Содержание
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. ПРИЕМКА СБОРОЧНЫХ ЕДИНИЦ И СИСТЕМ
- 3. ПРИЕМКА ТУРБИНЫ В ЭКСПЛУАТАЦИЮ
- ИНФОРМАЦИОННОЕ ПРИЛОЖЕНИЕ
- ОСНОВНЫЕ ПРАВИЛА ПРОВЕДЕНИЯ МОНТАЖА ТУРБИН
- § 63. Монтаж главных паровых и газовых турбинных агрегатов
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . Во время приемки турбины производится контроль качества монтажа с целью обеспечения надежной и бесперебойной работы турбины и вспомогательного оборудования в процессе эксплуатации. При этом осуществляется также контроль за выполнением требований по охране труда, техники безопасности и пожаробезопасности.
Основные правила проведения монтажа турбин приведены в информационном приложении.
1.2 . Приемка турбины в эксплуатацию должна состоять из следующих этапов:
1 ) проверка комплектности и технического состояния турбины и вспомогательного оборудования перед сборкой и монтажом;
2 ) приемка сборочных единиц и систем турбины после проведения монтажных работ;
3 ) приемка сборочных единиц и систем паротурбинного агрегата по результатам их испытаний;
4 ) приемка турбины по результатам комплексных испытаний паротурбинного агрегата (энергоблока).
2. ПРИЕМКА СБОРОЧНЫХ ЕДИНИЦ И СИСТЕМ
2.1 . Проверка комплектности и технического состояния сборочных единиц турбины и вспомогательного оборудования должна производиться по мере поступления оборудования на монтаж.
При этом проверяется отсутствие повреждений и дефектов оборудования, сохранность окраски, консервирующих и специальных покрытий, цельность пломб.
2.2 . Каждый механизм, аппарат и система паротурбинного агрегата после сборки и монтажа должен пройти предусмотренные технической документацией испытания. При необходимости может быть проведена ревизия с устранением выявленных дефектов.
2.3 . Программа приемки должна включать испытания и проверки, необходимые для обеспечения надежной работы паротурбинного агрегата, в том числе:
1 ) проверку плотности стопорных и регулирующих клапанов;
2 ) проверку правильности показаний измерительных приборов, блокировок и защит систем агрегата;
3 ) проверку правильности работы и предварительной настройки регуляторов систем агрегата;
4 ) испытание регуляторов безопасности;
5 ) снятие характеристик системы регулирования и проверку ее работы;
6 ) проверку режимов пуска турбины;
7 ) испытание качества тепловой изоляции корпусов цилиндров;
8 ) проверку уровня вибрации подшипников турбины и турбогенератора
9 ) проверку работы системы регенерации;
10 ) проверку плотности вакуумной системы агрегата.
3. ПРИЕМКА ТУРБИНЫ В ЭКСПЛУАТАЦИЮ
3.1 . Завершающим этапом приемки турбины в эксплуатацию должны быть комплексные испытания в течение 72 h при работе по прямому назначению и при номинальной электрической и тепловой нагрузках.
Если по условиям эксплуатации электростанции номинальные нагрузки не могут быть достигнуты, паротурбинный агрегат должен быть принят по результатам испытаний при максимально возможной нагрузке.
3.2 . Критерием для приемки турбины в эксплуатацию должно быть отсутствие в течение установленного времени комплексных испытаний дефектов, препятствующих длительной эксплуатации.
Если по условиям эксплуатации электростанции комплексные испытания не могут продолжаться в течение установленного времени, турбина считается выдержавшей испытания ери отсутствии дефектов за фактическое время проведения комплексных испытаний.
3.3 . Приемка турбины в эксплуатацию должна подтверждаться соответствующей записью в формуляре или паспорте на турбину согласно СТ СЭВ 1798-79.
ИНФОРМАЦИОННОЕ ПРИЛОЖЕНИЕ
ОСНОВНЫЕ ПРАВИЛА ПРОВЕДЕНИЯ МОНТАЖА ТУРБИН
1 . Помещение машинного зала и фундаменты должны быть освобождены от опалубки, строительных лесов и очищены от мусора. Проемы должны быть ограждены, а каналы, лотки и люки — закрыты.
3 . На фундаментах, сдаваемых под монтаж оборудования, должны быть нанесены разбивочные оси для основного оборудования и зафиксированы высотные отметки.
4 . На фундаментах, предназначенных для установки турбины, оси должны наноситься на закладные металлические детали, а высотные отметки — фиксироваться на реперах.
Оси и реперы, закрепленные на фундаменте, должны быть расположены вне контура фундаментных рам и других опорных конструкций. Отклонения от проектных размеров не должны превышать значений, установленных поставщиком в технической документации по производству и приемке работ по возведению бетонных, железобетонных и металлических конструкций фундаментов.
5 . При выполнении монтажных работ должны соблюдаться требования инструкций и правил по охране труда и технике безопасности.
6 . При монтаже оборудование должно быть очищено от консервирующих смазок и покрытий за исключением поверхностей, которые должны оставаться покрытыми защитными составами в процессе эксплуатации оборудования. Защитные покрытия на внутренних поверхностях оборудования должны удаляться, как правило, без разборки оборудования.
7 . Непосредственно перед установкой оборудования опорная поверхность фундамента должна быть очищена до чистого бетона и промыта водой.
8 . Оборудование, имеющее механически обработанные опорные поверхности, должно устанавливаться на точно выверенные жесткие опорные элементы поверхности фундамента.
9 . В процессе монтажа должна быть повторена стендовая сборка турбины с соблюдением зазоров, центрирования сопрягающихся сборочных единиц в соответствии с паспортами и техническими требованиями.
10 . Отклонения от проектных привязочных размеров и отметок, а также от горизонтали, вертикали, соосности и параллельности при установке оборудования не должны превышать допустимых значений, указанных в технической документации и инструкциях по монтажу отдельных видов оборудования.
11 . При монтаже оборудования должен осуществляться предусмотренный в технической документации контроль качества выполненных работ.
Выявленные дефекты подлежат устранению до начала последующих монтажных операций.
12 . Скрытые работы, выполняемые в процессе монтажа, проверяются для установления соответствия их выполнения техническим требованиям. К скрытым относятся работы по сборке машин и их сборочных единиц, проверке зазоров, допусков и посадок, выверке оборудования и другие работы, если их качество не может быть проверено после выполнения последующих монтажных или строительных работ.
13 . Поступающее на монтаж оборудование не должно разбираться, кроме случаев, когда разборка его в процессе монтажа предусмотрена техническими условиями, инструкциями или технической документацией.
14 . Трубопроводы и теплообменные аппараты систем паротурбинного агрегата должны поставляться на монтажную площадку очищенными и законсервированными.
1 . Автор — делегация СССР в Постоянной Комиссии по сотрудничеству в области машиностроения.
3 . Стандарт СЭВ утвержден на 53-м заседании ПКС.
4 . Сроки начала применения стандарта СЭВ:
Сроки начала применения стандарта СЭВ
в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству
Источник
§ 63. Монтаж главных паровых и газовых турбинных агрегатов
Качество монтажа главного турбозубчатого агрегата (ГТЗА) во многом зависит от качества установки и обработки опорных поверхностей фундамента. По современной технологии постройки судов фундаменты под ГТЗА можно устанавливать в днищевой секции корпуса судна, в блоке секций машинного отделения и в собранном корпусе судна. При установке фундаментов на днищевых секциях или в блоке секций проверку расположения их оси ведут от струны, натянутой по контрольным точкам оси валопровода, снятым с плаза. Если устанавливают фундаменты в собранном корпусе, проверку производят от струны, натянутой через мишени, укрепленные на переборках по световой линии, совпадающей с осью валопровода. Для пробивки световой линии (рис. 159) у носовой переборки машинного отделения ставят мишень 4 с источником света 3 (электрической лампочкой), а в районе кормовой оконечности судна — щиток наблюдателя и контрольную мишень 1, закрепленную на специальном шергене 2, не соединенном с корпусом судна. На всех поперечных переборках, расположенных между концевыми контрольными точками, закрепляют промежуточные мишени 5, как и в районе опор гребного вала (мишени 7,6,5 у кронштейна, мортиры и дейдвудной трубы). Расставляют и закрепляют мишени последовательно от кормы к носовой переборке машинного отделения так, чтобы через отверстия в мишенях был виден источник света. Прямая, проходящая через отверстия в мишенях, будет представлять собой теоретическую линию валопровода.

Рис. 159. Схема пробивки световой линии валопровода.
Мишени бывают различной конструкции: глухие в виде стальной пластинки толщиной 2—3 мм, раздвижные в виде рамки с подвижными планками, регулируемые прозрачные мишени (рис. 160), применяемые при центровке механизмов с помощью оптических приборов. Центровые отверстия в мишенях для коротких валопроводов рекомендуется выполнять диаметром не более 0,75 мм, а для валопроводов большой длины диаметром до 1,5 мм.

Рис. 160. Регулируемая прозрачная мишень, установленная в приспособлении.
1 — регулируемые установочные головки; 2 — мишень с перекрытиями; 3 — корпус мишени; 4 — зажимное кольцо; 5 — стопорный винт.
Фундамент под ГТЗА (рис. 161) имеет сложную конструктивную форму, так как корпуса турбин различны по габаритам и располагаются на различной высоте. Основой фундамента являются стальные балки 1, связанные между собой бракетами 3 и подкрепленные кницами 4. Перед приваркой фундамента к набору корпуса судна проверяют положение не только его главной оси (оси редуктора ГТЗА), но и осей корпусов турбин, главного конденсатора, а также их расположение на опорных плоскостях 2 фундамента. Это необходимо для того, чтобы исключить попадание крепежных болтов на кницы или бракеты при монтаже турбин.

Рис. 161. Фундамент под ГТЗА.
Проверка положения осей производится от струны, осуществляющей теоретическую ось валопровода, с навешенными на нее отвесами. Отклонение осей в горизонтальной плоскости допускается не более ± 5 мм, а в вертикальной плоскости — не более + 3 и —10 мм. Опорные плоскости в зависимости от размеров обрабатывают с помощью пневматической шлифовальной машины или переносного фрезерного станка с проверкой точности обработки по линейке и щупу; при этом допускается зазор не более 0,1 мм. Однако при обработке опорных поверхностей (полок) фундамента невозможно получить одну ровную плоскость, что объясняется не только сложностью точной выверки положений переносного фрезерного станка при всех операциях обработки, но и необходимостью сохранить установленную чертежом толщину полок фундамента. Поэтому между опорными поверхностями фундамента и редуктора при монтаже заводят стальные прокладки (клинья), которые компенсируют неплоскостность фундамента.
Для облегчения установки клиньев полке фундамента дают уклон 1 : 50; 1 : 150 в ту сторону, с какой будет заводиться клин (уз. А, рис. 161).
Погрузку и монтаж отдельных узлов ГТЗА производят в определенной последовательности: вначале грузят, устанавливают на фундамент и центруют по оси валопровода редуктор, затем грузят конденсатор и ТНД, а после них — ТСД или ТВД. Одновременно с погрузкой ГТЗА или до нее грузят 60—70% вспомогательных механизмов, чтобы исключить влияние их погрузки на центровку турбин по редуктору ГТЗА.
Центровку редукторов по оси валопровода можно производить двумя способами: редуктор и весь агрегат прицентровывают к валопроводу, который должен быть к этому времени смонтирован; редуктор центруют по плазовым точкам оси валопровода, нанесенным на переборки машинного отделения, используя оптические приборы, а затем уже центруют валопровод и производят монтаж турбин, центруя их по редуктору.
Для судов с длинными валопроводами (до 100 м) применяют оптическую трубу нивелира НА-1, а при относительно коротких валопроводах (до 25 м) — особую визирную трубу типа ВТ-3. В окуляре каждой из этих оптических труб имеется сетка с перекрестиями, которую с помощью специальной оптической проекционной насадки с яркой электролампой напряжением 12 в можно спроектировать на мишень, расположенную на определенном расстоянии от объектива (до 100м для труб НА-1).
На больших судах валы турбин и редуктора изготовляют полыми, поэтому трубу нивелира или визирную трубу можно установить в отверстии вала редуктора, расположенного на опорной поверхности фундамента, и сцентровать ось вала редуктора с теоретической осью валопровода, спроектировав перекрестие сетки на точки плазовой разметки этой оси.
Для этой цели на носовой части вала редуктора устанавливают кронштейн, на котором и закрепляют оптическую трубу с насадкой. Кронштейн оптической трубы нивелира (рис.162, о) состоит из фланца 4 с заплечиками, к которому приварена полка 3 с дополнительным кронштейном, имеющая две обоймы 1 для закрепления трубы 2 с проекционной насадкой. Четырьмя болтами 5 фланец крепится к валу 7 редуктора так, чтобы оси вала и трубы совпали. Для устранения перекоса трубы в случае несовпадения осей предусмотрены отжимные болты 6.

