В последнее время пластиковые трубы, к которым относятся и полипропиленовые (ПП), постепенно вытеснили традиционные металлические не только в системах водоснабжения, но и в отоплении. Не последнюю роль во всевозрастающей популярности играет простота установки – достаточно легко выполнить монтаж полипропиленовых труб своими руками даже при отсутствии специальных навыков и знаний.
Положительные качества ПП труб
Подобные трубы обладают такими преимуществами:
- длительным эксплуатационным сроком (минимум 25 лет);
- большим выбором соединительных фитингов и прочих комплектующих;
- отсутствием конденсата и разного рода отложений на поверхности;
- невосприимчивостью к агрессивному воздействию внешней среды;

ПП трубы и фитинги - низким уровнем шума;
- прочностью;
- небольшим весом;
- устойчивостью к коррозии;
- простотой монтажных работ.

Внимание! В большинстве случаев предельно допустимая температура рабочей жидкости составляет 90ᵒС (сюда относятся изделия «двадцатой» и «двадцать первой» марок). При подаче холодной воды, где температура зачастую не превышает 20ᵒС, используются трубы с «одиннадцатой» по «шестнадцатую» марку.

Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
- Все полипропиленовые детали должны быть защищены от огня.
- В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.

Водомер - Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
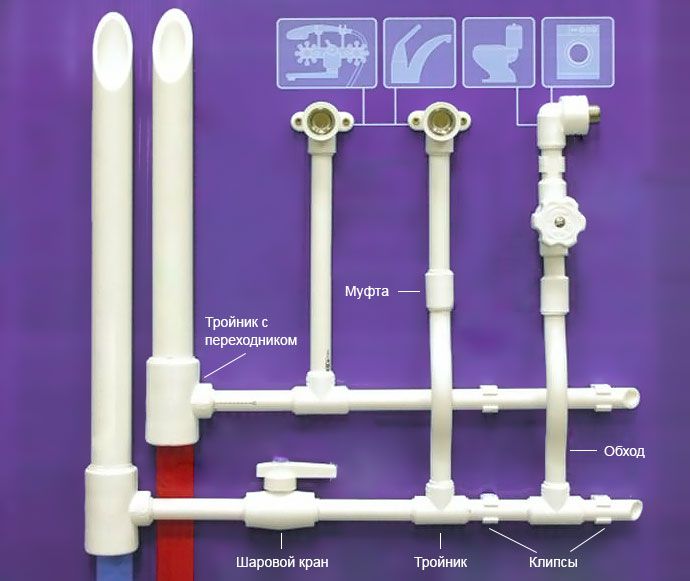
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.

После ознакомления со всей необходимой информацией можно приступать к работе.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
Разводка отопления
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположение таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Внимание! Не менее важным моментом при проектировании является и возможное термальное расширение полипропилена – это также следует учитывать.
Водопроводная разводка

Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательного типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
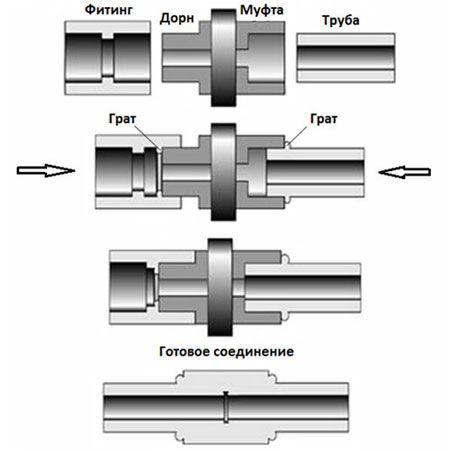
Этап второй. Сварка полипропиленовых труб

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Внимание! До того как приступить к работе на аппарат надеваются гильзы (насадки) нужного диаметра. Далее с помощью терморегулятора задается соответствующая температура (порядка 260-265ᵒС), после чего прибор разогревается (о времени разогрева можно узнать из инструкции производителя).
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
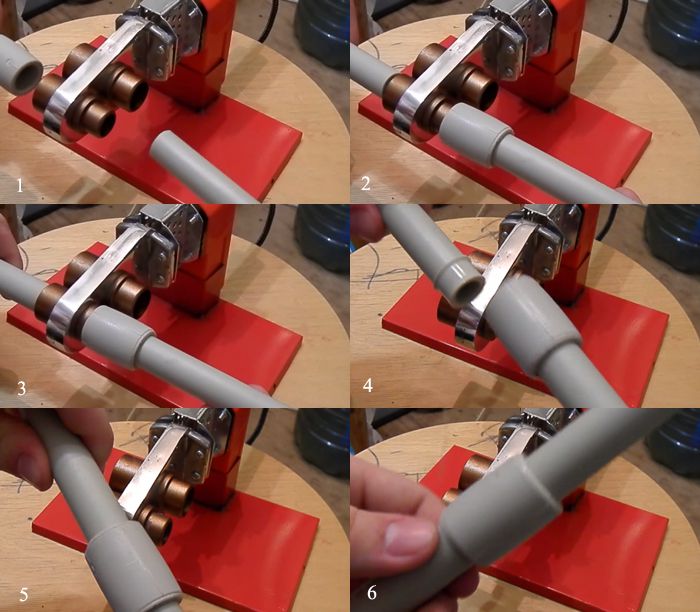
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Внимание! В случае плохой насадки (или наоборот – чересчур свободной) одного из элементов тот сразу же отбраковывается.
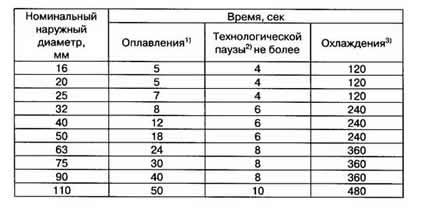
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.

