Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Руководство по установке и подключению пресса
![]()
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Руководство по установке и подключению пресса
![]() Руководство по установке и пусконаладке пресса
Руководство по установке и пусконаладке пресса
Инструкция
по установке и пусконаладке пресса ПГП
 Перед
Перед
эксплуатацией оборудования необходимо ознакомится с инструкцией по эксплуатации
и техническим паспортом.
1. Пресс
устанавливается на ровную, твердую поверхность. Не допускается попадание
осадков (дождь, снег) наэл.двигатель и масляный бак пресса.

2.
На опоре в нижней части пресса
имеются отверстия для анкерных болтов, а также точка подключения заземления.

3. Для заправки пресса гидравлической жидкостью
используется заливная горловина в масляном баке. В качестве гидравлической
жидкости применяется масло И20-А(при эксплуатации без отрицательных
температур ) или масло ВМГЗ (для эксплуатации при отрицательных
температурахот -30 до +40).

4. Установить уровень гидравлической жидкости,
при помощи глазка на боковой стенке масляного бака.

5. Подключение 3-х фазного
электропитания производится с помощью электромонтажных клемноков.
 6.
6.
Правильность подключения 3-х фазного электропитания определяется
кратковременным включением эл.двигателя(открыть верхнюю загрузочную дверь и
кратковременно нажать на зеленую кнопку) и определением направления вращения
ротора. Направление вращения должно
совпадать со стрелкой.
7. Если направление вращения ротора не совподает со
стрелкой, необходимо поменять местами провода двух фаз, в колодке подключения, и
повторно проверить направление вращения ротора.

8. Заключительным этапом подготовки пресса ПГП к
эксплуатации является прокачка гидравлической системы. Для этого требуется
сделать два-три полных цикла опускания и подъема прижимной плиты.
Пресс ПГП Готов к работе!
Видео инструкция по установке и пусконаладке пресса
{{manual}}
Телефон технической поддержки: +7 920 368
71 39 (Михаил)
![]()
pgp-press@mail.ru
pgp-press@yandex.ru
Контакты
Тел.: 8(920)368-71-39 (Михаил)
офис/факс: +7 (4932) 46-51-91
Поделится
© 2000-2019 pgp-press.ru
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Компактный пресс для мусора.
Небольшой вес кипы позволяет работать на прессе одному оператору без использования механических средств.
Позволяет устранить нарекания СЭС и пожарной инспекции.
Прессы серии МИНИ отличаются пониженным энергопотреблением.
Данная модель предназначена для прессования макулатуры, отходов текстильной и швейной промышленности.
Возможна комплектация с бункерной дверью (доплата к стоимости 5%).
|
|
Технические характеристики |
|
| Усилие прессования | т | 4 |
| Характеристики силовой установки | 220В 2,2 кВт | |
| Габариты (в×ш×г) | мм | 2000х900х500 |
| Загрузочное отверстие(в×ш) | мм | 550×600 |
| Масса пресса | кг | 250 |
| Размер тюка (в×ш×г) | мм | 400×600×350 |
| Вес тюка до (в зависимости от материала) | кг | 15 ÷ 30 |
| Цикл прессования | сек | 35 |
| Удаление тюка | механизированное | |
| Увязка тюка | ручная | |
| Количество ниток обвязки | шт | 2 |
| Цена в стандартном исполнении: | от 154 000 руб. | |
| Цена в автоматическом кнопочном исполнении: | от 226 000 руб. |

