Ender Creality 3 PRO Manual
- This guide is for the Ender-3 Pro 3D printer.
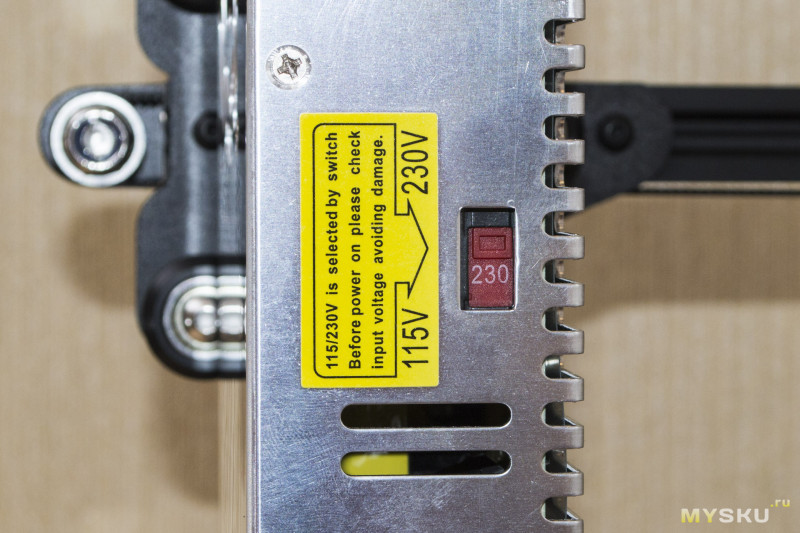
- Select the correct input voltage to match your local mains (230V or 115V).
- Because of software/hardware upgrades and model differences, new revisions may not be listed in this guide.
- Please plug the Power cord into a three-hole power jack.
- Detailed instructions for use are available on the SD card.
BOM
List 1 
List 2 
- Remove the parts from the box and remove any tape and padding from the parts. Inspect the parts to make sure they were not damaged in shipment.
- Check the items on List 1 and List 2. The wiring harness of component (Ba) and component (N) has already been connected.
Install aluminum extrusions (L) and (R) to base (Ba)
 and (R) to base (Ba)")
Step 1. Prepare the following parts:
- M5x45 socket head hex screws (4x)
- M5 washer (4x)
- Aluminum profiles (L) (1x)
- Aluminum profiles(R) (1x)
- Base (Ba) (1x)
- 4mm Allen key
Step 2. Keep the direction of the base (Ba) facing front;
Step 3. Place the aluminum profile (L) vertically over the left side frame of the base (Ba), be careful that the (L) profile has the threaded holes with the short sides facing downwards. Using the M5x45 screws and washers, pass through bottom hole of the aluminum profile at the left side of the base (Ba), align the threaded hole at the bottom of the aluminum profile (L), and use the Allen key to tighten the screws.
Step 4. Place the aluminum profile (R) vertically over the right side frame of the base (Ba). Note that the (R) profile has through holes with the short sides facing downwards. Also note that the holes are to the left (see diagram) to ensure that the aluminum profiles are oriented correctly. Using M5x45 screws and washers, pass them through bottom hole of the aluminum profile at the right side of the base (Ba), align the threaded hole at the bottom of the aluminum profile (R), and use the Allen key to tighten the screws.
Note: Raise the base frame above the table with two blocks (boxes, books, etc.) Install the screws through the base frame into the threaded holes in the extrusions.
Power supply and operation screen installation
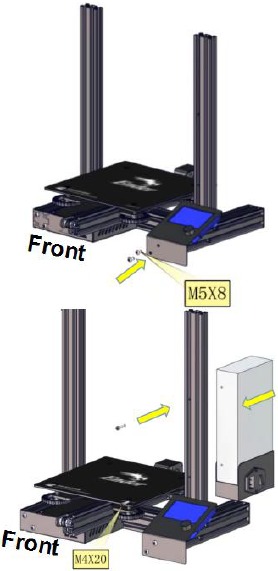
Step 1. Prepare the following parts: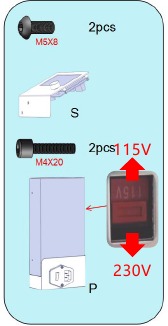
- M5x8 hex drive rounded head screws (2x)
- Operation screen assembly(S) (1x)
- M4x20 socket head hex screws (2x)
- Switching power supply assembly (P) — (1x)
- 3mm Allen key
- *Select the correct input voltage to match your local mains (230V or 115V).
Step 2. Keep the the base (Ba) facing towards you.
Step 3. Align the hole at the bottom left of the operation screen with the threaded hole of the aluminum profile on the right side of the base (Ba), secure with M5x8 screws, and use the Allen key to tighten the screws.
Step 4. Attach the switching power supply unit to the bottom as show on the diagram to the left (button switch at the bottom right). Screw holes of the switching power supply should pass through the holes of the aluminum profile (R). Using M4x20 screws, pass through the front of the profile (R) and
Z axis limit switch installation

Step 1. Prepare limit switch assembly (ZI) and 3mm Allen key;
Step 2. The direction of the base (Ba) stays at the front, and the switch assembly (ZI) is mounted on the left side of the base (Ba) (as shown in the diagram on the);
Step 3. Loosen the T-nut by hand until it is at the end of the threads, but not so far it might fall off. Then, fit into the slot in the aluminum profile. When the bolt is tightened, the nut rotates 90 degrees and then grasps the inside of the slot.
Step 4. Align the T-nut with the bottom aluminum profile groove and secure with the Allen key
Step 5. The limit switch assembly (ZI) has a small hook that attaches to the aluminum profile underneath the base (Ba) (reference: about 32 mm from the bottom).
Z axis motor assembly installation

Step 1. Prepare the following parts:
- T8 Acme lead screw (1x)
- M4x18 hex drive flat head screws (2x)
- Z-axis motor assembly (Zm) (1x)
- 2.5mm Allen key
Step 2. Rotate base (Ba) 180° until the back is facing towards you.
Step 3. Position the hole of Z-axis motor assembly at the threaded hole of the aluminum profile (L) in the base (Ba), secure with M4*18 screws, and use the Allen key to tighten the screws.
Step 4. Use the Allen key to loosen the screws of the Z-axis coupling to prepare for insertion of the lead screw.
Step 5. Insert the T8 lead screw into the coupling, and tighten the screw that was loosened in the previous step.
X-axis bearing installation preparation

Prepare the following parts:
- Aluminum profiles(B1)-(1x)
- M4x16 Hex drive rounded head screws (4x)
- M4 Washer (4x)
- Extrusion assembly (E) (1x)
- Nozzle kit (N)-(1x). The wiring harness of component (N) and component (Ba) has already been connected.
- Timing belt(Be)-(1x)
- Pulley assembly(K2)-(1x)
- Belt tensioner(K1)-(1x)
- 2.5mm Allen key
X-axis assembly (part 1)

Step 1. Assembly of aluminum profile (B1) and extrusion assembly (E). Aluminum profile (B1) is shown in the diagram on the left(1). Pay attention to the position and direction of the large hole. Align the hole of extrusion assembly (E) with the threaded hole of aluminum profile (B1), it should be noted that the hole has two plates, which aresecured with M4*16 screws, and fixed to the second profile plate and the aluminum profile (B1). Use the Allen key to tighten the screws.
Step 2. Adjust the direction of the nozzle kit (N) as shown in Figure (3). Hold one end of the timing belt in the slot on the right side underneath the nozzle kit (N), and the other end in the path shown in Figure (2). Go through the extrusion assembly (E), bypass the synchronizing wheel, and slide the nozzle kit (N) from the left into the aluminum profile when the path of figure (2) completes three quarters (in the red line position in Figure 2). Then, complete the path of the belt as shown in Figure (2). Then, stick the other end of the belt to the slot on the left side below the nozzle kit (N).
Step 3. Position the pulley assembly (K2) in the position shown in Figure (3), align the threaded hole in the aluminum profile on the left side of the profile (B1), pass it with the M4*16 screw, and use the Allen key to tighten the screws.
Note: As you complete easy step, be sure to place the parts according to the diagram on the left side.
X-axis assembly (Part 2)

Step 1. Prepare belt tensioner assembly (K1) and 3mm Allen key.
Step 2. Rotate the X-axis assembly 180° horizontally.
Step 3. Pick up the belt tensioner assembly (K1). Loosen the T-nut by hand until it is at the end of the threads, but not so far it might fall off. Then, fit into the slot in the aluminum profile. When the bolt is tightened, the nut rotates 90 degrees and then grasps the inside of the slot.
Step 4. Align the T-nut with the top aluminum profile groove. Use an Allen key to tighten the screw. Be careful not to tighten it all the way. Make sure that the external actuator assembly (K1) can be slid easily.
Step 5. Align the belt so that one end fits over the geared pulley in the extrusion unit (E) and one end fits over the idler in the belt tensioning assembly (K1). Apply tension in the direction of the red arrow to the left and use an Allen key as a lever to push the belt around the pulley. Tighten the belt and then tighten the two screws.
Step 6. Check the tension of the belt driving the X- axis (on the gantry). The belt should be taut, with no slack or slop.
X, Z bearing assembly

Step 1. Prepare 2mm and 2.5mm Allen key.
Step 2. The direction of the base (Ba) keeps the end in front and rotates the X-axis assembly horizontally by 180°.
Step 3. Align the pulleys on both ends of the X-axis assembly with the aluminum chute on the base (Ba). Align the screw rod with the nuts in the extrusion assembly (E). Use the appropriate Allen key to slightly loosen the screws that holding the nuts. Mount the X-axis assembly on the base (Ba)
Step 4. Manually apply force and slide the X-axis assembly up and down to slowly lock the screws that secure the nut.
Step 5. Slide the X-axis assembly up and down again to make sure the slide is smooth. If it is not smooth, try loosening the screws of the coupling slightly, turning the screws gently, and slowly tightening the screws.
Fix the gantry frame

Step 1. Prepare the following parts:
- M5x25 socket head hex screws (4x)
- M5 Washer (4x)
- Profile end caps(C)-(2x)
- Aluminum profiles (B2)-(1x)
- 4mm Allen key
Step 2. Take out the aluminum profile (B2), pay attention to the counterbore hole at the top (see the figure on the left), align the aluminum profile (B2) hole with the threaded hole of the base (Ba), use the M5*25 screw and washer, from the top go through the aluminum profile hole(B2), use the Allen key to tighten the screws.
Step 3. Take out the end cover (C) of the profile, and attach it to the ends of the aluminum profile (B2). Apply a little pressure and insert it into it. The end face of the aluminum profile may be sharp. Be careful not to scratch your hand.
Rack installation

Step 1. Prepare the following parts:
- Plastic tube (R1) — (1x)
- Plastic nut (2x)
- Sheet metal bracket (R2) — (2x)
- M5x8 Hex Drive Rounded Head Screws (2x)
- M5 T-nuts (2x)
- 4mm Allen Key
Step 2. Install one end of the plastic tube (R1) on the sheet metal bracket (R2), hand-tighten the plastic nut on the end of the plastic tube (R1) and tighten by hand.
Step 3. Use a M5x8 screw to pass through the hole of the sheet metal bracket (R2). Handunscrew the M5 T-nut until it it is on the last few threads of the screew.
Step 4. Align the T-nut with the top aluminum profile groove and tighten with an Allen key.
Step 5. The Ender-3 mechanical part installation has been completed.
Tube and wire connection

Step 1. Rotate the printer by 90º
Step 2. Find the letters on the 1/2/4/7/8 wire harnesses, as shown on the left, and insert it according to the position indicated by the red arrow on the drawing. After the insertion, gently pull on it to insure it’s firmly seated. Note that the X/Z wide plug corresponds to the motor, and the narrow plug corresponds to the limit switch
Step 3. Red and black power connector (3#) connector can be directly inserted.
Step 4. Connect the white PTFE Bowden tube from the hot end to the yellow tube upper coupler extruder (See 5#). Insert the tube firmly into the joint extruder and feel it slide in and lock the position.
Step 5. The plug on the 6# harness is inserted into the display board into the jack marked «Exp3.
Step 6. Check that all harnesses are securely connected.


Shenzhen Creality3D Technology CO.,LTD.
After-Sales Service Tel: +86 400 6133 882 +86 755 8523 4565
Official Website: www.creality3d.cn
Company Address: 12th Floor, Building No.3, Jinchengyuan Industrial Area,
Tongsheng Community, Dalang Street, Longhua District, Shenzhen