Рис. 162. Кронштейн для установки оптических труб: а — нивелира НА-1; б — визирной трубы ВТ-3.
Конструкция кронштейна для визирной трубы ВТ-3 (рис. 162,6) аналогична рассмотренной, только полка 3 выполнена без дополнительного кронштейна для установки проекционной насадки, а фланец 4 имеет как горизонтальные, так и вертикальные отжимные болты. Это позволяет устранять не только излом, но и смещение осей вала и оптической трубы, т. е. производить центровку ее по оси вала редуктора. Для трубы нивелира центровку выполняют с помощью одной мишени, а для визирной трубы — с помощью двух мишеней (более точно) или одной мишени (менее точно). Рассмотрим принцип центровки по одной мишени, Одинаковый для обеих труб.
На переборке машинного отделения (или на специальном шергене) на расстоянии не менее 15 м — для трубы нивелира и 1—5 м — для визирной трубы устанавливают мишень белого цвета, центр перекрестий которой приблизительно совпадает с отмеченной точкой оси валопровода. Трубу фокусируют на мишень, а затем при помощи оптической насадки получают на мишени проекцию сетки.
Мишень передвигают так, чтобы ее перекрестия совпали с перекрестиями сетки — точка А (рис.163). После этого вал редуктора поворачивают на 180° и, если труба не отцентрирована, получают на мишени новое положение перекрестия сетки — точку В. Величину полученного смещения измеряют, делят пополам, отмечая на мишени среднюю точку С. При помощи отжимных болтов кронштейна совмещают перекрестие сетки с точкой С, а затем для проверки еще раз поворачивают вал редуктора на 180° и вторично проверяют смещение сетки. При удовлетворительной центровке заметного смещения не должно быть. Таким способом можно добиться, что расхождение осей трубы и вала редуктора не будет превышать 0,02 мм/м, а этого вполне достаточно для качественного монтажа ГТЗА и линии валопровода.

Рис. 163. Схема центровки оптических труб по оси вала редуктора.
Центровка визирной трубы по двум мишеням отличается от предыдущей лишь тем, что устанавливают две мишени белого цвета на расстоянии 2—3 и 6—8 м от визирной трубы. Ближняя мишень имеет в центре отверстие диаметром 20—25 мм, через которое можно видеть дальнюю мишень. Спроектировав сетку трубы вначале на ближнюю, а затем на дальнюю мишень, совмещают их перекрестия с перекрестиями сетки, поворачивают вал редуктора на 180° и определяют величины смещений по обеим мишеням. Полученные величины смещений делят пополам и подцентровывают трубу сначала по дальней мишени, устраняя излом осей, а затем по ближней, устраняя их смещение.
Центровку редуктора, установленного на судовом фундаменте, производят или по двум мишеням, расположенным в размеченных точках оси валопровода на носовой и кормовой переборках, или по мишени на кормовой переборке (на специальном шергене в корме судна). В зависимости от этого визирные трубы устанавливают на одном или обоих концах пустотелого вала редуктора.
В процессе центровки редуктор перемещают в вертикальном и горизонтальном направлениях соответственно с помощью клиновых домкратов и специальных скоб до тех пор, пока перекрестия визирных труб не совместятся с перекрестиями мишеней.
Вследствие недостаточной жесткости корпуса редуктора при монтаже могут возникнуть деформации, которые приведут к нарушению взаимного положения осей шестерен и снижению качества зацепления. Поэтому закрепление редуктора на фундаменте с учетом этого условия ведется в основном двумя способами: на клиновых прокладках, верхние поверхности которых обрабатываются в одну плоскость или с регулированием распределения нагрузок по опорной поверхности фундамента.
При выполнении монтажа первым способом после центровки редуктора замеряют в нескольких местах, указанных в чертеже, зазоры между лапами редуктора и опорной поверхностью фундамента. Измерения производят с помощью специального приспособления, позволяющего заводить мерительный наконечник в зазор. По этим зазорам изготовляют базовые прокладки, определяющие положение редуктора по оси валопровода. Прокладки прихватывают к фундаменту электросваркой и через отверстия в лапах редуктора сверлят, а затем развертывают отверстия для фундаментных болтов. Высоту прокладок измеряют по базовым поверхностям при помощи проверочной линейки, уложенной по уровню. Уложив изготовленные прокладки на опорную поверхность фундамента, проверяют их плоскостность, при этом отступление от плоскостности (в миллиметрах) допускается не более 0,1 длины фундамента (в метрах). Редуктор снова устанавливают на прокладки, фиксируя его положение калиброванными болтами, заведенными в отверстия базовых прокладок, и в этом положении окончательно закрепляют на фундаменте.
При монтаже редуктора вторым способом сохраняют качество стендовой сборки редуктора путем воспроизведения веса отдельных его частей. С этой целью на заводе-изготовителе после стендовой сборки редуктор приподнимают с помощью динамометров, установленных в определенных отверстиях его лап, на 0,6 мм над поверхностью стенда и показания динамометров записывают в формуляр. При монтаже редуктора в те же отверстия ввертывают динамометры и нагружают их, руководствуясь формуляром. Перед закреплением редуктора на фундаменте способом, аналогичным предыдущему, проверяют еще раз его центровку.
Монтаж турбин ГТЗА подобен рассмотренному выше процессу монтажа редуктора. Отличие состоит лишь в том, что центровку вала каждой турбины по валу соответствующей шестерни редуктора производят с помощью стрел (рис. 164) разнообразной формы. По стрелам с помощью щупа измеряют смещение и излом валов, величины которых соответственно не должны превышать 0,05 мм и 0,08 мм/м. Зазоры в зубчатом зацеплении колеса с каждой шестерней редуктора проверяют по свинцовым оттискам, при этом наибольшая разность по толщине оттисков в пределах одного венца не должна превышать 0,02 мм, а прилегание зубьев должно находиться в пределах 0,85—0,90 длины зуба.

Рис. 164. Стрелы для центровки валов турбин и редуктора.
Для возможности теплового расширения корпусов турбин во время эксплуатации их носовые, а иногда и кормовые опоры
делают подвижными. Конструкции опор бывают трех видов: кормовые лапы турбины закреплены неподвижно на площадке редуктора, а носовые подвижные опоры (рис. 165) — на судовом фундаменте, при этом прокладка должна быть тщательно отшлифована; носовая подвижная опора, аналогичная предыдущей, и кормовая неподвижная закреплены на судовом фундаменте; кормовая опора неподвижна, а носовые лапы имеют упругие опоры (стойки), закрепленные на судовом фундаменте.

Рис. 165. Носовая подвижная опора турбины.
Монтаж конденсатора производят обычно после предварительной центровки ТНД. На присоединительную поверхность патрубка конденсатора укладывают в качестве прокладки асбестовую ленту, смазанную графитом, поднимают конденсатор на домкратах к фланцу патрубка ТНД и соединения фланцев крепят при помощи шпилек. Затем приступают к установке четырех пружинных опор (рис. 166), которые служат для устранения возможного провисания конденсатора под действием его значительного веса, что может привести к появлению неплотности в соединении патрубков и нарушению вакуума. Пружинные опоры для упрощения монтажа устанавливают на прокладках, определяя высоту последних по замерам с места и с учетом обжатия пружин при тепловом расширении конденсатора.

Рис. 166. Пружинная опора конденсатора.
1 — конденсатор; 2 — лапа конденсатора; 3 — сферическая насадка; 4 — регулировочный винт опоры; 5 — пружина; 6 — основание опоры; 7 — указатель нагрузки пружины.
Монтаж ГТЗА заканчивается проверкой холодных зазоров в проточной части турбин, установкой ресиверов, арматуры, различных кожухов и т. п.
Особенности монтажа ГТУ. Для судов газотурбинной установки является характерным расположение всех основных механизмов вдоль ДП судна по одной оси (см. § 22, рис.66). Поэтому основная задача монтажа ГТУ заключается в сохранении прямолинейности всего агрегата и валопровода, а также в обеспечении его тепловых расширений без нарушения соосности сопрягаемых механизмов. Для выполнения последнего условия носовые опоры агрегата устанавливают на подвесках. Подвеска (рис.167) крепится неподвижно двумя лапами 6 к судовому фундаменту на прокладках 7. Шарнир 5 позволяет турбине и камере сгорания при нагреве перемещаться вдоль оси. Корпус 1 агрегата крепится к кронштейнам 2, которые имеют шарниры 3, связанные с шарнирами 5 металлической конструкцией 4 из трубы. Расстояние А между осями шарниров достигает 500 мм. Для создания жесткости трубу 4 выполняют с ребрами 8 из листовой стали.