Пресс ПГП-4 мини является одним из самых компактных и недорогих устройств серии «мини», с двигателем 380В. Он монтируется в условиях небольших помещений с ограниченным объемом и отлично подходит для установки в небольших:
- магазинах;
- торговых объектах;
- рынках;
- складских помещениях.
Применяется для сжатия объема бумажного и картонного мусора, полимерной и гибкой тары. Пресс ПГП-4 мини позволяет существенно снижать расходы на вывоз отходов более, чем в 4 раза. Кроме того, получаемые в результате прессования тюки занимают в несколько раз меньше пространства и снижают риски получения штрафов со стороны соответствующих служб.
Если перед Вашим производством возникла необходимость утилизации и вывоза отходов, обращайтесь к нам. Мы реализуем высококачественные и производительные прессы для пакетирования макулатуры и прочих отходов, которые станут лучшим решением производственных проблем. Высокую производительность прессов, а также выгодные условия сотрудничества с нашей компанией уже смогли по достоинству оценить многие предприятия промышленности и небольшие организации. Убедитесь и Вы – покупайте пресс ПГП-4 мини по действительно доступной стоимости.
Конструкция и характеристики
О преимуществах использования этого пресса можно говорить очень долго, все они связаны с его техническими параметрами. Пресс обладает целым рядом эксплуатационных преимуществ:
- Компактным габаритам, позволяющим экономить площадь для размещения прессов, a также освобождать пространство для складирования прессованного мусора;
- выходе прессованной кипы небольших габаритов 400*600*35 мм и массы 15-30 килограмм, поэтому пресс может обслуживать один человек;
- возможностью функционирования в российских климатических условиях при температуре от -35 C +40 C;
- выходу тюка с помощью цепей, фиксируемых в процессе обвязки.
Поэтому его можно устанавливать даже в небольших помещениях. Пресс совершенно неприхотлив к установке, его можно ставить даже на улице, обеспечив навесом для защиты от атмосферных осадков и поставив на ровную поверхность, чтобы предотвратить перекос плиты. Его также отличает простота эксплуатации – никакой специальной подготовки для оператора не потребуется. Техническое обслуживание агрегата может производиться всего один раз в 6 месяцев – оно сводится к элементарной замене масла и фильтров
Кроме этого, пресс ПГП-4 мини обладает высокой производительностью — за смену (8 рабочих часов) на нем можно спрессовать 600 кг вторичного сырья. Подключается к сети 380 В, двигатель имеет мощность 1,5 кВ, что позволяет существенно экономить электроэнергию.
Купить ПГП-4 мини
Мы предлагаем широкий ассортимент прессовального оборудования по доступной стоимости. Все агрегаты сертифицированы и имеют официальную гарантию от производителя. Кроме того, мы гарантируем:
- доступную стоимость;
- быструю доставку;
- предпродажную подготовку и тестирование;
- полное документальное сопровождение сделки.
Для заказа стоит просто набрать наш номер — консультанты компании ответят на любой интересующий вопрос и предоставят наиболее исчерпывающую информацию.
ПГП-4 мини представляет собой компактное электрогидравлическое оборудование для прессования отходов в небольших количествах, что делает его востребованным в сфере малого бизнеса и предприятий имеющих ограниченное количество твердых бытовых отходов – до 1 тонны в день: магазины, рынки и торговые точки, швейные цеха, точки быстрого питания и другие производства не промышленного масштаба.
Гидравлический пресс ПГП — 4 мини, обладает компактным размерам, и предназначается для прессования и обработки определенного вида отходов и мусора (твердых бытовых отходов – ТБО).
ПГП-4 мини доступны в двух модификациях:
— ПГП-4 мини Бункерного типа (для удобной загрузки мелкой фракции вторсырья: пищевая упаковка, алюминиевая банка, пищевой пластик и мелкая тара). Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
— Стандартная — универсальная модель ПГП-4 мини с глухой задней стенкой имеющей проемы для увязки тюка, открывание загрузочной двери с лева-направо. Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
Для запрессовки и пакетирования в ПГП-4 мини допустимы: текстиль, ветошь, синтетические наполнители текстильной промышленности, картон (картонная упаковка и коробки), бумага – включая отходы полиграфического производства, отходы поли-пропиленовой упаковки (стрейч, пленка, полипропиленовая лента), отходы пищевой промышленности и точек общепита (пластиковая и бумажная посуда и упаковка, пищевая жестяная и алюминиевая тонкостенная тара).
Оптимальное конструктивное решение ПГП-4 мини позволяет легко управлять прессом и обслуживать агрегат с минимальными физическими затратами оператора на загрузку отходов и выгрузку готовой кипы.
Качество сборки пресса ПГП-4 мини соответствует высокому качеству комплектующих деталей импортного производства. Шток и цилиндр производства Румыния и гидрораспределитель из Болгарии гарантируют нашему оборудованию отличную работу. Специальное хромовое покрытие штока продлевает срок его эксплуатации ПГП-4 мини в несколько раз.
Процесс работы ПГП-4 мини ( В инструкции по эксплуатации подробно описан процесс работы на ПГП) прессования и формирования кипы включает в себя:
- Подготовка и укладка ниток обвязки в ручьи для обвязки, расположенных на дне пресс-камеры;
- Непосредственно укладка отходов в пресс-камеру и запрессовка, данный этап включает в себя несколько циклов прессования (от 4 до 8 циклов опускания и поднятия пресс-плиты), с целью формирования кипы нужного размера по высоте и плотности;
- Обвязка кипы (шпагатом, веревкой, полипропиленовой лентой, либо вязальной проволокой)
- -выброс готовой кипы с помощью выгрузочной цепи, либо в ручную.
Размер готовой кипы ПГП-4 мини (ширина — 600мм, глубина – 400мм, высота – до 600мм), является оптимальным для ее складирования, перемещения и транспортировки, без использования специальных погрузочных средств, вес кипы может составлять от 10 до 40 кг (в зависимости от состава отходов и эффективности и плотности прессовки)
Основными достижениями пгп-4 мини стали:
— Снижение веса, высоты и габаритов конструкции, вес в 250 кг и высотой 2 метра..
— Эргономичный размер и вес готового тюка (20-40кг, Ш/В/Г,мм — 600/500/400), оптимален для манипуляций с помощью человеческой силы, без применения спец.средств по подъему и перемещению готовой кипы.
— Ускоренный цикл прессования (20-27 сек.) и возможность обработки 80-140 кг вторсырья в час, с выходом 4-5 тюков, весом 20-40 кг.
— Увеличенное окно загрузки — Ш/В/Г,мм — 600/500/400, позволяющее помещать в пресс объемные материалы для прессования (коробки, мусорные мешки и т.д).
— Основные рабочие элементы и узлы гидросистемы ПГП-4 мини вынесены из гидробака наружу — что обеспечивает визуальный крнтроль за их целостностью и исправностью, а в случае замены упрощает ремонт и монтаж.
Пресс ПГП-4 мини можно устанавливать как в теплых, так и в холодных помещениях, с температурой среды от –25оС до +45оС. Для работы оборудования при низких температурах, от –15оС и ниже, используется гидравлическое всесезонное масло ВМГЗ (не входит в комплект поставки). Все основные гидравлические агрегаты данного пресса выведены на внешнюю сторону, что позволяет легко производить их обслуживание, диагностику, ремонт либо замену. Модификации прессов ПГП-4 мини на 220В — дороже аналогичных на 380В — уточняйте у менеджеров, гидравлическое промывочное масло, после испытания и и установки давления — сливается и в комплект поставки ПГП-4 мини не включается.
")
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Компактный пресс для мусора.
Небольшой вес кипы позволяет работать на прессе одному оператору без использования механических средств.
Позволяет устранить нарекания СЭС и пожарной инспекции.
Прессы серии МИНИ отличаются пониженным энергопотреблением.
Данная модель предназначена для прессования макулатуры, отходов текстильной и швейной промышленности.
Возможна комплектация с бункерной дверью (доплата к стоимости 5%).
|
|
Технические характеристики |
|
| Усилие прессования | т | 4 |
| Характеристики силовой установки | 220В 2,2 кВт | |
| Габариты (в×ш×г) | мм | 2000х900х500 |
| Загрузочное отверстие(в×ш) | мм | 550×600 |
| Масса пресса | кг | 250 |
| Размер тюка (в×ш×г) | мм | 400×600×350 |
| Вес тюка до (в зависимости от материала) | кг | 15 ÷ 30 |
| Цикл прессования | сек | 35 |
| Удаление тюка | механизированное | |
| Увязка тюка | ручная | |
| Количество ниток обвязки | шт | 2 |
| Цена в стандартном исполнении: | от 154 000 руб. | |
| Цена в автоматическом кнопочном исполнении: | от 226 000 руб. |
Пресс ПГП-4 мини является одним из самых компактных и недорогих устройств серии «мини», с двигателем 380В. Он монтируется в условиях небольших помещений с ограниченным объемом и отлично подходит для установки в небольших:
- магазинах;
- торговых объектах;
- рынках;
- складских помещениях.
Применяется для сжатия объема бумажного и картонного мусора, полимерной и гибкой тары. Пресс ПГП-4 мини позволяет существенно снижать расходы на вывоз отходов более, чем в 4 раза. Кроме того, получаемые в результате прессования тюки занимают в несколько раз меньше пространства и снижают риски получения штрафов со стороны соответствующих служб.
Если перед Вашим производством возникла необходимость утилизации и вывоза отходов, обращайтесь к нам. Мы реализуем высококачественные и производительные прессы для пакетирования макулатуры и прочих отходов, которые станут лучшим решением производственных проблем. Высокую производительность прессов, а также выгодные условия сотрудничества с нашей компанией уже смогли по достоинству оценить многие предприятия промышленности и небольшие организации. Убедитесь и Вы – покупайте пресс ПГП-4 мини по действительно доступной стоимости.