Внимание! Последовательность сборки определяется заранее.
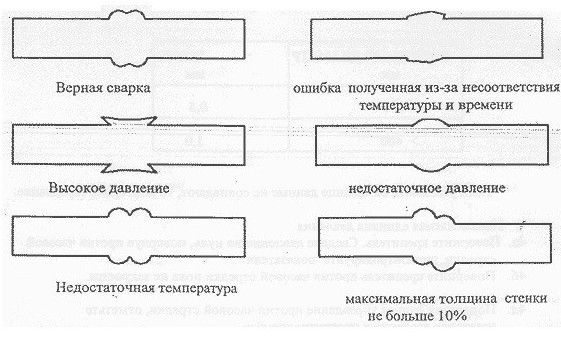
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Видео – Сварка ПП труб
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
- гильзу (насадку) нужного диаметра.

Паяльник для ПП труб из старого утюга

Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Внимание! Труднодоступные участки системы собираются по отдельности.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.


Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве канализации. Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый. Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй. От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий. Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.

Шаг четвертый. Прокладывается трубопровод. Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.
Внимание! Швы не нуждаются в герметизации, т. к. в ПП трубах наружного применения уже имеются резиновые уплотнители.
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насосами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Цены на полипропиленовые трубы
Полипропиленовая труба
Решили сделать капитальный ремонт в квартире? Тогда стоит учесть, что без замены водопровода он будет неполноценным. Согласитесь, будет обидно, если сразу после ремонта одна из труб даст течь, и, чего доброго, затопите соседей. Отличной альтернативой устаревшим водопроводным коммуникациям являются пластиковые трубы.
Сделать пластиковую разводку отопительной системы или водопровода в квартире довольно просто. Чтобы провести монтаж полипропиленовых труб своими руками, требуется лишь набор специального оборудования и минимум технических навыков.
Далее мы расскажем, какие инструменты нужны для работы, и как их правильно использовать. Кроме того, в статье вы найдете информацию о том, как правильно составить схему разводки пластикового трубопровода, а также пошаговую инструкцию по сварке полипропиленовых труб. В помощь домашнему умельцу мы подобрали тематические видеоролики.
Содержание статьи:
- Анатомия полипропиленовых труб
- Классификация ПП материала
- Как выглядит маркировка?
- Внешний вид и внутренняя структура
- Преимущества и недостатки ПП
- Подготовка к монтажу ПП труб
- Этап #1. Составление проекта
- Этап #2. Подготовка инструментов
- Этап #3. Выбор полипропиленовых фитингов
- Этап #4. Выбор схемы соединения
- Пошаговая инструкция сварки ПП труб
- Шаг #1 — обрезка труб
- Шаг #2 — обработка трубы и формирование фаски
- Шаг #3 — подготовка паяльника
- Шаг #4 — нагрев и соединение деталей
- Как правильно крепить трубопровод?
- Выводы и полезное видео по теме
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
- PРН. Однослойные изделия, выполненные из гомополипропилена. Применяются в промышленных трубопроводах и системах холодного водоснабжения.
- РРВ. Однослойные изделия из блоксополимера ПП. Применяются при монтаже напольных отопительных сетей и холодных трубопроводов.
- PPR. Однослойные изделия, выполненные из рандомсополимера ПП. Применяются в системах водоснабжения и домашнего отопления с температурой воды до +70°С.
- PPS. Трудновоспламеняемый вид труб с рабочей температурой до +95 °С.
Существуют ещё многослойные армированные детали из ПП.

При нагревании на 80 градусов армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.

Показатели могут быть в другой последовательности и на иностранном языке, но любую расшифровку должны знать менеджеры магазина
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.

Для обрезки верхнего слоя пластика и фольги на армированных трубах нужно приобрести специальный инструмент – шейвер. Он недорог и прост в эксплуатации
Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Преимущества и недостатки ПП
Преимущества ПП труб при монтаже внутреннего отопления и водоснабжения очевидны и подтверждаются их безраздельным доминированием в этой сфере.
Свойствами, которые делают эту продукцию приоритетной для сборки внутридомовых коммуникаций, являются:
- бесшумность;
- прочность при ударах;
- легкость;
- устойчивость к коррозии;
- долговечность;
- герметичность соединений;
- дешевизна;
- невосприимчивость внутренних стенок к налетам.
Но полипропиленовые трубы обладают и негативными сторонами, которые доставляют неудобства при монтаже:
- отсутствие гибкости;
- сильное относительное удлинение при нагреве;
- необходимость наличия специнструмента при соединении отдельных изделий.
Специалисты, которые ежедневно проводят сборку ПП труб, давно выработали способы компенсации перечисленных недостатков, поэтому особых альтернатив полипропилену нет.
Подготовка к монтажу ПП труб
Водопроводную разводку с помощью одних рук и труб сделать невозможно, поэтому следует разобраться в схемах отопления и водоснабжения, необходимых инструментах, способах соединения и используемых материалах.
Сборка системы водоснабжения из ПП труб включает ряд традиционных этапов:
Галерея изображений
Фото из
Этап 1: Составление проекта и разметка водоснабжения
Этап 2: Закупка труб и фитингов для сборки системы
Этап 3: Раскрой труб для холодных и горячих веток
Этап 4: Сваривание отдельных участков на столе
Этап 5: Сварка трубопровода по месту установки
Этап 6: Установка отводных водопроводных линий
Этап 7: Установка фитинга для запорной арматуры
Этап 8: Проверка герметичности сборки системы
Этап #1. Составление проекта
Прежде чем закупать материал для монтажа отопления и водопровода, необходимо определиться с их схемой разводки.
Подсоединять батареи к отопительному контуру можно четырьмя основными способами:
- проточным;
- с нерегулируемым байпасом;
- с вентилями;
- с трехходовым клапаном.
Окончательный выбор варианта монтажа определяется обычно финансовыми возможностями хозяев квартиры, потому что запорная арматура стоит недешево.
Особенности монтажа отопления из полипропилена мы подробно рассмотрели в этой статье.