Рис. 167. Крепление носовой опоры ГТУ на подвеске.
Редуктор ГТУ имеет отдельный фундамент, не связанный с фундаментами под турбины, поэтому его монтаж ничем не отличается от монтажа редуктора ГТЗА. Однако ввиду достаточной жесткости редуктора, его центровка с валопроводом производится с меньшей точностью: допуск на смещение — не более 0,1мм, на излом — не более 0,15 мм/м. Кроме того, допускается его установка не на клиновых, а на сферических прокладках, что упрощает монтаж. Газовые турбины центруют по редуктору с теми же допусками на смещение и излом, что и для вала редуктора; крепление турбин на фундаменте выполняется также на сферических прокладках.
Особенности монтажа камер сгорания. Камеры сгорания газотурбинных установок имеют различные конструкции и могут располагаться горизонтально, вертикально и, если их бывает несколько, в особом кожухе кольцевым образом. Монтаж камер сгорания заключается в их креплении на обработанном фундаменте крепежными болтами через овальные отверстия.
Особое внимание при монтаже следует обращать на качество изоляции камер, так как температура в них достигает 700—800° С. В качестве изолирующего материала применяют цемент с вермикулитом и добавкой асбеста. Для лучшего закрепления изоляции на стенки наружного корпуса с внутренней стороны приваривают шпильки, которые опутывают металлической сеткой или проволокой.
Источник
Совместными
усилиями
к общему успеху…
с_1997 года
«ИНТЕХ ГмбХ»
Ремонт и установка турбин. Инструкция по эксплуатации паровой турбины
- Инструкции по ремонту и установке турбин
- Общие положения
- Сведения, необходимые для подготовки к работе
- Безопасность
- Спецификация и детализация паровой турбины
- Ротор паровой турбины
- Корпус подшипника
- Лабиринтовый сальник
- Подшипник скольжения
- Упорный подшипник
- Клапан экстренного отключения
- Регулирующий клапан
- Масляный контейнер и заземление ротора
- Сопловой аппарат
- Система парового уплотнения
- Процедура промывки
- Рабочая процедура
- Устройства защиты и контроля, а также контрольные точки при работе оборудования
- Техническое обслуживание
- Контрольный лист проведения работ по техобслуживанию и проверке
- Инструкция по установке турбины
- Безопасное хранение на строительной площадке
- Общее описание установки турбины
- Процедура монтажа паровой турбины
- Центрирование соединений
- Соединение трубопроводов
- Проверка управляющего устройства скользящего типа, расположенного со стороны корпуса подшипника
- Контроль корпуса турбины
- Трубный компенсатор
Инструкции по ремонту и установке турбин
Общие положения
Инструкция по эксплуатации подготовлена в помощь опытному и квалифицированному персоналу, который будет заниматься эксплуатацией и техническим обслуживанием вращающегося оборудования, его вспомогательных систем и устройств управления.
Данная турбина была разработана для того, чтобы обеспечить надежную и безопасную работу. Тем не менее, при эксплуатации оператор должен принимать разумные меры предосторожности, которые обычно применяются при работе с вращающимся оборудованием, работающим под давлением с паром.
Несоблюдение таких мер ведет к риску травмирования персонала и повреждения оборудования.
1. Назначение данной инструкции
Настоящая инструкция относиться ко всему оборудованию, которое входит в объем поставки.
2. Соответствующая среда
Данная паровая турбина и ее вспомогательное оборудование были разработаны и произведены для выходной производительности при номинальном режиме работы турбины — 3000 кВт
3. Предупреждение об остаточном риске
Несмотря на то, что данный паротурбогенератор разработан для обеспечения безопасных условий работы, все равно имеются остаточные риски. В данной инструкции следующими символами обозначены условия, имеющие большую значимость с точки зрения безопасности.
Сведения, необходимые для подготовки к работе
Ознакомьтесь с трубопроводом пара и тем электрическим оборудованием, которое относится к турбине, и убедитесь в том, что вы понимаете логику работы всех защитных систем, особенно системы аварийного отключения.
ЗАПРЕЩАЕТСЯ ЗАПУСКАТЬ ОБОРУДОВАНИЕ, ЕСЛИ ВЫ НЕ ЗНАЕТЕ ПРАВИЛ ЕГО ЭКСПЛУАТАЦИИ И ЕГО ФУНКЦИИ ЗАЩИТЫ.
Ознакомьтесь с тем, как надлежащим образом сливать и нагревать трубопровод пара. Убедитесь в надлежащей работе всех систем отвода пара.
Если пар поступает слишком быстро в трубопровод, который не был надлежащим образом слит, это неизбежно приводит к серьезным и опасным гидравлическим ударам.
Необходимо четко понимать, что при возникновении гидравлических ударов наилучшим с вашей стороны будет закрыть клапаны систем подачи пара в тот трубопровод, который подвержен гидравлическим ударам, а затем открыть все ручные сливные линии на этом трубопроводе.
Безопасность
1. Общие меры безопасности
В прочих частях данной инструкции рассматриваются детали необходимого обеспечения безопасности. Ниже приводятся лишь некоторые наиболее важные положения.
Не прикасайтесь к оборудованию без необходимости.
При необходимости работа с оборудованием должна выполняться только опытным персоналом.
Даже если оборудование не работает, запрещается подниматься на оборудование, так как при этом возникает риск падения.
При необходимости, подниматься на оборудование с большим вниманием и осторожностью с применением подмостей может лишь квалифицированный персонал, имеющий опыт работы с оборудованием.
Вам необходимо в ручном режиме проверить устройства безопасности прежде, чем запускать пар в турбину.
ЗАПРЕЩАЕТСЯ ПОДАВАТЬ ПАР НА ТУРБИНУ, ЕСЛИ КЛАПАН АВАРИЙНОЙ ОСТАНОВКИ ЗАКРЫТ НЕПОЛНОСТЬЮ.
Запрещается стоять рядом с соединениями или открытыми вращающимися деталями, если вы одеты в просторные, развевающиеся одежды, галстук и т.д.
Запрещается демонтировать детали на работающем оборудовании.
Запрещается развинчивать болты, ослаблять их, снимать или перемещать нижнюю половину корпуса турбины.
При снятии крышки с оборудования или демонтаже деталей необходимо уточнить их вес.
В случае если вес превышает 15 кг (33 lb), для подъема необходимо использовать соответствующие подъемные механизмы.
При применении подъемных механизмов, необходимо убедиться в том, что применяемые устройства соответствуют поднимаемому весу и, что вес надлежащим образом закреплен перед подъемом.
Прежде чем приводить в действие турбину, необходимо убедиться в том, что все перекрывающие пар клапаны полностью закрыты, а все дренажи турбины полностью открыты.
Запрещается дотрагиваться до клапанов пара на трубопроводе без применения перчаток, которые могли бы защитить вас от ожогов.
При контроле или ремонте электрического оборудования, выключатель на панели должен быть открыт, и источник электропитания для данных устройств должен быть перекрыт. В противном случае возникает риск электрического удара.
Убедиться в том, что ручная стартовая ручка снята с вала стартового мотора до пуска мотора.
В противном случае персонал, находящийся поблизости от устройств может получить телесные повреждения.
Не рекомендуется находиться длительное время рядом с установкой, так как длительное воздействие шума и вибрации могут иметь негативные последствия для физического состояния.
Спецификация и детализация паровой турбины
1. Подробное описание
Корпус турбины разделен горизонтально на две части.
Горизонтальный шов корпуса должен быть аккуратно обработан на станке для обеспечения полной изоляции.
Обе половинки соединяются штифтами, гайками и дюбелями. Приемный патрубок пара, коллектор пара для клапана управления встроены в нижний корпус.
Контейнеры лабиринтового уплотнения разделены и помещаются в верхней и нижней половинке корпуса турбины.
2. Разборка
- Снять сдвигаемую крышку (ограждения турбины) и отсоединить трубопровод подачи пара от клапана экстренного отключения.
- Снять конический штифт (штифты), гайку (гайки) и резьбовую шпильку (шпильки) на горизонтальном соединении корпуса турбины.
- Установить четыре направляющих болта, чтобы поднять верхнюю часть корпуса турбины надлежащим образом и выровнять.
- Установить четыре перекидных болта.
- Пропустить провод через отверстие верхней части корпуса таким образом, чтобы поднять верхний корпус с использованием ручной цепной тали с основным крановым блоком.
- Поднять верхнюю половину с использованием перекидного болта (болтов).
- Верхнюю половинку поднимать аккуратно, контролируя проход внутренней части через горизонтальное соединение.
Примечание: Очень важно поднимать верхний корпус строго по вертикали и, не смещая его по горизонтали - Верхние половинки соплового аппарата (аппаратов) и лабиринтового уплотнения (уплотнений) крепятся болтами на верхний корпус и поднимаются вместе с верхним корпусом.
3. Сборка верхнего корпуса
Эта процедура противоположна операции разборки.
- Поверхность разъема — очистка
Разъемные поверхности верхнего и нижнего корпуса должны быть абсолютно чистыми. Они зачищаются растворителем.
Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным - Паста для уплотнения стыков
- До установки на все поверхности болтов корпуса наноситься многокомпонентная смазка для резьбы
4. Метод соединения
- Нанести тонкую пленку многокомпонентной пасты для резьбы на соединительную поверхность нижнего корпуса. Многокомпонентную пасту для резьбы ЗАПРЕЩАЕТСЯ применять повторно.
- Верхний корпус опускается в нужную позицию, при этом необходимо убедиться, что он опускается строго по вертикали и по горизонтали к нижнему корпусу.
- Перекидной болт (болты) должны быть выше горизонтальной поверхности, чтобы дно перекидного болта выступало.
- Перед фиксацией необходимо убедиться в том, что корпус выровнен.
- Установить все конические штифты в надлежащее положение на горизонтальном стыке верхнего корпуса.
- Последовательность затягивания имеет большое значение, так как она обеспечивает плотное, герметичное соединение и помогает избежать неравномерного напряжения на корпусе. Последовательность заключается в альтернативном затягивании противоположных гаек на каждой стороне. См. процедуру затягивания болтов на корпусе.
- Момент затягивания болтов, находящихся там, где нет опасности вырывания, должен быть таким же, как и для близ находящихся болтов.
Ротор паровой турбины
Подробное описание
Ротор турбины выполнен из монолитной стальной заготовки методом горячей ковки, аккуратно обработан на станках и заземлен.
После того, как были собраны лопатки, гибкая мембранная муфта и прочий вращающийся элемент, ротор был динамически сбалансирован. На конец вала турбины установлен прибор для замера скорости с электрическим управляющим устройством.
Демонтаж
- Снять верхний корпус, крышку переднего и заднего корпуса подшипника и верхнюю половину соединительной крышки. Затем отсоединить трубопровод масла, снять приборы контроля скорости, вибрации, осевого смещения и температуры до ремонта крышки корпуса подшипника.
- Удалить болты и гайки гибкой мембранной муфты, затем снять соединительную прокладку между турбиной и компрессором.
- Снять крышку с упорного подшипника турбины, с переднего и заднего радиального подшипников.
- Снять регулируемый вкладыш с упорного подшипника. Необходимо отметить переднюю и заднюю сторону вкладышей.
- Установить петлю из проволочной ткани на ротор турбины. Необходимо применить грузовую траверсу в соответствии с прилагаемым информационным листом.
- Поднять аккуратно ротор и установить на деревянный стенд.
Повторная сборка ротора турбины
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа.
Корпус подшипника
1. Подробное описание
Передний корпус подшипника/крышки, установленный на опорной плите, оснащен упорным подшипником, подшипником скольжения, исполнительным механизмом клапана управления и такими приборами, как прибор замера температуры металла подшипника, датчики, прибор замера осевого смещения, датчик вибрации вала и датчик скорости.
Корпус подшипника присоединен к нижнему корпусу турбины при помощи специальной промежуточной опоры карданной передачи и перемещается направляющей шпонкой, которая располагается между корпусом подшипника и опорной плитой для того, чтобы компенсировать термическое расширение в осевом направлении.
Задний корпус подшипника/крышки, установленный на опорной плите, оснащен подшипником скольжения, крышкой соединения и такими приборами, как прибор замера температуры металла подшипника, датчики, датчик вибрации вала и ключ фазы.
2. Разборка
- Передний корпус подшипника/крышка:
- Снять датчики температуры, скорости и вибрации вала.
- Удалить фронтальную крышку с датчиком осевого смещения.
- Снять болт (болты) и конический штифт (штифты) с горизонтального соединения крышки подшипника и корпуса подшипника.
- Установить два перекидных болта.
- Установить рым-болт (болты) на крышку подшипника.
- Провести проволочную петлю через рым-болт (болты), таким образом, чтобы поднять крышку корпуса подшипника с использованием ручной цепной тали, соединенной крюком с основным крановым блоком.
- Крышка корпуса подшипника должна свободно поддерживаться перекидными болтами. Аккуратно поднять крышку корпуса подшипника.
- Задний корпус подшипника с соединительной крышкой
- Снять датчики температуры и датчики вибрации вала.
- Снять болт (болты) и конический штифт (штифты) с горизонтального и вертикального соединения верхней половины соединительной крышки.
- Провести проволочную петлю через рым-болт (болты) таким образом, чтобы поднять верхнюю половину соединительной крышки при помощи цепной ручной тали, соединенной крюком с основным крановым блоком.
- Осторожно поднять верхнюю половину соединительной крышки. Удалить датчики температуры с крышки корпуса подшипника.
- Снят болт (болты) и конический штифт (штифты) с горизонтального шва крышки подшипника и корпуса подшипника. Удалить заземляющие щетки с масляного контейнера.
- Установить два перекидных болта.
- Установить рым-болт (болты) на крышку подшипника. Провести проволочную петлю через рым-болт (болты) таким образом, чтобы поднять крышку корпуса подшипника с использованием ручной цепной тали, соединенной с основным крановым блоком.
- Крышка корпуса подшипника должна свободно поддерживаться перекидным болтом (болтами). Осторожно поднять крышку корпуса подшипника.
3. Повторная сборка передней/задней крышки (крышек) корпуса подшипника
Процедура выполняется в обратном порядке описанной операции разборки.
- Поверхность разъема — очистка
Разъемные поверхности передней/задней крышки корпуса подшипника должны быть абсолютно чистыми. Они зачищаются растворителем. Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи тонкой проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным. - Метод соединения
Нанести тонкую пленку многокомпонентной пасты на соединительную поверхность переднего и заднего корпуса подшипника и соединительную крышку. Многокомпонентную пасту ЗАПРЕЩАЕТСЯ применять повторно. Указанные детали опускаются в нужное положение. При этом необходимо убедиться, что стыковочные поверхности строго выровнены по вертикали и по горизонтали. Последовательность затягивания имеет большое значение, так как она обеспечивает плотное, герметичное соединение и помогает избежать неравномерного напряжения на оборудовании. Последовательность заключается в альтернативном затягивании противоположных гаек на каждой стороне.
Лабиринтовый сальник
- Детальное описание
- Корпус сальника
Корпус сальника разделен горизонтально на две части. Верхняя половина корпуса сальника привинчена болтами к верхней половине корпуса турбины.
(Примечание: корпуса сальников подогнаны на станках и не могут взаимно заменяться) - Лабиринтовый сальник
Каждый круг состоит из 4-х сегментов, и каждый сегмент оснащен оттяжной пружиной.
После установки лабиринтового сальника на его горизонтальном стыке необходимо установить шпонку (шпонки) для защиты от вращения.
Две половинки корпуса сальника необходимо надлежащим образом выровнять во избежание образования ступеньки на стыке. Если необходимо только проверить и вновь использовать лабиринтовый сальник (сальники), важно идентифицировать каждый из них, чтобы знать его точное положение и сборку сегментов.
(Примечание: существуют два вида лабиринтового сальника для соединения каждого сегмента. У одного из них плоская поверхность для низкотемпературного порта турбины, а у другого — неровная поверхность для высокотемпературного порта турбины).
- Корпус сальника
- Повторная сборка
- Почистить растворителем и мочалкой из тонкой проволоки.
- Убрать все отложения с корпуса сальника.
- Разделить уплотнительные поверхности в корпусе уплотнителя и горизонтальном стыке. Поверхности должны быть чистыми и свободными от неровностей и раковин.
Подшипник скольжения
- Детальное описание
Ротор турбины опирается на два подшипника скольжения. Крышка подшипника разделена горизонтально на две части и соединена в корпусе подшипника штифтом (штифтами), резьбовой шпилькой (шпильками) и гайкой (гайками). Смазочное масло поступает внутрь подшипника через специальные отверстия. Если подшипник необходимо только проверить или заменить, необходимо снять крышку корпуса подшипника. При этом нет необходимости снимать верхний корпус турбины. - Разборка подшипника скольжения
* В случае если крышка корпуса подшипника, верхний корпус турбины и ротор турбины разобраны:- Снять крышку (крышки) подшипника после того, как будут удалены шпонки и резьбовые шпильки.
- Снять верхнюю половину подшипника (подшипников). Затем можно снять ротор турбины.
- После того, как ротор турбины будет поднят, повернуть нижнюю половину подшипника, надавливая на одну из сторон подшипника. Затем снять нижний подшипник (подшипники).
* Если проверяется только подшипник (подшипники) без разборки ротора турбины, применяется подушка подшипника.
- Залить смазочное масло между нижним подшипником (подшипниками) и ротором турбины после того, как будет снята крышка корпуса подшипника, крышка подшипника и верхняя половина подшипника.
- Завести стальной трос в пространство между корпусом подшипника и корпусом турбины для того, чтобы выполнить подъем. Все ротора поднимается при помощи крана.
- Повернуть нижний подшипник (примерно на 30 градусов). Затем вставить опорный подшипник, после чего повернуть нижний подшипник вместе с опорным подшипником.
- Повторная сборка подшипника скольжения
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа. Убедитесь в том, что крышка корпуса подшипника, крышка подшипника и подшипник скольжения совершенно чистые. Убедитесь в том, что крышка (крышки) подшипника установлены в правильное положение при помощи штифтов, прежде чем приступать к затяжке крепежных элементов.
Упорный подшипник
- Детальное описание
Упорный подшипник является подшипником сегментного типа. Несмотря на то, что в турбине импульсного типа осевая сила незначительна, подшипник имеет достаточную площадь для того, чтобы обеспечить дополнительную защиту и свою собственную. Поэтому он всегда устанавливается на ротор турбины. - Разборка упорного подшипника:
- Снять крышку подшипника после удаления шпонок и резьбовых шпилек.
- Удалить регулировочные вкладыши с двух концов упорного подшипника.
В этом случае необходимо подтвердить монтажные метки на сопрягаемых деталях. - Осторожно снять одну сторону подушки упорного подшипника.
После этого можно снимать и другую сторону. - Теперь можно приступить к снятию ротора турбины.
- Повторная сборка упорного подшипника.
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа. Убедитесь в том, что крышка корпуса подшипника, крышка подшипника и упорный подшипник совершенно чистые. Убедитесь в том, что крышка (крышки) подшипника установлены в правильное положение при помощи штифтов, прежде чем приступать к затяжке крепежных элементов.
Клапан экстренного отключения
- Детальное описание
Клапан установлен на входном фланце пара со стороны управляющего устройства паровой турбины. Он служит для открытия и закрытия турбины и а также, вместе с системой аварийного отключения, для автоматического отключения подачи пара в экстренных ситуациях. - Разборка клапана экстренного отключения
- Снять верхнюю крышку.
- Извлечь штырь (только со стороны шпинделя)
- Извлечь шпиндель вместе с рычагом и снять рычаг.
- Извлечь шпиндель вместе с рычагом и снять рычаг.
- Повернуть ручку и рабочее колесо по направлению часовой стрелки.
- Осторожно снять шпонку, шток клапана, гайку, держатель и стопор.
- Повернуть шток клапана по часовой стрелке и извлечь шток клапана и т.д.
- Снять герметичную крышку.
- Снять корпус пружины и втулку, воспользовавшись длинной резьбовой шпилькой с корпусом пружины (более подробная информация о растяжении пружины)
- Извлечь штырь, вытолкнуть вверх держатель пружины и снять соединительную деталь.
- Извлечь верхний шток клапана и снять пружину.
- Снять держатель пружины.
- Установить соединительную деталь на конец штока клапана.
- Вынуть наконечник клапана, шток клапана, клапан и крышку клапана.
- Извлечь шток клапана, клапан и крышку клапана с наконечника клапана.
- Снять установочный винт, крышку клапана и шток клапана.
Гидравлический масляный цилиндр
- Отсоединить масляный трубопровод.
- Снять крышку цилиндра.
- Снять гайку и шайбу.
- Снять держатель пружины и пружину.
- Снять установочный винт и шпиндель.
- Повторная сборка клапана экстренного отключения
- Убедиться в том, что все детали чистые.
- Заменить все поврежденные и изношенные детали.
Сборка клапана аварийного отключения выполняется в обратном порядке той последовательности, что описана в процедуре его разборки.
Регулирующий клапан
- Детальное описание
Регулирующий клапан установлен в нижней части общего литого корпуса клапана экстренного отключения и предназначен для автоматического регулирования количества пара в соответствии с нагрузкой привода.
Общее описание регулятора:
Сигнал о давлении масла, подаваемый регулятором, поступает на сервомотор регулятора, который находится под клапаном экстренного отключения, который открывает и закрывает регулятор при помощи рычага и, таким образом, регулирует количество поступающего пара в соответствии с нагрузкой. - Сборка регулирующего клапана
- Убедиться в том, что все детали чистые.
- заменить поврежденные или изношенные детали.
Собрать регулирующий клапан, выполняя операции в порядке обратном последовательности действий, описанных в процедуре разборки.
Масляный контейнер и заземление ротора
- Детальное описание
Масляный контейнер (контейнеры) устанавливаются на переднем и заднем корпусе с тем, чтобы предотвратить утечку масла из корпуса подшипника. Осевой зазор между масляным контейнером и ротором турбины рассчитывается на определенное температурное расширение.
Кроме того, задний масляный контейнер поставляется с двумя угольными щетками с тем, чтобы очищать подшипниковые токи роторной системы. - Разборка
1) Отсоединить провода от щеток заземления ротора на заднем корпусе подшипника. Снять угольные щетки с задней стороны масляного контейнера.
2) Демонтировать корпуса подшипников. Затем верхнюю половину каждого масляного контейнера установить на крышку корпуса подшипника.
3) Убрать установочный винт, чтобы ослабить масляный контейнер.
4) Зачистить горизонтальную поверхность и неровные поверхности масляного контейнера (контейнеров). - Повторная сборка
Эта процедура выполняется в обратном порядке тем операциям, что приводятся в описании операции разборки.- Поверхность разъема
Стыковые поверхности переднего/заднего масляного контейнера (контейнеров) должны быть абсолютно чистыми. Они зачищаются растворителем. Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи тонкой проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным. - Угольные щетки
При повреждении угольных щеток их необходимо заменить новыми.
- Поверхность разъема
Сопловой аппарат
- Детальное описание
Все сопловые аппараты (направляющая заслонка) выполнены из нержавеющей стали.
Они тщательно обработаны на станках. Все углы и профили выполнены так точно, чтобы предотвратить все потери при преобразовании энергии в лошадиную силу.
Лабиринтные уплотнения установлены на вторых диафрагмах. - Разборка
Если нет неполадок, то сопло 1-ой стадии не разбирать.