Конструкция и характеристики
О преимуществах использования этого пресса можно говорить очень долго, все они связаны с его техническими параметрами. Пресс обладает целым рядом эксплуатационных преимуществ:
- Компактным габаритам, позволяющим экономить площадь для размещения прессов, a также освобождать пространство для складирования прессованного мусора;
- выходе прессованной кипы небольших габаритов 400*600*35 мм и массы 15-30 килограмм, поэтому пресс может обслуживать один человек;
- возможностью функционирования в российских климатических условиях при температуре от -35 C +40 C;
- выходу тюка с помощью цепей, фиксируемых в процессе обвязки.
Поэтому его можно устанавливать даже в небольших помещениях. Пресс совершенно неприхотлив к установке, его можно ставить даже на улице, обеспечив навесом для защиты от атмосферных осадков и поставив на ровную поверхность, чтобы предотвратить перекос плиты. Его также отличает простота эксплуатации – никакой специальной подготовки для оператора не потребуется. Техническое обслуживание агрегата может производиться всего один раз в 6 месяцев – оно сводится к элементарной замене масла и фильтров
Кроме этого, пресс ПГП-4 мини обладает высокой производительностью — за смену (8 рабочих часов) на нем можно спрессовать 600 кг вторичного сырья. Подключается к сети 380 В, двигатель имеет мощность 1,5 кВ, что позволяет существенно экономить электроэнергию.
Купить ПГП-4 мини
Мы предлагаем широкий ассортимент прессовального оборудования по доступной стоимости. Все агрегаты сертифицированы и имеют официальную гарантию от производителя. Кроме того, мы гарантируем:
- доступную стоимость;
- быструю доставку;
- предпродажную подготовку и тестирование;
- полное документальное сопровождение сделки.
Для заказа стоит просто набрать наш номер — консультанты компании ответят на любой интересующий вопрос и предоставят наиболее исчерпывающую информацию.
ПГП-4 мини представляет собой компактное электрогидравлическое оборудование для прессования отходов в небольших количествах, что делает его востребованным в сфере малого бизнеса и предприятий имеющих ограниченное количество твердых бытовых отходов – до 1 тонны в день: магазины, рынки и торговые точки, швейные цеха, точки быстрого питания и другие производства не промышленного масштаба.
Гидравлический пресс ПГП — 4 мини, обладает компактным размерам, и предназначается для прессования и обработки определенного вида отходов и мусора (твердых бытовых отходов – ТБО).
ПГП-4 мини доступны в двух модификациях:
— ПГП-4 мини Бункерного типа (для удобной загрузки мелкой фракции вторсырья: пищевая упаковка, алюминиевая банка, пищевой пластик и мелкая тара). Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
— Стандартная — универсальная модель ПГП-4 мини с глухой задней стенкой имеющей проемы для увязки тюка, открывание загрузочной двери с лева-направо. Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
Для запрессовки и пакетирования в ПГП-4 мини допустимы: текстиль, ветошь, синтетические наполнители текстильной промышленности, картон (картонная упаковка и коробки), бумага – включая отходы полиграфического производства, отходы поли-пропиленовой упаковки (стрейч, пленка, полипропиленовая лента), отходы пищевой промышленности и точек общепита (пластиковая и бумажная посуда и упаковка, пищевая жестяная и алюминиевая тонкостенная тара).
Оптимальное конструктивное решение ПГП-4 мини позволяет легко управлять прессом и обслуживать агрегат с минимальными физическими затратами оператора на загрузку отходов и выгрузку готовой кипы.
Качество сборки пресса ПГП-4 мини соответствует высокому качеству комплектующих деталей импортного производства. Шток и цилиндр производства Румыния и гидрораспределитель из Болгарии гарантируют нашему оборудованию отличную работу. Специальное хромовое покрытие штока продлевает срок его эксплуатации ПГП-4 мини в несколько раз.
Процесс работы ПГП-4 мини ( В инструкции по эксплуатации подробно описан процесс работы на ПГП) прессования и формирования кипы включает в себя:
- Подготовка и укладка ниток обвязки в ручьи для обвязки, расположенных на дне пресс-камеры;
- Непосредственно укладка отходов в пресс-камеру и запрессовка, данный этап включает в себя несколько циклов прессования (от 4 до 8 циклов опускания и поднятия пресс-плиты), с целью формирования кипы нужного размера по высоте и плотности;
- Обвязка кипы (шпагатом, веревкой, полипропиленовой лентой, либо вязальной проволокой)
- -выброс готовой кипы с помощью выгрузочной цепи, либо в ручную.
Размер готовой кипы ПГП-4 мини (ширина — 600мм, глубина – 400мм, высота – до 600мм), является оптимальным для ее складирования, перемещения и транспортировки, без использования специальных погрузочных средств, вес кипы может составлять от 10 до 40 кг (в зависимости от состава отходов и эффективности и плотности прессовки)
Основными достижениями пгп-4 мини стали:
— Снижение веса, высоты и габаритов конструкции, вес в 250 кг и высотой 2 метра..
— Эргономичный размер и вес готового тюка (20-40кг, Ш/В/Г,мм — 600/500/400), оптимален для манипуляций с помощью человеческой силы, без применения спец.средств по подъему и перемещению готовой кипы.
— Ускоренный цикл прессования (20-27 сек.) и возможность обработки 80-140 кг вторсырья в час, с выходом 4-5 тюков, весом 20-40 кг.
— Увеличенное окно загрузки — Ш/В/Г,мм — 600/500/400, позволяющее помещать в пресс объемные материалы для прессования (коробки, мусорные мешки и т.д).
— Основные рабочие элементы и узлы гидросистемы ПГП-4 мини вынесены из гидробака наружу — что обеспечивает визуальный крнтроль за их целостностью и исправностью, а в случае замены упрощает ремонт и монтаж.
Пресс ПГП-4 мини можно устанавливать как в теплых, так и в холодных помещениях, с температурой среды от –25оС до +45оС. Для работы оборудования при низких температурах, от –15оС и ниже, используется гидравлическое всесезонное масло ВМГЗ (не входит в комплект поставки). Все основные гидравлические агрегаты данного пресса выведены на внешнюю сторону, что позволяет легко производить их обслуживание, диагностику, ремонт либо замену. Модификации прессов ПГП-4 мини на 220В — дороже аналогичных на 380В — уточняйте у менеджеров, гидравлическое промывочное масло, после испытания и и установки давления — сливается и в комплект поставки ПГП-4 мини не включается.
Пресс ПГП-4 мини (380В)
Цена:
132000
Усилие прессования, тн:
4
Вес тюка, кг:
15-30
Вес тюка картон, кг:
25
Вес тюка пленка, кг:
30
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-4-5 мини (380В)
Цена:
147000
Усилие прессования, тн:
5
Вес тюка, кг:
20-35
Вес тюка картон, кг:
30
Вес тюка пленка, кг:
35
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-4-6 мини (380В)
Цена:
150000
Усилие прессования, тн:
6
Вес тюка, кг:
20-40
Вес тюка картон, кг:
35
Вес тюка пленка, кг:
40
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-6-4 мини (380В)
Цена:
152000
Усилие прессования, тн:
4
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-1 мини (220В)
Цена:
154000
Усилие прессования, тн:
4
Вес тюка, кг:
15-30
Вес тюка картон, кг:
25
Вес тюка пленка, кг:
30
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-6-5 мини (380В)
Цена:
157000
Усилие прессования, тн:
5
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6 мини (380В)
Цена:
160000
Усилие прессования, тн:
6
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-5-1 мини (220В)
Цена:
165000
Усилие прессования, тн:
5
Вес тюка, кг:
20-35
Вес тюка картон, кг:
30
Вес тюка пленка, кг:
35
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-7 мини (380В)
Цена:
166000
Усилие прессования, тн:
7
Вес тюка, кг:
22-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-6-1 мини (220В)
Цена:
168000
Усилие прессования, тн:
6
Вес тюка, кг:
20-40
Вес тюка картон, кг:
35
Вес тюка пленка, кг:
40
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-8 мини (380В)
Цена:
170000
Усилие прессования, тн:
8
Вес тюка, кг:
25-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-6-4-1 мини (220В)
Цена:
170000
Усилие прессования, тн:
4
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2,2
")
Пресс ПГП-6-7 мини (380В)
Цена:
172000
Усилие прессования, тн:
7
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6-5-1 мини (220В)
Цена:
176000
Усилие прессования, тн:
5
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-9 мини (380В)
Цена:
177000
Усилие прессования, тн:
9
Вес тюка, кг:
30-50
Вес тюка картон, кг:
45
Вес тюка пленка, кг:
50
Вес тюка пластик, ПЭТ, кг:
23
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-6-1 мини (220В)
Цена:
177000
Усилие прессования, тн:
6
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-8-1 мини (380В)
Цена:
184000
Усилие прессования, тн:
8
Вес тюка, кг:
25-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-12 мини (380В)
Цена:
185000
Усилие прессования, тн:
12
Вес тюка, кг:
30-60
Вес тюка картон, кг:
50
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
25
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-6-9 мини (380В)
Цена:
188000
Усилие прессования, тн:
9
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
25
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6-12 мини (380В)
Цена:
192000
Усилие прессования, тн:
12
Вес тюка, кг:
15-70
Вес тюка картон, кг:
60
Вес тюка пленка, кг:
70
Вес тюка пластик, ПЭТ, кг:
30
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-15 мини (380В)
Цена:
197000
Усилие прессования, тн:
15
Вес тюка, кг:
30-70
Вес тюка картон, кг:
65
Вес тюка пленка, кг:
70
Вес тюка пластик, ПЭТ, кг:
30
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-4-10-1 мини (220В)
Цена:
216000
Усилие прессования, тн:
10
Вес тюка, кг:
35-55
Вес тюка картон, кг:
45
Вес тюка пленка, кг:
55
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
Пресса пакетировочные серии ПГП мини