Videos
Creality Ender 3 Pro Review Video
Ender 3 Pro Firmware Update – Complete Guide Video
Documents / Resources
Download manual
Here you can download full pdf version of manual, it may contain additional safety instructions, warranty information, FCC rules, etc.
Download Ender Creality 3 PRO Manual
Основные детали экструдера и системы охлаждения
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| Экструдер Sprite | 1 | Выбирать Standart extruder |
|
| Горло биметалл | 1 | ||
| Сопло латунное mk8 | 0-1 | Если не планируете менять хотэнд | |
| Сопло стальное закалённое mk8 | 0-1 | Для печати композитами. Если не планируете менять хотэнд | |
| Вентилятор 5015 | 2 | ||
| Винт М3х8 DIN 7380 | 3-4 | Для 3010 версии кронштейна 4шт., для 4010 — 3шт. | |
| Винт М4х20 DIN 7380 | 4 |
Не берите набор сопел всех диаметров. Через сопло 0.4 мм можно давить линии шириной от 0.35 до 0.6 миллиметра вообще без дефектов, до 1 мм с незначительными дефектами. Поэтому одного сопла 0.4 или 0.5 мм хватит на практически все случаи применения
Другие вентиляторы, термистор, нагревательный элемент и остальной крепеж уже есть в комплекте с экструдером
Детали для установки хотэнда Volcano
Хотэнд E3D Volcano обладает повышенной производительностью. При этом он не затрудняет печать никакими филаментами. Единственный минус — уменьшение области печати по оси Z на ~8.5мм.
Для установки хотэнда E3D Volcano надо будет докупить следующие детали:
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| Хитблок Volcano | 1 | Выбирать Aluminium |
|
| Сопло Volcano латунное | 0-1 | Под хотэнд Volcano | |
| Сопло Volcano стальное закаленное | 0-1 | Для печати композитами на Volcano | |
| Носок | 0-1 | Выбирать Volcano PT100 |
Детали для установки CRTouch
Датчик автоуровня CRTouch аналогичен распространенному BLTouch и позволяет снимать карту высот стола. Это нужно чтобы исправлять кривизну стола. Если стол ровный, то установка датчика не требуется.
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| CRTouch | 1 | ||
| Винт М3х5 DIN 7380 | 4 |
Печать деталей
Ориентация моделей
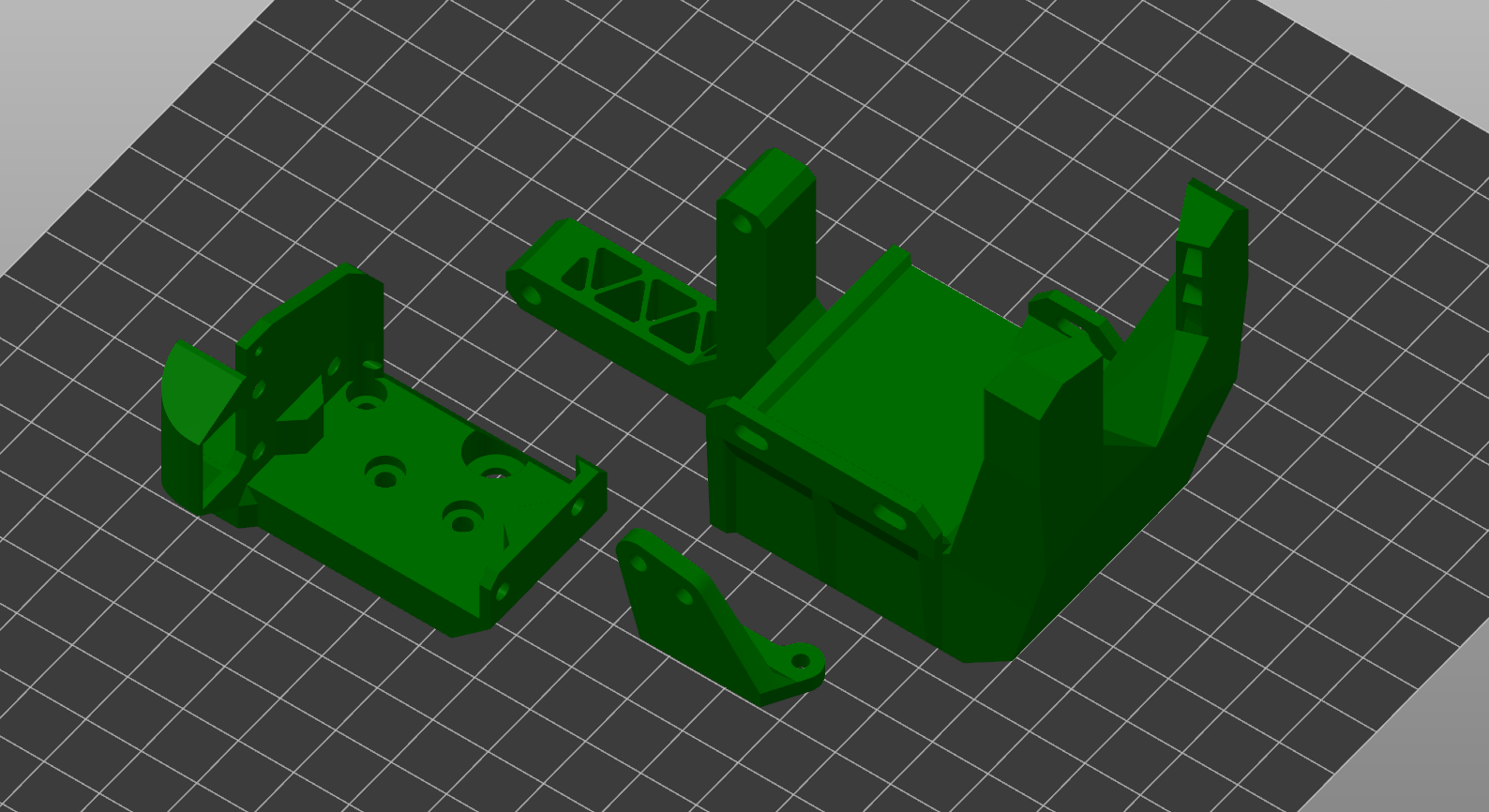
Модели следует расположить на столе так, как это показано на изображении выше. Для этого следует использовать средства ориентации в вашем слайсере:
PrusaslicerCura
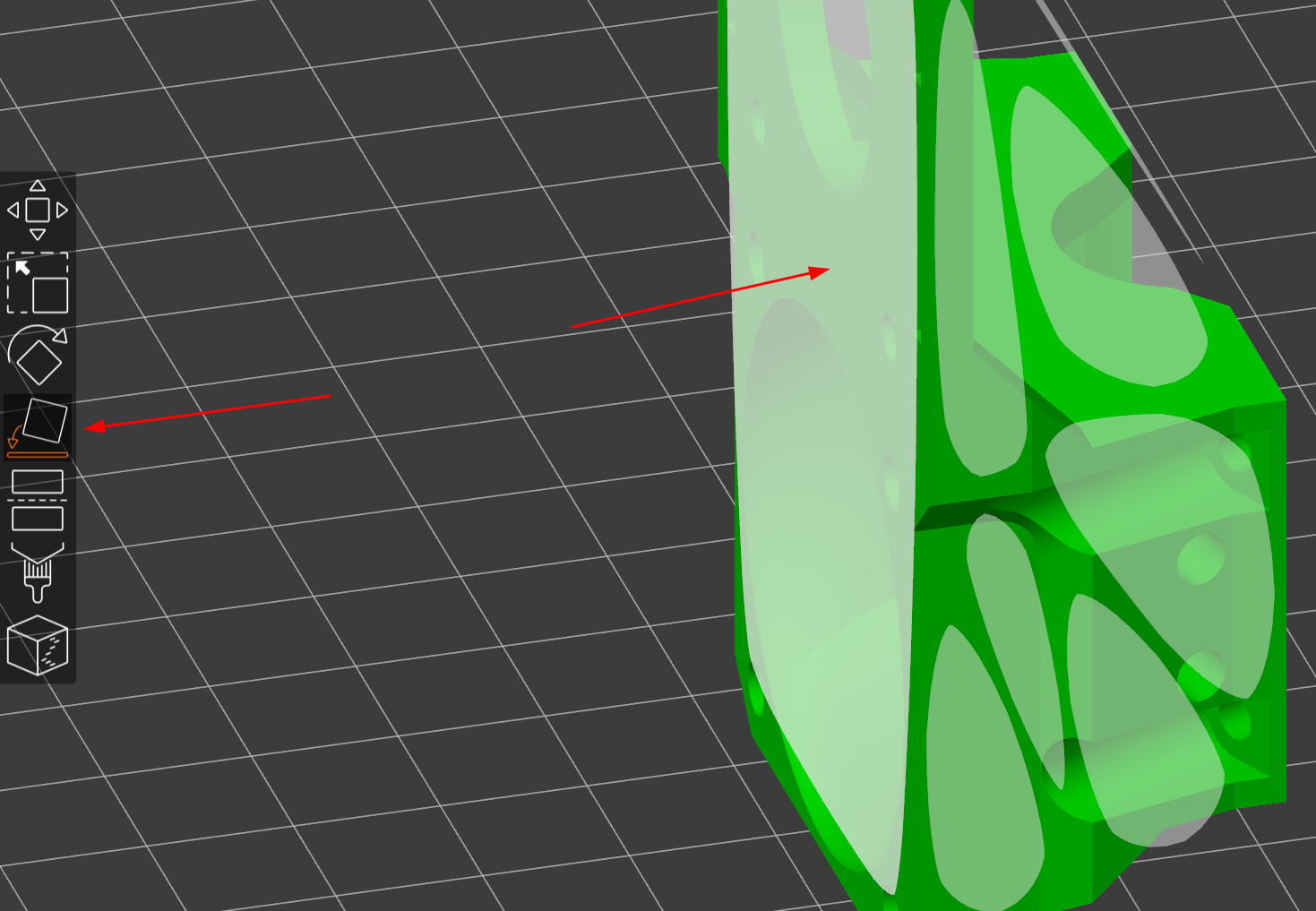
В левом меню инструмент Place on face -> клик по поверхности, которой деталь должна соприкасаться со столом
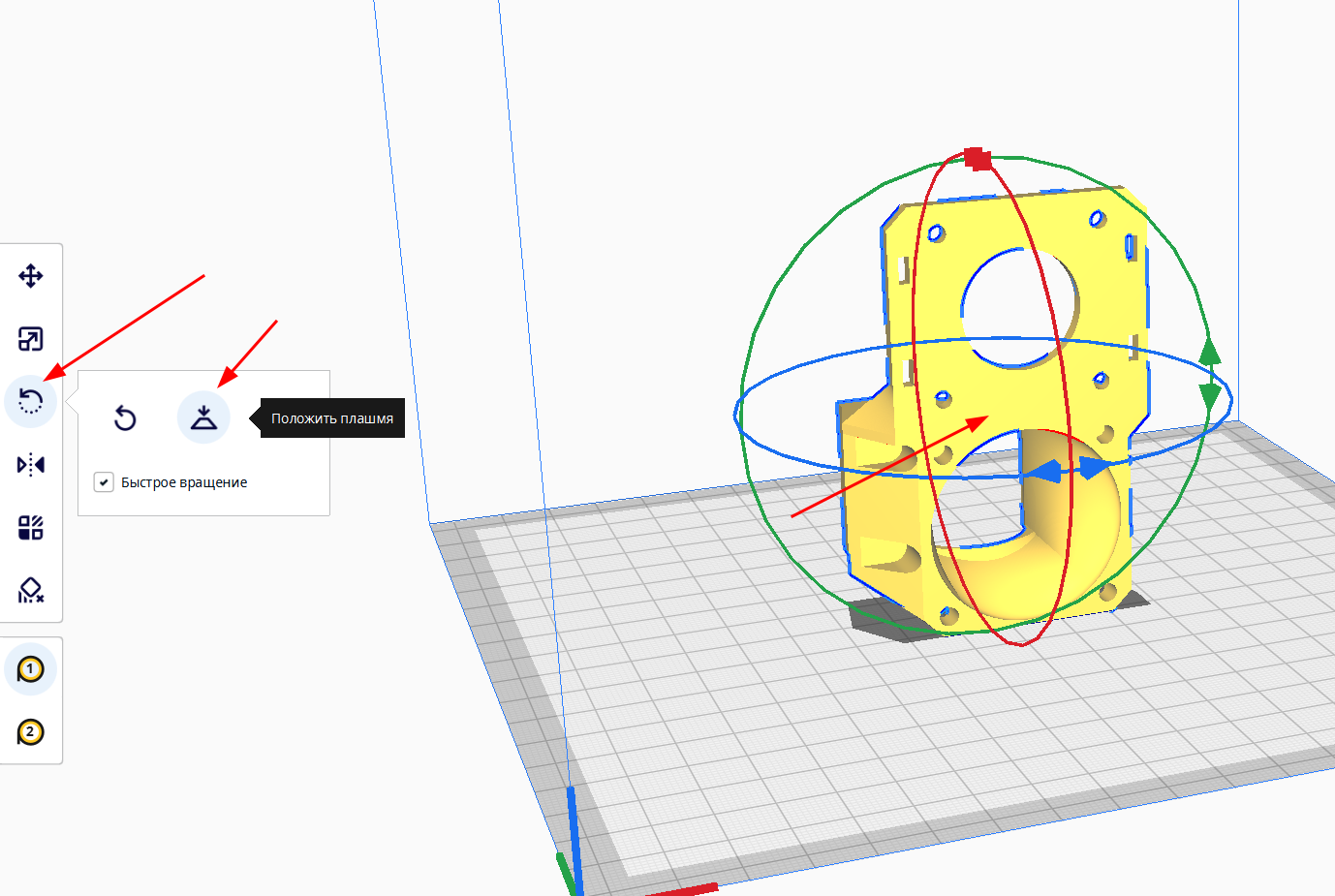
В левом меню инструмент Вращение -> Положить плашмя -> клик по поверхности, которой деталь должна соприкасаться со столом
Подбор материалов
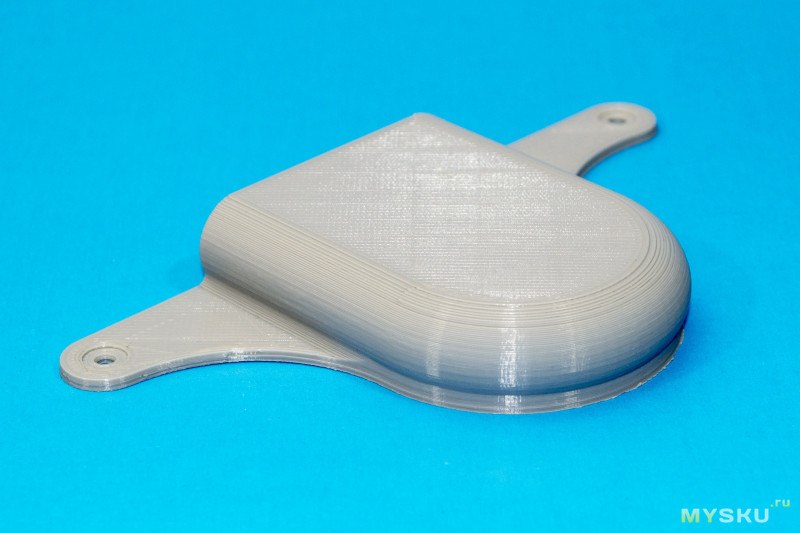
Детали печатающей головы можно условно поделить на две группы. Первая — сопла системы охлаждения. Практически не испытывают механических нагрузок, но нагружены термически. Так что для их печати не важны прочность и жесткость, но важна термостойкость. В случае, если у вас нет возможности напечатать сопла системы охлаждения из термостойких материалов, их можно напечатать из PETG и обклеить нижнюю часть фольгой. Такие сопла не деформируются при температуре стола до ~90-100°C. Тем не менее, не рекомендуется использовать это решение на постоянной основе.
Остальные детали мало нагружены термически, но сильно механически. Так что для лучших результатов рекомендуется их печать из жестких и прочных материалов.
| Деталь | Предпочтительные материалы | Возможные материалы |
|---|---|---|
| Кронштейн | композиты на основе: PP, PA |
PETG, ABS, ASA, PC, PA, композиты на их основе |
| Сопла | ABS, ASA, PC, композиты на их основе |
Композиты на основе PP, PA |
Настройки печати
Все детали, кроме левого сопла, спроектированы так, что при правильной ориентации не требуют никаких поддержек. Все горизонтальные участки печатаются мостами, которые требуется настроить по этому видео.
Также не стоит забывать, что от основной массы деталей требуется высокая прочность и жесткость. Так что, если вы собираетесь печатать детали из плохо спекающегося пластика (ABS, ASA, PC), то рекомендуется поднять температуру, замедлить печать, максимально уменьшить (или даже выключить) обдув. Для хорошо спекающихся материалов (PETG, PA, PP) это не нужно.
Рекомендуемые значения основных параметров:
| Параметр | Значение | Комментарий |
|---|---|---|
| Ширина линий | 0.3-0.6 мм | Для сопел лучше не превышать 0.5 мм |
| Толщина слоя | 0.1-0.3 мм | |
| Толщина периметров, крышки и дна | 2 мм | Для сопел 1-2 периметра |
| Заполнение | 100% | |
| Поддержки | Отключить | |
| Обнаружение мостов | Включить | |
| Заполнение зазоров | Включить | |
| Генератор периметров | Arachne | Для сопел очень желательно, так как они тонкостенные. Для остальных деталей не важно |
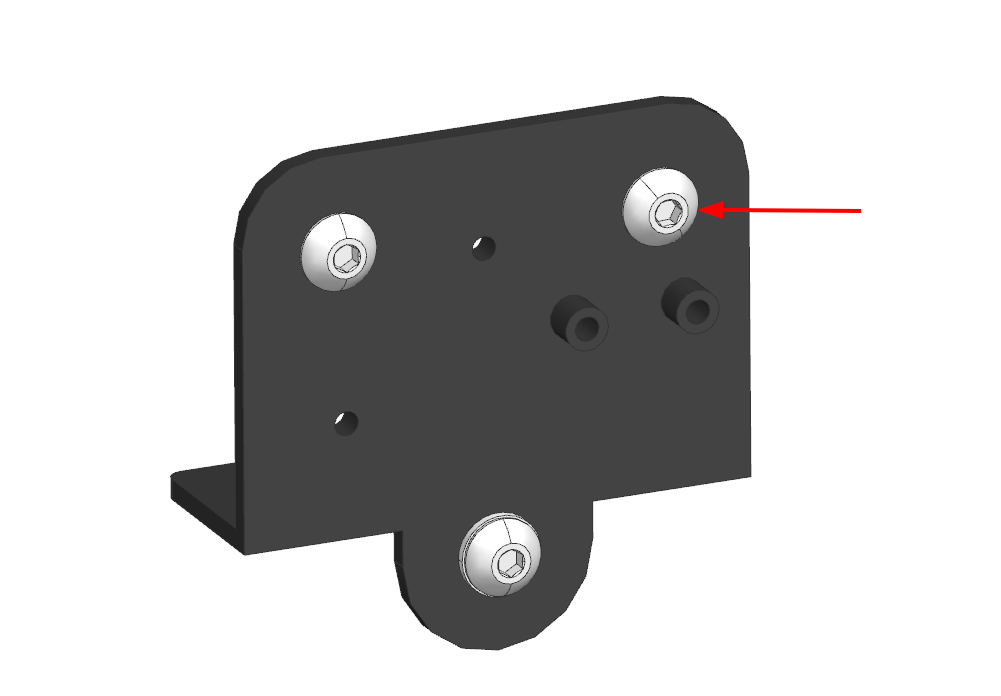
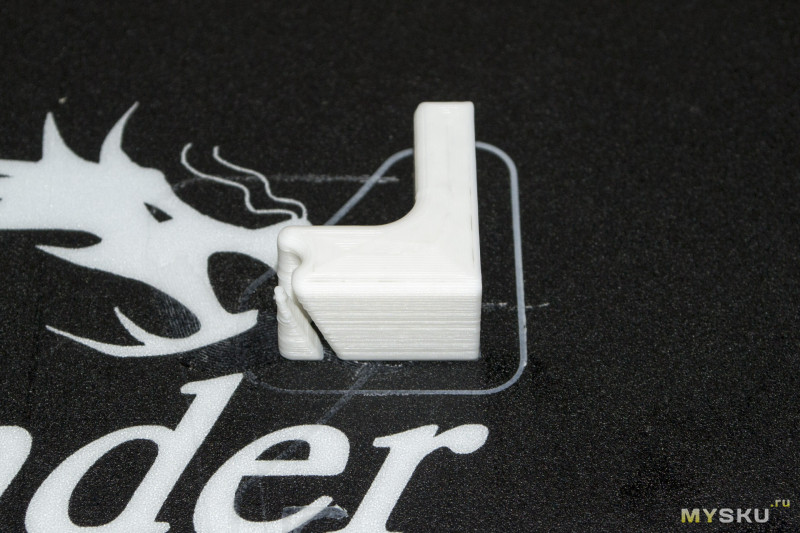
Подготовка кронштейна экструдера
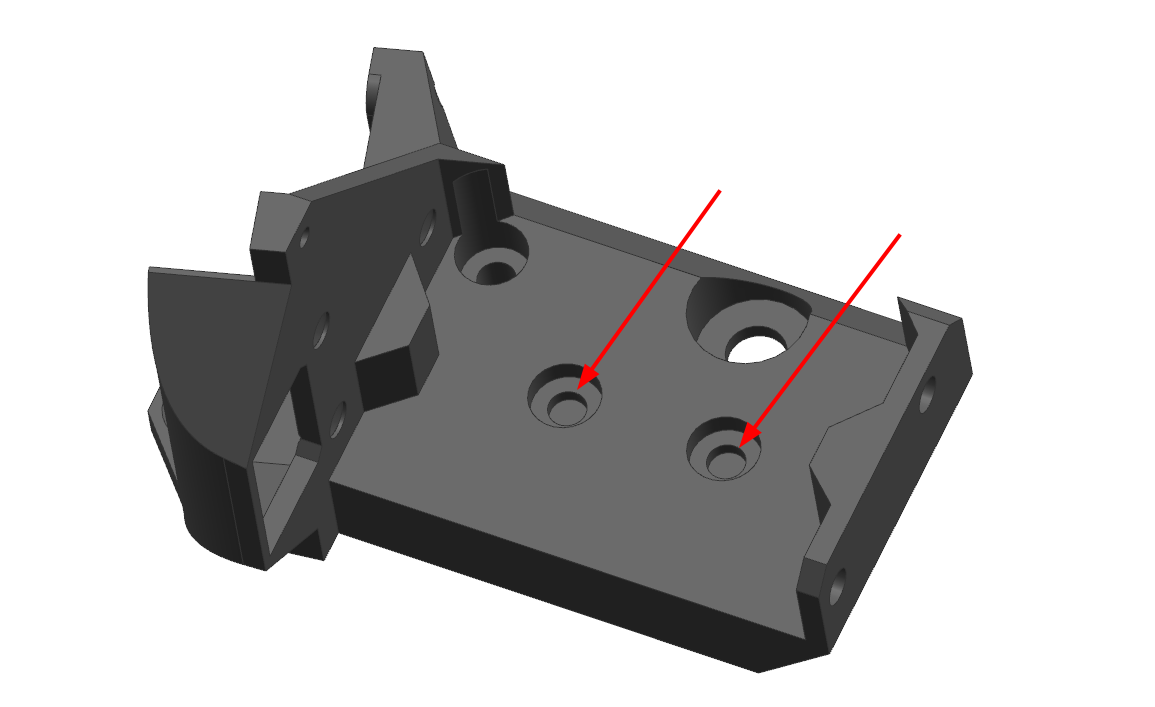
После печати необходимо удалить мембраны из крепежных отверстий кронштейна экструдера. Эти мембраны нужны для облегчения печати.
Сборка
Подготовка каретки оси Х принтера
С каретки оси Х принтера надо снять старые элементы экструдера и снять колесо и винт в правом верхнем углу.
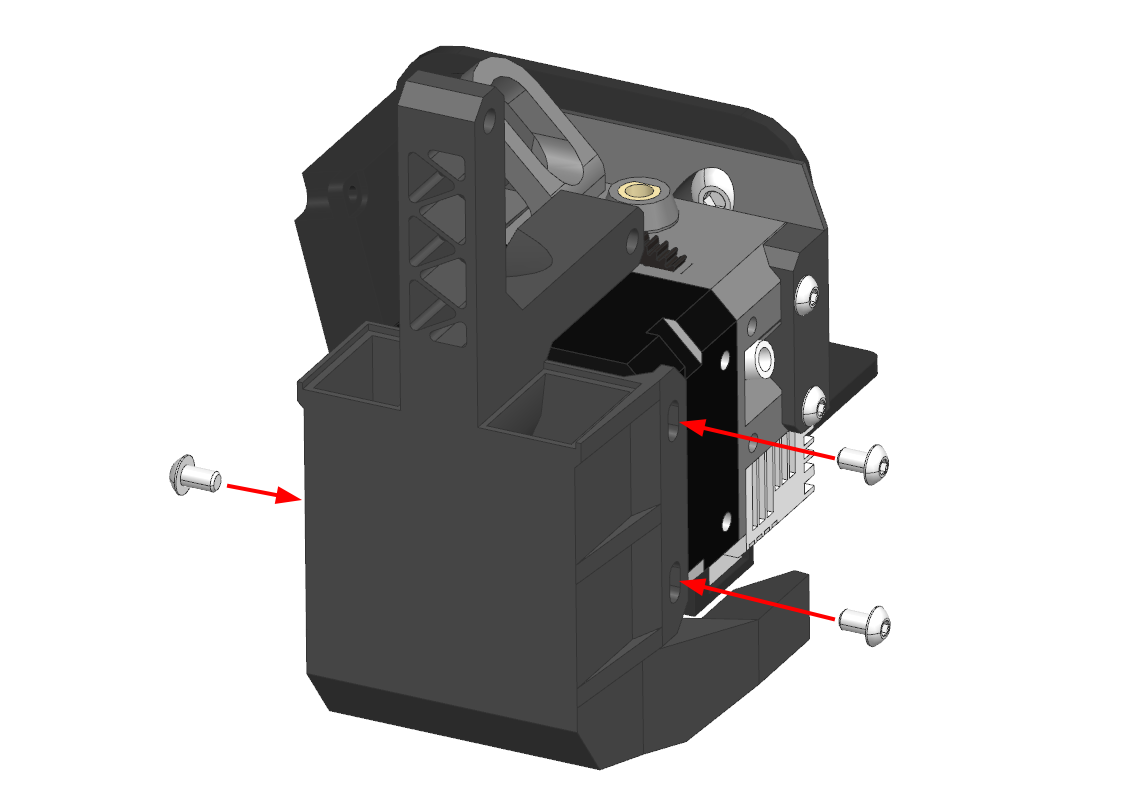
Установка кронштейна экструдера
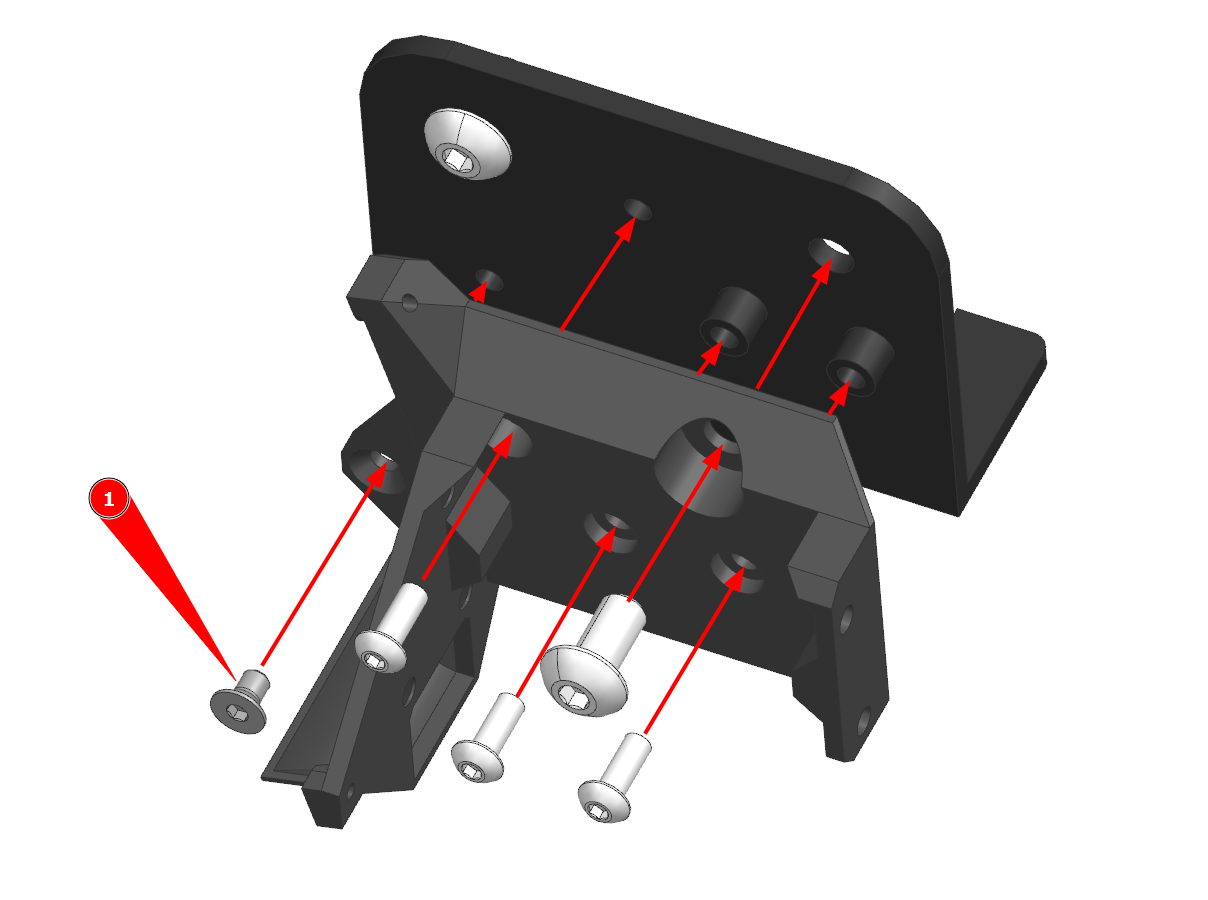
Установите кронштейн на каретку и прикрутите винтами, как указано на картинке выше. В этот же момент нужно установить правое-верхнее колесо каретки, так как его винт используется в креплении кронштейна экструдера.
Винты используются М3х8 с полукруглой головкой. Типоразмер винта (1) зависит от кронштейна: для 3010 вентилятора — М3х8 с полукруглой головкой, для 4010 — М3х5 с потайной головкой (из комплекта экструдера).
Установка экструдера
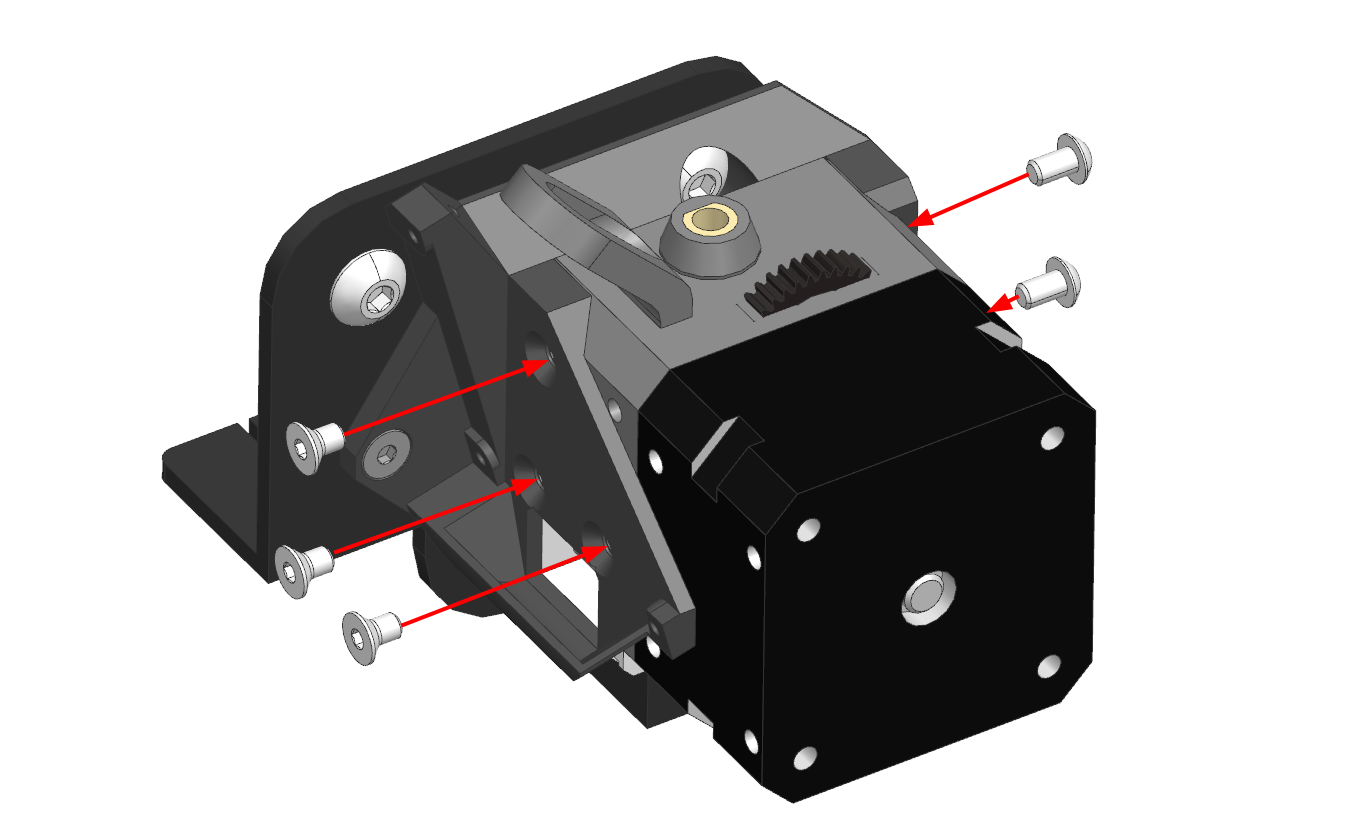
Экструдер в сборе с хотэндом устанавливается в кронштейн радиатором к каретке. После этого крепится на 3 винта М3х5 с потайной головкой слева, и два винта М3х5 с полукруглой головкой справа. Все винты идут в комплекте с экструдером.
Установка вентилятора охлаждения радиатора
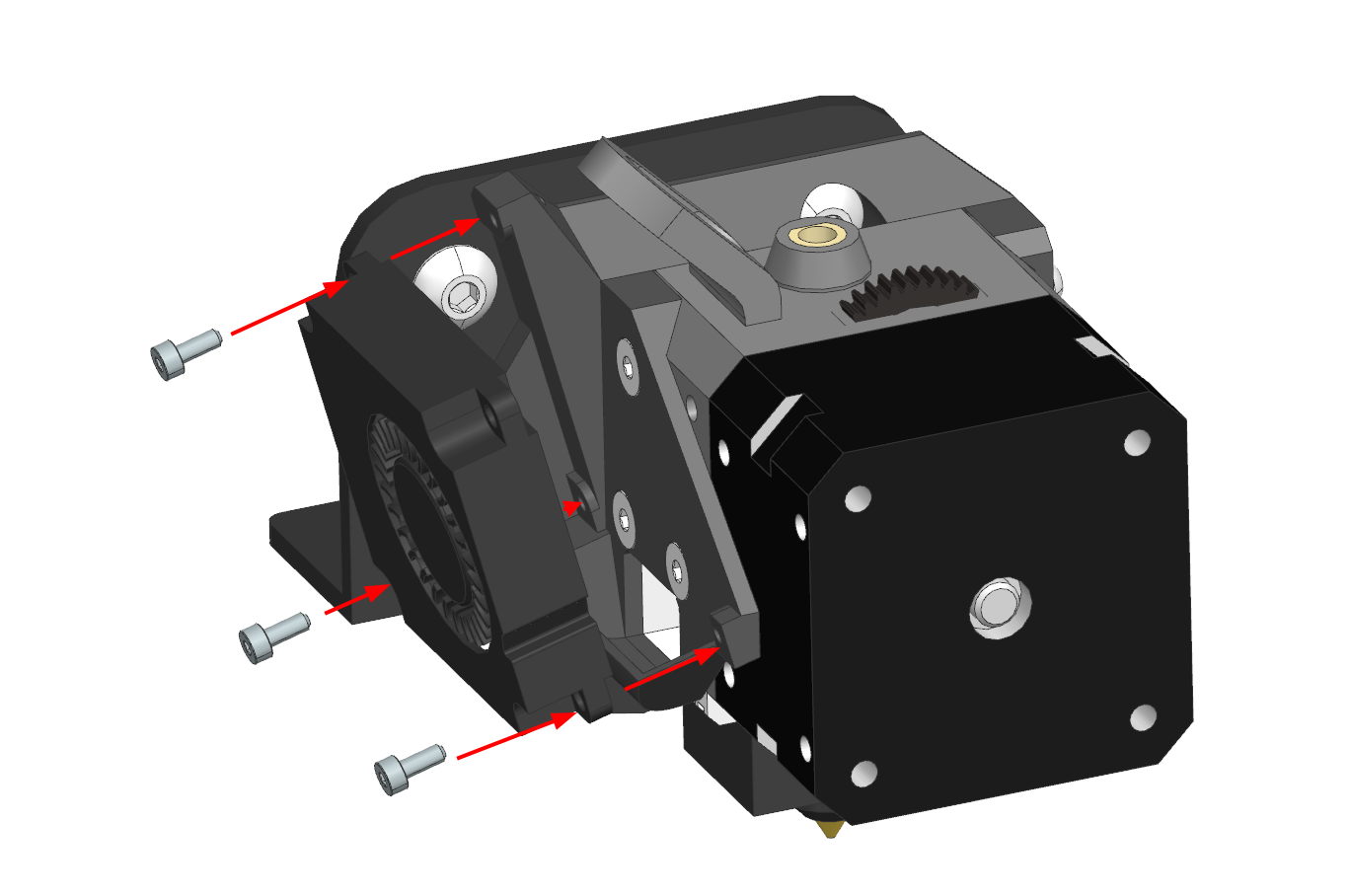
Вентилятор прикручивается к кронштейну экструдера на винты М2х5. 4010 вентилятор крепится на 3 винта, 3010 на два.
Установка системы охлаждения модели
Сопло системы охлаждения прикручивается к мотору экструдера на 3 винта М3х5 с полукруглой головкой. Затягивать винты на данном этапе не нужно.
Установка вентиляторов 5015
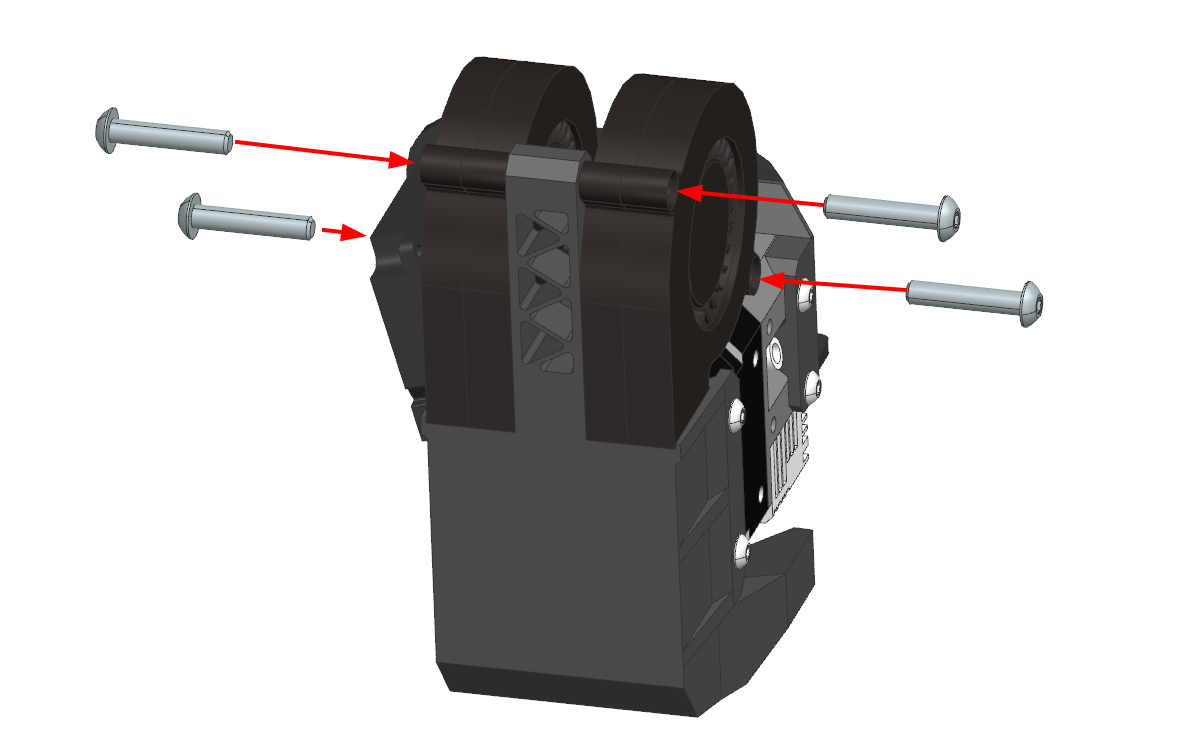
Вентиляторы крепятся к системе охлаждения модели на 4 винта М4х20. Если система охлаждения распечатана из плохо спекающегося пластика типа ABS и подобных, то может быть хорошей идеей нарезать резьбу метчиком М4 или вплавить резьбовые втулки, так как подобные детали склонны расслаиваться от вкручивания винтов.
Регулировка положения системы охлаждения
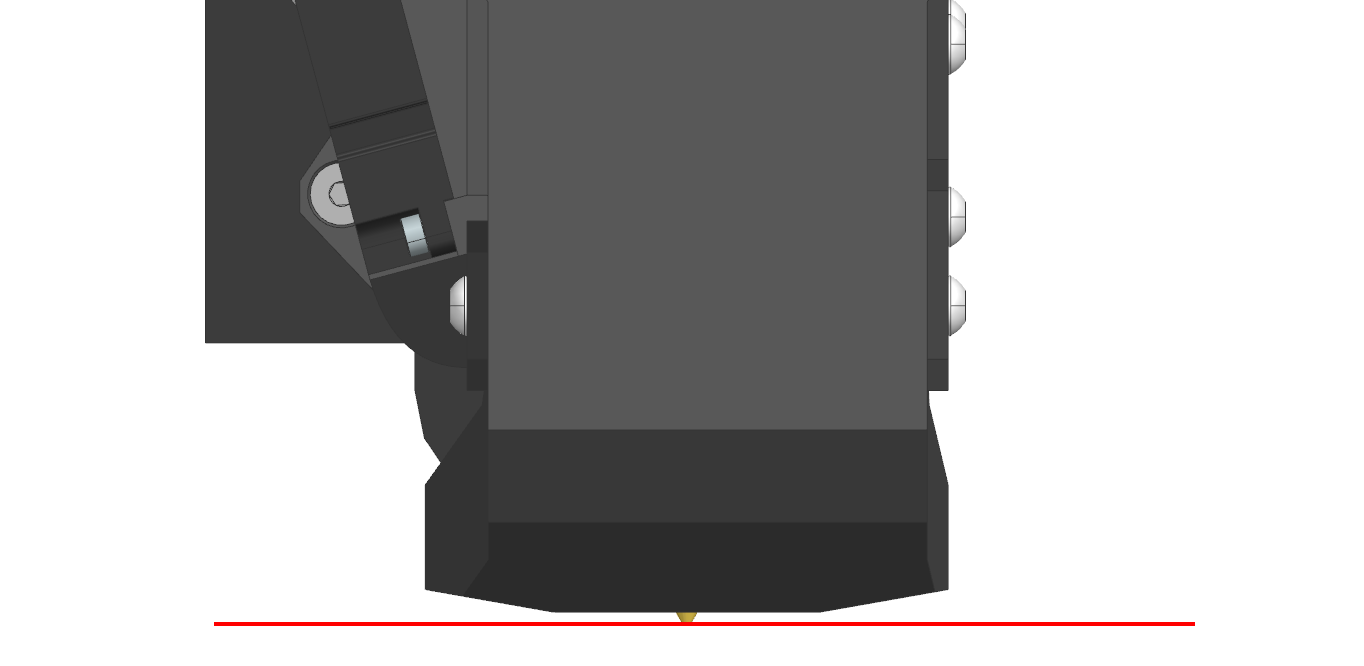
Убедитесь, что сопло хотэнда протянуто на горячую, горло утоплено в радиатор до упора, хотэнд стоит в том положении, в котором он будет работать.
После этого подвиньте экструдер примерно в центр стола и опустите так, чтобы сопло экструдера упёрлось в поверхность. Под сопла системы охлаждения подложите любые элементы около 1мм толщиной, например, скидочные карточки. Убедитесь, что сопла располагаются вертикально, а также касаются карточек. Затяните винты крепления сопел системы охлаждения.
Установка датчика автоуровня
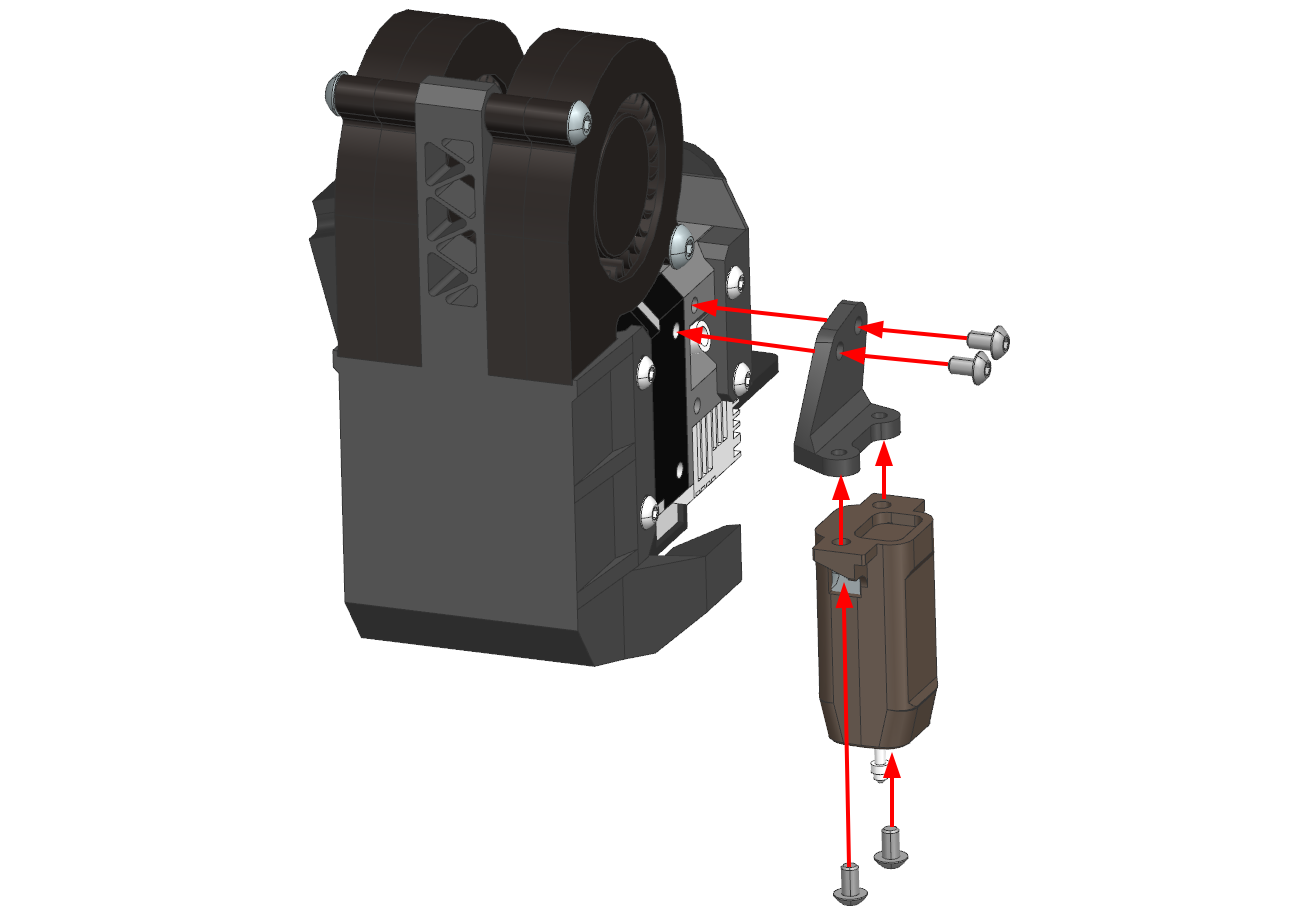
Датчик BLTouch (CRTouch) крепится к кронштейну на 2 винта М3х5. После этого кронштейн крепится к экструдеру на 2 винта М3х5.
Подключение электроники
Конкретная схема подключения электрических компонентов нового экструдера зависит от того, на какой принтер вы его устанавливаете. Поэтому создание универсальной схемы невозможно. Тем не менее, дам несколько советов по подключению.
Нагревательный элемент и термистор
Нагревательный элемент оставляется штатный, нет смысла менять его.
Если термистор не отличается от штатного по форм-фактору, то можно оставить штатный. Если отличается, то новый термистор подключается вместо штатного без учета полярности.
Двигатель
![]()
Мотор подключается вместо штатного мотора. В большинстве случаев для этого достаточно просто удлинить проводку. Не бойтесь подключить мотор неправильно, это не нанесет ему никакого вреда. После подключения, но перед проверкой, не забудьте отрегулировать ток на мотор экструдера. Некоторую информацию по этому поводу можно найти в этом видео.
Некоторые распространенные проблемы при подключении:
- Если мотор вообще не реагирует при подаче команды на его движение, то, скорее всего, вы не прогрели хотэнд. В большинстве прошивок стоит защита от работы экструдера при недостаточной температуре;
- Если мотор крутится не в ту сторону, то это можно исправить в прошивке. Если это затруднительно, то можно поменять порядок пинов в разъёме на зеркальный;
- Если мотор стучит и не двигается, или двигается нестабильно со стуком, то:
- Поменяйте местами два центральных пина в разъёме мотора (2 и 4 пин);
- Если предыдущий совет не помог, то поменяйте местами 1 и 3 пин с любой из сторон;
- Если после этого мотор всё еще стучит при вращении, то он либо заблокирован (не может провернуть шестерни экструдера), либо разрыв в кабеле.
Вентиляторы
Все вентиляторы подключается вместо штатных с обязательным соблюдением полярности. При этом вентиляторы обдува модели подключаются параллельно (все плюсы отдельно, все минусы отдельно).
Прошивка
В целом, замена экструдера на директ в большинстве случаев не требует вмешательства в прошивку принтера. Исключения только два — если была произведена замена термистора или если был установлен датчик BLTouch, которого ранее не было.
Термистор
MarlinRepRapFirmwareKlipper
В прошивке Marlin требуется внести изменения в файл Configuration.h:
В строке #define TEMP_SENSOR_0 надо указать номер таблицы. Для NTC100k B3950 — 1. Для 104GT или 104NT — 5
После этого надо пересобрать и установить прошивку. Для разных плат этот процесс различается, так что если вы не знаете как это делается, то вам придётся искать инструкцию самостоятельно.
В конфигурации вашего принтера в команде M308 меняется два параметра:
| Термистор | T | B |
|---|---|---|
| NTC 100k B3950 | 100000 | 3950 |
| 104GT или 104NT | 100000 | 4300 |
Итого команда у вас должна получиться примерно такой:
M308 S1 P"e0temp" Y"thermistor" T100000 B4300
В файле printer.cfg в разделе extruder меняется значение параметра sensor_type:
- Для NTC100k B3950:
Generic 3950 - Для 104GT:
ATC Semitec 104GT-2 - Для 104NT:
ATC Semitec 104NT-4-R025H42G
BLTouch
Эта инструкция не носит цели объяснить как с нуля сконфигурировать BLTouch для всех прошивок. Такую инструкцию для интересующей вас прошивки вам придётся искать самостоятельно. Здесь я лишь опишу несколько параметров, специфичных именно для крепления K3D EBP.
MarlinRepRapFirmwareKlipper
В файле Configuration.h:
#define NOZZLE_TO_PROBE_OFFSET { 35.75, -25.1, 0 }
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили. Если нет, то оставьте это на потом, этот параметр можно менять и извне прошивки.
В конфигурации вашего принтера:
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили.
В файле printer.cfg:
x_offset: 35.75
y_offset: -25.1
Калибровки
После внесения изменений в прошивку, стоит заново повторить все калибровки, которые зависят от печатающей головы в следующем порядке:
- Калибровка стола и Z-offset
- Калибровка PID
- Калибровка разрешения экструдера. Поток можно оставить 100% для начала и калибровать только в случае пере- или недоэкструзии на моделях
- Подбор к-фактора Linear Advance
- Подбор длины и скорости откатов
- Подбор частоты Input shaping (если он есть)
Поддержать проект
Проект K3D существует и развивается за счёт поддержки сообществом. Если у вас есть желание поддержать автора и тем самым спонсировать выход новых подобных апгрейдов, то это можно сделать следующим образом:
- Поддержать из РФ
- Поддержать из-за рубежа
Дата: 24.11.2022
Автор: Дмитрий Соркин
Telegram: @dmitry_sorkin
E-mail: dbsorkin@gmail.com
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Creality Ender-3 V2, и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Мы покажем, как выглядит эта операция на примере 3D-принтера Creality Ender-3 V2. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
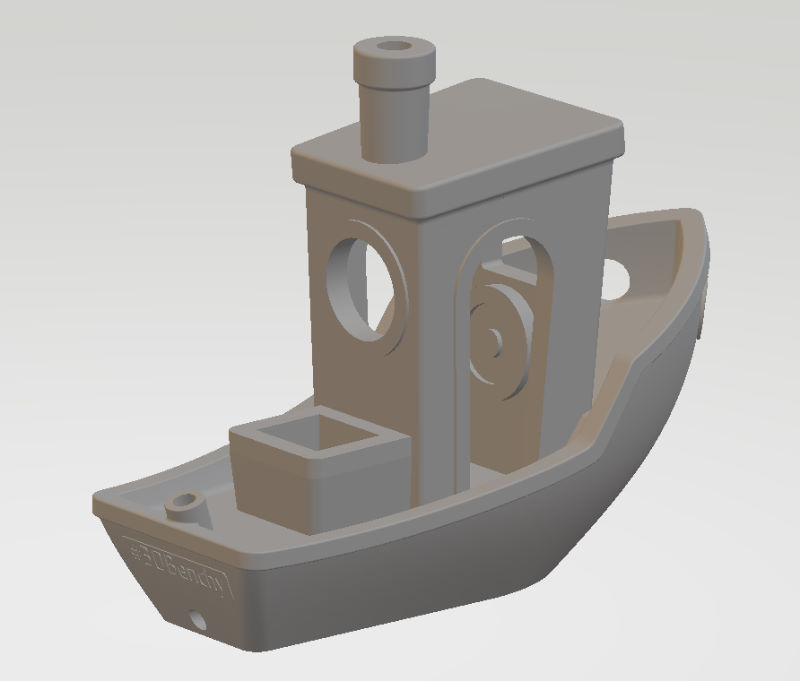
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
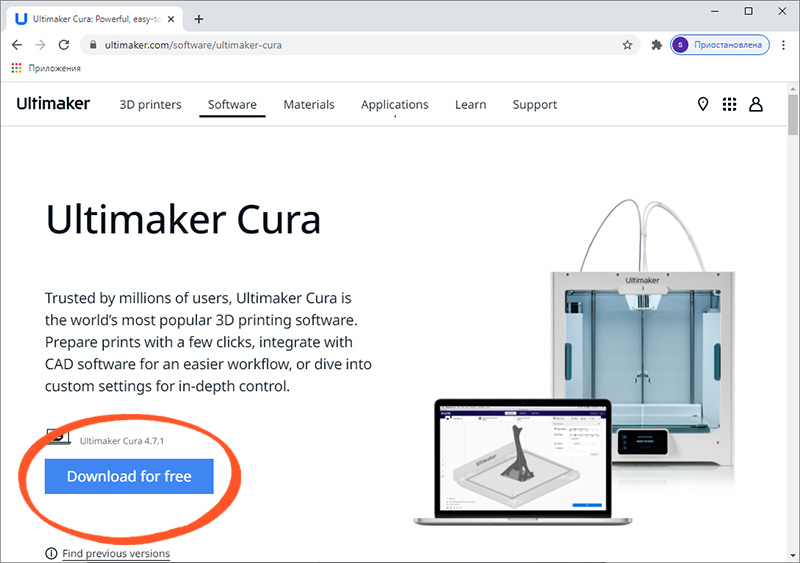
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.
Пропустите приветственные экраны и примите условия использования.