Схемы с регулируемыми вентилями позволяют без ущерба гидродинамике системы регулировать мощность радиаторов отдельно в каждой комнате дома
У водопровода также имеются основные принципиальные схемы проектирования разводки, но их всего две: коллекторная и тройниковая (традиционная в квартирах).

Тройниковая схема монтируется в квартирах, где небольшая длина труб и малое количество одновременно используемых сантехнических приборов не приводят к падению давления в общем контуре
Тройниковую схему называют ещё последовательной. Она подразумевает проведение вдоль всех сантехнических приборов одной трубы, от которой с помощью тройника последовательно делаются отводы.
Коллекторная схема подразумевает установку на входе воды в дом коллектора в виде флейты. Он позволяет компактно сделать несколько отводов в разных направлениях.

Коллекторная схема рекомендуется к установке в больших домах, где возможно падение магистрального давления при одновременном включении нескольких сантехнических приборов
Разводку можно делать внутри стен или в открытом виде. Первый вариант требует детальных расчетов, учитывающих удлинение труб при нагреве.
Советуем более подробно ознакомиться со схемами разводки водопровода из ПП труб.
Этап #2. Подготовка инструментов
Существенным минусом самостоятельной работы с полипропиленовыми трубами является необходимость использования специнструмента. Цена монтажного комплекта оборудования составляет от 100 до 200 долларов.

Комплектация готовых наборов может отличаться у различных производителей. Особенно на общую цену влияет мощность паяльника и его функциональность
В такой набор должны входить:
- электросварочный аппарат с подставкой или попросту паяльник для ПП труб;
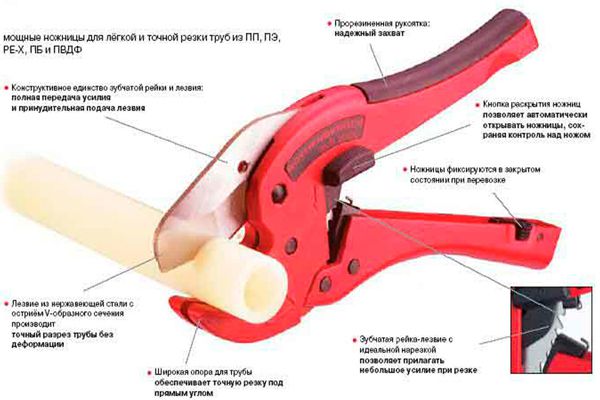
- ножницы-труборезы;
- шейвер для снятия наружного слоя и алюминия с армированных труб;
- калибратор и фаскосниматель для контроля и регулирования диаметра деталей;
- насадки для разогрева спаиваемых элементов.
Помимо специального оборудования, для монтажа ПП труб понадобится разводной ключ, маркер, рулетка и другие общехозяйственные инструменты.
Если планируются разовые монтажные работы, то можно взять паяльный набор в аренду.
Этап #3. Выбор полипропиленовых фитингов
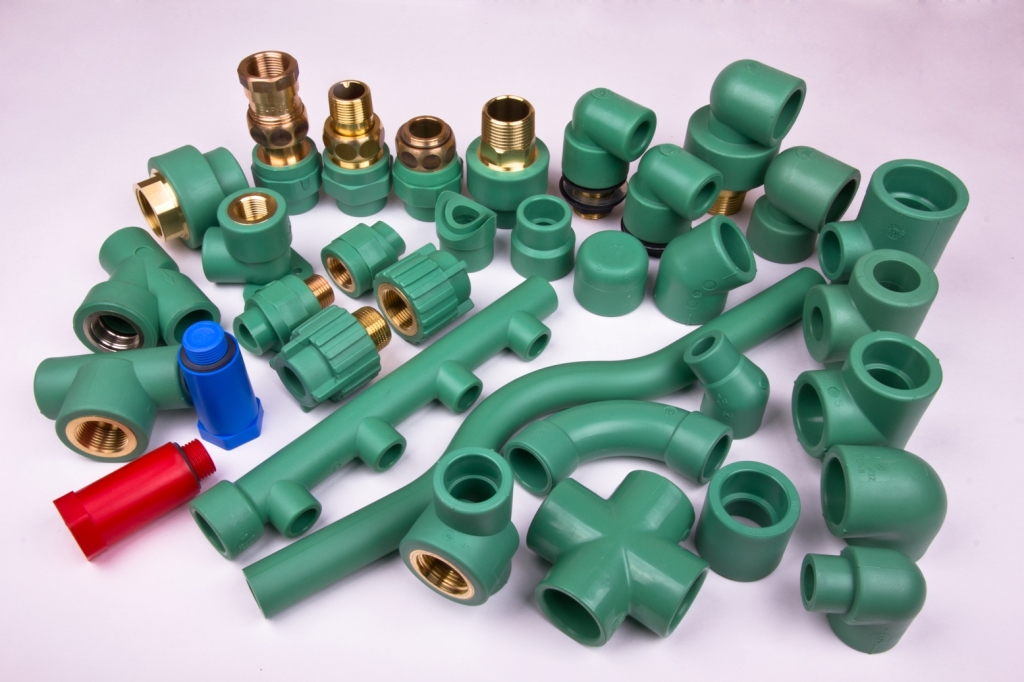
Для сварки ПП труб между собой в различных комбинациях, а также для подсоединения их к сантехническим приборам используются ПП фитинги.
К ним относят;
- переходники;
- ниппельные отводы;
- соединительные муфты;
- муфты с резьбой;
- тройники;
- заглушки;
- крестовины;
- разъемные соединители;
- шаровые краны;
- хомуты.
Несколько советов по выбору фитингов и монтажу труб:
Галерея изображений
Фото из
Полипропиленовые переходники, уголки, тройники
Полипропиленовые фитинги с резьбой
Свободный и жесткий хомут
Качество полипропилена и толщина стенок у фитингов тоже может отличаться, поэтому выбирать их нужно соответственно маркировке труб.
Этап #4. Выбор схемы соединения
Существует принципиальное отличие в пайке труб диаметром до 63 мм и от 63 мм. Трубы, которые равны или больше этого размера, спаиваются встык, а которые меньше – соединяются раструбным методом.
Последний предполагает формирование стыка за счет того, что расплавленный обрезанный конец трубы входит на несколько сантиметров в расширенный раструб фитинга.
Этим же способом выполняются и соединения двух труб между собой с помощью муфты.