Система парового уплотнения
Подробное описание
Паровое уплотнение предотвращает попадание воздуха с уплотнения турбины внутрь корпуса турбины, запускается система конденсации отработанного пара, и уплотнение паровой турбины образует вакуум. Если воздушный эжектор затягивает воздух с уплотнения турбины, вакуум сбрасывается. Таким образом, паровое уплотнение должно поставляться в сальник турбины.
Давление парового уплотнения контролируется в автоматическом режиме двумя клапанами управления. Эти клапаны управления действуют от аналогового сигнала, который поступает от контроллера, контролирующего давление парового уплотнения.
Процедура промывки
1. Продувка паром
Область применения
После монтажа до ввода в эксплуатацию необходимо в соответствии с данным документом выполнить продувку нового трубопровода паром.
Цели
Чтоб почистить внутреннюю часть котла и магистрального трубопровода пара от находящихся внутри сварочных брызг, кусков металла, окалины, песка, мусора и т.д., применяют продувку паром.
Прежде чем приступать к продувке паром внутреннюю часть трубопровода рекомендуется продуть сжатым воздухом с тем, чтобы сократить время продувки паром.
Принцип
Необходимо приложить энергию, эквивалентную кинетической энергии на выходе паросборника, при работе паровой турбины на полной нагрузке.
Rc = (Gb2 xVb)/(Gмакс.2 xVмакс.) ≥ 1
Rc : Усилие чистки
Gb : максимальный расход пара при продувке (тонн/час)
Vb : Удельный объем пара при продувке (m3/kg)
Gмакс.: Расзход пара при максимальной мощности (тонн/час)
Vмакс.: Удельный объем пара при максимальной мощности (m3/kg)

