси Z был полностью изготовлен на 3D принтере я еще как-то смирился но то, что детали крепления рабочего столика сделаны из пластика это было неожиданно.
Что станок из себя представляет думаю вы поняли, а если нет то это будет видно на видео далее по тексту. Сейчас постараюсь описать как происходит поэтапная сборка станка cnc 3018.
Инструкция по сборке cnc 3018

Для сборки станка достаем все содержимое из коробки и раскладываем на столе, все должно быть под рукой. Из инструментов нам понадобится только штангенциркуль и по желанию пара угольников. Отвертки, гаечные ключи здесь не нужны, благо в комплекте присутствует набор шестигранников которых хватает для большинства сборочных операций.
В сети я не нашел видео по сборке станка cnc 3018 но нашел немало роликов как собирать станок cnc 2418. Благодаря тому, что конструктив cnc 2418 и cnc 3018 очень похожий думаю что видео по сборке станка cnc 2418 даст ответ на большинство возникших вопросов.
Далее также привожу подробное описание сборки станка в текстовом формате.
- И первое что нам нужно собрать это нижнюю раму станка. К ней в дальнейшем будут крепиться направляющие для столика и все остальное.
 Три профиля длиной 360 мм нужно соединить с двумя профилями длиной 330 мм так как показано на рисунке. Соединение производится при помощи уголочков посредством винтов М5.
Три профиля длиной 360 мм нужно соединить с двумя профилями длиной 330 мм так как показано на рисунке. Соединение производится при помощи уголочков посредством винтов М5. Уголки крепятся к профилям специальными гайками. В не затянутом состоянии гайка свободно перемещается в пазу профиля но при затягивании винта гайка прочно фиксирует соединение.
Уголки крепятся к профилям специальными гайками. В не затянутом состоянии гайка свободно перемещается в пазу профиля но при затягивании винта гайка прочно фиксирует соединение. Все соединения должны осуществляться надежно и строго под 90 градусов, от этого во многом зависит точность станка. Поэтому обязательно пользуемся угольниками и замеры производим штангельциркулем.
Все соединения должны осуществляться надежно и строго под 90 градусов, от этого во многом зависит точность станка. Поэтому обязательно пользуемся угольниками и замеры производим штангельциркулем. - Далее нам нужно собрать вертикальную раму станка.
 На ней будут крепиться направляющие оси X и сама каретка оси Z. Аккуратность и точность сборки здесь также очень важна. Для вертикальной рамы понадобятся два профиля длиной 360мм и два профиля длиной 220мм. Соединения здесь также производятся при помощи уколков.
На ней будут крепиться направляющие оси X и сама каретка оси Z. Аккуратность и точность сборки здесь также очень важна. Для вертикальной рамы понадобятся два профиля длиной 360мм и два профиля длиной 220мм. Соединения здесь также производятся при помощи уколков. - Затем вертикальную раму необходимо установить на нижнюю раму оси Y так как показано на рисунке ниже.
 Для крепления нам понадобятся уже шесть уголков. Затем для большей жесткости полученная конструкция стягивается пластиковыми распорками. Для их установки шайбы уже не нужны но здесь нужно быть осторожным чтобы не перетянуть, пластик может треснуть.
Для крепления нам понадобятся уже шесть уголков. Затем для большей жесткости полученная конструкция стягивается пластиковыми распорками. Для их установки шайбы уже не нужны но здесь нужно быть осторожным чтобы не перетянуть, пластик может треснуть.
- Основной костяк станка уже собран, теперь осталось навесить на него шаговые двигатели, направляющие другие комплектующие. Закрепляем на профили нижней рамы кронштейны направляющих.
 Кронштейнов здесь 4 штуки и закрепить их нужно так как показано на рисунке но не следует их сразу крепко затягивать. На этом этапе они должны свободно перемещаться. Если их сразу плотно притянуть то при дальнейшем монтаже столика может возникнуть эффект подклинивания. Клинить будет от несоблюдения соосности. О том как соблюсти соосность крепления кронштейнов и при этом не замучить себя долгой регулировкой я расскажу далее.
Кронштейнов здесь 4 штуки и закрепить их нужно так как показано на рисунке но не следует их сразу крепко затягивать. На этом этапе они должны свободно перемещаться. Если их сразу плотно притянуть то при дальнейшем монтаже столика может возникнуть эффект подклинивания. Клинить будет от несоблюдения соосности. О том как соблюсти соосность крепления кронштейнов и при этом не замучить себя долгой регулировкой я расскажу далее. - К профилям вертикальной рамы также нужно прикрепить 4 кронштейна.
 Кронштейны здесь также устанавливаем но не затягиваем.