При встречном соединении труб важно, чтобы на их стыке не сформировался выступающий внутрь наплыв: он будет препятствовать продвижению воды, понижая давление в системе
В зависимости от присутствия резьбовых деталей, соединения ПП изделий могут быть:
- разъёмные;
- неразъемные.
Разъемные соединения подразумевают припаивание к концам соединяющихся деталей двух резьбовых фитингов с наружной и внутренней резьбой.
К неразъёмному типу относится вышеописанный раструбный метод соединения путем спаивания двух полипропиленовых изделий.
Чтобы более подробно ознакомиться с технологией сварки труб из полипропилена, переходите по этой ссылке.
Пошаговая инструкция сварки ПП труб
После покупки всех необходимых труб и фитингов можно приступать к их сварке. Этот процесс будет рассмотрен пошагово, с иллюстрациями, чтобы не осталось никаких вопросов.
Шаг #1 — обрезка труб
Этот процесс производится с помощью трубореза. Если срез будет скошенный, то более длинная кромка может сформировать при пайке наплыв и сузить внутренний проход фитинга.

Труборез имеет широкое основание, которое помогает выдерживать прямой угол при резке, но это не означает, что контролировать перпендикулярность среза не нужно самостоятельно
Труборезы имеют максимальное ограничение по диаметру, поэтому выбирать нужно ту модель, которая подойдет под купленные трубы.
Шаг #2 — обработка трубы и формирование фаски
После обрезки необходимо сформировать небольшую фаску на детали, которая будет всовываться в раструб. Для этого применяются различного размера ручные калибраторы либо насадки для шуруповерта.
Оба инструмента имеют встроенные ножи, которые формируют фаску со стандартными параметрами.

Формировать фаску насадкой для шуруповерта можно прямо в руках, не прибегая к жесткой фиксации трубы в тисках
Для получения среза нужно насадить трубу на ручной калибратор и несколько раз с нажимом прокрутить вокруг оси.
На армированных трубах, помимо фаски, снимается верхний слой ПП и алюминиевой фольги с помощью шейвера. Он имеет вид цилиндра с ручками и подходит только под один конкретный размер.

Не рекомендуется производить снятие слоев армированных труб обычным ножом – это может повредить спаиваемую поверхность и уменьшить прочность соединения
После формирования фаски и снятия алюминиевой фольги требуется вытереть все детали начисто.
Шаг #3 — подготовка паяльника
Температура пайки полипропиленовых труб варьируется от 260 до 280 °C, но любителям лучше использовать безрегулировочные паяльники или нагрев до 260 °C. Рекомендуем подробнее рассмотреть значения температуры пайки полипропилена.
Перед включением необходимо надеть на утюг паяльника двусторонние насадки (дорн и гильзу) и поставить прибор на крестовидную подставку.

Чем мощнее паяльник, тем большее количество труб он может сварить в единицу времени, но для домашних работ достаточно 800-ваттного прибора
Затем следует включить паяльник. При достижении на нем температуры 260 °C загорится сигнальная зеленая лампочка.
Шаг #4 — нагрев и соединение деталей
Работать с трубами рекомендуется в перчатках. Для нагрева деталей необходимо одномоментно одну соединяемую деталь насадить на дорн, а вторую всунуть в гильзу.

Присоединять и разъединять полипропиленовые детали с паяльником необходимо прямо без крутящих движений. Аналогичное правило действует и при соединении разогретых изделий
Для соблюдения глубины соединения можно заранее маркером сделать соответствующую отметку на трубе и ориентироваться на неё при всовывании изделия в раструб.
В нижеприведенной таблице указано нормативное время нагрева, соединения и остывания труб, в зависимости от их диаметра, а также глубина всовывания в раструб. При работе в холодном помещении время нагрева может быть увеличено на 1-2 секунды.

Указанные в таблице временные параметры являются ориентировочными. Точные цифры нужно смотреть в инструкции к конкретной модели паяльника
После нагрева соединяемые детали с усилием прямым движением нужно состыковать до намеченной черты. Важно не допускать поворота деталей.
Сдвиги трубы и фитинга друг относительно друга допускаются только в течение 4-12 секунд. После этого любые подвижки будут очень негативно сказываться на качестве соединения.

При соединении деталей их оси должны быть расположены максимально параллельно, потому что через 20-30 секунд исправить кривизну будет невозможно
После соединения необходимо дать полипропилену остыть в течение указанного в таблице времени. Желательно посмотреть на получившийся внутренний шов, чтобы убедиться, что наплыв не перегораживает проход. В противном случае придется перепаивать детали. На этом процесс пайки заканчивается.
Чтобы в процессе сваривания пластика избежать популярных ошибок, рекомендуем ознакомиться с правилами и ошибками пайки.
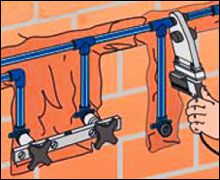
Как правильно крепить трубопровод?
Хорошая разводка отопления или водопровода – это не только качество соединения, но и реализация знаний, как монтировать собранные полипропиленовые трубы.
Правильное крепление пластиковой разводки к стенам предотвратит её провисание и деформацию при нагреве горячей водой.