Оборудование и материалы для промывки (в качестве примера)
Данный перечень не является окончательным, так как в зависимости от строительной площадки могут понадобиться и другое оборудование, но, в основном, используется следующее:
- Глушитель для продувочного пара
- Сборный трубопровод для входа пара через глушитель
- манометр 2 (для одной системы)
- Тестовый образец 2~3 (для одной системы)
- сальник (для рекуперации)
2. Подготовка к продувке
Работа по продувке должна выполняться после изготовления парового трубопровода, завершения гидравлических испытаний, окончания монтажа трубопровода.
(1) Снять трубопровод пара с входного фланца клапана экстренного отключения, затем изменить направление трубопровода пара.
(2) Установить временный трубопровод через временный глушитель.
(3) Установить временный глушитель.
(4) Снять выпускную крышку временного глушителя.
(5) Обозначить зону, запрещающую доступ на опасный участок, для обеспечения безопасности.
(6) Закрыть на промывочном трубопроводе стопорный клапан для отстойника и чуть открыть перепускной клапан.
(7) Испытательный образец выполняется из алюминия или меди и надлежащим образом полируется. Размеры образца должны составлять 18 □ мм х длина150~180 мм.
Установить испытательный образец под прямым углом к потоку пара. Каждый раз использовать поверхность нового испытательного образца.
3. Промывка паром
- Для соблюдения норм безопасности необходимо объявить по всему заводу о том, что будет выполняться промывка паром. Убедиться в отсутствии людей в опасной зоне.
- Привести бойлер в рабочие условия и подавать промывочный пар через входной трубопровод пара без сопротивления противодавления в течение примерно 10 минут.
- Проверить испытательный образец в соответствии с «Оценкой результатов промывки» и вновь установить его неиспользованной стороной или установить новый испытательный образец.
- Охлаждение линии пара
Охлаждение или нагрев трубопровода способствуют удалению грязи и брызг из трубопровода. Это необходимо для достаточного охлаждения. Обычно время охлаждения по каждой части следующее:
— Без теплоизолирующего материала: Примерно 30 ~ 60 минут
— С теплоизолирующим материалом: Примерно 180 ~ 240 минут - Запустить котел, привести его в рабочие условия и повторить процесс продувки.
- Обычно с каждым разом размер зерна на испытательном образце, которое является результатом действия бомбардирующих частиц, сталкивающихся с тестовым образцом, уменьшается. Отдельные большие вмятины говорят о том, что процедуру промывки необходимо повторить.
- Для промывки предварительно неочищенного трубопровода требуется увеличить вдвое или даже больше число промывок по сравнению с предварительно очищенным трубопроводом.
- ВНИМАНИЕ!
После окончания промывки, если нет проблем, снять ограждение. Объявить о завершении промывки по всему заводу.
Для первой продувки испытательный образец не применяется. После того, как будет выполнено несколько промывок, можно начать применение испытательного образца.
(Сделать отметку на испытательном образце таким образом, чтобы вы моги видеть, сколько раз вы его использовали).
4. Оценка результатов промывки
Чтобы оценить результаты промывки, необходимо выполнить следующие процедуры, которые согласовываются между производителем котла, производителем турбины и покупателем.
(1) Проверить самую высокую точку плотности на поверхности испытательного образца.
(2) Посчитать количество сколов в точке самой высокой плотности на 1 см2.
(3) Если имеется не более 2 штук, различающихся на 1 кв.см., и нет ничего, что вы могли бы видеть, трубопровод считается чистым.
5. Восстановление работы
После завершения промывки установить трубопроводы пара на паровой турбине после охлаждения паровых трубопроводов.

(1) Снять сальник, который применялся во время промывки, и установить новый.
(2) После восстановления трубопровода пара проверить входную часть клапана экстренного отключения и убедиться в отсутствии посторонних предметов.
(3) В случае если пар не очищался после того, как были выполнены процедуры в параграфе 4 и 5, рекомендуем установить металлическую сетку в качестве временного фильтра.
Удаление антикоррозионного покрытия при запуске паровой турбины
На внутреннюю поверхность паровой турбины при длительном хранении наноситься антикоррозионное покрытие. Этот материал удаляется потоком пара и вытекает с потоком использованного пара. Поэтому линия отработанного пара должна быть открыта для выхода пара в атмосферу в течение 30 ~ 60 минут для того, чтобы предотвратить попадание посторонних частиц и антикоррозионного материала в выпускную линию во время пуска паровой турбины и скорость паровой турбины в этот момент не требуется.
Промывка маслом
Масло системы смазки поставляется насосом Продавца и применяется вместе с насосом и турбиной. Для выполнения промывки маслом необходимо ознакомиться с инструкцией, которая предоставляется продавцом насоса.
Рабочая процедура
Предпусковой контроль
Цели
Контроль перед пуском предназначен для того, чтобы убедиться в отсутствии повреждений, которые могли быть причинены во время транспортировки и монтажа, а также удостовериться в том, что все стадии монтажа были выполнены надлежащим образом.
Необходимо внимательно ознакомиться со всеми положениями настоящей инструкции и убедиться в том, что вы четко и ясно поняли все специфические характеристики и функции каждой из деталей.
Общие положения
(1) Удалить с турбины и с окружающей ее территории весь мусор, пыль и все те инструменты, которые не понадобятся вам для работы.
(2) Удалить все загрязнения, пыль и грязь с внутреннего блока и убедиться в чистоте всех работающих деталей.
(3) Удостовериться в том, что все двигающиеся детали не загрязнены краской, на них нет нитей от обтирочного материала и т.д.
Рабочая процедура по турбине
(1) Подать напряжение. По всем подробностям смотрите инструкцию по компрессору.
(2) Подать воздух КИПиА.
(3) Подать воду охлаждения. Полностью открыть клапан на входе и на выходе охлаждающей воды для сальникового конденсатора.
(4) Включить систему подачи смазочного масла.
(5) Проверить давление и температуру пара и масла.
(6) Установить ручной стопорный кран.
(7) Прочистить систему дренажа пара на линии входного пара. Открыть сливной клапан. После прочистки слива, закрыть сливной клапан.
(8) Открыть вручную клапан слива с корпуса. После полного слива полностью закрыть слив с корпуса.
(9) Включить систему вакуума. По этой операции необходимо смотреть следующую страницу («ПУСК ВАКУУМНОЙ СИСТЕМЫ»).
(10) Запустить паровую турбину. По этой операции необходимо смотреть «ДИАГРАММУ РАБОЧЕГО БЛОКА».
(11) При нагреве паровой турбины на низкой скорости спускной клапан основного пара должен быть открыт. Таким образом, необходимо полностью прочистить слив. После прочистки слива закрыть сливной клапан.
Пуск вакуумной системы
Контроль во время продолжительной работы
(1) Во время постоянной работы паровой турбины необходимо проверять давление пара и масла, температуру, вибрацию вала, уровень масла и т.д.
(2) При обнаружении каких-либо аномалий установку необходимо выключить.
Необходимо выяснить причины данных аномалий и повреждений до повторного пуска установки.
(3) В отношении задания сигналов тревоги и авариного отключения необходимо ознакомиться с параграфом «Перечень задаваемых значений».
Обычная остановка
Смотрите положения в параграфе «Диаграмма рабочих блоков».
Аварийная остановка
При чрезвычайных ситуациях паровую турбину необходимо отключить при помощи аварийного ручного выключателя, который установлен на трубопроводе масла управления.
Клапан аварийного отключения немедленно отключает подачу пара на турбину.
Сброс и восстановление работы осуществляется так же, как и при нормальной остановке.
Таблица 1. Установка давления для подачи воздуха КИПиА.
Диаграмма функциональных блоков
1. Пусковые работы
Клапан аварийного отключения