У Вас есть вопросы по данному товару?
В наличии
Артикул:
Серия Мини — это те же пресса, только более компактные во всех смыслах слова. В том числе и по ценам.
Пресс макулатурный пакетировочный (пресс для макулатуры) – оборудование для переработки отходов и макулатуры, которое предназначено и с успехом используется для прессования бумажных, пластиковых и прочих отходов, для прессования алюминиевых банок в компактные брикеты, позволяя существенно снизить объем вывозимых на переработку или утилизацию отходов, значительно уменьшить место для складирования отходов производства, избавиться от нареканий контролирующих государственных органов.
К примеру плотность картона до переработки может быть на уровне 30-50 кг/м3, а после спрессовывания в пакетировочном прессе плотность повышается в десять и более раз и достигает 350-600 кг/м3. Для ПЭТФ бутылки — 17-25 кг/м3 до прессования и 110-290 кг/м3, для полиэтилена — 12-16 кг/м3 навалом и 110-310 кг/м3 после прессования, для алюминия — 25-50 кг/м3 россыпью и 80-310 кг/м3 после прессования в пакетировочном прессе, для консервных стальных банок 80-110 кг/м3 до прессования и 290-610 кг/м3 в спрессованном брикете, для бумаги и газет — 200-380 кг/м3 навалом и после прессования в аккуратные брикеты плотность достигает 440-600 кг/м3. Пресс макулатурный пакетировочный (пресс для макулатуры), область применения – это мебельные фабрики, предприятия пищевой, бумажной промышленности, торговые центры, супермаркеты, складские комплексы и типографии. Пресс для ТБО (для твердых бытовых отходов) идеально подходят для прессования одноразовой посуды в кафе, предприятиях быстрого питания, фаст-фудов. Вся посуда, сложенная в пластиковые пакеты отлично прессуется в аккуратные брикеты. Все эти предприятия испытывают на себе проблему утилизации отходов. Пресс для ТБО отлично решает эту задачу полностью и позволяет на этом еще и заработать. А именно прессованный мусор (бумага, картон, пластик, алюминиевая тара) сдаются в пункты приема и переработки отходов за деньги. Пресс для ТБО способствует сохранению окружающей среды. Плюс к этому получаете экономическую выгоду от использования оборудования для переработки мусора. Временное же хранение брикетов не требует больших площадей. Гидравлический пресс выбирать необходимо с учетом планируемого объема перерабатываемого материала. Так же немаловажно выбрать размер получаемого при помощи пакетировочного пресса тюка для последующего его хранения и транспортировки.
Пресс для макулатуры, пресс для ТБО отходов, при правильном подходе их использование приносит ощутимую экономическую выгоду. Уменьшаются транспортные расходы на вывоз, экономится место на складе или в местах временного хранения отходов, удобно производить сортировку. Очень важным моментом является возможность точно оценить объем производимых отходов и планировать меры по их минимизации, так как учитывать брикеты, имеющие равномерную плотность гораздо удобнее и легче.
| Марка пресса | Усилие прессо- вания, т | Силовые характеристики | Габарит пресса (ВхШхГ), мм | Масса пресса кг. | Окно загрузки (ВхШхГ), мм |
| ПГП-2 мини | 2 | 380В 0,75кВт | 2100×750×450 | 250 | 550×500 |
| ПГП-2-1 мини | 2 | 220В 1,5 кВт | 2100×750×450 | 250 | 550×500 |
| ПГП-4 мини | 4 | 380В 1,5 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-1 мини | 4 | 220В 2,2 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-5 мини | 5 | 380В 1,5 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-5-1 мини | 5 | 220В 2,2 кВт | 2100×900×450 | 300 | 550×600 |
| ПГП-4-6 мини | 6 | 380В 1,5 кВт | 2100×900×450 | 300 | 550×600 |
| ПГП-4-6-1 мини | 6 | 220В 2,2 кВт | 2100×900×450 | 350 | 550×600 |
| ПГП-4-7 мини | 7 | 380В 2,2 кВт | 2100×900×450 | 350 | 550×600 |
| ПГП-4-8 мини | 8 | 380В 3,0 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-8-1 мини | 8 | 220В 2,2 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-9 мини | 9 | 380В 2,2 кВт | 2100×900×450 | 400 | 550×600 |
| ПГП-4-10-1 мини | 10 | 220В 2,2 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-12 мини | 12 | 380В 3,0 кВт | 2100×900×450 | 440 | 550×600 |
| ПГП-4-15 мини | 15 | 380В 3,0 кВт | 2100×900×450 | 460 | 550×600 |
| ПГП-6 мини | 6 | 380В 1,5 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-1 мини | 6 | 220В 2,2 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-4 мини | 4 | 380В 1,5 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-4-1 мини | 4 | 220В 2,2 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-5 мини | 5 | 380В 1,5 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-5-1 мини | 5 | 220В 2,2 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-7 мини | 7 | 380В 2,2 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-9 мини | 9 | 380В 2,2 кВт | 2300×900×500 | 420 | 550×580 |
| ПГП-6-12 мини | 12 | 380В 3,0 кВт | 2300×900×500 | 460 | 550×580 |
| Марка пресса | Габарит кипы (ВхШхГ), мм |
Вес кипы, кг | Производительность за смену (8 рабочих часов) кг | Материал прессования | ||||
| макулатура | текстиль | полиэтилен | ПЭТ бутылки |
отходы тонколистных цветных металлов | ||||
| ПГП-2 мини | 400х500х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-2-1 мини | 400х500х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4 мини | 400х600х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4-1 мини | 400х600х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4-5 мини | 400х600х350 | 20 ÷ 35 | до 600 кг. | да | да | да | нет | нет |
| ПГП-4-5-1 мини | 400х600х350 | 20 ÷ 35 | до 600 кг. | да | да | да | нет | нет |
| ПГП-4-6 мини | 400х600х350 | 20 ÷ 40 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-6-1 мини | 400х600х350 | 20 ÷ 40 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-7 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-8 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | да |
| ПГП-4-8-1 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | да |
| ПГП-4-9 мини | 400х600х350 | 30 ÷ 50 | до 600 кг. | да | да | да | да | да |
| ПГП-4-10-1 мини | 400х600х350 | 35 ÷ 55 | до 600 кг. | да | да | да | да | да |
| ПГП-4-12 мини | 400х600х350 | 30 ÷ 60 | до 600 кг. | да | да | да | да | да |
| ПГП-4-15 мини | 400х600х350 | 30 ÷ 70 | до 600 кг. | да | да | да | да | да |
| ПГП-6 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-4 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-4-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-5 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-5-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-7 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-9 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-12 мини | 500х600х400 | 15 ÷ 70 | до 600 кг. | да | да | да | да | да |
Цены в рублях, с НДС
Доставка до терминала ТК в г. Москва от 3 000 рублей до 6 000 рублей. Уточняйте.
| ПГП-2 мини | от 93 461 |
| ПГП-2-1 мини | от 102 506 |
| ПГП-4 мини | от 96 255 |
| ПГП-4-1 мини | от 111 815 |
| ПГП-4-5 мини | от 106 893 |
| ПГП-4-5-1 мини | от 119 840 |
| ПГП-4-6 мини | от 109 140 |
| ПГП-4-6-1 мини | от 122 087 |
| ПГП-4-7 мини | от 120 589 |
| ПГП-4-8 мини | от 123 906 |
| ПГП-4-8-1 мини | от 139 742 |
| ПГП-4-9 мини | от 128 614 |
| ПГП-4-10-1 мини | от 156 969 |
| ПГП-4-12 мини | от 134 499 |
| ПГП-4-15 мини | от 151 191 |
| ПГП-6 мини | от 116 202 |
| ПГП-6-1 мини | от 128 614 |
| ПГП-6-4 мини | от 110 745 |
| ПГП-6-4-1 мини | от 123 692 |
| ПГП-6-5 мини | от 113 955 |
| ПГП-6-5-1 мини | от 127 865 |
| ПГП-6-7 мини | от 125 404 |
| ПГП-6-9 мини | от 138 565 |
| ПГП-6-12 мини | от 139 956 |
ООО «БАЛТА ПРЕСС»
РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ
ИЗДЕЛИЕ: ПАКЕТИРОВОЧНЫЙ ПРЕСС
МОДЕЛЬ: ПП-300
СЕР: ПП
МОД.:_____________________
_________________________
Россия, Набережные Челны
ОГЛАВЛЕНИЕ
- Назначение и область применения ………………………………….…….3 стр.
- Транспортировка пресса ………………………………………………………..3 стр.
- Установка пресса …………………………………………………………….……..4 стр.
- Паспорт пресса ………………………………………………………………….…..5 стр.
- Общий вид пресса ……………………………………………………………………6 стр.
- Спецификация органов управления …………………………………….…7 стр.
- Гидравлические цилиндры пресса ………………………………………… 8 стр.
- Подготовка пресса к первому пуску ………………………………………9 стр.
- Перед началом работ ……………………………………………………………..9 стр.
- Порядок работы на прессе……………………………………………………..10 стр.
- Предупреждения общего характера…………………………………..….11 стр.
- Меры предосторожности………………………………………………………..13 стр.
- Условия эксплуатации……………………………………………………….….. 15 стр.
- Краткое описание конструкции и работы пресса …………… 15 стр.
- Обслуживание гидрооборудования………………………………………. 19 стр.
- Превентивное обслуживание …………………………………………………19 стр.
- Краткое описание конструкции и работы гидравлических элементов …………………………………………………………………………….…20 стр.
- Возможные неполадки и их исправление………………………………..21 стр.
- НАЗНАЧЕНИЕ ПРЕССА
Пресс пакетировочный гидравлический модели ПП-300 предназначен для изготовления из отходов и лома черных и цветных металлов пакетов, удобных для хранения, транспортировки и переплавки.
- ТРАНСПОРТИРОВКА ПРЕССА
Транспортировка пресса осуществляется владельцем самостоятельно* оповестив при этом завод-изготовитель/торговую компанию/дилера и запросив инструкцию по транспортировке. Пресс транспортируется закрытом состоянии гидроцилиндра формирования пакета, закрытом состоянии гидроцилиндра/ гидроцилиндров прессующей плиты, закрытом/полузакрытом состоянии гидроцилиндра крышки. Маслобак должен быть закрыт, все вентили, идущие из маслобака должны быть перекрыты. При транспортировке пресса необходимо предохранять отдельные выступающие части (маслобак, станция, электродвигатель, гидрораспределитель, гидромагистраль, опрокидывающее устройство, гидроцилиндры, и прочие) от повреждения. При транспортировке проверить исправность и надежность узла крепления к механизму, а также наличие страховочной стропы. Загрузка пресса осуществляется строго на подготовленную (ровную, отчищенную от посторонних предметов) платформу кузова грузового автомобиля, исключается загрузка пресса в специальные грузовые автомобили, предназначенные для перевозки вторичного металла или в другие грузовые автомобили, где есть выступающие элементы на платформе кузова которые могут помешать загрузке или повредить пресс. Выгрузка пресса осуществляется специалистом на заранее подготовленное место, отчищенное от посторонних предметов. Строповка осуществляется многоветвевым стропом, за специальные крепления, установленные по бокам пресса.
- УСТАНОВКА ПРЕССА
Пакетировочный пресс модели ПП-300 должен быть установлен стационарно на плоском, горизонтальном грунте или фундаменте. К месту установки должен быть подведен кабель КГ4•12 но не менее 10мм2 на каждую жилу(провод). Подключение пресса к электропитанию осуществляется самостоятельно* специалистом (электриком), при подключении необходимо оповестить завод-изготовитель/торговую компанию/дилера и запросить инструкцию по установке. Установка бокового гидроцилиндра осуществляется самостоятельно*, при установке необходимо оповестить завод-изготовитель/торговую компанию/дилера и запросить инструкцию по установке.
*При осуществлении данных операций без оповещения завода-изготовителя/торговой компании/дилера или при не соблюдении инструкций, владелец несет полную ответственность. Гарантия не распространяется на случаи когда данная операция повлекла за собой поломку или выход из строя узла при не соблюдении инструкции, не оповещении завода-изготовителя/торговой компании/дилера, не ознакомлением персонала с руководством по эксплуатации. В случае договоренности по оказанию пуско-наладочных работ владельца с заводом-изготовителем, последний осуществляет установку пресса.
ПАСПОРТ ПРЕССА
Тип станка: Пресс пакетировочный – гидравлический
Модель: ПП-300
Завод – изготовитель: ООО «Балта Пресс»
Заводской номер: ______________
Год выпуска: 20______ г.
Объем прессовой камеры 2 м3
Размер прессовой камеры 1800х1400х800
(ДхШхВ в мм.)
Усиление сжатия: 2500Кн
Время пакетирования: 90 сек
Габариты пакета (в мм.) (300-700)х400х400
Потребляемая мощность: до 55 кВт/ч
Изготовитель оставляет за собой право вносить изменения в конструкцию пресса не ухудшающие технические характеристики, без ведома потребителя.
Гарантийный срок эксплуатации и обслуживания изделия составляет 1 год с момента пусконаладочных работ/отгрузки пресса с завода-изготовителя.