Настройка принтера в слайсере
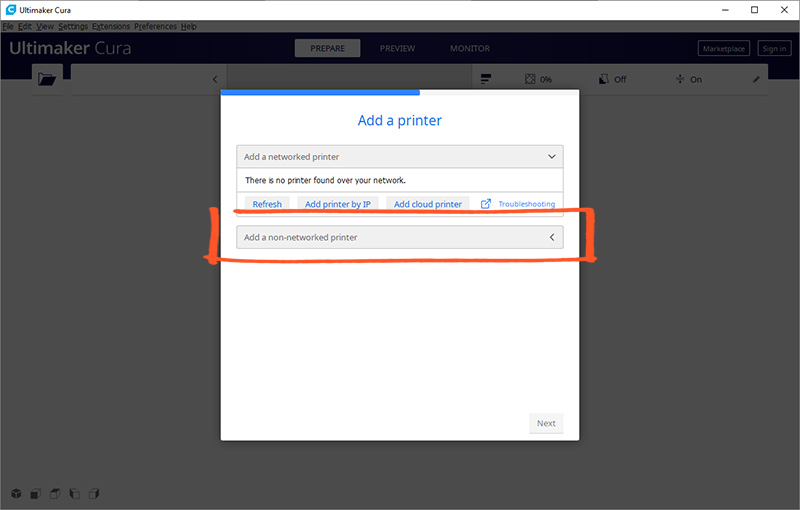
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
Выберите из списка «Creality Ender-3». Это предыдущая модель, у которой идентичные характеристики.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Creality Ender-3 V2».
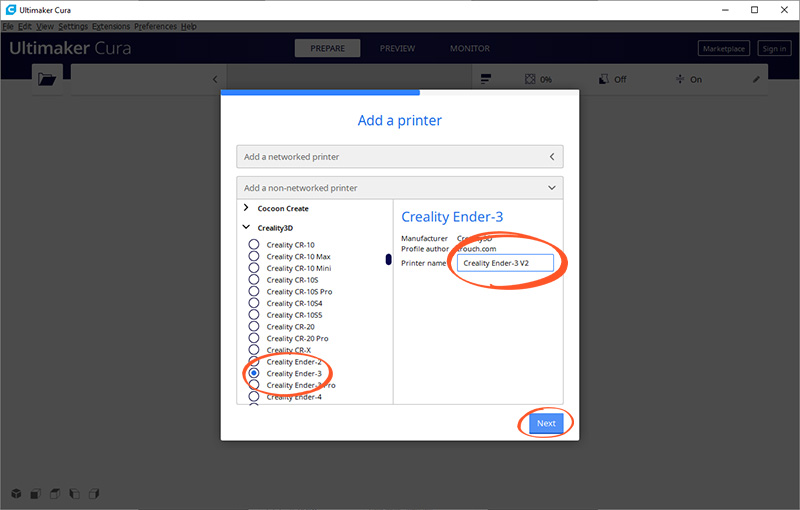
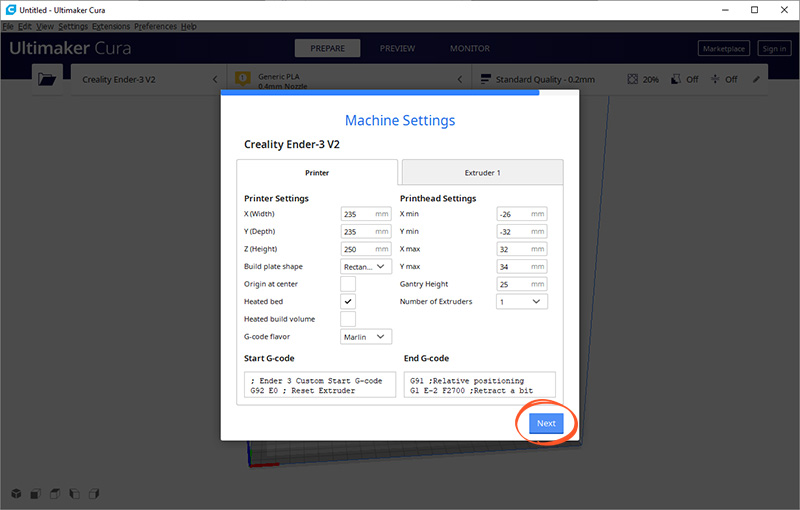
Все настройки у принтера совпадают с Ender-3, поэтому на данном экране ничего менять не надо. Нажмите кнопку «Next».
Изменение языка программы
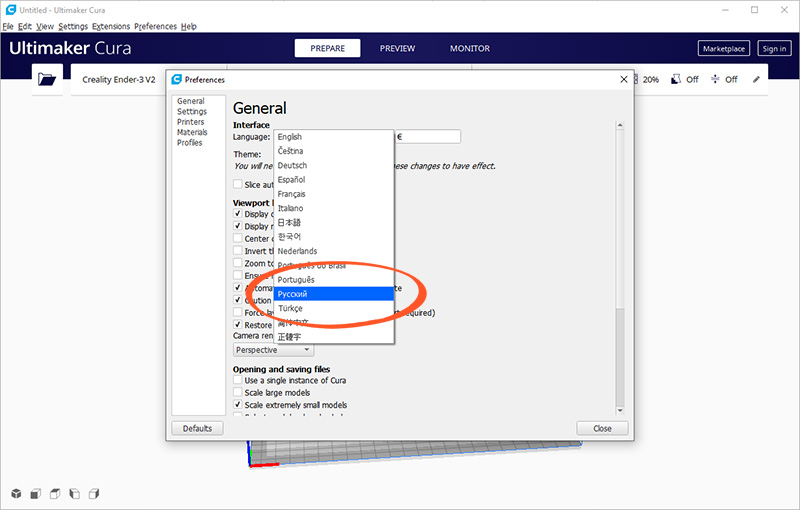
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»