2. Обычная остановка

Устройства защиты и контроля, а также контрольные точки при работе оборудования
Устройство защиты
Система сигнализации
Сигналы тревоги, обнаруженные датчиками, поступают на панель управления через блок маршализации и условия тревоги показываются в этом разделе.
Система блокировки
Системой блокировки предполагается полное закрытие клапана аварийного отключения и немедленную остановку паровой турбины.
Клапан экстренного отключения снабжен управляющим клапаном. Если давление масла отключения в клапане управления падает примерно до 3~4kg/cm2G, срабатывает возвратная пружина, которая находится сбоку от клапана управления, незамедлительно полностью закрывается клапан экстренного, и турбина останавливается.
При срабатывании электромагнитного клапана и блокировочного устройства с ручным приводом давление масла уменьшается. В этом разделе приведен пример условий блокировки.
Электромагнитный клапан
Когда электромагнитный клапан приводится в действие электрическим сигналом, управляющий клапан приводится в действие пневматическим сигналом. Масло гидравлики системы отключения (8kg/cm2G) уходит через управляющий клапан и идет на управляющий клапан клапана экстренного торможения, в то время как паровая турбина работает в нормальном режиме. Когда сигнал блокировки (низкое давление смазочного масла, блокировка по превышению скорости, блокирующее устройство с ручным приводом и т.д.) поступает на электромагнитный клапан, подача масла гидравлики системы отключения останавливается пневматическим сигналом, и масло системы управления поршнем клапана экстренного торможения удаляется. Тогда клапан экстренного торможения полностью закрывается и паровая турбина останавливается.
Таблица: Поток электромагнитного клапана
Таблица: Поток клапана управления и блокирующего устройства с ручным управлением.
Система блокировки с ручным приводом для местной блокировки
Работу паровой турбины необходимо остановить при помощи устройства блокировки с ручным приводом. Во время нормальной работы через систему блокировки на клапан управления клапаном экстренного торможения проходит масло гидравлики давлением 8kg/cm2G. В это время выключающий рычаг должен находиться справа, если смотреть с правой стороны турбины. Когда рычаг повернут налево, если смотреть с правой стороны турбины, подача масла гидравлики системы отключения на клапан управления прекращается, и масло системы управления для поршня клапана экстренного торможения удаляется.
При этом клапан экстренного торможения полностью закрывается и паровая турбина останавливается.
Капитальный ремонт (разборка) и инспекция
Если турбина работает в течение продолжительного времени или при значительных нагрузках на установку, при появлении каких-либо сомнений относительно состояния оборудования необходимо немедленно провести его проверку и убедиться в его надлежащем техническом состоянии.
- Меры предосторожности во время разборки и сборки
- Прежде чем начинать разборку оборудования вам необходимо внимательно ознакомиться с чертежами и инструкциями, полностью разобраться в конструкции оборудования, чтобы при выполнении его разборки не совершить никаких ошибок.
- При разборке или сборке оборудования нельзя применять чрезмерную силу, так как это может привести к изгибу вала, появлению царапин и задиров на вращающихся деталях, расширению отверстий, ненадлежащей посадке, слишком большим зазорам и т.д. Поэтому , чтобы не допустить повреждений, чрезмерное усилие применять нельзя.
- Вам необходимо внимательно отмечать все метки, касающиеся выравнивания, нанесенные на корпус турбины, муфты и т.д. После разборки, проверки и повторной сборки установки необходимо обеспечить его надлежащее выравнивание.
- При сборке необходимо зачистить сжатым воздухом внутреннюю часть устройства и убедиться в отсутствии внутри посторонних предметов.
- Разборка и проверка
- Не надо разбирать клапан экстренного торможения, клапан управления и т.д., если с ними нет никаких проблем.
- После разборке вам необходимо провести тщательную проверку в соответствии с таблицей «КОНТРОЛЬНЫЙ ЛИСТ ПРОВЕДЕНИЯ ПРОВЕРОК».
- Повторная сборка
- При сборке вам необходимо тщательным образом проверить и замерить зазоры вращающихся деталей в соответствии с «ТАБЛИЦЕЙ ЗАЗОРОВ».
- Если замеренный зазор превышает в 1.5 раза расчетный зазор, необходимо установить новые детали.
- Ходовые испытания
После сборки необходимо запустить установку на низкой скорости, оставить ее работать в течение 30 минут или больше и проверять ее состояние во время работы.
Таблица контрольного перечня проведения проверок
V : означает визуальный контроль
CCH : означает проверку с помощью проникающих красителей
M : означает измерение
T : означает проведение испытаний
Техническое обслуживание
Техническое обслуживание не ограничивается проверками, работами по выравниванию или замене деталей, которые выполняются обслуживающим персоналом во время остановки оборудования. Техническое обслуживание должно включать все работы, относящиеся к данному оборудованию, в том числе и обеспечение необходимо запаса запасных деталей, контроль над условиями эксплуатации, заполнение документации по проведенным работам и т.д.
Оператор обязан знать или должен быть предупрежден о том, какие детали турбины были демонтированы и проверены, какие детали необходимо заменить, и он должен обращать особое внимание на эти детали во время работы турбины, контролируя, нет ли каких-либо изменений рабочих условий.
При обнаружении каких-либо аномалий такие детали необходимо отнести на участок техобслуживания и внимательно обследовать.
Хорошее техническое обслуживание никогда не обеспечивается только силами персонала участка техобслуживания. Необходимо понять, что хорошее техническое обслуживание – это слаженная работа персонала участка техобслуживания, эксплуатирующего персонала, отдела снабжения и т.д. Необходимо напомнить, что замена деталей , разборка оборудования для проведения ревизии и т.д. является только частью работ по техническому обслуживанию. Не только персонал ремонтного отдела, но и весь персонал, работающий с данным оборудованием, несет ответственность за надлежащее техническое обслуживание оборудования.
Во время работы турбины персонал должен все слышать и все замечать. При обнаружении чего-либо необычного, необходимо незамедлительно принять все соответствующие меры.
Даже если турбина остановлена на какой-либо период времени, нельзя пренебрегать работами по ее техническому обслуживанию.
Техническое обслуживание турбины во время ее остановки не менее важно, чем ее обслуживание во время эксплуатации. Работы по техническому обслуживанию турбины во время ее остановки зависят от сроков остановки и от условий, в которых она находится.
Ниже приводятся важные пункты, касающиеся технического обслуживания оборудования во время прекращения работы.
Техническое обслуживание во время прекращения работы.
- Остановка на короткий период, не превышающий одного месяца
- Все клапаны, включая главный паровой клапан, клапан экстренного торможения, клапан воды охлаждения и сливной клапан должны быть закрыты. Сливной клапан необходимо открывать один раз в неделю для выполнения слива.
- Резервный насос масла, приводимый в действие двигателем переменного тока, необходимо запускать два или три раза в неделю, чтобы прогонять масло по всей системе, включая масляные насосы, охладители масла, масляные фильтры, подшипники и зубчатые передачи.
- Поворачивать вал на 90 градусов в день в одном направлении, таким образом, чтобы он оставался в различном угловом положении.
- Если необходимо выполнить разборку оборудования, особое внимание необходимо обратить на то, чтобы внутри оборудования после его сборки не остались посторонние предметы.
- Остановка на длительный период, не превышающий один год.
- При длительном периоде остановки, превышающем один месяц, техническое обслуживание выполняется таким же образом, как и при остановке, не превышающей один месяц.
- Корпус турбины и корпус клапана экстренного торможения необходимо высушить и заполнить N2 или сухим воздухом.
Контрольный лист проведения работ по техобслуживанию и проверке
Обнаружение и устранение неполадок
Инструкция по установке турбины
Безопасное хранение на строительной площадке
Общие сведения монтажа турбины
В принципе, оборудование должно храниться внутри помещения, и все ящики с оборудованием не должны распаковываться до начала монтажа. Если же оборудование хранится вне помещения, необходимо принять следующие меры:
- Установить ящики с оборудованием на жесткие опоры. Высота опор должна составлять не менее 200 мм.
- Оборудование должно быть полностью закрыто, чтобы защитить его от влажности и пыли. Покрытие должно быть закреплено на земле или на опоре таким образом, чтобы полностью исключить попадание влаги и т.д.
- Для предотвращения перепада температур оборудование необходимо поместить с теневой стороны. Площадку для хранения необходимо выбирать таким образом, чтобы на ней не собиралась вода.
Контрольные точки
Безопасное хранение после монтажа
Тщательно закрыть тентом или виниловой пленкой.
Все внутренние детали турбины и их крепления должны оставаться сухими. Особенно необходимо обратить внимание на предотвращение утечек пара из главного парового клапана и трубопроводов пара. Обработанные на станках поверхности, например, поверхности вала, должны быть покрыты антикоррозионным материалом и защищены.
Общее описание установки турбины
Общие сведения
Необходимо принять к сведению следующее:
- Прежде чем приступать к работе, необходимо проверить комплектность поставки по упаковочному листу, а также удостовериться в отсутствии повреждений
- Во время выполнения монтажных работ необходимо предпринять меры для предотвращения попадания внутрь оборудования и трубопроводов посторонних предметов и пыли.
- Убедиться в нормальной затяжке всех болтов.
- Рекомендуемый момент затяжки для анкерных болтов:
M42 Болты 80~90 kg-m
M36 Болты 50~64 kg-m
M30 Болты 29~37 kg-m
M24 Болты 14~19 kg-m
M20 Болты 9~11 kg-m
M16 Болты 4~6 kg-m
M12 Болты 2~3 kg-m
M10 Болты 1~1.5 kg-m - Прежде чем подниматься на установку вытрите обувь, особенно от металлической пыли.
- НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ НЕ ПРИМЕНЯЙТЕ для поворота ротора рычаг, вставленный между лопастями.
- Убедитесь в том, что вы установили стопорные шайбы везде, где они предусмотрены. Замените изношенные и поврежденные стопорные шайбы на новые, стараясь не нарушить механическое равновесие вращающихся деталей.
- Приведенная в данной инструкции процедура является только схематичной. Все детали устанавливаются супервизором производителя на строительной площадке.
Существуют два способа установки паровой турбины внутри помещения:
a) Метод подъема (см. рисунок)
- Поднять турбину большим краном.
- Когда установка будет поднята на уровень фундаментов, переместить ее внутрь помещения, используя для этого крюк или колонной.
- На фундаментной поверхности перемещайте установку при помощи деревянных бревен.
b) Метод подъема с помощью домкрата (см. рисунок)
- Приподнять на гидравлических домкратах установку паровой турбины и вставить четырехкантный брус.
- Когда установка при помощи домкратов будет поднята на уровень фундаментов, переместите ее внутрь здания при помощи крюка или колонны.
- На фундаментной поверхности перемещайте установку при помощи деревянных бревен.
Метод подъема краном Метод подъема домкратом

Процедура монтажа паровой турбины
После окончательной регулировки оборудования
После проверки надлежащей выставки оборудования затянуть фундаментные болты, подсоединить трубопроводы пара и масла, после чего приступить к окончательной заливке цементным раствором фундаментных прокладок.

Центрирование соединений
Центрирование муфты турбины и редуктора

Допустимые значения:
A (угловое выравнивание): менее 10/100 мм
B (параллельное выравнивание): менее 10/100 мм
«C» : С допуском 446 +0.5/-0.0 мм
«D» : 0.16 мм
«E» : 0.05 мм
Схема движения низкоскоростного вала редуктора

Соединение трубопроводов
Турбина должна быть защищена от непредвиденных и необоснованных усилий, передающихся от входного и от выходного трубопровода пара.
Часто неправильный монтаж трубопровода становится причиной вибрации установки. Поэтому после присоединения трубопровода необходимо проверить центрирование.
Проверка управляющего устройства скользящего типа, расположенного со стороны корпуса подшипника
После подсоединения трубопроводов необходимо проверить зазор между скользящими деталями управляющего устройства со стороны корпуса подшипника.
Управляющее устройство скользящего типа, расположенное со стороны корпуса подшипника, необходимо применять для компенсации температурного расширения корпуса турбины и вала ротора во время работы турбины.
Контроль корпуса турбины
Нижний корпус турбины опирается на верхний корпус.
Запрещается ослаблять болты турбины на горизонтальной поверхности.
Зафиксировать два стопорных болта «В» прежде чем начинать разборку верхнего корпуса.
Ослабить два стопорных болта «В» после сборки верхнего корпуса.
1. Мы поставляем транспортное кольцо (уплотнение) между болтом и кольцом для транспортировки.
2. Во время монтажа это кольцо (уплотнение) необходимо оставить.
3. Его необходимо удалить до начала центрирования и проверить зазор.
БОЛТ «В»
1. Эти болты будут затянуты во время перевозки.
2. Эти болты необходимо ослабить до начала работы.
Трубный компенсатор
Компенсатор для масляного трубопровода
Компенсатор поставляется для следующих трубопроводов.
Трубопровод слива масла с подшипника (со стороны управляющего устройства)
Этот компенсатор защищен от повреждений во время транспортировки при помощи транспортного стержня так, как это показано на рисунке
После установки этот стержень необходимо разрезать так, как это показано на рисунке.