| Внешний вид, место расположение узлов, конструкция пресса могут отличаться от предоставленной схемы. |
![]()

Рукоятка 1 – Разгрузка камеры
Рукоятка 2 – Формирование пакета
Рукоятка 3 – Прижимная плита
Рукоятка 4 – Открытие/закрытие крышки
Кнопка 5 – Отключение станций
Кнопка 6 – Включение станции разгрузки
Кнопка 7 – Включение основной станции
Рукоятки/кнопки могут отличаться расположением, внешним видом, ходом от данной схемы


Гидроцилиндр прижимной плиты* Гидроцилиндр крышки*D= 220мм D=200L= 1400мм L=1400

Гидроцилиндр формирования пакета* Гидроцилиндр устройства опрокида*D=280мм D=80ммL=1100мм L=250мм
*Конструкция и характеристики гидроцилиндров могут быть изменены заводом-изготовителем без уведомления потребителя.
8. ПОДГОТОВКА ПРЕССА К ПЕРВОМУ ПУСКУ
Перед начальным пуском необходимо:
- Подробно ознакомится со ВСЕМИ пунктами руководства по эксплуатации*.
- Очищенные скользящие поверхности смазать гидравлическим маслом.
- Смазать все трущиеся поверхности. Для смазки камеры допускается применять отработанное гидравлическое масло.
- Наполнить бак гидравлическим маслом в объеме 700л, через заливную горловину.
- В холостом режиме проверить работоспособность каждого гидроцилиндра в течении 10-15 минут.
- Проверить давление в гидромагистрали.
- После первого рабочего цикла подлить 50 л гидравлического масла.
9. ПЕРЕД НАЧАЛОМ РАБОТЫ НЕОБХОДИМО
- Подробно ознакомится со ВСЕМИ пунктами руководства по эксплуатации*.
- Проверить уровень масла в баке (поз. 1, стр. 5)
- Нажать на кнопку включения основной станции.
- Нажать на кнопку включения станции выгрузки.
Насосы (поз. 4, стр. 5) начинают подавать масло в напорную линию из которой масло поступает через гидрораспределитель (поз. 6, стр. 5) и дренажную линию обратно в бак. В таком режиме дать поработать насосу 10-15мин. Для достижения рабочей температуры масла.
- В холостом режиме поработать всеми гидроцилиндрами в течении 10-15 мин.
- При работе в зимнее время включить систему обогрева за час до работы.
- Смазать все трущиеся поверхности. Для смазки камеры допускается применять отработанное гидравлическое масло.
*В случае не ознакомления или не соблюдения руководства по эксплуатации владелец несет полную ответственность за возможные последствия/возникшие неисправности
10. ПОРЯДОК РАБОТЫ НА ПРЕССЕ
ВНИМАНИЕ! Работу на прессе следует начинать только при*:
- Выкидное устройство в крайнем исходном положении;
- Крышка в вертикальном положении;
- Гидроцилиндр формирования пакета в крайнем исходном положении;
- Гидроцилиндр прижимной плиты в крайнем исходном положении;
Порядок работы**:
1. Загрузить камеру металлом.Рукоятку открытия/закрытия крышки установить в положение – подача, до момента закрытия крышки и фиксации её затворами***. При этом крышка обрежет**** кромками ножей, установленных по бокам крышки и на боковых стенках, выступающие излишки металла.
2. Рукоятку прижимной плиты установить в положение — подача, до момента достижения максимального давления (160мПа) или полного выдвижения гидроцилиндров прижимной плиты.
3. Рукоятку формирования пакета установить в положение – подача, до момента достижения максимального давления (160 мПа) или полного выдвижения гидроцилиндра формирования пакета.
4. Рукоятку формирования пакета установить в положение – обратный ход, до момента полного возврата гидроцилиндра в исходное положение.
5. Рукоятку прижимной плиты установить в положение – обратный ход, до момента полного возврата гидроцилиндров в исходное положение.
6. Рукоятку открытия/закрытия установить в положение – обратный ход, до момента полного открытия крышки и возврата её в вертикальное положение.
7. Рукоятку разгрузки камеры установить в положение — подача, до момента полного выхода гидроцилиндра разгрузки камеры. При этом произойдет выгрузка пакета из пресс-камеры пресса.
8. Рукоятку разгрузки камеры установить в положение – обратный ход, до момента полного возврата гидроцилиндра в исходное положение.
Пресс готов к повторному циклу.
11. ПРЕДУПРЕЖДЕНИЯ ОБЩЕГО ХАРАКТЕРА
ВНИМАНИЕ!
- Запрещается приступать к работе на прессе, не изучив устройство пресса и руководство к нему.
- Запрещается работать на прессе, не установленном на ровной горизонтальной плоскости.
- Регулировка аппаратуры производится людьми ответственными за содержание и безопасную эксплуатацию пресса.
- Не допускается попадание в маслобак воды, грязи, и прочего постороннего мусора во-избежании выхода из строя гидрооборудования.
- Не допускается попадание в камеру металла толщиной более 4 мм, а также массивных металлических изделий (лома, оси, болванки и т.п.).
- Запрещается загрузка металла в камеру до возвращения гидроцилиндров прижимной плиты в крайнее исходное положение.
- Запрещается загрузка металла в камеру до возвращения гидроцилиндра формирования пакета в крайнее исходное положение.
- Запрещается открывать крышку во время рабочего цикла пресса.
- Запрещается открывать крышку до полного возвращения прессующих плит в крайнее исходное положение
- Запрещается осуществлять прессование металла при открытой крышке.
- Запрещается осуществлять прессование металла при незафиксированных затворах крышки.
- Готовые пакеты необходимо убирать, так как они затрудняют работу.
- Не допускается осуществлять подачу/обратный ход более чем одной рукоятки.
- Запрещено устранять неисправности оборудования пресса во время работы пресса.
- Гидро и электрооборудование не должны подвергаться механическим воздействиям (ударам).
- Прессование пружинящих материалов в неотожженном состоянии не рекомендуется.
*В случае не ознакомления персонала/не соблюдения данным инструкций владелец несет полную ответственность за возможные поломки, выходы из строя узлов, повреждения пресса.
**При не соблюдении порядка работы/не ознакомления персонала с циклом прессования ответственность за возможные последствие/возникшие неисправности несет владелец.
***Запрещено продолжать цикл прессования при открытой крышке или без фиксации затворов.
****Запрещено резать крышкой металл инструментальной стали/толщиной более 4мм.
12. МЕРЫ ПРЕДОСТОРОЖНОСТИ*
Перед началом работ:
1. Проверить выполнение мер безопасности в зависимости от условий работы:
- Наличие и достаточность освещения;
- Отсутствие не огражденных проемов и опасных зон;
- При пользовании грузоподъемными механизмами (тали, тельферы и др.) проверить надежность их закрепления. Убедиться в исправности грузоподъемных механизмов и их грузозахватных органов;
2. Надеть защитные средства и хорошо заправить спецодежду (рабочая одежда должна быть исправной и заправлена так, чтобы не было свисающих концов). Волосы убрать под головной убор.
3. Проверить установку пресса и положение фиксирующих устройств, их исправность.
4. Проверить наличие масла в баке.
5. Проверить исправность пресса, отсутствие трещин, течи на гидроцилиндре, отсутствие подтекающего масла.
6. В случае неисправности работа должна быть приостановлена, а работнику необходимо сообщить о неисправности мастеру или руководителю работ.
7. Место установки пресса должно иметь свободный доступ.
Общие меры предосторожности:
1. К работе на оборудовании допускаются лица не моложе 18 лет.
2. Не допускается нахождения посторонних лиц ближе 10 метров от пресса.
3. Перед работой с прессом работник должен изучить инструкцию по эксплуатации.
4. В процессе труда работника могут иметь место следующие опасные и вредные производственные факторы:
- Движущиеся машины и механизмы; подвижные части производственного оборудования; передвигающиеся изделия, заготовки, материалы; разрушающиеся конструкции;
- Повышенный уровень шума на рабочем месте;
- Повышенный уровень вибрации;
- Острые кромки, заусенцы и шероховатость на поверхностях заготовок, и оборудования;
- Опилки (сколы) и металлическая стружка, могут явиться причиной повреждения глаз и рук.
5. Работники должны быть одеты в спецодежду и в случае необходимости использовать другие средства защиты (При работе с вредными условиями труда средства защиты выбираются в зависимости от конкретных вредных условий и факторов.)
6. Не допускается употребление алкогольных наркотических и токсических веществ, а так же курение во время работы оборудования.
7. При прессовании оператору запрещается превышать давление в цилиндре выше допустимого, а так же необходимо следить за исправностью гидромагистрали пресса и отсутствием течи.
8. Держать руки на безопасном расстоянии от рабочей зоны пресса.
9. Не допускается:
- использовать не подходящие по требованиям безопасности самодельные приспособления;
- находится посторонним во время работы пресса в радиусе 10 метров;
- вскрытие электрошкафа персоналом не имеющим допуск к работе с электроприборами;
- пользоваться неисправным оборудованием.
*Производитель снимает с себя ответственность за несчастные случаи, причиной которых явилось несоблюдение данных мер предосторожности.
13. УСЛОВИЯ ЭКСПЛУАТАЦИИ
Чтобы получить наилучшую производительность и обеспечить длительную и бесперебойную работу пресса необходимо соблюдать следующие условия:
- Первую замену масла рекомендуется производить после 600-800 рабочих часов пресса.
- Каждая последующая замена масла -1 раз в год (рекомендуется после зимы).
- Очистку фильтра производить каждые 400-500 рабочих часов пресса.
- При каждой замене масла необходимо отчистить бак и фильтр.
14. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ ПРЕССА
Пакетировочный гидравлический пресс модели ПП-300 имеет два этапа прессования (не считая подпрессовки крышкой).
Металл загружается в камеру. По окончании прессования, пакет удаляется из камеры выкидным устройством через боковую стенку камеры.
Крышка и стенки камеры имеют ножи для обрезки выступающих частей отходов.