Кронштейны здесь также устанавливаем но не затягиваем. - В комплекте станка имеются 4 линейных подшипника и специальная гайка которая конструктивно состоит из трех частей,
 из гайки вмонтированной в литой пластиковый корпус, пружины и латунной вставки. В сборе эта спец гайка служит для устранения люфта при вращении ходового винта.
из гайки вмонтированной в литой пластиковый корпус, пружины и латунной вставки. В сборе эта спец гайка служит для устранения люфта при вращении ходового винта.  Но собирать мы ее на данном этапе не будем. Сейчас задача установить линейные подшипники и пластиковую часть спец гайки на рабочий столик станка. Закрепляем так как показано на рисунке.
Но собирать мы ее на данном этапе не будем. Сейчас задача установить линейные подшипники и пластиковую часть спец гайки на рабочий столик станка. Закрепляем так как показано на рисунке. Крепко затягивать здесь также не будем.
Крепко затягивать здесь также не будем. - Крепим шаговые двигатели к фрезерованным кронштейнам винтами М3, для этого в комплекте есть подходящий шестигранник. А затем уже знакомыми винтами М5 с шайбами крепим к профилям.
 Нам нужно закрепить один двигатель на вертикальной раме справа а второй двигатель крепим на нижней раме с задней части станка. Затягивать на этом этапе винты М5 я также не советую. Третий шаговый двигатель нам устанавливать не придется так как узел Z оси пришел уже в собранном виде. Здесь нужно лишь проверить винты и подтянуть их при необходимости.
Нам нужно закрепить один двигатель на вертикальной раме справа а второй двигатель крепим на нижней раме с задней части станка. Затягивать на этом этапе винты М5 я также не советую. Третий шаговый двигатель нам устанавливать не придется так как узел Z оси пришел уже в собранном виде. Здесь нужно лишь проверить винты и подтянуть их при необходимости. - Теперь пришло время установки направляющих для каретки на вертикальную раму.
 Для начала затягиваем верхний левый кронштейн. Верхний край кронштейна должен быть заподлицо с торцом вертикального профиля, при затягивании нужно следить чтобы кронштейн располагался максимально параллельно вертикальному профилю. Просовываем верхнюю направляющую с установленной кареткой отверстия кронштейнов. Также затягиваем верхний правый кронштейн.
Для начала затягиваем верхний левый кронштейн. Верхний край кронштейна должен быть заподлицо с торцом вертикального профиля, при затягивании нужно следить чтобы кронштейн располагался максимально параллельно вертикальному профилю. Просовываем верхнюю направляющую с установленной кареткой отверстия кронштейнов. Также затягиваем верхний правый кронштейн. Далее устанавливаем нижнюю направляющую. Смещаем каретку Z оси максимально влево и в этом положении затягиваем винты крепления левого нижнего кронштейна. После затягивания винтов М5 шестигранным ключиком фиксируем направляющую в зажимах кронштейнов.
Далее устанавливаем нижнюю направляющую. Смещаем каретку Z оси максимально влево и в этом положении затягиваем винты крепления левого нижнего кронштейна. После затягивания винтов М5 шестигранным ключиком фиксируем направляющую в зажимах кронштейнов. Смещаем каретку максимально вправо и в этом положении фиксируем и затягиваем винты крепления нижнего правого кронштейна. Затягиваем зажимы кронштейнов. Теперь проверяем отсутствие заклинивания каретки. Для этого нужно погонять каретку то вправо то влево и при этом каретка должна свободно перемещаться.
Смещаем каретку максимально вправо и в этом положении фиксируем и затягиваем винты крепления нижнего правого кронштейна. Затягиваем зажимы кронштейнов. Теперь проверяем отсутствие заклинивания каретки. Для этого нужно погонять каретку то вправо то влево и при этом каретка должна свободно перемещаться. - Ходовой винт устанавливается следующим образом.
 На латунную вставку устанавливаем пружину и далее этот бутерброд вставляем внутрь корпуса каретки. Далее удерживая латунную шайбу внутри, ввинчиваем туда ходовой винт нашего станка. Пружина в этом бутерброде играет большую роль, за счет своей упругости она выбирает люфт который непременно образуется почти в любом резьбовом соединении.
На латунную вставку устанавливаем пружину и далее этот бутерброд вставляем внутрь корпуса каретки. Далее удерживая латунную шайбу внутри, ввинчиваем туда ходовой винт нашего станка. Пружина в этом бутерброде играет большую роль, за счет своей упругости она выбирает люфт который непременно образуется почти в любом резьбовом соединении.  Один конец ходового винта посредством муфты закрепляем на валу шагового двигателя. Здесь также в комплекте имеется подходящий шестигранник. И в это же самое время пока каретка находится в максимальном правом положении мы затягиваем винты крепления двигателя на вертикальной раме.