 / commons.wikimedia.org)")
Конечной целью монтажа, пуска и наладки, выполняемых на строящейся или реконструируемой электростанции, является подготовка турбоустановки к функционированию.
Процесс монтажа турбоустановки включает в себя процессы монтажа турбоагрегата, состоящего из турбины с конденсатором и масляной системой, и генератора, вспомогательного турбинного оборудования, а также трубопроводов в пределах турбины.
Монтажу предшествуют и сопутствуют ряд дополнительных работ, наиболее важными из которых являются дообработка деталей, ревизия поставочных сборочных единиц, укрупнительная сборка поступивших сборочных единиц в монтажные блоки.
Создание производственных мощностей
Для выполнения монтажных работ, сопутствующих монтажу работ, а также для изготовления оборудования и оснастки организуются мастерские и монтажные участки. В машинном зале временно на свободных площадях устанавливается металлорежущее, сварочное оборудование, оснащаются сборочные и сборочно-сварочные площадки. Для подъемных и транспортных работ используются мостовые краны машинного зала.
На территории строящейся электростанции для изготовления металлоконструкций и сборки монтажных блоков паровой турбины организуются укрупнительные площадки. Кроме того, создаются постоянно действующие специализированные предприятия, производящие блоки не для одной строящейся электростанции, а для ряда электростанций района. Они оборудуются плазами для контроля листовых деталей и деталей из труб, сварных конструкций, для разметки и установки отдельных частей под сборку и сварку, а также оборудуются кантователями, вращателями для сборки и сварки блоков трубопроводов, подъемно-транспортным оборудованием и пр.
Подготовка производства к монтажу
Она заключается в отработке конструкций на технологичность монтажа, разработке технологической документации. Сюда входят также создание конструкций и изготовление оснастки и средств механизации, разработки плановой документации.
Входящая в техническую документацию конструкторская ее часть, которая используется при монтаже паровой турбины, представляет из себя такие документы: узловые и установочные (монтажные) чертежи агрегатов; схемы регулирования, тепловые схемы, схемы маслопроводов, дренажей и отсосов; компоновочные чертежи турбоагрегата, а также вспомогательного оборудования; чертежи трубопроводов, подвесок и опор, металлических конструкций и фундаментов; инструкции по эксплуатации и монтажу оборудования, выпущенные заводами-изготовителями; упаковочные и детальные ведомости.
Основным документом, разрабатываемым при технологической подготовке монтажа турбин, является проект производства работ. По нему организуются и производятся монтажные работы.
В технологических картах излагаются сведения по монтируемому оборудованию, указываются необходимые вспомогательные материалы, инструмент и приспособления, средства перемещений монтируемых сборочных единиц, приводятся схемы временных разводок электрической энергии, сжатого воздуха, а также ацетилена по машинному залу, технологический график монтажа турбоагрегата, технологический маршрут проведения монтажных операций с технически обоснованными трудозатратами их выполнения.
При монтаже и пуско-наладочных работах руководствуются формулярами заводской стендовой сборки.
По разработанным формам и в установленном порядке оформляется отчетная техническая документация, которая представляет собой журнал монтажных работ, комплект актов, монтажные формуляры.
Оснастка технологического процесса монтажа турбины представляет собой комплект слесарного инструмента: усиленные гаечные ключи типа «звездочка» для крепежа горизонтального разъема цилиндров, специальные ключи для разборки и регулировки автомата безопасности и некоторых других сборочных единиц системы регулирования, раскатки, режущий инструмент и др.
Измерительный инструмент представлен уровнем «Геологоразведка», гидростатическим уровнем, динамометрами, оптической зрительной трубой с комплектом принадлежностей к ней, калибрами, шаблонами.
Применяются специальные захватные устройства в виде траверс со стропами, употребляемые для захвата при перемещении в пределах машинного зала мостовым краном корпусных деталей цилиндров, а также специальные захватные устройства для перемещения роторов. При монтаже паровых турбин используется приспособление, при помощи которого приподнимают ротор без извлечения его из корпусных деталей цилиндров и подшипников при выкатывании нижних половин вкладышей подшипников. Технологический процесс монтажа оснащен специальными приспособлениями, обеспечивающими выполнение в наилучших условиях основных и контрольных переходов. К такому виду оснастки относятся приспособление для разборки и сборки секционных и двухкорпусных питательных насосов, монтажные тележки и удлинители ротора, применяемые для установки ротора генератора в статор, подвесной подшипник для проверки биения переднего конца ротора высокого давления (РВД) при сборке жесткой муфты РВД и ротора среднего давления (РСД) турбин и др.
Еще один раздел подготовки производства представляет собой разработку плановой документации.
Основным плановым документом является график монтажа турбоустановки. Продолжительность и сроки окончания отдельных этапов и всей работы определяются исходя из утвержденных сроков пускового комплекса работ по монтажу всего технологического оборудования, принимаемых в соответствии с планом народнохозяйственным ввода в эксплуатацию агрегатов.
Технической основой графика монтажа турбоустановки являются полученные в результате укрупненных расчетов данные по трудоемкости монтажа оборудования, а также нормативные данные по продолжительности монтажа.
Примерное распределение трудозатрат на составные части турбоустановки в зависимости от мощности приведено в табл. 19.1.
На основании графика монтажа турбоустановки разрабатываются бригадные графики работ.

Конечной целью монтажа, пуска и наладки, выполняемых на строящейся или реконструируемой электростанции, является подготовка турбоустановки к функционированию.
Процесс монтажа турбоустановки включает в себя процессы монтажа турбоагрегата, состоящего из турбины с конденсатором и масляной системой, и генератора, вспомогательного турбинного оборудования, а также трубопроводов в пределах турбины.
Монтажу предшествуют и сопутствуют ряд дополнительных работ, наиболее важными из которых являются дообработка деталей, ревизия поставочных сборочных единиц, укрупнительная сборка поступивших сборочных единиц в монтажные блоки.
Создание производственных мощностей
Для выполнения монтажных работ, сопутствующих монтажу работ, а также для изготовления оборудования и оснастки организуются мастерские и монтажные участки. В машинном зале временно на свободных площадях устанавливается металлорежущее, сварочное оборудование, оснащаются сборочные и сборочно-сварочные площадки. Для подъемных и транспортных работ используются мостовые краны машинного зала.
На территории строящейся электростанции для изготовления металлоконструкций и сборки монтажных блоков паровой турбины организуются укрупнительные площадки. Кроме того, создаются постоянно действующие специализированные предприятия, производящие блоки не для одной строящейся электростанции, а для ряда электростанций района. Они оборудуются плазами для контроля листовых деталей и деталей из труб, сварных конструкций, для разметки и установки отдельных частей под сборку и сварку, а также оборудуются кантователями, вращателями для сборки и сварки блоков трубопроводов, подъемно-транспортным оборудованием и пр.
Подготовка производства к монтажу
Она заключается в отработке конструкций на технологичность монтажа, разработке технологической документации. Сюда входят также создание конструкций и изготовление оснастки и средств механизации, разработки плановой документации.
Входящая в техническую документацию конструкторская ее часть, которая используется при монтаже паровой турбины, представляет из себя такие документы: узловые и установочные (монтажные) чертежи агрегатов; схемы регулирования, тепловые схемы, схемы маслопроводов, дренажей и отсосов; компоновочные чертежи турбоагрегата, а также вспомогательного оборудования; чертежи трубопроводов, подвесок и опор, металлических конструкций и фундаментов; инструкции по эксплуатации и монтажу оборудования, выпущенные заводами-изготовителями; упаковочные и детальные ведомости.
Основным документом, разрабатываемым при технологической подготовке монтажа турбин, является проект производства работ. По нему организуются и производятся монтажные работы.
В технологических картах излагаются сведения по монтируемому оборудованию, указываются необходимые вспомогательные материалы, инструмент и приспособления, средства перемещений монтируемых сборочных единиц, приводятся схемы временных разводок электрической энергии, сжатого воздуха, а также ацетилена по машинному залу, технологический график монтажа турбоагрегата, технологический маршрут проведения монтажных операций с технически обоснованными трудозатратами их выполнения.
При монтаже и пуско-наладочных работах руководствуются формулярами заводской стендовой сборки.
По разработанным формам и в установленном порядке оформляется отчетная техническая документация, которая представляет собой журнал монтажных работ, комплект актов, монтажные формуляры.
Оснастка технологического процесса монтажа турбины представляет собой комплект слесарного инструмента: усиленные гаечные ключи типа «звездочка» для крепежа горизонтального разъема цилиндров, специальные ключи для разборки и регулировки автомата безопасности и некоторых других сборочных единиц системы регулирования, раскатки, режущий инструмент и др.
Измерительный инструмент представлен уровнем «Геологоразведка», гидростатическим уровнем, динамометрами, оптической зрительной трубой с комплектом принадлежностей к ней, калибрами, шаблонами.
Применяются специальные захватные устройства в виде траверс со стропами, употребляемые для захвата при перемещении в пределах машинного зала мостовым краном корпусных деталей цилиндров, а также специальные захватные устройства для перемещения роторов. При монтаже паровых турбин используется приспособление, при помощи которого приподнимают ротор без извлечения его из корпусных деталей цилиндров и подшипников при выкатывании нижних половин вкладышей подшипников. Технологический процесс монтажа оснащен специальными приспособлениями, обеспечивающими выполнение в наилучших условиях основных и контрольных переходов. К такому виду оснастки относятся приспособление для разборки и сборки секционных и двухкорпусных питательных насосов, монтажные тележки и удлинители ротора, применяемые для установки ротора генератора в статор, подвесной подшипник для проверки биения переднего конца ротора высокого давления (РВД) при сборке жесткой муфты РВД и ротора среднего давления (РСД) турбин и др.
Еще один раздел подготовки производства представляет собой разработку плановой документации.
Основным плановым документом является график монтажа турбоустановки. Продолжительность и сроки окончания отдельных этапов и всей работы определяются исходя из утвержденных сроков пускового комплекса работ по монтажу всего технологического оборудования, принимаемых в соответствии с планом народнохозяйственным ввода в эксплуатацию агрегатов.
Технической основой графика монтажа турбоустановки являются полученные в результате укрупненных расчетов данные по трудоемкости монтажа оборудования, а также нормативные данные по продолжительности монтажа.
Примерное распределение трудозатрат на составные части турбоустановки в зависимости от мощности приведено в табл. 19.1.
На основании графика монтажа турбоустановки разрабатываются бригадные графики работ.
Организация работ по монтажу
Монтажные работы по машинному залу производятся специалистами монтажного участка. Обычно их объединяют в бригады: монтажа турбин и генератора, монтажа трубопроводов в пределах турбоустановки, монтажа маслопроводов, монтажа вспомогательного оборудования. Отдельные виды работ выполняются силами специализированных подразделений. Подливка фундаментных рам, опор металлоконструкций и трубопроводов — строителями; тепловая изоляция — теплоизолировщиками; монтаж электротехнического оборудования — электриками.
Техническое руководство монтажом турбины, а также пусконаладочными работами и сдачей в эксплуатацию смонтированной турбоустановки осуществляется персоналом шеф инженеров (представителей заводов — поставщиков монтируемого оборудования). Это руководство осуществляется не непосредственно исполнителями процессов, а через технический персонал монтажной организации.
Наиболее ответственные процессы монтажа, пуска и наладки должны производиться при непосредственном техническом руководстве персонала шеф-инженеров. К таким процессам относятся установка фундаментных рам, установка и центровка цилиндров, подшипников и роторов с контролем зазоров по проточной части, установка уплотнений и контроль, контроль зазоров в подшипниках. Также важно, чтобы под контролем персонала шеф-инженеров проводились процессы соединения конденсатора с турбиной, закрепления сборочных единиц турбины, некоторые из операций монтажа генератора, сборка соединительных муфт роторов, некоторые операции пуска, ревизия питательных насосов и др.
Услуг по хранению шин метро тушинская www.skladovka.ru.
-
Современные методы монтажа паровых турбин.
Сборка турбины
на стенде завода и её обкатка и испытания
на холостом ходу. Результаты фиксируются
в специальных формулярах, которые
используются при монтаже турбины ТЭС
и являются «эталоном». Полностью
«скопировать» заводской вариант сборки
невозможно из-за деформаций цилиндров
при транспортировке, монтаже и др.
Принципиально
сущность монтажа турбины заключается
в обеспечении плавной линии валопровода
турбоагрегата и приводимого в действие
турбогенератора. А поскольку реальные
роторы обладают прогибом, зависящим
от двух факторов: веса и жесткости
конструкции – общая линия валопровода
отличается от прямой на чертеже на
десятые доли миллиметра.
О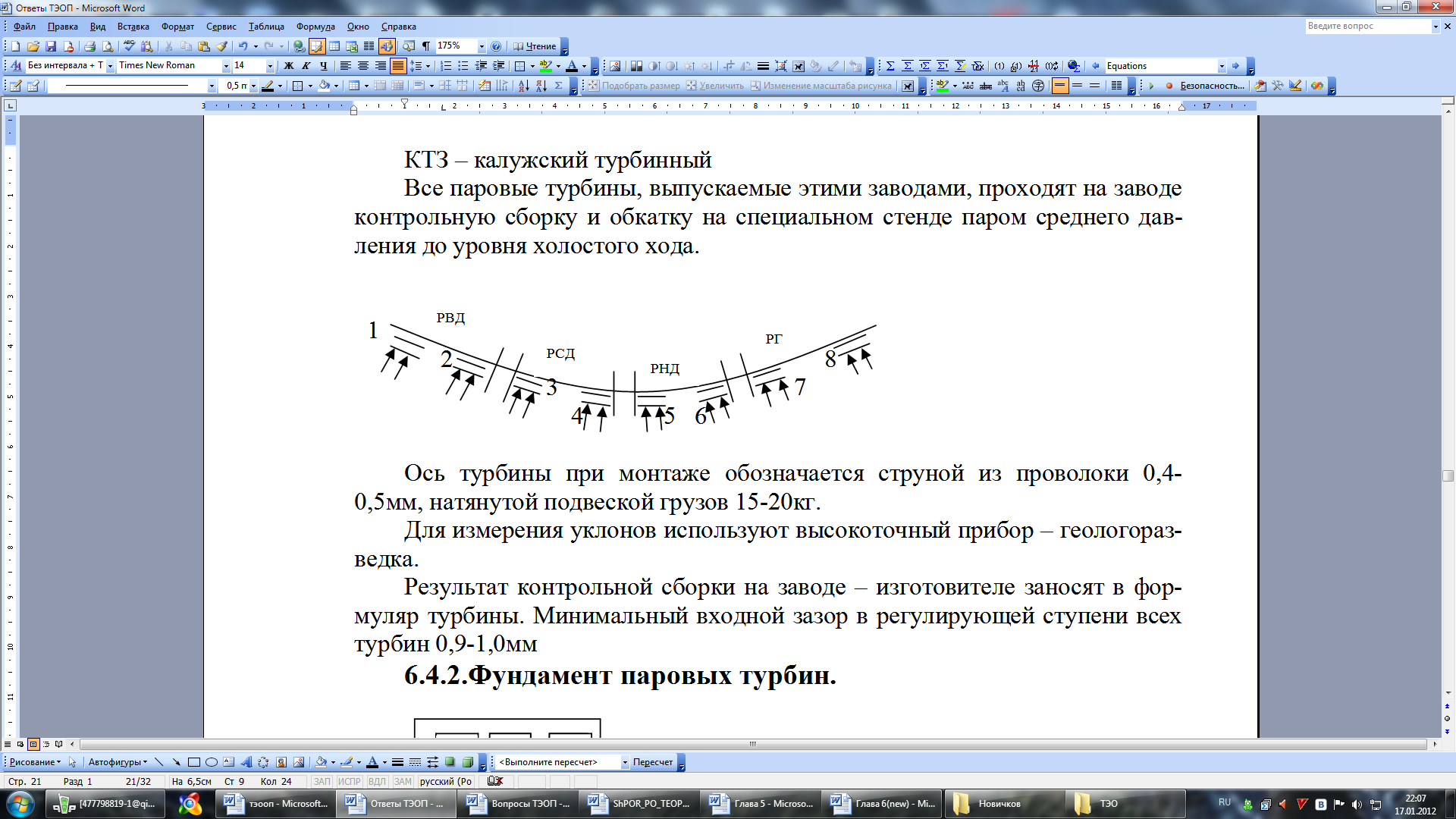
сь
турбины при монтаже обозначается
струной из проволоки 0,4-0,5мм, натянутой
подвеской грузов 15-20кг. Для измерения
уклонов используют высокоточный прибор
– геологоразведка.
Основными
документами для монтажа паровой турбины
являются: 1)Узловые и установочные
чертежи агрегатов; схемы регулирования,
дренажей, отсосов 2)Формуляры заводской
сборки 3)Компоновочные чертежи
турбоустановки и вспомогательного
оборудования; рабочие чертежи
трубопроводов, опор и подвесок, чертежи
металлических конструкций и фундаментов
4)ППР по монтажу турбоустановки и
технологические карты на монтаж
оборудования, инструкции по монтажу и
эксплуатации оборудования, выпущенные
заводом-изготовителем. 5)Особое значение
при монтаже технологического оборудования
электростанций имеют графики монтажных
работ (линейные или сетевые), так как
последовательность и сроки окончания
монтажа турбины, генератора,
вспомогательного оборудования и
трубопроводов установки должны
находиться в единой технологической
связи.
Нормы продолжительности
монтажа паровых турбин: 800 МВт – 12,8
мес.; 300 МВт – 7,4 мес.; 100 МВт – 5,2 мес.;
50 МВт – 4,2 мес.
Основными
производственными единицами на монтаже
являются рабочие бригады: 1)Монтаж
турбины генератора 2)Монтаж маслосистемы
турбины 3)Монтаж вращающегося
вспомогательного оборудования 4)Монтаж
подогревателей, деаэраторов 5)Монтаж
трубопроводов 6)Монтаж системы
технического водоснабжения 7)Общее
руководство монтажей возглавляет
прораб
Основные
условия начала монтажных работ в
машинном зале являются:
-
Зависимость
строительных работ по главному корпусу
и обеспечение положительных температур
на уровне конденсатора 2)Готовность
мостового крана 3)Наличие временных
сетей электроснабжения, освещения,
сжатого воздуха, кислорода, ацетилена.
4)Наличие в полном объеме документации
на монтаж турбин и вспомогательного
оборудования 5)Наличие на складе
заказчика в полном объеме необходимого
оборудования или графика поставки его
на площадку ТЭС 6)Наличие договора у
заказчика с турбинным заводом на
осуществление монтажа 7)Наличие бытовых
помещений, средств пожаротушения и
т.д.
У