Пресс включает в себя следующие узлы*:
- Камера.
- Прижимная плита
- Плита формирования пакета.
- Выкидное устройство.
- Крышка.
- Электрошкаф.
- Маслобак.
- Электрооборудование.
- Муфта.
- Кронштейн распределителя.
*Список узлов, а также их описание может отличаться.
1. Камера
Камера состоит из следующих основных частей: Обшивка днища, обшивка боковых стенок, обшивка направляющего механизма дверей, ограничитель, ножи.
2. Прижимная плита
Прижимная плита металлическая сварная имеет продольные направляющие на нижней и боковых поверхностях. Направляющие прижимной плиты перемещаются по пазам камеры, так что металл не попадает в зазоры между стенками камеры и прижимной плитой. Рабочий торец плиты прижимает металл, придавая этим форму пакету. Прижимная плита крепится к штоку цилиндров с помощью кронштейна.
3. Плита формирования пакета
Плита формирования пакета металлическая сварная имеет продольные направляющие на нижней и боковых поверхностях. Направляющие плиты формирования пакета перемещаются по пазам камеры, так что жесть не попадает в зазоры между стенками камеры и плитой. Рабочий торец плиты пресует жесть, придавая этим окончательную форму пакету. Плита формирования пакета крепится к штоку цилиндра с помощью кронштейна.
4. Выкидное устройство
Выкидное «Г» — образное устройство металлическое. Предназначено для разгрузки камеры через боковую стенку. Крепится на металлическом валу. Управляется одним гидроцилиндром.
5. Крышка
Крышка металлическая. Крышка установлена между стенками камеры. Цилиндр крышки установлен на кронштейнах. На боковых внешних торцах крышки закреплены ножи для обрезки отходов.
6. Электрошкаф
Автомат -2 штуки, пускатель – 2 шт.
7. Маслобак
Маслобак металлический сварной. В нижней части находится всасывающий патрубок, в нижней части установлен фильтр, в верхней заливная горловина с сопуном. Объем гидросистемы пресса — 700л. Замер уровня масла производить при выключенном прессе и при закрытых цилиндрах, уровень масла должен быть 10-15 см от верха. Проверку уровня масла производить перед включением пресса и не реже одного раза за смену.
8. Электрооборудование
Электрооборудование состоит из трёхфазных асинхронных двигателей общей мощностью от 37 кВт до 55 кВт и аппаратов управления и защиты. Предусмотрена защита электродвигателей от перегрузки и коротких замыканий.
Для включения и отключения электродвигателей служит кнопочный выключатель. Для защиты от перегрева электродвигателя служит биметаллическое реле, для включения напряжения служит контактор. Для подключения дополнительных потребителей электрического тока (переноска) необходим однополосный штепсель. Главный выключатель служит для отключения напряжения от электрооборудования пресса. Подключение электрического тока к электрошкафу осуществляется через кабель.
Перечень основных аппаратов:
Электродвигатель трехфазный 2 шт.
ТЭН 3кВт 1 шт.
Электрический ящик:
автомат 80А-100А 1 шт. и 16А 1шт.
пускатель 6 величины 1 шт.
пускатель 2 величины 1 шт.
11. Муфта
Служит для передачи крутящего момента от электродвигателя к гидронасосу, а так же предохраняет электродвигатель от перегрузок.
12. Кронштейн распределителя
На кронштейне распределителя установлены распределители.
13. Гидрооборудование
Общее описание
Гидрооборудование является основным элементом конструкции пресса. Все основные операции прессования выполняются и управляются гидроаппаратами.
Длительность и безотказность работы гидрооборудования зависит от правильной эксплуатации и своевременного технического обслуживания пресса (своевременность замены масла и изношенных комплектующих, промывка маслобака и фильтра, выбор марки гидравлического масла).
Описание гидрооборудования
Гидрооборудование пакетировочного пресса ПП-300 состоит из:
Насос гидравлический (НШ-250, НШ – 50)……………………………………….2 шт.
Обратный клапан……………………………………………………………………………..1 шт.
Рабочие гидроцилиндры
ГЦ прижимной плиты ……………………………………………………………………..2 шт.
ГЦ плиты формирования пакета (боковой)……………………………………1 шт.
ГЦ крышки…………………………………………………………………………………………..1 шт.
ГЦ выкидного устройства………………………………………………………………..1 шт.
Гидрораспределитель ручной 3-х секционный………………………………..1 шт.
Гидрораспределитель ручной 1-о секционный………………………………..1 шт.
Дроссельный клапан ………………………………………………………………………..1 шт.
Система контроля давления……………………………………………………………1 шт.
Фильтр с прямой подачей…………………………………………………………………. 2 шт.
Система регулировки рабочего цикла ……………………………………………….1 шт.
РВД-25-12-кл3……………………………………………………………………………………….7 шт.
РВД-25-12-кл32 …………………………………………………………………………………….4 шт.
РВД-25-12-кл41…………………………………………………………………………………… 4 шт.
Масла МВ-6, МВ-8, МВ 10……………………………………………………………………. 700л
15. ОБСЛУЖИВАНИЕ ГИДРООБОРУДОВАНИЯ
Выбор и замена гидравлического масла
Выбор зависит от нескольких факторов:
- температура окружающего воздуха;
- время работы пресса при максимальном давлении;
- количестве масла в баке;
— При самой большой нагрузке вязкость масла не должна быть ниже 9,66 10-6 м2/с, или свыше 6 10-4 м2/с при начальном пуске (холодное масло).
— Изменение вязкости масла изменяет рабочую температуру в гидравлической системе.
— При выборе масла особое внимание надо обратить на вязкость при температуре +50оC.
— При нормальной работе пресса замену масла следует производить раз в год (рекомендуется после зимы). Кроме этого после 3000 рабочих часов масло надо проверить.
— При замене масла, бак и фильтр надо тщательно очистить. Вкладыш фильтра сливной магистрали следует промыть.
16. ПРЕВЕНТИВНОЕ ОБСЛУЖИВАНИЕ:
- Не реже одного раза в неделю необходимо проверять (при нормальной работе) давление в системе.
- Один раз в год производить технический осмотр гидрооборудования.
- Утечка масла из гидроаппаратов, это результат износа уплотнительных элементов, рекомендуется произвести замену всех уплотнительных элементов после 2-3 лет эксплуатации пресса.
Примечание: Все упомянутые операции обязан производить квалифицированный обслуживающий персонал, следящий за техническим состоянием пресса перед началом работы пресса.
17. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ ГИДРАВЛИЧЕСКИХ ЭЛЕМЕНТОВ.
Гидрораспределитель
3-х секционный и 1 – секц. проточного типа с ручным управлением золотников. Имеют встроенные предохранительные клапана. Секция имеет три положения: нейтральное положение, подача, обратный ход.
Служит для управления подачей рабочей жидкости к исполнительным органам пресса.
В нейтральном положении масло проходит через гидрораспределитель и дренажируется в маслобак. При перемещении рукояток управления, открывается магистраль управления гидроцилиндра и совершается движение исполнительных органов пресса.
Предохранительные клапана срабатывают при достижении максимально допустимого давления в системе.
Гидроцилиндры.
Гидроцилиндры двухстороннего действия.
Цилиндры изготовлены из бесшовных труб, штоки изготовлены из стали, их рабочие поверхности хромированы, что обеспечивает твёрдость и коррозионостойкость поверхностей скольжения.
Трубопровод и соединительные элементы.
Трубопровод соединяет между собой все элементы гидросистемы. При сборке трубопровода надо обратить особое внимание на то, чтобы внутренние поверхности металлических труб были чистыми, все соединения должны быть герметичными, чтобы избежать попадания гидравлического масла в окружающую среду.
18. ВОЗМОЖНЫЕ НЕПОЛАДКИ И ИХ ИСПРАВЛЕНИЕ:
1. При нажатии на любую рукоятку гидрораспределителя, ничего не происходит или движение очень медленное.Возможная причина: засорение дроссельно-обратного клапана, засорение фильтра, попадание грязи в маслобак, механические повреждения гидрораспределителя.
Исправление: снятие и отчистка фильтра, отчистка маслобака, снятие и отчистка дроссельно-обратного клапана на гидрораспределителе.
2. При нажатии на рукоятку гидрораспределителя управления гидроцилиндра, ничего не происходит или движение очень медленное, но при нажатии на остальные рукоятки движение происходит нормально.Возможная причина: Износ уплотнительных элементов гидроцилиндра, нарушение герметизации гидромагистрали, механические повреждения гидрооборудования/гидромагистрали.
Исправление: замена уплотнительных элементов на гидроцилиндре, восстановление герметизации гидромагистрали
3. Во время прессования крышка самопроизвольно поднимается.Возможная причина: не соблюдение цикла (осуществление прессования без фиксации затворов), попадание посторонних предметов в отверстие захода затвора.
Исправление: убрать излишки металла с затворных механизмов крышки, убрать излишки металла из пресс-камеры.
4. Повышенный шум работы гидростанции.Возможная причина: засорение фильтра, попадание в маслобак посторонних предметов, не правильная работа гидронасоса, работа гидростанции при окружающей температуре выше 0 по Цельсию при включенном обогреве масла, механические повреждения муфты передачи крутящего момента, механические повреждения электродвигателя.
Исправление: отчистка всей гидромагистрали и гидроэлементов, проверка гидронасоса, проверка электродвигателя, проверка муфты, проверка обогрева масла.
5. Подтекание на гидроцилиндре.Возможная причина: износ уплотнительных элементов гидроцилиндра, механические повреждения гидроцилиндра/гидромагистрали.
Исправление: замена уплотнительных элементов на гидроцилиндре.
Содержание
- Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
- Изготовление гидравлического пресса для прессования бумаги и картона
- Общая информация
- Существующие разновидности
- Применение гидропривода
- Рабочие характеристики
- Плюсы самостоятельной сборки
- Подходящий тип пресса
- Задача пружин
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Источник
Изготовление гидравлического пресса для прессования бумаги и картона