Один конец ходового винта посредством муфты закрепляем на валу шагового двигателя. Здесь также в комплекте имеется подходящий шестигранник. И в это же самое время пока каретка находится в максимальном правом положении мы затягиваем винты крепления двигателя на вертикальной раме. Далее вручную вращая ходовой винт смещаем каретку в крайнее левое положение, теперь здесь нужно установить еще один подшипник. Этот подшипник фиксируется одним винтом М5, здесь тоже не стоит прилагать чрезмерных усилий ибо расколоть пластик плевое дело. После всех этих манипуляция не забываем установить двигатель шпинделя 775 в держатель каретки.
Далее вручную вращая ходовой винт смещаем каретку в крайнее левое положение, теперь здесь нужно установить еще один подшипник. Этот подшипник фиксируется одним винтом М5, здесь тоже не стоит прилагать чрезмерных усилий ибо расколоть пластик плевое дело. После всех этих манипуляция не забываем установить двигатель шпинделя 775 в держатель каретки. - Точно таким же образом устанавливаем направляющие на нижнюю раму. Обязательно передвигайте столик станка в крайние положения перед тем как будете затягивать винты крепления кронштейнов. После каждой затяжки нужно обязательно проверять плавность хода столика вдоль направляющих. Установка противолюфтовой гайки здесь осуществляется точно также как и на каретке. Очень важно чтобы в момент ввинчивания ходового пружина находилась в зажатом состоянии. И не забываем затянуть винты крепления подшипников столика.
- Теперь осталось установить плату управления на вертикальную раму и осуществить подключение всех двигателей к плате.
 Так как в моем случае станок не комплектуется лазером то этот разъем лазера мы игнорируем. При подключении двигателя шпинделя стоит обратить внимание на полярность. Провода нужно подключить так, чтобы вал двигателя вращался по часовой стрелке при виде на установленный двигатель сверху. Думаю что фраза звучит понятно.
Так как в моем случае станок не комплектуется лазером то этот разъем лазера мы игнорируем. При подключении двигателя шпинделя стоит обратить внимание на полярность. Провода нужно подключить так, чтобы вал двигателя вращался по часовой стрелке при виде на установленный двигатель сверху. Думаю что фраза звучит понятно. Шаговые двигатели подключаем строго так как показано на картинке. Напоминаю, что двигатель оси X у нас установлен на вертикальной раме, движок оси Z расположен на каретке а двигатель оси Y само собой на нижней раме там где ходит столик. Далее будет не лишним установить радиаторы на микросхемы плат -драйверов двигателей.
Шаговые двигатели подключаем строго так как показано на картинке. Напоминаю, что двигатель оси X у нас установлен на вертикальной раме, движок оси Z расположен на каретке а двигатель оси Y само собой на нижней раме там где ходит столик. Далее будет не лишним установить радиаторы на микросхемы плат -драйверов двигателей. Думаю вы поняли о чем идет речь, радиаторы идут в комплекте стоит лишь заметить, что делать это нужно аккуратно дабы не закоротить то чего не стоит закорачивать.
Думаю вы поняли о чем идет речь, радиаторы идут в комплекте стоит лишь заметить, что делать это нужно аккуратно дабы не закоротить то чего не стоит закорачивать.





















На этом сборка станка завершена, можно пробовать станок включать и проверять его уже в работе.
Да, кстати по поводу платы управления, как оказалась она не так проста и поддерживает много интересных фишек, таких как подключение концевых выключателей, Z щупа, кнопки экстренного отключения и т.д. Работа с Z щупом может не так важна а вот подключение концевых выключателей это это очень важно, особенно на первых порах когда вы еще не совсем освоились со станком. Напишите в комментариях насколько это важно для вас? Если интересно то думаю размещу об этом отдельный пост.
А сейчас расскажу немного о том как работать со станком cnc 3018
CNC 3018 как с ним работать
Со сборкой станка разобрались дело это не хитрое если действовать строго по инструкции. Пришло время разобраться с тем как работать со станком.
И в первую очередь установим драйвер для станка, драйвера на станок как и остальной софт можно попросить у продавца еще до покупки станка, продавец скинет ссылочку по которой все это можно скачать. Но сейчас нам это не потребуется так как все это добро есть на прилагаемом диске.
На диске все разложено по папкам, где папкас драйвером лежит в папке software, далее кликаем по файлу CH340SER.exe и устанавливаем дрова.
Здесь кликаем на install и запустится процесс установки драйвера, после полной установки выйдет окошко о том что все установилось и можно пить чай с плюшками.
Драйвер для станка мы установили, теперь осталось дело за малым нужно понять последовательность действий при работе со станком. На прилагаемом диске к станку идет такая программа как grblControl.
Так вот программа grblControl это основная рабочая панель со станком, через этот интерфейс мы будем производить все манипуляции со станком.