При ремонте иногда приходится с силой выдергивать трубу из клипс, поэтому дюбели должны прочно фиксировать этот небольшой элемент у стены
Для фиксации труб применяются: клипсы (одинарные, наборные, с зажимом) и хомуты (на шпильке, спаренные, пристенные).
На рынке постоянно появляются новые модели, поэтому выбор хомутов и клипс лучше производить непосредственно в магазине. Клипсы в основном обеспечивают свободное движение труб вдоль оси, а хомуты прочно фиксируют их в одном положении.
Особенно опасным последствием неправильного монтажа является пренебрежение термическим растяжением труб.
Длина простых ПП труб может изменяться при нагреве на 10-15мм/1м. При их жесткой фиксации происходит деформация в местах спаек, что может привести к разрыву соединения. Для снятия напряжения используются такие виды компенсаторов:
- Z-образные;
- П-образные;
- Г-образные
- кольцевые.
Правила работы с компенсатором:
Галерея изображений
Фото из
Г-образный угловой компенсатор
Z-образный трубный компенсатор
Кольцевой вид компенсатора для трубопровода
П-образный самодельный компенсатор
После пайки компенсаторов и крепления труб к хомутам и клипсам можно приступать к испытаниям собранной системы.
Выводы и полезное видео по теме
Алгоритм действий при спаивании полипропиленовых труб лучше всего запоминается после просмотра соответствующих видеороликов. Также будут показаны виды фитингов и особенности их сварки.
Виды паяльников и инструкция по пайке полипропиленовых труб:
Секреты монтажа ПП труб:
Виды фитингов и правила их пайки:
Вышеописанные технологии монтажа полипропиленовых труб и фитингов просты и не требуют профессиональных навыков. Видеоматериалы наглядно демонстрируют этапы процесса пайки, которые можно освоить самостоятельно за несколько минут.
Поэтому для сборки водопроводной разводки своими руками достаточно закупить необходимые материалы, найти оборудование и следовать описанным в статье алгоритмам действий.
Хотите собрать пластиковый трубопровод, но не до конца разобрались с нюансами? Спрашивайте совет — мы постараемся максимально развернуто вам ответить.
А может вы специалист по пайке ПП труб и хотите поделиться ценными советами с новичками? Пишите свои рекомендации в блоке комментариев — многие домашние мастера, впервые столкнувшиеся с пайкой полипропилена, будут вам благодарны.
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
При монтаже полипропиленовых труб не рекомендуется использовать загрязненные детали или имеющие физический дефект, образованный при производстве, транспортировке или хранении.
Не рекомендуется проводить монтаж трубопровода ниже 0oС
При перевозке, хранении, и монтаже необходимо оберегать трубы и фитинги от внешних повреждений.
Запрещено проводить сварку металлических изделий в непосредственной близости с полипропилновыми соединениями.
На время гидравлических испытаний или отделочных работ рекомендуется закрывать арматуры пластиковыми пробками или заглушками.
1. Сварка
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы из полипропилена соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг. В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
2. Правила сварки
1. Приготовить необходимый инструмент.
2. Приготовить аппарат для сварки, надеть тефлоновые насадки нужного диаметра на сварочный аппарат предварительно очистив их от постороннего материала. Настроить сварочный аппарат на температуру 260oС. Время нагревания аппарата зависит от окружающей среды, при отключении индикатора термостата можно начинать работу.
3. Отмерить и отрезать трубу необходимой длины при помощи необходимого инструмента. Если труба армированная снять слой алюминия при помощи зачисток для фольги. Трубы и фитинги должны быть очищенными от посторонней грязи, проверены на наличие брака. Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
4. После последних приготовлений можно начинать нагрев трубы и фитинга. В первую очередь на насадку необходимо надеть фитинг, после трубу. Если фитинг не плотно сидит на насадке, то его следует отбраковать, так как он не сможет обеспечить нормальное соединение. После фитинга надеть трубу.
5. Обе части необходимо нагреть согласно таблице сварки труб и фитингов (табл.8). Время нагревания считается со времени, когда детали полностью надеты на насадку. Во время нагревания труба и фитинг должны быть неподвижными.
б. Нагрев детали согласно времени сварки снимем детали с насадок и медленными движениями без круговых движений насадить детали друг на друга. Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
3. Таблица времени сварки для труб и фитингов
| Димаметр (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 2 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Инструкция по монтажу ППР труб и фитингов
Немалый опыт оптовых продаж изделий из полипропилена, работа с партнерами — проектировщиками, строителями, управляющими компаниями и пользователями, позволили накопить обширную базу знаний по продукции торговой марки Blue Ocean.
Поэтому мы решили собрать на этом сайте максимум полезной информации, которая может быть полезной для вас при выборе и дальнейшей эксплуатации изделий из ППР.
Мы поможем вам узнать подробнее не только о параметрах и свойствах труб и фитингов из полипропилена. Мы поможем выбрать продукцию для ваших нужд и задач, расскажем об оптимальных способах монтажа и эксплуатации таких систем с точки зрения собственного опыта, а также наработок наших партнеров.
ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ И ФИТИНГИ: ОБЩАЯ ИНФОРМАЦИЯ
Что необходимо знать о трубах, которые представляет бренд Blue Ocean, как сориентироваться среди большого количества информации? Мы подготовили для вас подборку общей информации по полипропиленовым трубам.
- Металлопласт или полипропилен? На чем лучше остановить свой выбор труб и фитингов для водопроводных и других систем? Узнайте о плюсах и минусах одного и другого материала, об особенностях их монтажа и эксплуатации, и почему все больше людей выбирают полипропилен.
- Почему полипропиленовые трубы заменили металлические? Не везде еще произошла замена старых стальных трубопроводных систем на полипропиленовые. Какие преимущества у этого материала в сравнении с устаревшими металлическими водопроводными трубами? Об экологичности, экономической эффективности и прочих достоинствах труб из ППР.
- Какие полипропиленовые трубы лучше — материал о различных типах полипропилена, их свойствах и эксплуатационных характеристиках. Узнайте какие недостатки свойственны полипропиленовым трубам и фитингам, как они устраняются в продукции торговой марки Blue Ocean. Лучшие типы труб для различных задач на основе многолетнего опыта работы с материалом.
- Какие полипропиленовые трубы выбрать для отопления? Полипропилен подходит не только для водопроводов, но также и для систем отопления. О том, чем отличаются трубы с различной маркировкой, какие они имеют температурные режимы работы и какое армирование лучше подходит для использования труб в отопительных и ГВС системах.
- Что такое полипропиленовый фитинг? Фитинги в системах из полипропиленовых труб решают не только задачи соединения различных элементов, но также позволяют уменьшить влияние недостатка гибкости этого материала при монтаже водопроводных и отопительных коммуникаций. Узнайте о том, как отличить качественный фитинг из полипропилена.
- Какими бывают полипропиленовые фитинги? Соединяющие и редукционные фитинги из полипропилена: в каких случаях они применяются. Узнайте, для чего нужны полипропиленовые фитинги с латунными вставками и комбинированные с латунью модели, особенности резьбы из полипропилена и металла. Технологии соединения труб и фитингов из ППР.
- Коэффициент теплового расширения полипропиленовой трубы. Правильный учет коэффициента теплового расширения труб необходим для того, чтобы создавать надежные водопроводные и отопительные системы, которые сохранят целостность и долговечность при работе в различных температурных режимах. Читайте о значениях этого коэффициента для полипропиленовых труб.
- Вреден ли запах при пайке полипропилена? Методом соединения треб из полипропилена является пайка, в процессе которой выделяется неприятный запах. Мы расскажем, почему это происходит, и как этого избежать, как защититься от возможного вреда испарений, почему важно приобретать сертифицированный товар от известных производителей.
- Ножницы для полипропиленовых труб. Специальные ножницы для нарезки труб из полипропилена являются обязательным инструментом для тех, кто монтирует системы отопления, холодного и горячего водоснабжения. Использование профессионального инструмента обеспечит качественный срез, сэкономит время, силы и материалы. Для правильного использования ножниц необходимо знать и применять основные правила их эксплуатации.