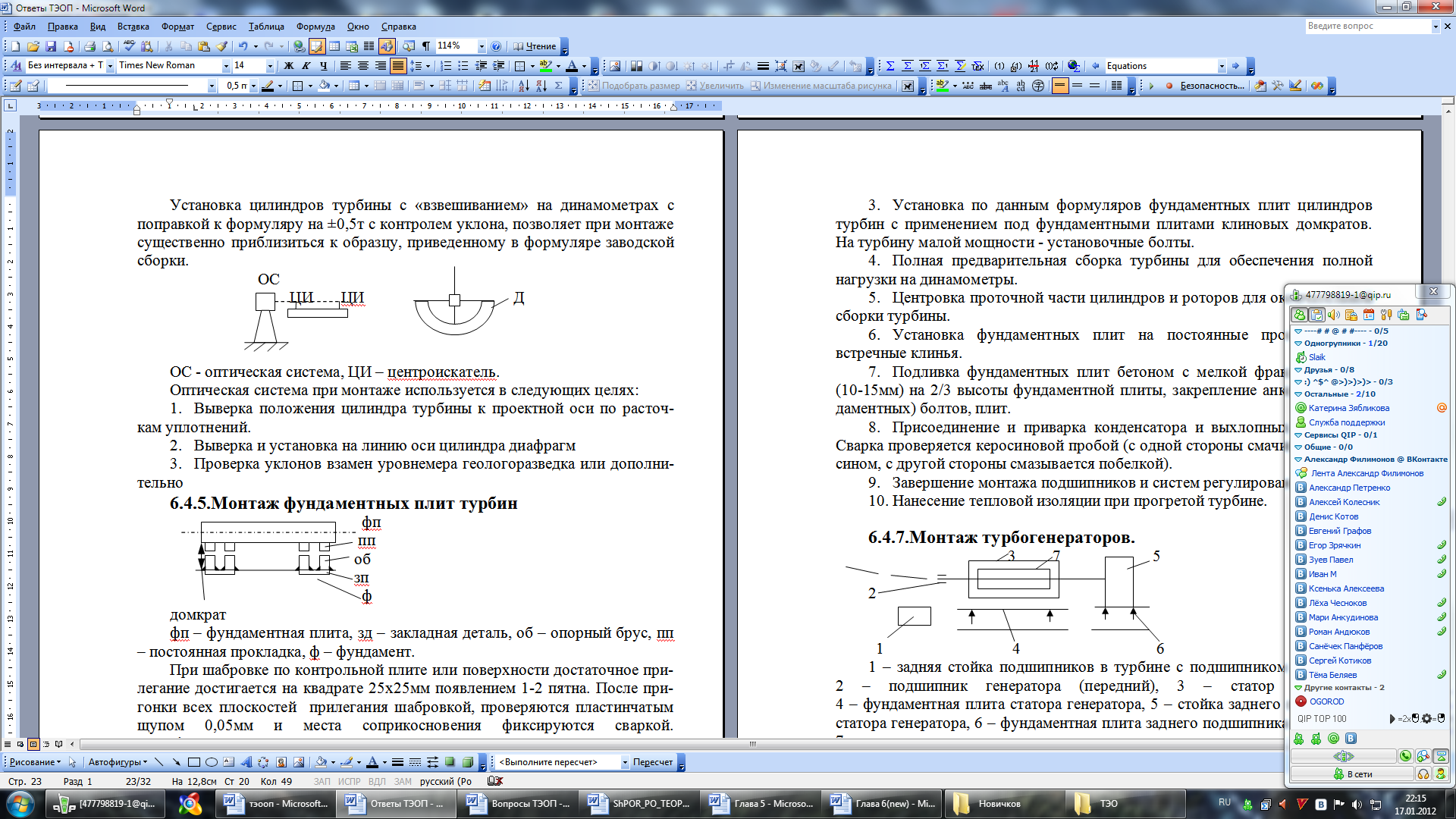
становка
цилиндров турбины с «взвешиванием» на
динамометрах с поправкой к формуляру
на ±0,5т с контролем уклона, позволяет
при монтаже существенно приблизиться
к образцу, приведенному в формуляре
заводской сборки.
ОС
— оптическая система, ЦИ – центроискатель.
Оптическая
система при монтаже используется в
следующих целях:
-
Выверка
положения цилиндра турбины к проектной
оси по расточкам уплотнений. -
Выверка
и установка на линию оси цилиндра
диафрагм -
Проверка
уклонов взамен уровнемера геологоразведка
или дополнительно
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- Название: Сборка и монтаж паровых турбин
- Автор: В.В. Иванов
- Издательство: МАШГИЗ
- Год: 1961
- Формат: pdf
- Страниц: 198
- Качество: хорошее
- Архив RAR, не запаролен
- Размер: 55,8 мб
В книге освещены в технологической последовательности вопросы заводской сборки, монтажа и пробных пусков паровых турбин средней и большой мощности.
Книга предназначена в качестве учебного пособия для машиностроительных техникумов. А также будет полезна для студентов вузов, инженеров энергетических предприятий и монтажных организаций.
Заводская сборка паровых турбин, как и сборка всех других машин, является заключительным этапом всего производственного процесса изготовления машины; монтаж турбин является первым этапом ввода их в эксплуатацию. Эти два этапа — сборка и монтаж — предопределяют все качественные показатели эксплуатации машины, долговечность и рентабельность ее работы. Поэтому вопросам качественной заводской сборки и монтажа должно уделяться серьезное внимание. Процессы сборки и монтажа турбин должны базироваться на наиболее совершенной технологии, обеспечивающей наиболее высокое качество сборочных и монтажных работ и максимальное снижение стоимости их.
В книге обобщен опыт применения передовой технологии сборки паровых турбин на отечественных турбостроительных заводах (ХТГЗ им. Кирова, ЛМЗ, Невский машиностроительный завод им. Ленина), а также передовой опыт монтажа турбин, применяемый монтажными организациями Министерства строительства электростанций.
Сборка является заключительным этапом изготовления машины. В процессе сборки выявляются все погрешности, какие имели место при изготовлении деталей, а так как эти погрешности должны быть исключены, то сборка сопровождается большим или меньшим количеством подгоночных работ. Последние определяют степень совершенства всего технологического процесса — как обработки деталей, так и сборки. Чем меньшее количество пригонок при сборке, тем совершеннее технологический процесс изготовления машины и тем технологичнее конструкция ее для данного вида производства. Все это вместе взятое определяет производственный цикл изготовления машины и ее трудоемкость, т. е. один из главных факторов, влияющих на себестоимость машины.