Здесь даже не зная сути работы со станком уже можно поиграться, подвигать каретку кнопочками вправо-влево, покатать рабочий столик кнопками вверх-вниз, для оси Z здесь есть отдельные кнопочки. Главное на первом этапе и пока не установлены концевики, не усердствуйте, иначе каретка или столик, в результате перемещений упрутся в раму и шаговым двигателям станет не сладко.
На этой же панели окна grblControl можно регулировать частоту вращения двигателя шпинделя, следить за конкретными координатами положения инструмента.
Вообще для работы станка требуется программа в формате G-кода. Но что это за g-код такой и где его взять?
Где брать g код для чпу?
Программа в формате g-кода это программа, представляющая собой последовательность команд, выполняя которые станок вытачивает нужное нам изделие или производит нужную нам операцию. Как раз через интерфейс программы GRBLControl g-код и загружается.
Но где взять этот пресловутый G-код и откуда он берется? Для подготовки управляющей программы для станка существует множество программ. Среди них есть такая как Artcam — это относительно не сложная программа 3D моделирования. Также в природе есть проги как Coppercam и Flatcam — этот софт уже ближе, так как он заточен на работу с печатными платами, если будет интересно могу посвятить одной из них отдельный пост, дайте знать в комментах.
Так вот через подобный софт создаются все параметры последующей фрезеровки. Там настраивается траектория прохождения фрезы, размер и профиль фрезы, скорость врезания и много других параметров. Затем уже из этих программ формируется G-код.
Кстати на диске из комплекта станка уже имеется несколько тестовых файлов g-кода.
Что со станком CNC 3018 не так и почему я не советую его покупать!
В целом мне станок понравился, мне было очень интересно его собирать и запускать в работу. Интересно возиться с управляющим софтом, наблюдать как работают двигатели и как по заготовке ходит фреза формируя чудный рельеф. Если бы не тот нюанс что для практической работы для раскройки текстолита и сверления отверстий он мне не подошел.
При работе станка я выявил несколько нюансов пагубно влияющих на результат.
- Несмотря на то, что при сборке станка использовались гайки с нулевым люфтом, люфт тем не менее имелся и проявлялся когда фреза испытывала на себе ощутимое сопротивление заготовки. Эту аказию мне удалось минимизировать, для этого в отверстия в латунной вставке я вкрутил небольшие саморезы, в результате люфт стал значительно меньше.
- Не знаю почему но при работе двигателя шпинделя ощущалась сильный шум и вибрация, эта вибрация передавалась на детали рамы станка. Помним при этом что плата управления также установлена на вертикальной раме и как на нее повлияет вибрация неизвестно.
- И самый неприятный косяк который я выявил -это периодическое выключение двигателя станка во время исполнения g-кода. Этот косяк мог не проявляться а мог вылезти в самый неподходящий момент, в тот момент когда изделие уже почти будет готово. В этот момент двигатель вырубался и чтобы продолжить нужно запустить работу программы с самого начала. Если с прочими проблемами можно как-то смириться или вылечить то с этим мириться мне уже не хотелось. Полазив по форумам я нашел несколько вероятных причин. Одна из них это недостаточная мощность китайского блока питания, движку просто не хватало тока в момент старта и под нагрузкой. Это я попытался исправить, поставив на выходе емкий электролитический конденсатор. Но это не привело к положительному результату. Другая возможная причина крылась в помехах проникающих через USB кабель.
- Также заметил неприятный момент что ходовой винт оси Y был несколько деформирован, в результате чего при движении столика станок менял тональность, видимо ходовой винт из-за кривизны немного подклинивал и излишне нагружал шаговый двигатель.
- Про проблемы с пластиковыми деталями я уже упоминал, хоть продавец и вежливо оказывал поддержку и высылал бесплатно неисправные детали но эти нюансы все-таки накладывали свой отпечаток и впечатление было уже не то.
Не знаю может подобные косяки возникают не так часто и мне в некотором плате «повезло» именно с этим станком но полазив по форумам выяснил что подобные проблемы случались не только у меня. В общем покупать этот станок я вам не советую, хотя поюзав этот товар я приобрел некий опыт которым всегда готов делиться с вами.
В итоге этот станок я отправил назад китайскому продавцу вернув всю выплаченную сумму обратно.
В настоящее время я присматриваюсь к одной из моделей станковn типа cnc 3020 Т-D300 или CNC3020B, судя по отзывам они лишены многих недостатков присущих cnc 3018. В общем друзья если у вас есть какой опыт в станка с ЧПУ то я буду рад услышать ваше мнение и добрые советы.
А на этом у меня все, друзья. Еще раз поздравляю вас с наступившим Новым 2018 годом! Желаю вам счастья, благополучия и успехов во всех своих стремлениях и начинаниях!
С н/п Владимир Васильев