- Сборный коллектор — идеальное решение для сложных трубопроводных систем с большим количеством соединений. Использование таких коллекторов позволяет не только быстрее и с минимальными затратами времени и труда смонтировать трубы, но также обеспечивает более привлекательный внешний вид таких конструкций. Сборные коллекторы Blue Ocean позволяют собирать системы любой сложности.
- Влияет ли цвет полипропиленовых труб на их качество? Так сложилось, что продукция из полипропилена, представленная на украинском рынке, имеет различные цвета. От чего зависит цвет полипропиленовых труб, и какая между ними разница? Влияет ли цвет на сроки эксплуатации и качество продукции? Узнайте ответы на эти вопросы.
- Уголки в полипропиленовых системах водоснабжения и отопления — используются для изменения направления трубопровода, и могут иметь различные характеристики, которые позволяют применять уголки в различных условиях эксплуатации. Предлагаем ознакомиться с тем, под каким углом могут соединяться трубы из ППР, а также с тем, какие вставки и резьбы доступны в уголках из полипропилена.
- Армированная труба — чем она отличается от обычной, и для чего предназначена? Для армирования труб из ППР используются различные материалы и способы, которые обеспечивают определенные качественные характеристики изделий из полипропилена и позволяют в различной степени воздействовать на коэффициент линейного расширения.
- Фланцевые соединения — их плюсы и минусы. Фланцевые соединения полипропиленовых труб работают по тому же принципу, что и для труб из других материалов. Существует большое количество различных типов фланцев для труб из ППР, которые имеют различные показания по применению с различными веществами, температурами, диапазонами давления в трубопроводной системе и по другим критериям. Особенности фланцевых соединений труб из полипропилена.
- Вварное седло — элемент монтажной арматуры для полипропиленовых труб, который позволяет вносить изменения в конфигурацию уже собранной системы с минимальными затратами. Существует несколько типов этой более эстетичной альтернативы тройникам. Для правильной установки вварного седла необходимо придерживаться определенных правил его монтажа.
СПРАВОЧНИК ПО МОНТАЖУ ППР ТРУБ
В этом разделе размещена подробная информация, которая поможет вам осуществить монтаж труб и ППР фитингов Blue Ocean.
- Установка водоснабжения — сложный процесс, который состоит из нескольких этапов и требует правильного планирования, подготовки и соблюдения определенных правил в процессе монтажа. Основные этапы установки систем водоснабжения из полипропиленовых труб имеют свои особенности, о которых мы рассказываем на основе собственного опыта.
- Монтаж полипропиленовых труб. Чем он отличается от аналогичных процессов с использованием других материалов, какие имеет преимущества и особенности. Узнайте самые полезные советы практиков по монтажным работам в трубопроводных системах из ППР.
- Полипропиленовые трубы. Особенности и монтаж. О том, почему трубы из полипропилена становятся все популярнее и какие причины побуждают людей использовать именно такую продукцию для монтажа систем отопления и водоснабжения. А также о том, как ведет себя продукция из ППР в различных условиях эксплуатации.
- Как монтировать полипропиленовые трубы своими руками — исчерпывающая инструкция, которую можно использовать для установки домашнего водопровода, системы горячего водоснабжения или отопления. Практические рекомендации по работе с трубами разных марок, проведению основных технологических операций, которые помогут вам создать качественный и долговечный трубопровод в своем доме или в квартире.
- Разводка труб при монтаже систем из ППР подчиняется тем же правилам, что и похожая операция с трубами из других материалов, но имеет также свои особенности. Ознакомьтесь с основными принципами и некоторыми секретами проектирования и монтажа разводки труб из полипропилена.
ПАЙКА ППР ТРУБ И ФИТИНГОВ: ОСНОВНЫЕ ПРАВИЛА
Особенности пайки, использования паяльников для ППР труб ТМ Blue Ocean, избежать ошибок при пайке — в этом разделе справочника.
- Как правильно паять полипропиленовые трубы? Можно ли производить пайку труб из полипропилена своими руками в домашних условиях? Нужно ли иметь какие-то специальные навыки, умения и знания для того, чтобы трубы в вашей системе водоснабжения или отопления были спаяны правильно, с соблюдением всех требований по качеству и безопасности? Подробная инструкция и рекомендации расположены по ссылке.
- Как правильно выбрать сварочный паяльник для полипропиленовых труб? Известно, что паяльник обеспечивает надежное соединение труб из полипропилена. От выбора правильного паяльника во многом зависит качество водопровода или системы отопления. Поэтому важно использовать советы и придерживаться правил выбора паяльника высокого качества, который будет полностью соответствовать вашим потребностям и задачам.
- Ошибки при пайке полипропиленовых труб. Почему их допускают и чем они грозят при монтаже и дальнейшей эксплуатации трубопроводной системы. Мы подскажем, как избежать ошибок, каких правил нужно придерживаться, и чего не следует допускать при работе с трубами из полипропилена.
- Пайка полипропиленовых труб — особенности, различия в пайке труб в зависимости от марки полипропилена. Читайте, как произвести контроль качества соединения, почему может образоваться некачественный сварной шов и другая информация по процессу пайки труб из ППР.
ПОЛЕЗНЫЕ СОВЕТЫ ПО РЕМОНТУ ПОЛИПРОПИЛЕНОВЫХ ТРУБ
Узнайте, как заменить фитинг, кран или вентиль радиаторный Blue Ocen, как отремонтировать полипропиленовую трубу в домашних условиях.
- Как качественно отремонтировать полипропиленовую трубу. Несмотря на очень длительный срок эксплуатации трубопроводных систем из полипропилена, который составляет 50 лет, может возникнуть ситуация, когда без ремонта не обойтись. Как исправить огрехи в работе монтажников, или устранить повреждения, которые образовались по другим причинам? Для правильного ремонта ППР труб и фитингов необходимо придерживаться правил и соблюдать поэтапность ремонта.
- Чем заглушить полипропиленовую трубу? Этот вопрос может возникнуть по разным причинам, но независимо от этого он требует быстрого решения. В ассортименте продукции ТМ Blue Ocean имеются специальные заглушки различных диаметров. Мы приводим рекомендации по правильной установке заглушек на трубы из полипропилена.
- Замена и соединение фитингов на полипропиленовых трубах. Еще одна разновидность ремонта систем из ППР — замена фитингов. Инструмент, который необходимо использовать, последовательность операций и рекомендации по правильной замене фитинга из полипропилена, а также зависимость операций от типа трубы.
- Ремонт водопровода своими руками. При возникновении поломок или повреждений почти всегда у пользователя есть выбор — сделать ремонт самому или обратиться в сервисную организацию. Могут случиться также ситуации, когда второе невозможно или поломка незначительна, и ее можно устранить своими силами. Для этого достаточно следовать несложным рекомендациям от профессионалов, которые приведены на нашем сайте.
Мы постарались максимально поделиться своим опытом по использованию труб из ППР. Если же у вас остались вопросы, обращайтесь к нам за информацией и советом — мы всегда рады помочь нашим клиентам и партнерам.
Для этого Вы можете воспользоваться формой обратной связи или заказать обратный звонок.
Инструкция по проектированию и монтажу полипропиленовых труб и фитингов
25.10.2012
Скачать ИНСТРУКЦИЮ ПО ПРОЕКТИРОВАНИЮ И МОНТАЖУ ПОЛИПРОПИЛЕНОВЫХ ТРУБ в формате pdf
СОДЕРЖАНИЕ
О фирме АкваТрубоПласт
1. Характеристики PPRC-систем
1.1. Область применения
1.2. Основная информация
1.3. Преимущества систем из полипропилена
1.4. Информация о материале
1.5. Параметры эксплуатации трубопровода
1.6. Срок службы
2. Проектирование трубопроводов
2.1. Расчет гидравлических потерь
2.2. Линейные температурные деформации
2.2.1. Определение линейного расширения или сокращения
2.2.2. Компенсация линейного изменения
2.3. Расстояние между опорами (креплениями) трубопровода
2.4. Способы прокладки
2.4.1. Прокладка восходящего трубопровода
2.4.2. Прокладка горизонтального трубопровода
2.4.3. Прокладка трубопровода под штукатуркой
2.5. «Тёплый пол»
2.6. Изоляция
3. Монтаж трубопроводов
4. Испытание давлением
5. Транспортировка и хранение
6. Приложение