В каждой домашней мастерской должен присутствовать пресс для картона и бумаги. Этот станок позволит быстро переработать внушительное количество макулатуры, которая скапливается в помещении за долгие годы и превращается в ненужный мусор. А ведь чем больше газет и бумаг появляется в доме, тем меньше полезного места остается для размещения важных предметов мебели или техники.
Общая информация
Жизнь человечества тесно связана с бумажными изделиями, ведь они окружают нас повсюду. Новостные газеты и журналы, буклеты и рекламные объявления, чеки из магазинов и ненужные документы — все это может быстро захламлять квартиру, овладевая полезным пространством. И наличие специального приспособления для прессования картона существенно упростит задачу по уничтожению подобного мусора, а также позволит превратить его в самодельное, легкодоступное и дешевое топливо.

Бытовые установки для обработки картона и бумаги оборудованы компактным двигателем и работают от централизованной электрической сети, поэтому расход энергии совсем незначительный. Современные модели эффективно перерабатывают ненужную макулатуру, газеты и картон, уменьшая их в размере до неузнаваемости. Принцип работы агрегата построен на подаче давления, которого вполне хватает для воздействия не только на бумагу, но и на изделия из пластика или жестяные банки.
Существующие разновидности
В настоящее время используется два способа прессования бумажных изделий — ручной и автоматизированный, работающий на основе давления рабочей среды. В ее качестве используются следующие варианты:
Пневматические прессы не стали пользоваться большим спросом по причине своей специфической работы. Чтобы разогнать их до нужного рабочего давления, приходится задействовать сверхмощные компрессоры. Некоторые зарубежные производители выпускают на рынок модели вакуумного типа. Они работают на основе атмосферного давления, а для разряжения камеры задействуется вакуумный насос.
Механические установки оборудованы винтовым приводом, который бывает либо ручным, либо электромеханическим.
Конструкция такого прессовального оборудования крайне проста: в качестве энергоносителя используется энергия громадного маховика, который приводится в движение ручным образом. В зависимости от диаметра обхода маховика и его высоты определяется граничное значение усилия прессования.
 Для примера, если чугунное колесо обладает внешним диаметром в 450−500 мм и высотой 150−200 мм, то фактическое усилие в конце рабочего хода составит 100 или 120 кН. Таких показателей вполне хватает для прессования большого тюка бумажных изделий массой 12−15 килограммов. Для комфортной работы резьбу на винте нужно использовать самостопорящую, а также многоходовую.
Для примера, если чугунное колесо обладает внешним диаметром в 450−500 мм и высотой 150−200 мм, то фактическое усилие в конце рабочего хода составит 100 или 120 кН. Таких показателей вполне хватает для прессования большого тюка бумажных изделий массой 12−15 килограммов. Для комфортной работы резьбу на винте нужно использовать самостопорящую, а также многоходовую.
Подобные установки характеризуются вертикальным исполнением. Для создания станины используется литой чугун, а для гайки — антифрикционную бронзу. Механические приводы обуславливают вращение гайки с помощью электрического двигателя и зубчатой или клиноременной передачи.
Из минусов этого типа выделяют необходимость монтажа специального элемента, предотвращающего перегрузки по крутящему моменту. Важно, чтобы устройство быстро срабатывало при достижении пикового момента при процедуре прессования, когда уровень сопротивления макулатуры вырастает в несколько раз.
Применение гидропривода
При поиске пресса для картона б/у или нового большинство людей отдает предпочтение моделям с гидравлическим приводом. Они характеризуются высоким показателем КПД работы, низким энергопотреблением, а также быстрой обработкой больших тюков макулатуры. В числе ключевых составляющих такого агрегата находится:
- Закрытая рамная станина. Ее изготовляют из высокопрочной сварной стали.
 Силовой цилиндр. Элемент установлен непосредственно на верхней поперечине станины.
Силовой цилиндр. Элемент установлен непосредственно на верхней поперечине станины.- Поршневые плунжера. Узлы направляются в обоих направлениях: прямом и обратном.
- Направляющие стойки, создающие равнобедренную призму.
- Насосная установка.
- Подвижная поперечина (траверсы).
- Емкость для помещения исходного сырья.
- Узел для выталкивания готового продукта наружу.
- Пункт управления.
 Силовой цилиндр. Элемент установлен непосредственно на верхней поперечине станины.
Силовой цилиндр. Элемент установлен непосредственно на верхней поперечине станины.Из-за отсутствия необходимости создавать дополнительное усилие для прессования в гидропрессах нет так называемых возвратных цилиндров. Специфические конструктивные особенности позволяют перемещать рабочую жидкость с нижней полости цилиндра в верхнюю, что происходит при реверсировании направления ее прокачки.
Что касается траверсы гидропресса, то она постоянно движется в одном направлении, а для изменения положения стоек достаточно отрегулировать соответствующие болты. Для регулирования интенсивности прессования и контроля за текущими показаниями используется манометр — его настраивают с учетом показаний датчиков давления.
Давление в конце рабочего хода может составлять от 2,5−3 атмосфер до 10 ат. Если уровень опускается ниже минимального значения, плотность готового пакета может оказаться слишком низкой.
По завершении рабочего цикла готовое сырье выталкивается соответствующим механизмом наружу. Зачастую этот прибор бывает ручным, но существуют и автоматизированные решения. Во втором случае они запускаются после завершения рабочего хода при ее подъеме в верхнее положение.

Автоматизированные установки характеризуются горизонтальной компоновкой, а в комплекте с основным оборудованием предоставляется механизм для автоматической выгрузки пакета из рабочей зоны, а также устройство для перевязки пакета.
Рабочие характеристики
Выбирая гидравлический пресс, нужно учитывать несколько критериев выбора, а также разбираться в технических характеристиках оборудования. В первую очередь необходимо обращать внимание на объем рабочей камеры для приема сырья, показатели производительности, а также наличие возможности обработки других материалов, напоминающих макулатуру по структуре и свойствам. Немаловажным фактором является уровень энергопотребления. Желательно использовать те модели, которые потребляют немного электрической энергии и при этом обладают компактными габаритами.
 В продаже распространены высокопроизводительные модели отечественного и зарубежного производства. В качестве примера можно взять установки, выпускаемые заводом «Гидропресс», которые оснащены автоматикой французского производства, а также элементами италийских систем. Подобное оборудование сумело проявить себя с лучшей стороны, продемонстрировав высокие показатели КПД и низкое энергопотребление.
В продаже распространены высокопроизводительные модели отечественного и зарубежного производства. В качестве примера можно взять установки, выпускаемые заводом «Гидропресс», которые оснащены автоматикой французского производства, а также элементами италийских систем. Подобное оборудование сумело проявить себя с лучшей стороны, продемонстрировав высокие показатели КПД и низкое энергопотребление.
Плюсы самостоятельной сборки
Промышленные станки для прессовки картона стоят очень дорого, поэтому многие энтузиасты начинают задаваться вопросом создания такой установки своими руками в домашних условиях. К счастью, процесс монтажа не требует больших усилий и легко решается непосредственно дома. Для этого достаточно подготовить нужные подручные средства и материалы, составить чертеж, а также найти подходящее руководство.
Установить агрегат можно в любом удобном месте, например:
- В мастерской.
- В гараже.
- В другом техническом помещении.
Для реализации прессования бумажных изделий необходимо задействовать агрегат с усилием нажима в десять тонн. Выполняя самостоятельную сборку, необходимо учитывать такие характеристики:
- Габаритные размеры.
- Вес.
- Ход поршня.
- Наличие манометра.
- Величина станины.
Чтобы осуществить нагнетание турбины, следует задействовать гидравлический пресс. Он может быть как ручным, так и встроенным, в зависимости от конструктивного исполнения станка. Наиболее простым в плане изготовления является установка с гидравлическим домкратом. По форме она напоминает бутылку со встроенным насосом.

Перед тем как приступить к сборке, важно определить тип будущего устройства, оптимальное усилие, под которым оно будет функционировать, а также найти домкрат с подходящими размерами и характеристиками. Для грамотной реализации задач по монтажу необходимо составить чертеж. Его можно скачать с любого тематического форума или попросить у знакомых мастеров. С помощью такой информации можно будет правильно рассчитать количество требуемых материалов, а также не допустить грубых ошибок на разных стадиях сборки.
Желая изготовить прессовальную установку, нужно подобрать подходящую схему его работы. Большинство самодельных моделей оборудованы домкратом на станине, а движение рабочего элемента осуществляется по направлению вверх.
Другие модели обладают немного другой конструкцией: в них домкрат находится в верхней части станины и движется вниз, оказывая воздействие на макулатуру или другой обрабатываемый груз. Затем можно рассчитывать размеры и характеристики других составляющих.
Подходящий тип пресса
После проведения базовых расчетов нужно начинать продумывать параметры станины. По сути, она представляет собой прочную металлическую основу с установленным домкратом, который вызывает давление на макулатуру. Для производства станины используется высокопрочный металл, способный выдерживать внушительные нагрузки и давящее движение домкрата. Специалисты рекомендуют создавать станину в виде платформы. Такой вариант демонстрирует лучшую прочность и устойчивость к агрессивной эксплуатации.
 Ширина рамы определяется размерами домкрата. Важно, чтобы она полностью вмещала на себе нужное оборудование для обработки макулатуры. Что касается высоты, то в этом случае следует учесть размеры домкрата. Ход агрегата во время работы должен быть свободным. Также нужно обратить внимание на толщину рабочей поверхности стола. Он подвижен и предназначается для обработки объектов.
Ширина рамы определяется размерами домкрата. Важно, чтобы она полностью вмещала на себе нужное оборудование для обработки макулатуры. Что касается высоты, то в этом случае следует учесть размеры домкрата. Ход агрегата во время работы должен быть свободным. Также нужно обратить внимание на толщину рабочей поверхности стола. Он подвижен и предназначается для обработки объектов.
В зависимости от конструкции и режима работы домкрат фиксируют на основании. Верх рамы выполняет роль упора для деталей, а усилие от движения штока передается посредством рабочего стола. Эту часть закрепляют над домкратом и делают подвижной.
Задача пружин
При желании изготовить пресс гидравлический для картона своими руками, нужно позаботиться о специальных пружинах, которые фиксируются по обеим сторонам домкрата и работают по оттягивающему принципу. Одна сторона таких элементов закрепляется к основанию станины, а другая — к рабочей поверхности стола. Задача таких конструкций заключается в сжатии домкрата и создании нужного давления. В результате агрегат возвращается в исходное положение, и процесс становится циклическим.
 Есть и другой принцип работы гидравлического пресса. Он подразумевает использование основания рамы в качестве упора для деталей. Домкрат находится сверху рабочего стола, при этом последний приводится в движение пружинами. После установки базовых рабочих узлов начинается монтаж гнезда на узле сопряжения. В его качестве используют небольшой отрезок металлической трубы или другой подходящий материал.
Есть и другой принцип работы гидравлического пресса. Он подразумевает использование основания рамы в качестве упора для деталей. Домкрат находится сверху рабочего стола, при этом последний приводится в движение пружинами. После установки базовых рабочих узлов начинается монтаж гнезда на узле сопряжения. В его качестве используют небольшой отрезок металлической трубы или другой подходящий материал.
Изготовить пресс для обработки макулатуры в домашней мастерской вполне реально. И чтобы предстоящая задача была максимально простой, необходимо запастись следующими материалами:
- Домкрат.
- Рама под станину.
- Металлическая труба.
- Пружины.
- Управляющие элементы.
- Провода для подачи электрического тока.
Расход материалов для обустройства высокоэффективного прессовального оборудования совсем незначительный. Да и сам процесс изготовления не требует больших усилий, поэтому его сможет осуществить даже неопытный новичок.