Выберите русский язык в выпадающем меню «Language».
Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.


Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Creality Ender-3 V2.

Выбор пластика и сопла на принтере
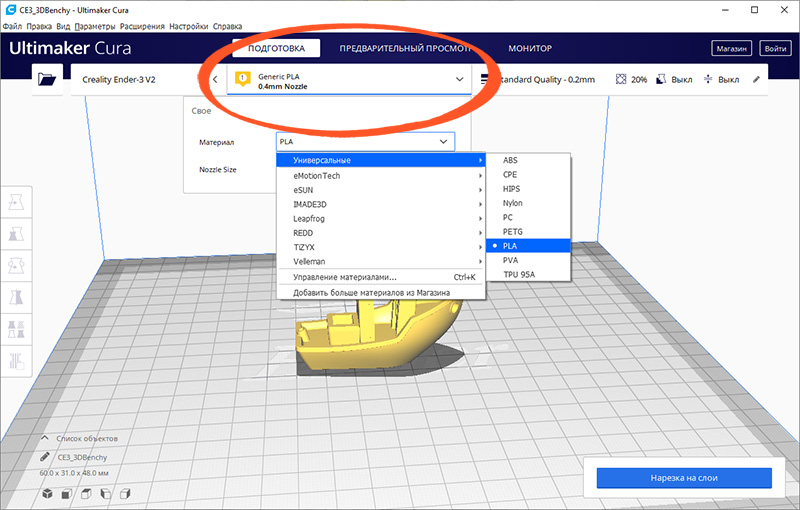
Ваш принтер Creality Ender-3 V2 позволяет печатать различными видами пластика и использовать сопла с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберите ваш пластик. Мы печатаем PLA-пластиком, поэтому выбрали «PLA» в разделе «Универсальные».
Выбор настроек слайсинга
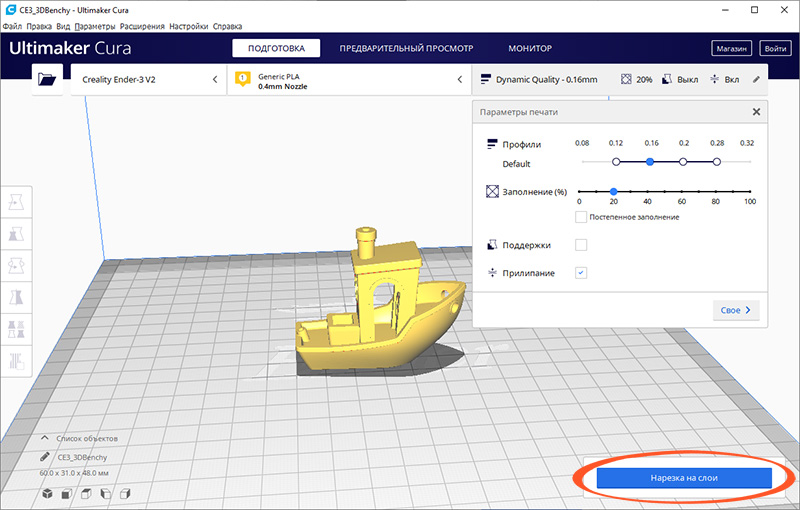
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики Cura постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.

Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.

Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.

Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.

Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут. Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.

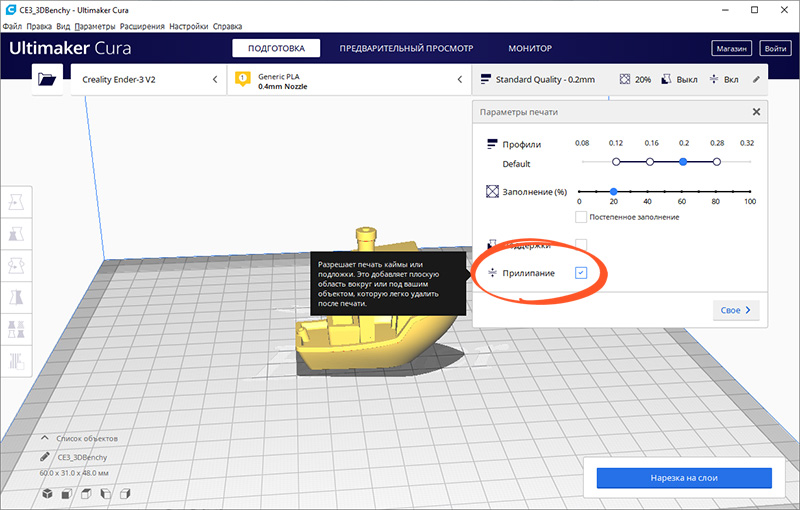
Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.
Предварительный просмотр
Нажмите кнопку «Нарезка на слои». После этого слайсер просчитает траекторию головки и сгенерирует G-код.
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.


Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.

Калибровка стола
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.

С помощью энкодера на экране войдите в пункт «Prepare».

Выберите пункт «Auto home». Принтер поставит сопло в нулевое положение.

После этого отключите моторы командой «Disable stepper».

Положите лист бумаги между соплом и столом. Подрегулируйте винт. Сопло должно царапать, но не рвать лист.

Сдвиньте рукой печатающую головку и стол. Повторите данную операцию в каждом углу стола, чтобы задать самое ровное положение в горизонтальной плоскости.
Смена пластика
Перед тестовой печатью мы уже заправили катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Нить пластика при печати плавится в сопле. Если сопло холодное, то пластик приплавится к соплу, и достать его не получится. Нагрейте сопло до температуры плавления пластика. Для этого надо зайти в пункт «Prepare».

Выберите пункт «Preheat PLA». Сопло начнёт разогреваться.

С помощью кнопки «Back» выйдете в основное меню.

Убедитесь, что сопло разогрелось до заданной температуры.

С помощью индикаторного колеса выкрутите нитку с пластиком из тефлоновой трубки и экструдера.

Обрежьте конец у нового пластика. Чтобы пластик попал в фитинг, а не застрял в экструдере, удобнее резать конец пластика под наклоном. Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры.

Заправьте конец катушки в экструдер и с помощью индикаторного колеса протолкните пластик до сопла.

Пластик должен потечь из сопла.

Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.

Зайдите в меню «Print».

Выберите файл с корабликом, который мы подготовили в слайсере.

Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры. Подождите, пока набирается температура.

Во время печати можно подрегулировать температуру сопла, скорость печати и несколько других параметров. Мы всё настроили в слайсере, поэтому менять ничего не надо.
В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Creality Ender-3 V2 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D моделей и экспериментов с разными типами пластика. Дерзайте!
Полезные ссылки
- Всё для 3D-печати в каталоге Амперки
- Где скачать бесплатные 3D-модели
Здравствуйте, уважаемые читатели! Начиная с этой статьи, я попытаюсь подробно рассказать вам о 3D печати на FDM принтерах, особенностях сборки и настройки. Начну, пожалуй, с рассмотрения наиболее популярной сейчас модели 3D принтера – Creality Ender 3. В этой публикации постараюсь рассказать о нюансах сборки этого принтера. Заинтересовавшихся, прошу под кат.
Сейчас мало кого можно удивить моделями и изделиями распечатанными на 3D принтерах. Прогресс не стоит на месте и как когда-то обычные принтеры поселились практически в каждой квартире, так и 3D печать набирает обороты и уже стала не достоянием лабораторий, а вполне себе домашним атрибутом, который может себе позволить приобрести творческий человек для решения своих задач. В этой части статьи я затрону тему популярной модели принтера Ender 3 так, как считаю данный принтер наиболее подходящим для домашнего использования как в соотношении цена/качество, так и по габаритам. Пожалуй, начнём с основных характеристик и упаковки.
Характеристики 3D принтера Creality Ender 3:
Бренд: Creality
Модель: Ender 3
Тип механики принтера механика: V-slot
Напряжение питания: AC 100-265 В 50-60 Гц
AC-DC источник питания: DC 24V 15A 360W
Технология печати: FDM
Размер печати: 220 х 220 х 250 мм (225 х225 х 250 мм)
Точность позиционирования: ± 0,1 мм
Максимальная скорость печати: 180 мм /с ( реально до 80 мм /с)
Диаметр филамента (пластиковый пруток): 1,75 мм
Тип филамента: PLA, ABS, PET-G, SBS, HIPS (TPU) и другие
Толщина слоя: 0,1-0,4 мм
Диаметр комплектного сопла: 0,4 мм
Формат файла для печати с карты памяти: G-Code
Режим работы: онлайн через USB подключение или с SD карты в автономном режиме
Максимальная температура сопла: 255 ℃
Хотенд: MK8
Экструдер: MK10 (боуден экструдер)
Максимальная температура подогрева стола: 110 ℃
Рама: алюминиевый профиль
Размер собранного принтера: 44 х 41 х 46,5 см
Размер упаковки: 51 х 40 х 19 см
Вес упаковки: 8.1 кг
Не ожидал, что коробка для поставки 3D принтера будет такой прямо скажем небольшой, всего 51 х 40 х 19 см. Вес комплекта 8.1 кг.


Про сохранность компонентов – большую часть объёма коробки занимает вспененный полиэтилен.

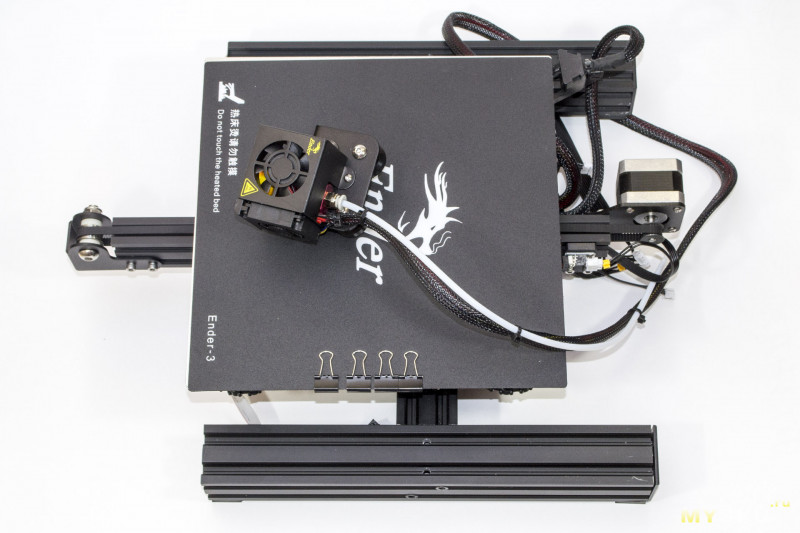
Внутри упаковки мы найдём полностью собранное основание принтера с установленным столом и все необходимые компоненты для завершения сборки, и настройки. Даже про шпатель для снятия напечатанных моделей со стола не забыли.

Помимо всех крепёжных элементов (уложены в индивидуальные подписанные пакетики) в комплект входят инструменты, которые понадобятся при сборке. CD карточка памяти, вставленная в USB картридер, на ней помимо ПО Ultimaker Cura необходимого для подготовки моделей к печати, есть полная документация на принтер, его сборку и настройку.

Бумажный вариант инструкции по сборке, также присутствует в комплекте. Инструкция довольно подробная и разбита на 12 шагов. Полный архив с документацией можно скачать по этой ссылке.
Модуль экрана с энкодером для навигации по меню принтера.

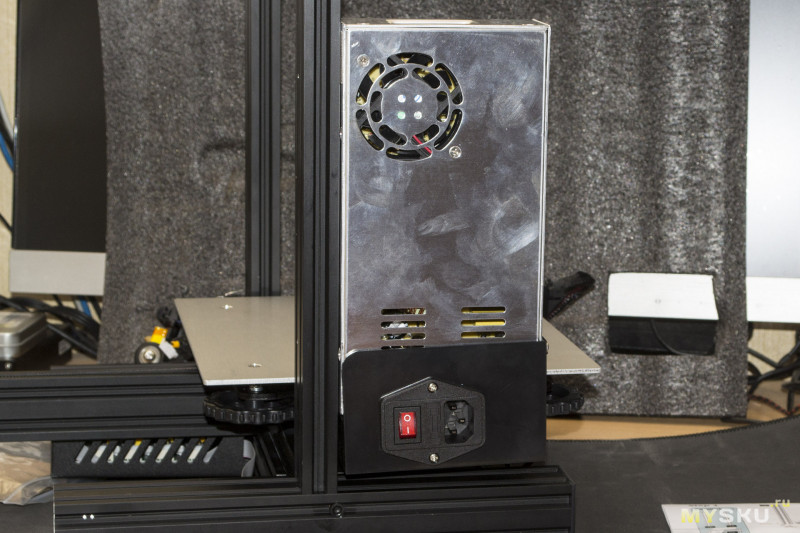
Блок питания с активным охлаждением – 350W/24V.


Экструдированные алюминиевые профили: 40х20 мм., вертикальные стойки оси Z; 20х20 мм., верхняя планка и направляющая каретки оси X. Резьбовой вал оси Z.

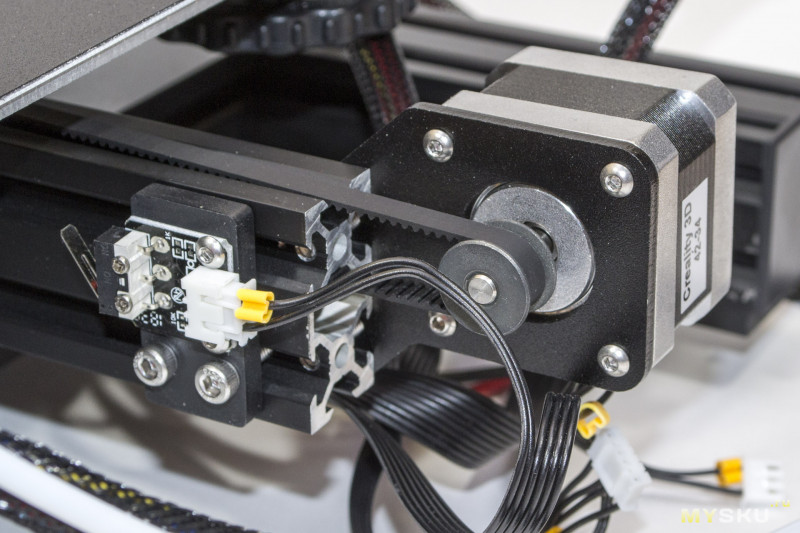
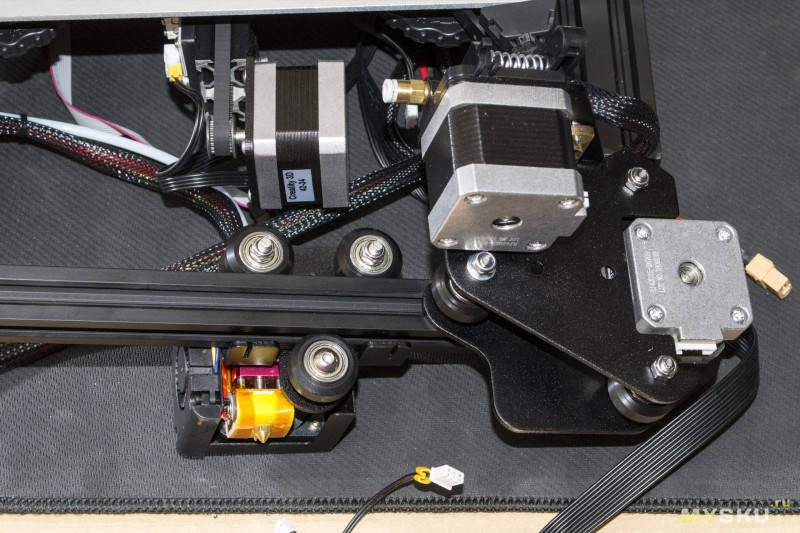
Мотор оси Z. Собранный на едином основании экструдер и мотор оси X, включая концевик оси X. Каретка оси X типа v-slot.

Полностью собранное из алюминиевых профилей 40х40 мм., основание принтера с установленной осью Y её мотором и концевиком. В основании принтера располагается отсек для основной управляющей платы принтера. Вся проводка уже подключена к плате и спрятана в оплётку типа «змеиная кожа». Основание, выполненное в виде буквы – H обеспечивает отличную жёсткость всей конструкции. А также на заводе изготовителе к управляющей плате подключен весь собранный узел печатающей головкой и трубка подачи пластикового прутка (филамента).
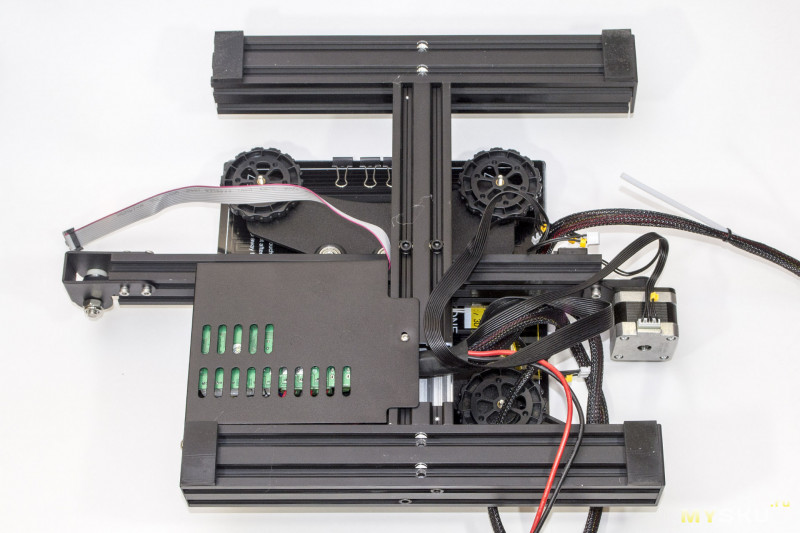
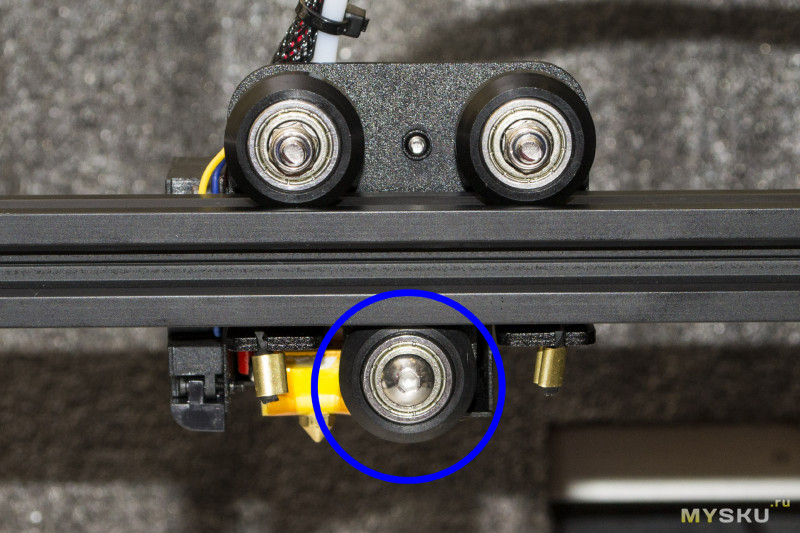
Стол принтера перемещается по экстрадированному профилю, относительно оси Y, на четырёх роликах из нейлона с запрессованными в них подшипниками.
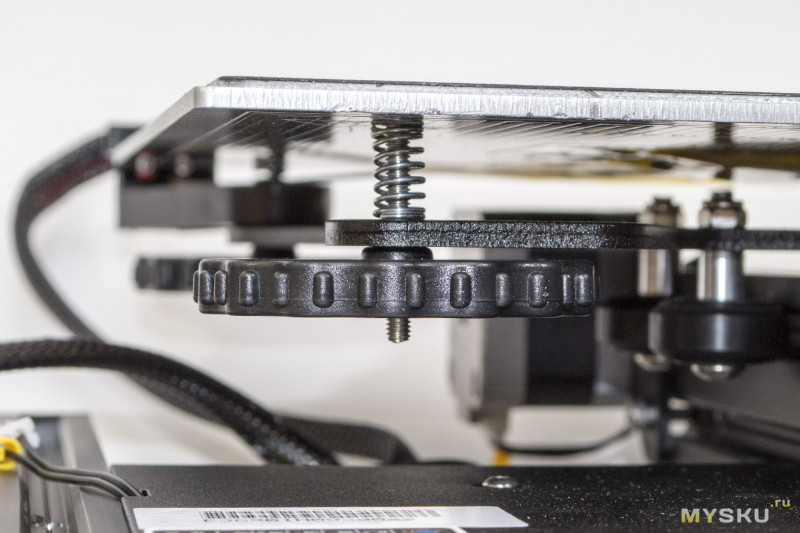
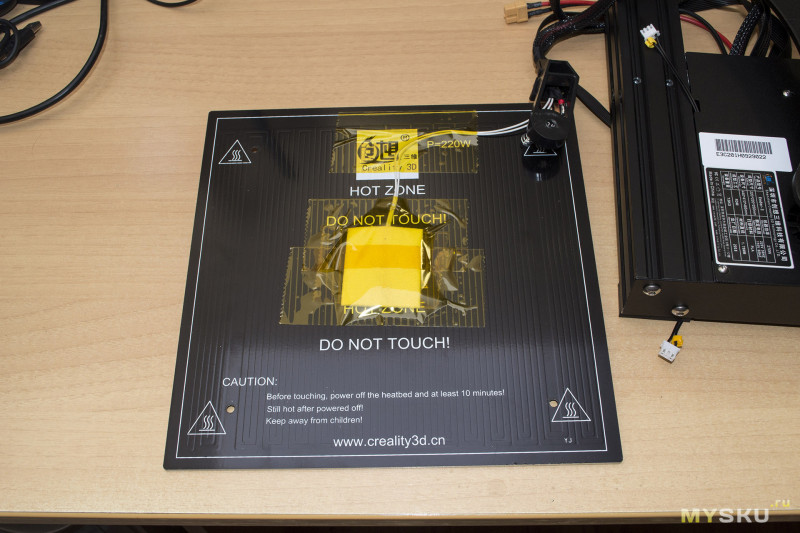
Подогреваемый стол сделан из алюминия, имеет размеры 235х235 мм. За регулировку стола отвечают четыре подпружиненных винта. Зона печати 220х220 мм, но на практике совершенно свободно можно печатать 230х230 мм.
Мотор оси Y уже установлен, подключен к плате. Ремень натянут.
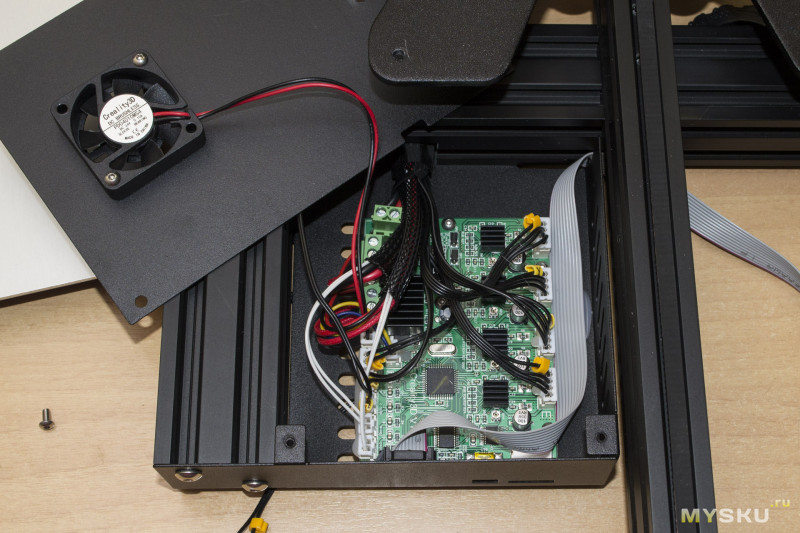
С левой стороны под небольшой крышкой скрывается плата управления.