1. ХАРАКТЕРИСТИКИ PPRC-СИСТЕМ
1.1. Область применения
Пластиковые полипропиленовые водопроводные системы используются как распределительный
механизм в жилых, административных и промышленных зданиях для трубопроводов
питьевой и технической воды, в агропромышленном комплексе.
Трубы и фитинги из полипропилена предназначены для внутреннего холодного
и горячего водоснабжения, тёплых полов и разводки систем центрального отопления
с рабочей температурой до +95 °C. Кроме того, трубопровод из PPRC может
быть использован для транспортировки сжатого воздуха и химически агрессивных
сред.
С каждым годом ширится применение полипропиленовых труб и фитингов в оросительных
и дренажных системах, благодаря высокой химической устойчивости, ударной
вязкости, способности выдерживать повышенное давление и хорошим сварным
свойствам.
1.2. Основная информация
У каждой из водопроводных систем свои особенности, среди которых очень
большое значение имеет температура воды и ее давление. Именно эти величины
являются определяющими при подборе полипропиленовых труб, так как сильно
влияют на их долговечность:
PN 10 — для холодного водоснабжения (до +20 °C) и тёплых полов (до +45 °C),
номинальное рабочее давление 1 МПа (10,197 кгс/см2);
PN 16 — для холодного водоснабжения и горячего водоснабжения (до +60 °C),
номинальное рабочее давление 1,6 МПа (16,32 кгс/см2);
PN 20 — для горячего водоснабжения (температура до +75 °C), номинальное давление
2 МПа (20,394 кгс/см2);
PN 25 — (армированные) для горячего водоснабжения и центрального отопления
(до +95 °C), номинальное давление 2 МПа (20,394 кгс/см2).
Кроме того, выпускаются соединительные детали из полипропилена и комбинированные
детали, имеющие в своей конструкции латунную никелированную впресованную
вставку с наружной или внутренней резьбой, позволяющей легко переходить
с полипропилена на металл. Они одинаково хорошо подходят для труб из любого
ряда давления.
1.3. Преимущества систем из полипропилена
Надежность и долговечность трубопроводных систем напрямую зависит от качества
и свойств исходного материала. Изобретение полипропилена марки «Рандом
сополимер» PPRC явилось итогом уникальных разработок. В нем удалось совместить
ряд ценных свойств, что делает этот материал идеальным для создания напорных
систем водоснабжения и отопления.
многолетняя служба и свойства
Внутренний диаметр труб не уменьшается с течением времени. На поверхности,
имеющей непосредственный контакт с водой, не образуется отложений и коррозии.
сохранение чистоты воды
Материал труб абсолютно нетоксичен и химически стоек (инертен), и поэтому
совершенно не влияет на качество транспортируемой воды.
стойкость к изменяющимся условиям
Полипропилен марки «Рандом сополимер» PPRC хорошо выдерживает перепады
температуры и давления. Этому способствуют стабилизаторы, введенные в состав
материала.
Даже если в трубах замерзнет вода — они не разрушатся, а лишь незначительно
увеличатся в размере и при оттаивании вновь вернутся к прежнему размеру.
низкие теплопотери
PPRC-системы экономичны в эксплуатации. Их теплопроводность значительно
ниже, чем у металлических труб, поэтому экономия тепла при транспортировке
горячей воды составляет от 10 до 20%. В рабочем режиме (протекание воды)
на поверхности трубопровода не образуется конденсат.
способность гасить шумы и вибрации
Полипропиленовые трубы и фитинги обладают хорошим звукопоглощением, поэтому
по сравнению с металлическим трубопроводом передача шумов сильно снижена.
экономия средств
Уникальное соотношение цены и качества достигается благодаря невысокой
стоимости сырья, из которого сделаны трубы и фитинги, а также простоте
монтажа. Полипропиленовые трубы и фитинги в 9 раз легче металлических, что
существенно снижает транспортно-складские расходы и трудоемкость монтажа.
экономия времени и надежность соединений
Монтаж PPRC-систем требует минимальных затрат времени и усилий. Технология
муфтовой сварки позволяет всего за несколько секунд обеспечить долговечное
герметичное соединение. Благодаря способности полипропилена свариваться,
надежность сварных соединений наиболее высока по сравнению с другими способами
и приближается по прочности к самим трубам.
неприхотливость в обслуживании
Конструкции из полипропилена не требуют покраски, так как имеют ровный
цвет по всей поверхности материала. И нет необходимости в предварительной
подготовке труб и фитингов.
1.4. Информация о материале
Одним из самых крупных событий мирового значения в области развития техники
пластмасс является изобретение высокотемпературного полипропилена «Рандом
сополимера» (PPRC — тип 3) и его промышленное освоение. Это легкий и прочный
сополимер, относящийся к разряду термопластов. Он химически стоек к большинству
растворителей — как кислотного, так и щелочного типа. Особый интерес представляет
тепловая универсальность полипропилена: трубы из него эксплуатируются при
температурах от –10 °C до +90 °C. Кратковременно трубы выдерживают повышение
температуры до 100 °C. Благодаря эластичности материала, вода в полипропиленовых
трубах может замерзать, не разрушая их.