К тому же самодельная конструкция всегда поддается модернизации и усовершенствованию, поэтому при желании владелец сможет добавить дополнительные элементы, сделав агрегат более производительным. По заявлениям экспертов, самодельные установки буквально за 5−10 минут способны спрессовать внушительное количество макулатуры, превратив ее в крошечный мусор или источник топлива.
Источник
§ 1. Общие сведения. Подготовка, монтаж и сдача прессов в эксплуатацию. Точки смазки пресса с закрытой станиной.
Мелкие прессы усилием до 980,7 кН (100 тс) упаковывают в один ящик, без разборки на узлы. При упаковке прессов на заводах-изготовителях для длительного хранения трущиеся поверхности узлов покрывают смазкой, которую удаляют при монтаже. При вскрытии ящика проверяют наружное состояние узлов пресса, наличие всех деталей и комплектующего инструмента по ведомости комплектации. Во избежание повреждений распаковывают сначала верхний щит ящика, затем боковые щиты.
Подготовка, монтаж и сдача прессов в эксплуатацию производятся в такой последовательности:
изготовление фундамента по заданию отдела капитального строительства;
транспортировка пресса и его узлов к месту монтажа;
распаковка пресса, технический осмотр, определение комплектности;
установка станины на фундамент и предварительная выверка по уровню;
монтаж остальных узлов и проверка по нормам точности.
На рис. 145 показан чертеж фундамента однокривошипного (закрытого типа) пресса простого действия К-274А усилием 3,1 МН (315 тс). При постройке фундамента предусматривается удобство обслуживания фундаментной ямы, где располагаются пневматические или гидропневматические подушки 1. Для спуска в яму в стенке фундамента закрепляется лестница 2. Пресс после установки на фундамент закрепляют анкерными болтами 3.
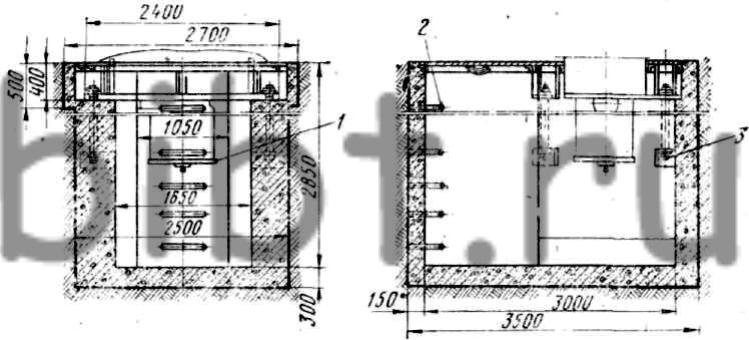
Рис. 145. Чертеж фундамента однокривошипного (закрытого типа) пресса простого действия К-274А
Отклонение верхней плоскости стола от горизонтали допускается не более 0,2 мм на 1000 мм. Пресс при монтаже выверяют по уровню с подкладкой металлических клиньев. После этого под опорные плоскости станины подливают бетонный раствор, которому дают хорошо «схватить», после чего заканчивают монтаж пресса.
При монтаже все узлы пресса тщательно протирают (снимают антикоррозионную смазку), после чего снова смазывают машинным маслом.
При размещении листоштамповочных прессов на производственных участках цехов соблюдаются нормы удельной площади, а также учитываются нормы расстояний от одного пресса до другого. При расположении прессового оборудования необходимо также учитывать удобство обслуживания прессов мостовыми кранами.
При монтаже прессов с разъемными станинами сначала устанавливают на фундамент основание, стол которого выверяют по уровню. После заливки бетоном устанавливают стойки и головки пресса. Станину в сборе предварительно стягивают болтами и. гайками. Положение гаек фиксируется рисками на болте и гайке.
Окончательно затягивают гайки после нагрева стяжных болтов пламенем газосварочной горелки через окна в стойках станины. Затяжку на заранее рассчитанный размер (согласно «Руководству к прессу») производят в определенной последовательности, по диагонали прямоугольника расположения четырех болтов во избежание перекосов затяжки после охлаждения болтов. Величина удлинения стяжного болта от нагрева составляет 0,7 мм на 1 м длины.
После сборки станины устанавливают ползун и направляющие, подвешивают шатуны, крепят связи винтов с ползуном. В последнюю очередь монтируют фрикционную муфту, главный электродвигатель, пневматическую систему и электроаппаратуру. Станину и электрическую проводку надежно заземляют; пневматическую систему заполняют сжатым воздухом и проверяют, плотны ли все соединения. Так же монтируют и проверяют систему маслопроводов согласно схеме смазки.
Перед пуском пресса проверяют работу системы смазки: централизованную (с густым смазочным материалом), работающую от ручного насоса, и систему, которая функционирует принудительно во время работы пресса (с жидким смазочным материалом) (рис. 146). Указания по смазке пресса приведены в паспорте пресса.
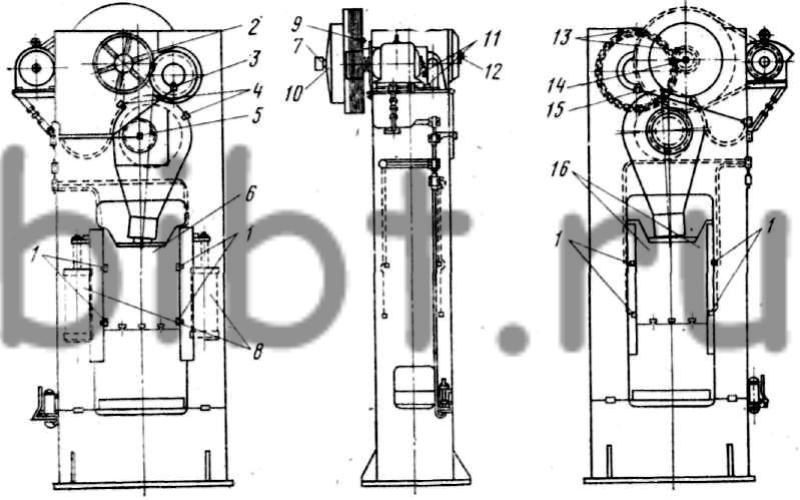
Рис. 146. Точки смазки пресса с закрытой станиной:
1 — направляющие ползуна; подшипники: 2 — передний роликовый вала муфты, 3 — передний промежуточного вала, 5 — колеса с эксцентриком, 9 — маховика, 10 — головки воздуха, 12 — тормоза, 14 — задний вала муфты, 15 — задний промежуточного вала 16 — механизма регулировки ползуна; 4 — верхняя головка шатуна, 6 — механизм’ регулировки ползуна, 7 — распределитель регулировки ползуна, 8 — полости поршней уравновешивателей ползуна, 11 — привод командоаппарата, 13 — зубчатое колесо привода
На прессах усилием более 980,7 кН (100 тс) в ходе испытания устанавливают необходимое количество масла и доливают по мере его убывания в маслосборной ванне.
После проверки системы смазки проверяют и регулируют воздухопровод. Для этого открывают краны (вентили) всех воздушных магистралей, устанавливая регуляторами наибольшее давление. Показателем достаточной герметичности в воздухопроводе служит равенство давлений во всех магистралях и в сети (проверять следует по манометрам). Если наблюдается перепад давлений, то, значит, существуют утечки, которые необходимо устранить. Если утечки отсутствуют, а давление в магистралях ниже, чем в сети, тогда неисправен регулятор давления. Следует перекрыть кран магистрали, спустить сжатый воздух и отремонтировать регулятор давления.
Муфты и тормоза регулируют при наладке штампов.
Подготовка пресса к наладке. На машиностроительных заводах прессы после монтажа и проверки (на холостом ходу) передают по акту приемки механику цеха для эксплуатации. На производственном участке каждому прессу присваивается инвентарный номер, а также определяются типоразмер и группа сложности его.
Далее пресс поступает к наладчику, который перед проведением наладочных работ обязан ознакомиться с технической документацией пресса — его паспортом, инструкциями и подробным описанием механизмов и узлов, имеющимся в «Руководстве прессом».
Наладчик должен детально ознакомиться с технологическими картами изделий, которые будут изготовляться на данном прессе. При установке штампов на прессе используются подъемные краны, тельферы и специальные устройства для зачаливания.
Источник
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Источник