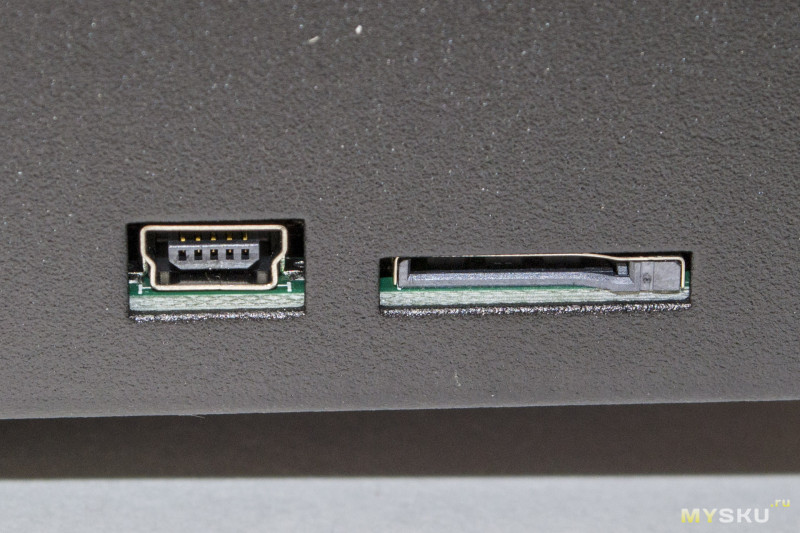
На торце можно увидеть слот для карточек памяти типа micro SD и разъём mini USB для подключения принтера к КП.
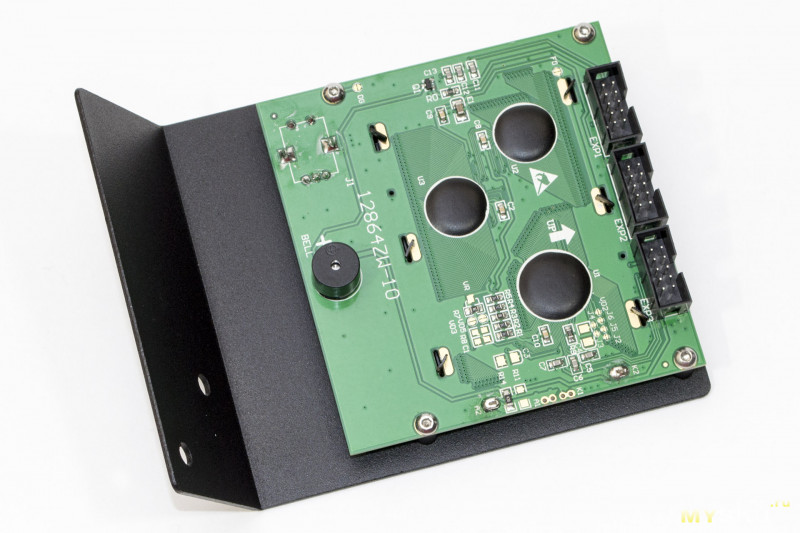
Основная плата при снятой крышке:
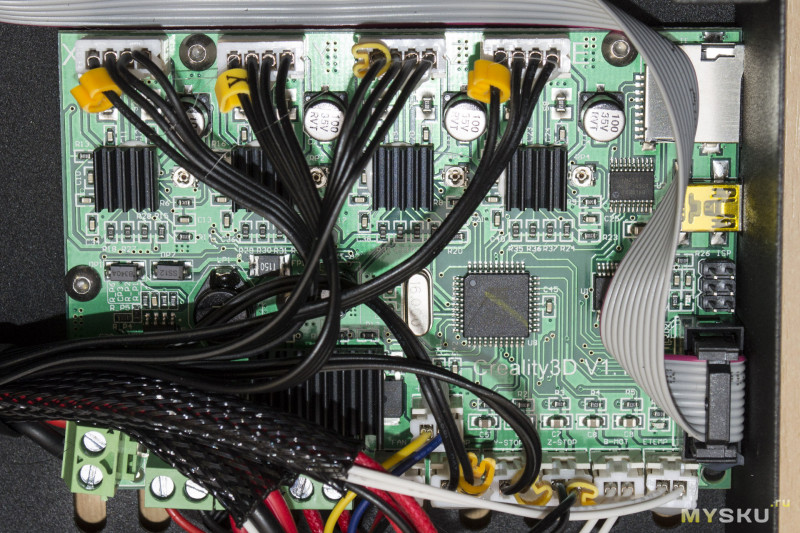
Плата работает под управлением 8-битного контроллера ATMEGA1284P.
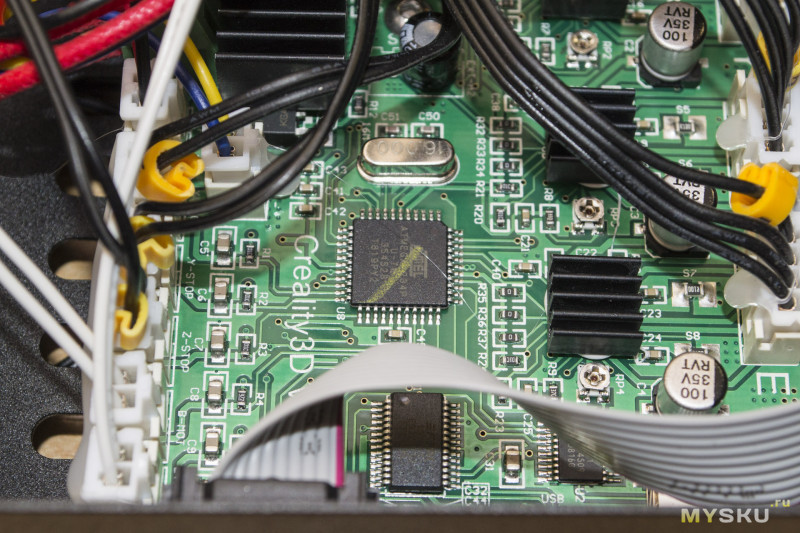
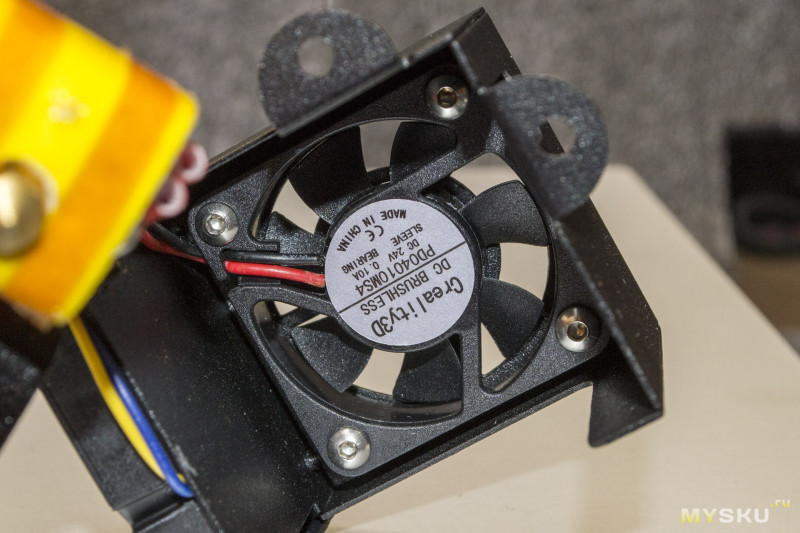
За охлаждение платы отвечает вентилятор 40х40 с питанием 24В. Интересная особенность – вентилятор охлаждения платы подключен параллельно вентилятору, который обдувает модель. При печати некоторыми видами пластика обдув противопоказан. На мой взгляд, весьма странное схемотехническое решение, но его можно исправить, запитав охлаждение платы на постоянку от 24В или переделав охлаждение на 12В вентилятор через небольшой DC-DC преобразователь, в отсеке для управляющей платы ещё достаточно место для DIY творчества.
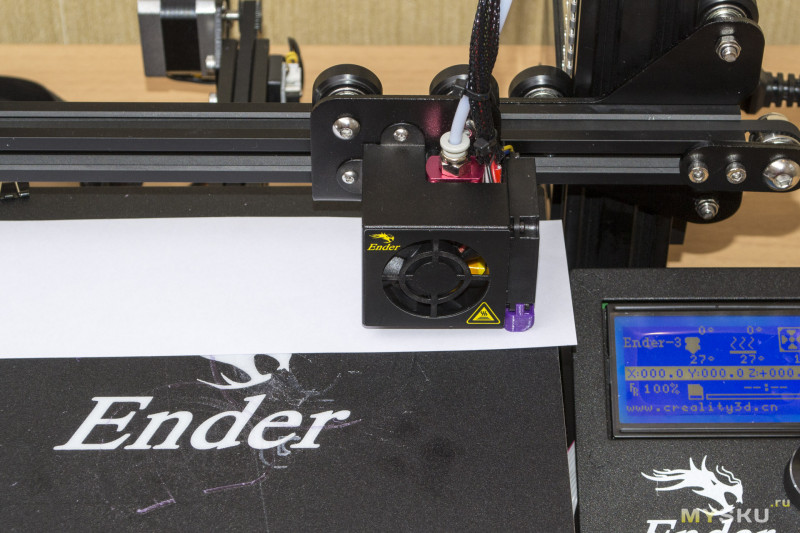
Узел печатающей головки, прикреплённый к каретке c роликами v-slot, уже собран, все провода аккуратно заделаны в оплётку.

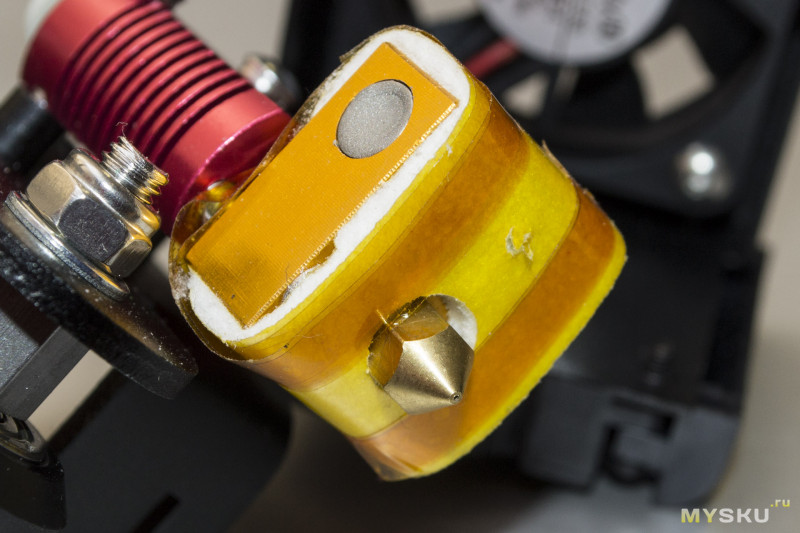
Хотенд МК8, служит для отвода тепла от термобарьера и направлению пластикового прутка в зону расплавления и печати.
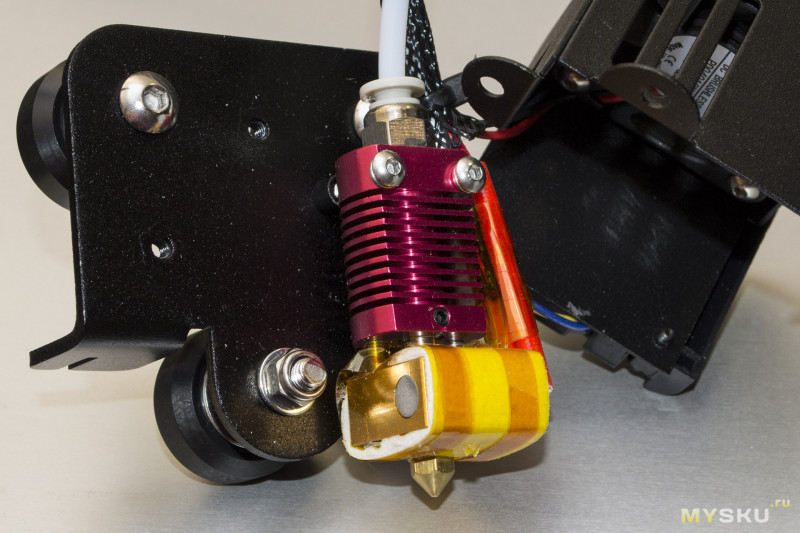
Стоковое сопло диаметром 0.4 мм. Запасное 0.4 мм, есть в комплекте.
Вентилятор охлаждения хотенда, напротив него за металлической стенкой – вентилятор для обдува модели (зоны печати).
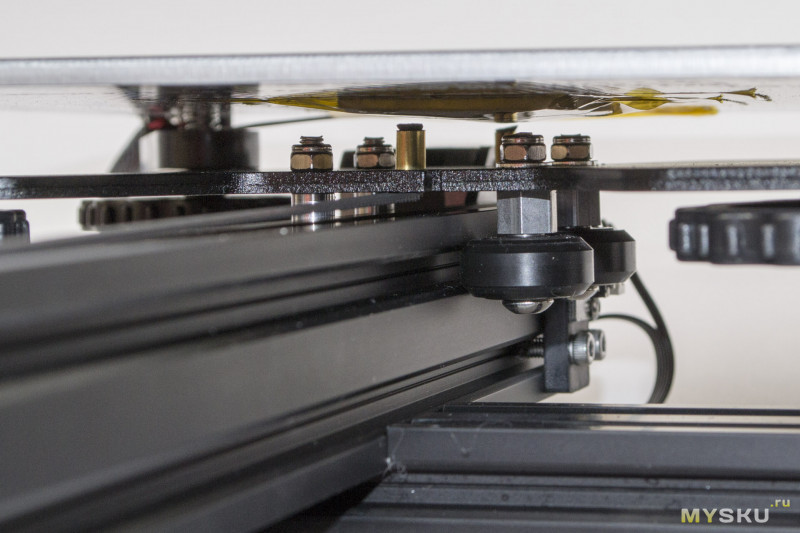
Начнём сборку принтера. Так как стол с мотором и приводом оси Y уже собран на заводе, необходимо проверить люфт стола относительно направляющего профиля, в любом случае он будет и его необходимо устранять.
Для этого демонтируем алюминиевый подогреваемый стол, открутив четыре подпружиненных регулировочных винта.
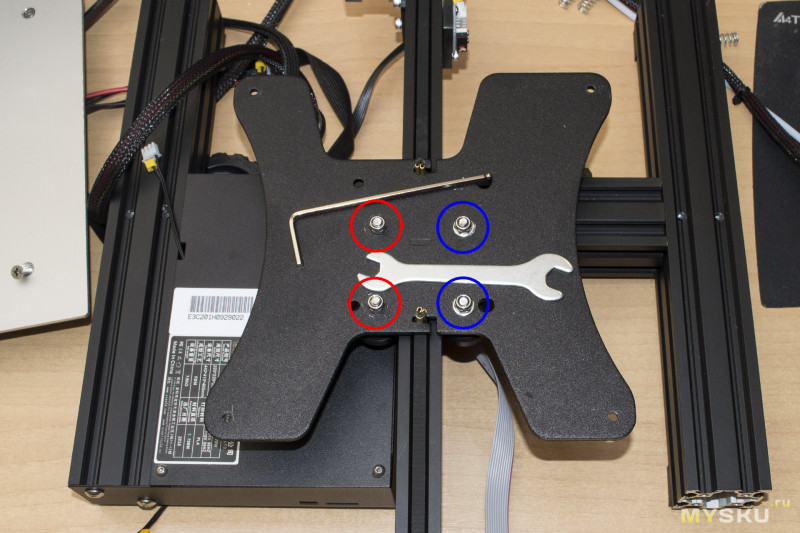
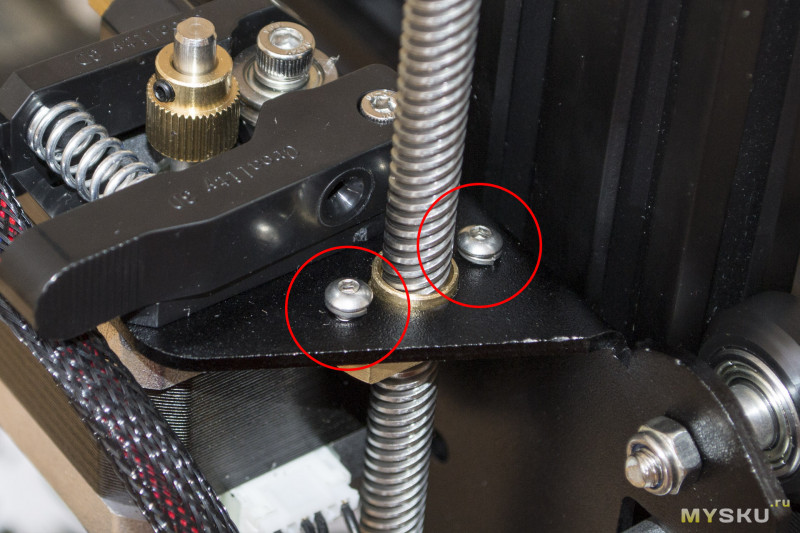
Металлическое основание стола перемещается по экструзии на четырёх роликах, при этом два из них (синий контур), которые с правой стороны, еще и на эксцентриках. Для начала проверяем затяжку роликов с левой стороны (красный контур). Далее, поворачивая оси эксцентриков (синий контур) необходимо выбрать люфты на оси Y, делать это надо аккуратно. Прижим ролика не должен провоцировать люфт относительно профиля и должен быть на грани скольжения по направляющей, если прокрутить его пальцами. Чрезмерный прижим роликов увеличит нагрузку на мотор и подшипники в роликах. При небольшом наклоне, основание стола должно свободно перемещаться по направляющей под собственным весом даже с надетым и натянутым ремнём. После того как нужный эффект достигнут, нужно зафиксировать положение эксцентриков просто затянуть самоконтрящиеся гайки. Весь необходимый комплект инструментов есть в комплекте поставки.
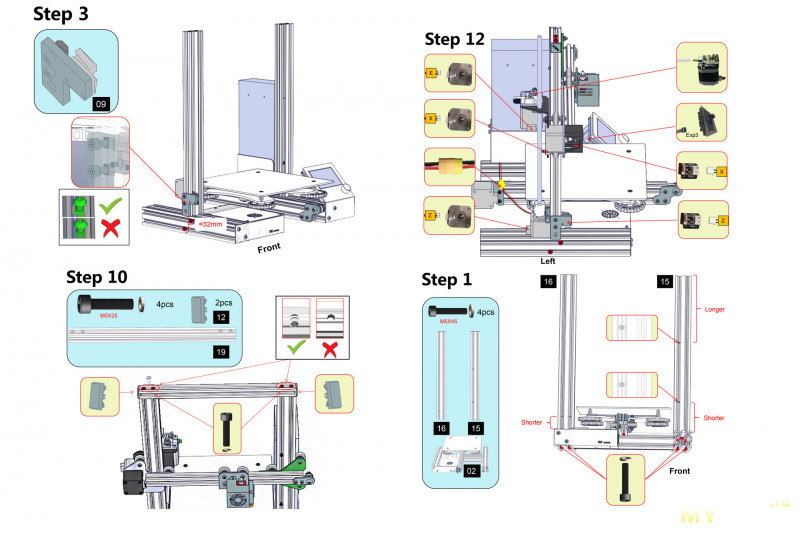
Устанавливаем вертикальные направляющие (профиль 40х20 мм.). Тут вроде проблем возникнуть не должно. Внимательно смотрите инструкцию и не перепутайте их местами и положением, иначе потом крепёжные отверстия просто не совпадут.

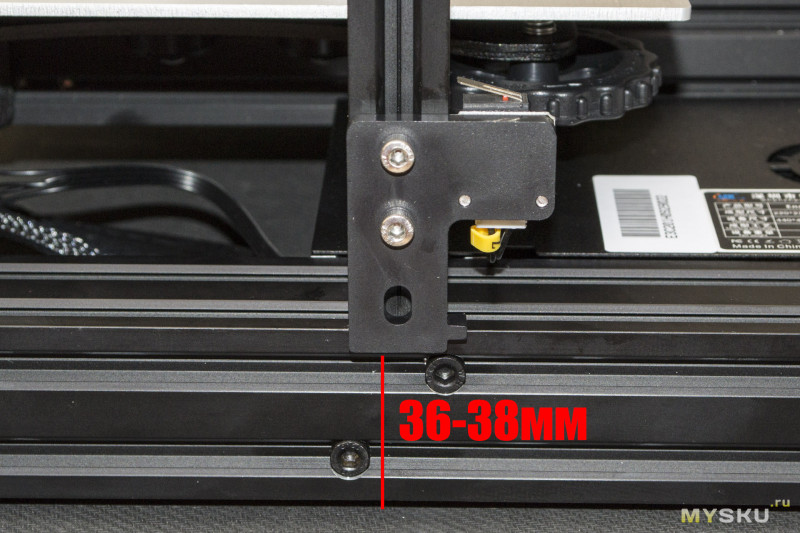
Устанавливаем концевик оси Z. В инструкции указано, что расстояние от торца профили до концевика, должно быть 32 мм. Вот так делать не надо, иначе при первом включении головка упрётся в стол, и хорошо, если ничего не погнёт или поломает. Если не планируете использовать стоковое пластиковое адгезивное покрытие, устанавливайте концевик на расстоянии 36 мм. Если планируете сразу установить на стол стекло – 38-39 мм (в зависимости от толщины стекла 3-4 мм).
Монтируем блок питания на 24В. Единственное на что надо обратить внимание, это в каком положении находится переключатель входного переменного напряжения 115В/230В.
На направляющий профиль установим мотор оси Z. Затягивать крепление до конца не надо, оставьте небольшой свободный люфт.
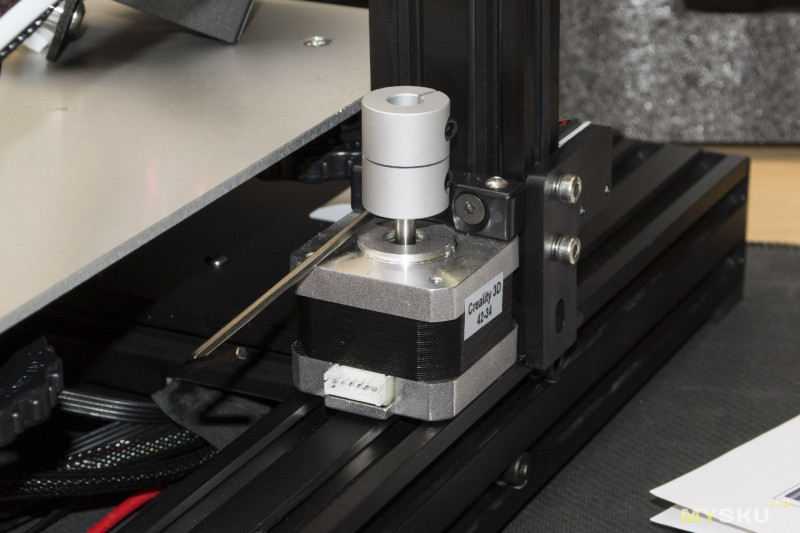
Устанавливаем винтовой вал оси Z.
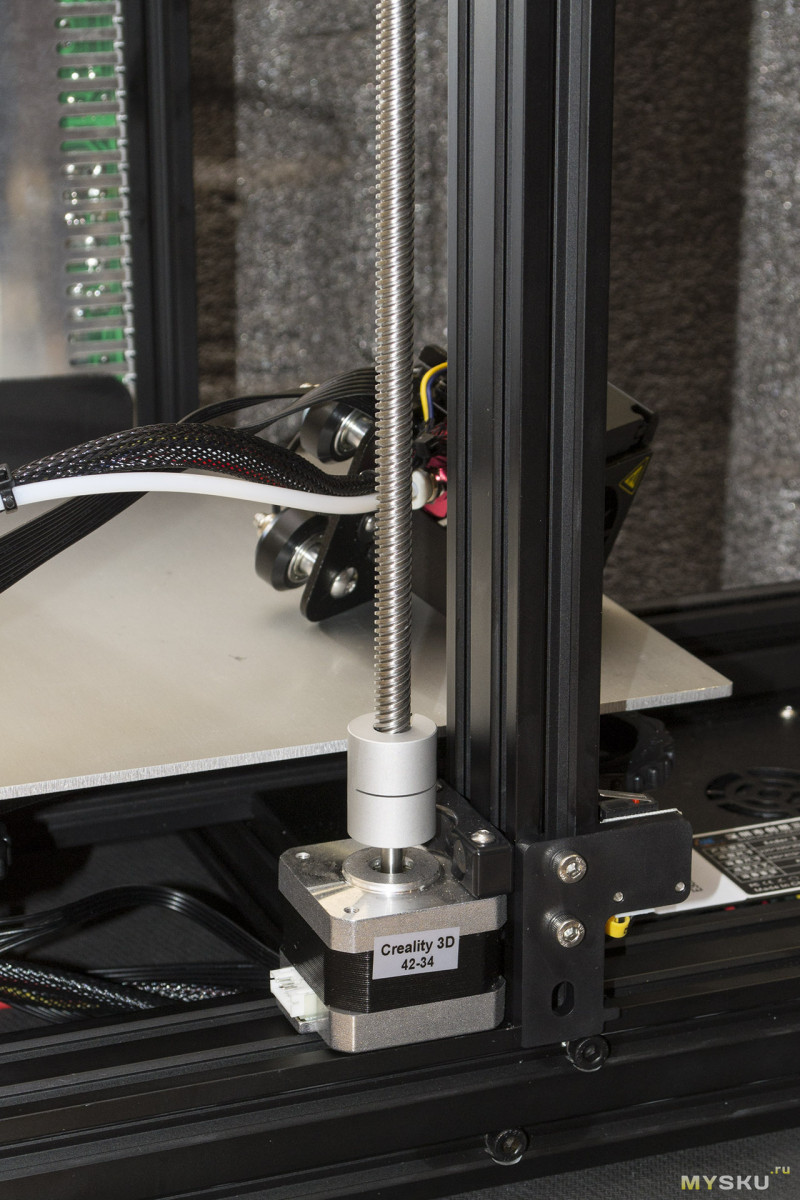
Резьбовой вал крепится к двигателю оси через муфту. Вставляем вал в муфту и затягиваем крепление.
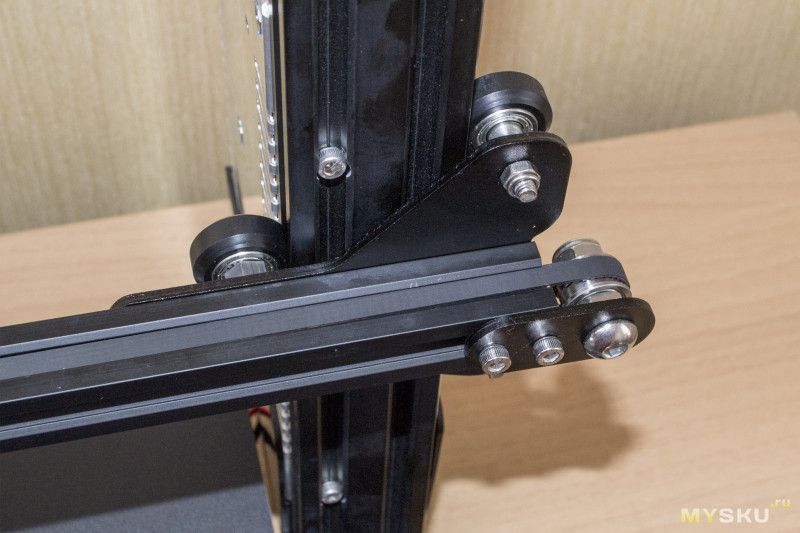
Настало время собрать ось X, по которой будет перемещаться печатающая головка принтера. Установим каретку на направляющую оси (профиль 20х20 мм.). Далее, необходимо прикрутить к направляющей мотор и экструдер которые уже смонтированы на металлическое основание в комплекте с роликами. Главное – соблюсти соосность. Даже небольшой перекос может привести к заклиниванию оси при перемещениях по направляющей. А для исправления этого косяка придётся снимать всю ось.
Тоже правило распространяется на v-slot каретку, которая расположена на другом конце профили. Она должна быть соосна алюминиевому профилю.

Теперь аккуратно устанавливаем собранную ось X на направляющие. Ролики должны без закусывания войти в экструзию профили. Винтовой вал в резьбовую втулку.
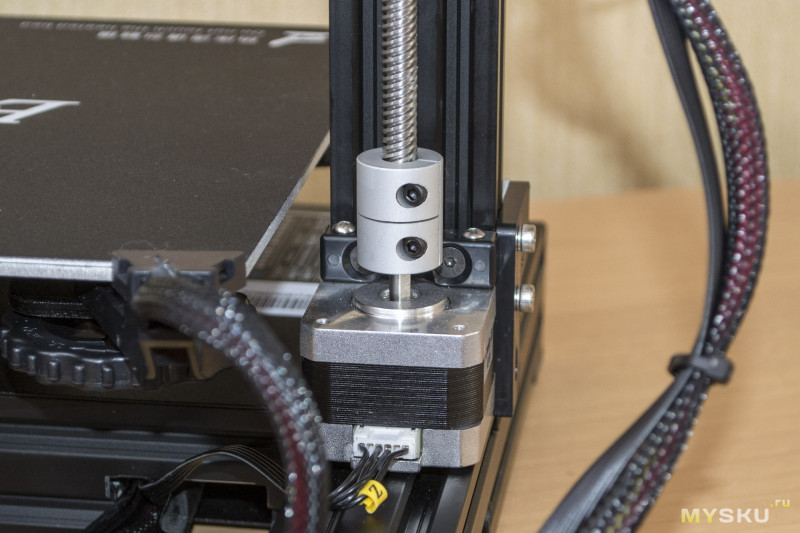
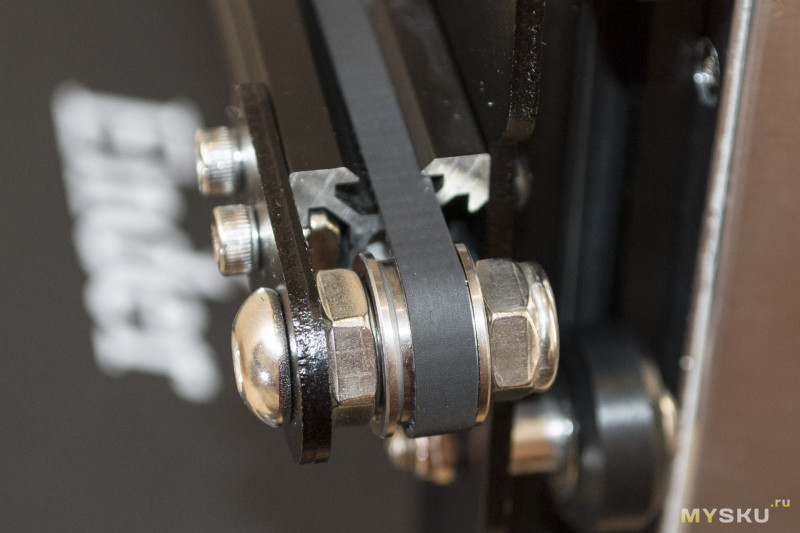
Самый важный момент. Перед установкой оси X на своё законное место – необходимо ослабить два фиксирующих винта резьбовой втулки винтового вала (ослабляем без фанатизма, чтобы немного перемещалась в продольной плоскости и не болталась). Винтовой вал не может быть идеально ровным и может иметь небольшую кривизну – делая плавающий узел сопряжения вала со втулкой, компенсируем возможную кривизну вала. И тогда не нудно городит «огород» из подкладок под двигатель оси Z.
Продеваем и закрепляем зубчатый ремень. Устанавливаем натяжитель ремня, но пока его не натягиваем.
Проверяем люфт в роликах, которые будут перемещаться по оси Z. Один из роликов (синий контур) имеет ось с эксцентриком для регулировки прижима, вращая ось ролика избавляемся от свободных люфтов, но сильно прижимать ролик не следует. Вращая за винтовой вал руками проверяем, чтобы вся ось X без рывков и равномерно перемещалась (вверх/вниз) вдоль направляющих профилей. Если закусывает или перемещение разных концов осей неравномерны, немного ослабляем эксцентрик ролика.
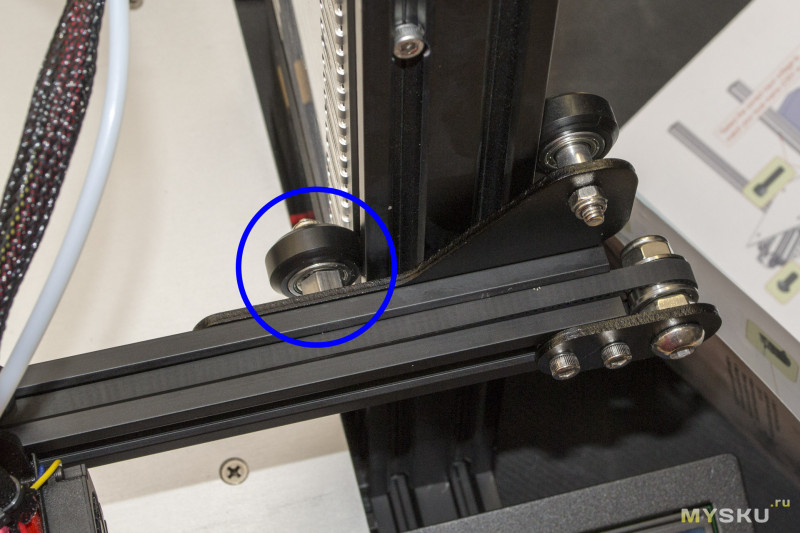
Ту же самую операцию проделываем для каретки печатающей головки, нижний ролик имеет эксцентрик на оси. Просто убираем люфт и проверяем, чтобы всё перемещалось свободно. После этого можно натянуть ремень натяжителем согласно инструкции. Вы скажете, а почему я сначала установил ремень, а не после регулировки. Отвечу на этот вопрос. Когда узел будет отрегулирован и ролики прижмутся к направляющим, продеть завальцованные медной трубкой концы ремня не повредив поверхность самих роликов – достаточно проблематично.
Устанавливаем верхней алюминиевый профиль 20х20 мм. Перед тем как крепить профиль к вертикальным стойкам нужно установить держатель катушки с пластиком, потом это будет сделать проблематично, не дадут винты крепления профиля к стойкам. Сам держатель лучше перевернуть плоской стороной от себя, это позволит устанавливать более широкие катушки с филаментом.

Модуль дисплея с энкодером я установил в последнюю очередь, чтобы исключить его повреждение в процессе сборки. Шлейф необходимо подключать к разъёму №3.

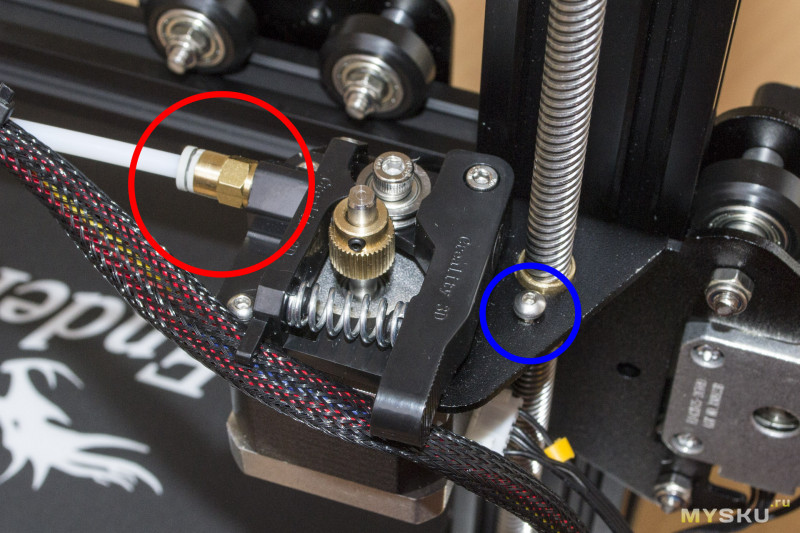
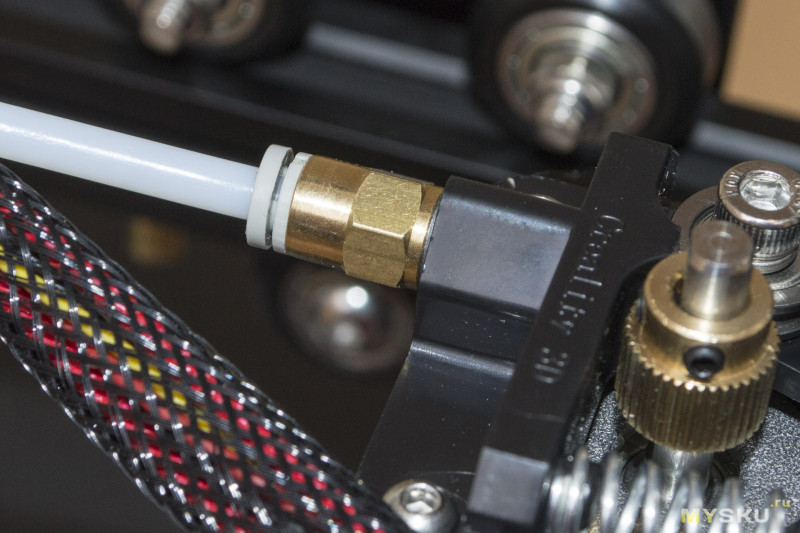
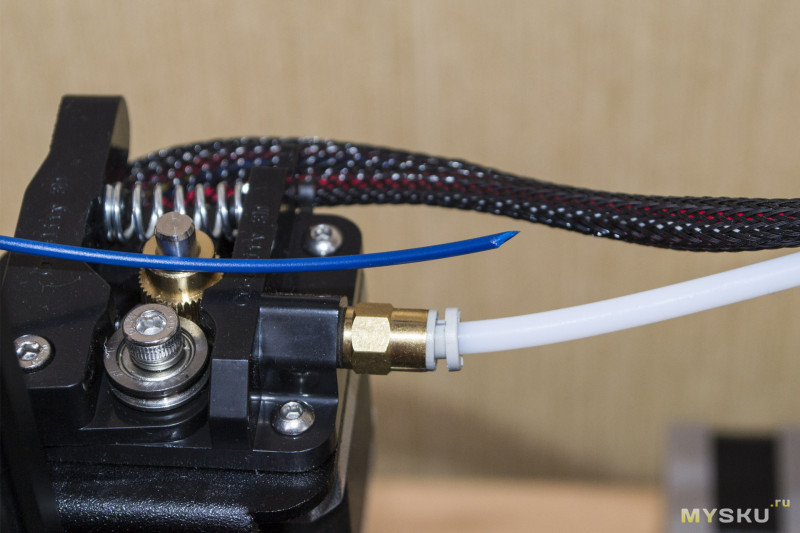
К экструдеру прикручиваем фитинг и вставляем в него PTFE трубку (фторопластовая термостойкая пневмотрубка). Фитинг затягивать сильно не надо иначе сорвет резьбу внутри экструдера. Вращая винтовой вал руками установите ось X примерно в 150 мм от поверхности стола. После этого можно немного затянуть винта резьбовой втулки, в идеале лучше под винты подложить маленькие пружинки, например, от автоматической шариковой ручки. После этого можно окончательно затянуть винты крепления двигателя оси Z.
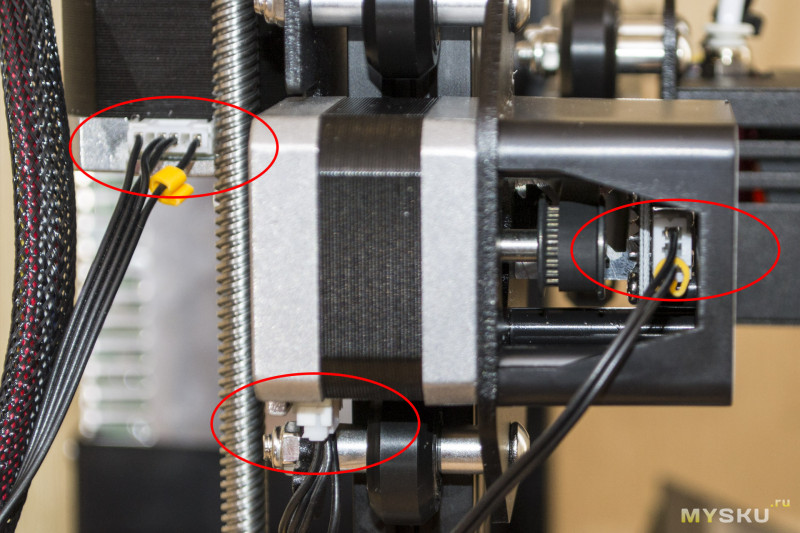
Согласно инструкции, подключаем все разъёмы к концевикам и шаговым двигателям, сложного там ничего нет, на каждом кабеле есть бирка с обозначением нужной оси.
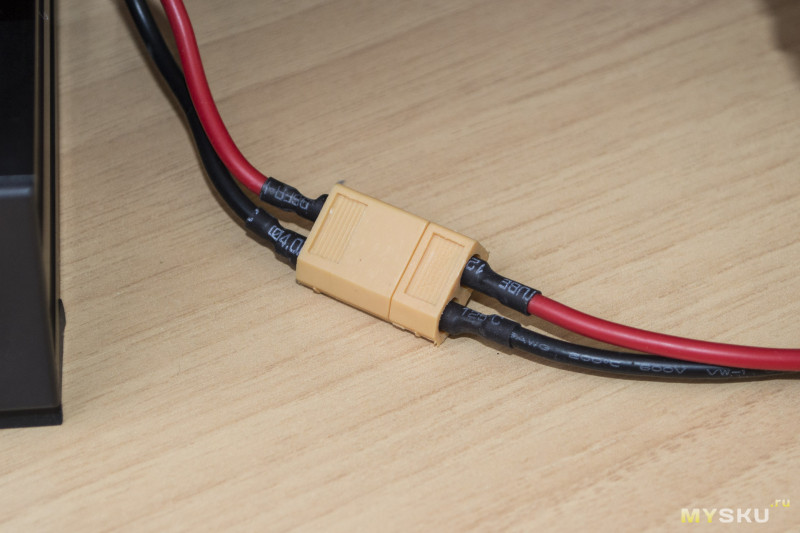
Подключаем разъём от блока питания к основной плате, используется известный всем моделистам XT60. На этом основная сборка 3D принтера закончена. Останется только нейлоновыми стяжками «облагородить» проводку.
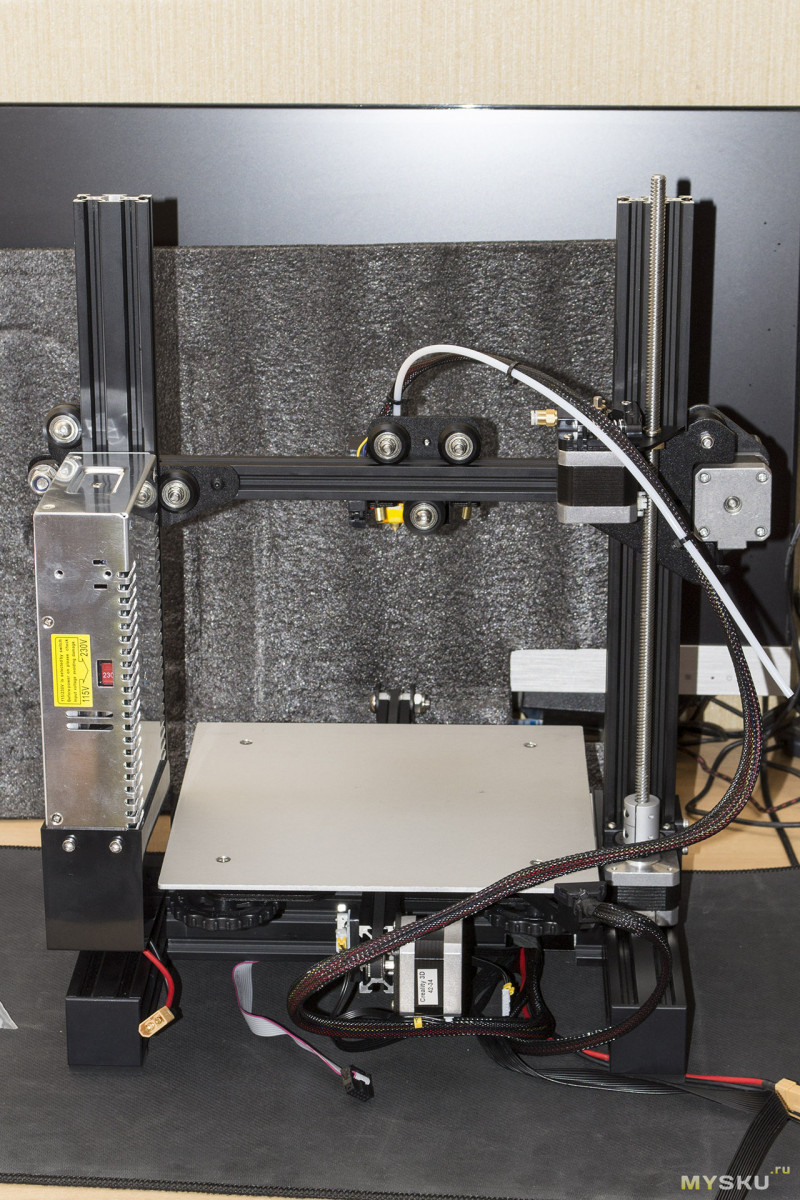
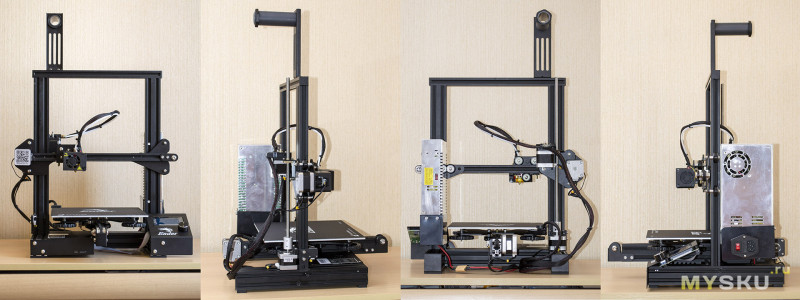
Принтер получился весьма компактным 44 х 41 х 46.5 см, думаю практически в любой квартире найдется небольшой уголок для его размещения. Постоянного подключения к ПК принтеру не требуется, он может печатать непосредственно с карты памяти. Отпадает возня с длинными USB кабелями. Более подробные фото убрал под спойлер.
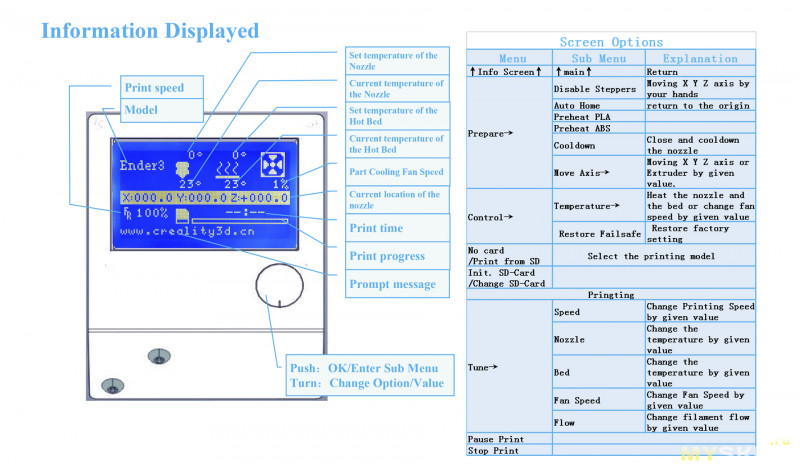
В принтере использована модифицированная прошивка Marlin. Её немного урезали по сравнению с полной версией, отключили контроль защит по температуре, EEPROM и сервисные опции. Основные функции, поддержка печати с карт памяти и ПК, нагрев стола и сопла, перемещения стола, включение обдува модели, остались и позволяют без проблем работать с принтером. Более подробно с опциями можно ознакомиться в прилагаемом к принтеру «гайде» который записан на комплектную CD карту (ссылка на pdf). Примеры меню принтера – убрал под спойлер.
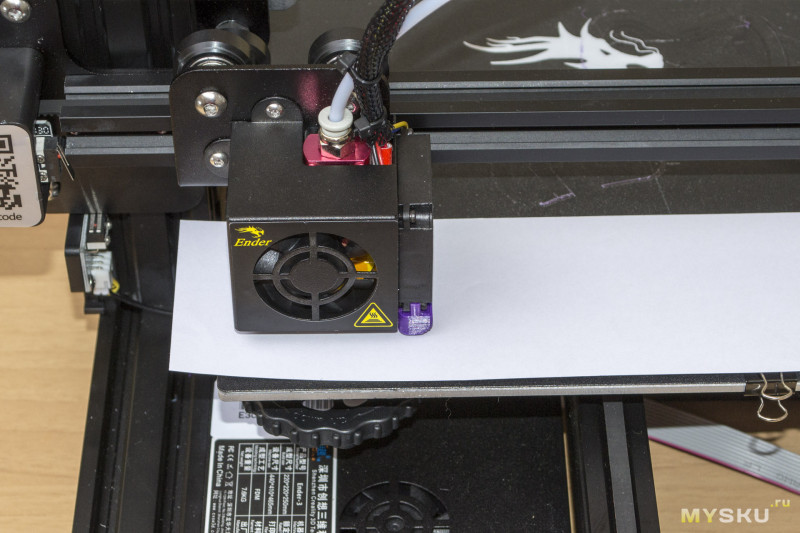
Немного хочу рассказать про калибровку стола принтера. Процедура несложная, скорее нудная и требует внимания. Для калибровки необходимо включить принтер, нажать на энкодер, войти в меню Prepare –> Auto Home. Головка принтера переместится в нулевой положение. В том же меню активируем Disable Steppers (отключаем режим удержания двигателей) для того, чтобы можно было вручную перемещать каретку по Х и Y (Z не трогаем, она у нас уже «дома»). Перемещая вручную стол и каретку с печатающей головкой необходимо регулировочными винтами стола добиться зазора примерно 0.1 мм хотя бы в пяти точках стола, по углам и в центре. В качестве щупа можно использовать полоску обычной офисной бумаги, бумага должна с небольшим усилием проходить между столом и соплом. Лучше контролировать каждую точку несколько раз. Если стол имеет довольно большую кривизну, не беда в следующей статье, где я буду рассматривать апгрейды для этого принтера, расскажу, как установить стекло вместо стоковой адгезивной подложки. Стекло в большинстве случаев решает все проблемы изгиба стола.
Заправка прутка в принтер. Для начала нужно разогреть сопло принтера. Включаем принтер, заходим в меню Prepare и активируем преднагрев сопла Preheat ABS. Сопло начнёт нагревается до 230 градусов. Сматываем немного филамента (около метра), кусачками делаем заострение на конце прутка.
После того как сопло достигнет нужной температуры – отжимаем пружину экструдера и вставляем пруток чтобы он попал в тефлоновую трубку, не отпуская пружину, рукой проталкиваем пруток до момента, когда почувствуете сопротивление.
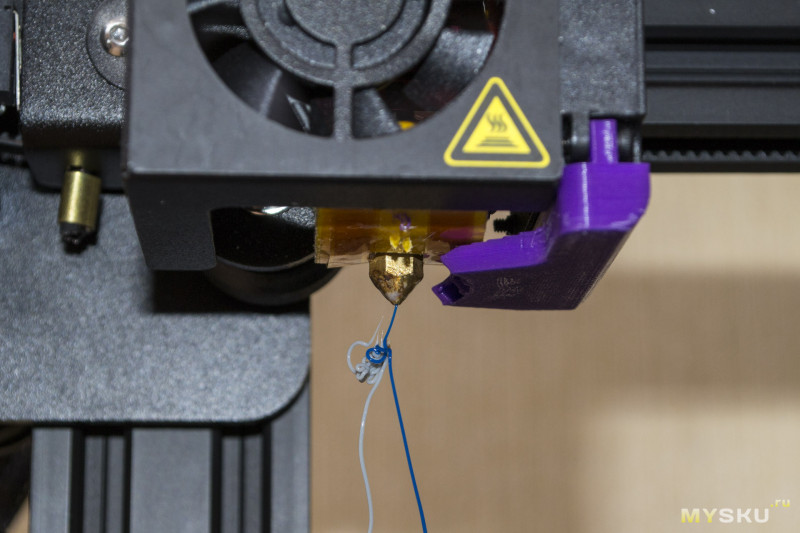
Продолжаем аккуратно давить рукой на пруток – из сопла начнёт выдавливаться размягчённый пластик. Можно опустить прижимную пружину экструдера и рукой удалить натёкший пластик. Вот все премудрости при заправке. Если вы меняете тип пластика или его цвет, дождитесь пока из сопла уйдут остатки старого материала.
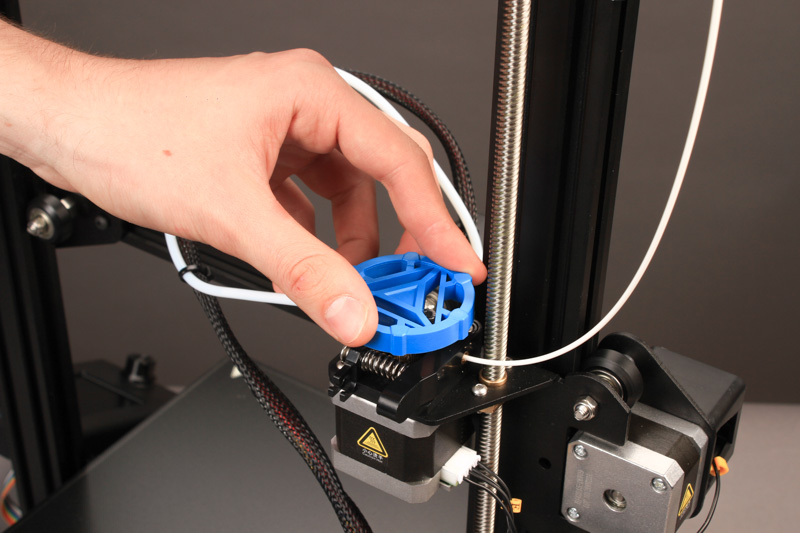
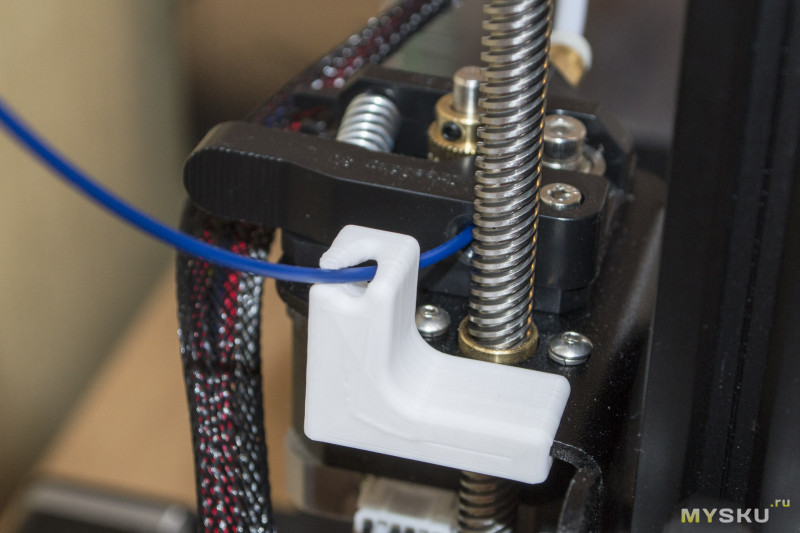
Сразу после калибровки стола из пластика PLA (прилагался к принтеру), напечатал небольшой апгрейд – направляющую для прутка которая крепится рядом с экструдером. Комплектного пластика немного, около 5 метров, но это позволит после сборки сразу проверить работоспособность принтера.
Несколько примеров, напечатанных на ENDER 3 моделей. Печатал из пластика PLA и Pet-g. Примеры печати убрал под спойлер.
Примеры печати на 3D принтере Ender 3
PLA, толщина слоя 0.1 мм., скорость печати 40 мм/сек., стол 60 °C, сопло 210 °C.



PLA, толщина слоя 0.2 мм., скорость печати 60 мм/сек., стол 60 °C, сопло 210 °C.


Pet-g, толщина слоя 0.2 мм., скорость печати 60 мм/сек., стол 75 °C, сопло 228 °C. Модель замка состоит из трёх напечатанных отдельно деталей.

Игрушка – гироскоп, печатается как один 3D объект сразу с внутренними сочленениями. PLA, толщина слоя 0.2 мм., скорость печати 60 мм/сек., стол 60 °C, сопло 210 °C.

Напечатал несколько апгрейдов для принтера.

Для RC хобби из Pet-g:



ENDER 3 – действительно удивил, этот принтер без всяких проблем может отлично печатать непосредственно после сборки и настройки стола. Простая сборка и отличная жёсткость всей конструкции не требующая никаких серьёзных доработок. Хорошее качество печати – на уровне принтеров, цена которых в несколько раз больше. За сумму сравнимую с ценой покупки средненького китайского смартфона мы получаем великолепный инструмент, который может покрыть большую часть потребностей, дизайнера, моделиста и радиолюбителя (и даже домохозяйки). Моё мнение – ENDER 3 на сегодняшний день это лучшее вложение денег для тех, кто хочет ознакомиться с основами 3D печати. Единственный, на мой взгляд, минус – не совсем правильная схема обдува модели, это устраняется за несколько минут распечаткой модифицированного сопла для обдува зоны печати, но об этом в следующей части статьи.
Во второй части этой статьи поделюсь с читателями информацией о доступных для этого принтера апгрейдах. Установим стекло вместо стокового покрытия. Рассмотрим виды пластика (филамента) и их особенности. Разберём особенности ПО Ultimaker Cura, необходимого для подготовки 3D моделей к печати на принтере.
Продолжение следует!
p.s. Цена на принтер ENDER 3 с купоном MAOS3D – $219.99
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Столько материалов, столько воды и сиксилион страниц. Но всЁ теперь гораздо проще.
1.выключаем принтер полностью и шнурок из розетки
 2.снимаем крышку где мозги.
2.снимаем крышку где мозги.
 3.находим надпись на плате похожую и фотаем(в моем случае V4.2.2), собираем обратно.
3.находим надпись на плате похожую и фотаем(в моем случае V4.2.2), собираем обратно.
 4.заходим на офф сайт с прошивками https://www.creality.com/pages/download?spm=..page_1995881.header_1.1
4.заходим на офф сайт с прошивками https://www.creality.com/pages/download?spm=..page_1995881.header_1.1
Выбираем свой принтер (мой ENDER 3 PRO )
 5, Переводим на родной язык кликнув правой кнопкой (либо любой другой вариант).
5, Переводим на родной язык кликнув правой кнопкой (либо любой другой вариант).
 6,Из имеющегося разворачивая список выбераем нужное по версии платы(которую фотали),Смотрим чтоб был мультиязык и наличие или отсутсвие датчика автокалибровки стола.
6,Из имеющегося разворачивая список выбераем нужное по версии платы(которую фотали),Смотрим чтоб был мультиязык и наличие или отсутсвие датчика автокалибровки стола.
 7. скачиваем , Делаем все как написано в инструкции к прошивке!!!извлекаем файлик и кидаем на сому чистую флешку без лишних папок.USB ПК не должен быть подключен к принтеру, от него идет питание!!!8.»4. Перезагрузитесь = включите принтер» 9.Видим китайский язык.
7. скачиваем , Делаем все как написано в инструкции к прошивке!!!извлекаем файлик и кидаем на сому чистую флешку без лишних папок.USB ПК не должен быть подключен к принтеру, от него идет питание!!!8.»4. Перезагрузитесь = включите принтер» 9.Видим китайский язык. 10.Клацаем шайбу и листаем до «2 снизу». (смотрите чтоб ироглифы были теже) есть куча приложений с переводом по фото(тут написано про язык китайский)
10.Клацаем шайбу и листаем до «2 снизу». (смотрите чтоб ироглифы были теже) есть куча приложений с переводом по фото(тут написано про язык китайский)
 11.Клац шайбу, выбираем нужный язык.
11.Клац шайбу, выбираем нужный язык. 12.клацаем все назад(верхние строчки) и радуемся.
12.клацаем все назад(верхние строчки) и радуемся.
 С вас +1 если помогло.
С вас +1 если помогло.