«Рандом сополимер» получен путем модификации структуры полипропилена, то
есть добавления в его молекулярную цепь молекулы этилена, что улучшает
механические свойства полипропилена (вязкость, эластичность, высокотемпературная
прочность).
На сегодня общепризнано, что этот статистический сополимер пропилена наиболее
ценен. Он характеризуется наибольшей прочностью и долговечностью при повышенных
температурах, что обусловило широкое применение труб из полипропилена тип
3 в бытовых инженерных сетях. Этому способствует и низкая теплопроводность
PPRC. Его коэффициент теплопроводности равняется 0,24 Вт/м °C.
PPRC не наносит вреда окружающей среде. При его обработке и утилизации
отходов не образуются экологически вредные вещества. Кроме того, полипропилен
пригоден для утилизации без добавления экологически вредных веществ.
Для производства труб и фитингов серого и белого цвета марки FD используется
только полипропилен высочайшего качества от известных производителей с
мировым именем (HOSTALEN 5216/34 — Германия, концерн Basel; BOREALIS RA
130E — Финляндия).
В настоящее время прошла сертификацию в России, созданная в конце 2002
года, модификация полипропилена «Borealis RA-130E» (PP-R-100). Новый материал
прошел всесторонние испытания в ряде независимых организаций Швеции. Полученные
данные показали, что при эксплуатации при высоких температурах (95-110 °C)
срок службы трубопроводов, выполненных из модификации полипропилена «Borealis
RA-130E» (PP-R-100), будет по меньшей мере на 25-30% больше, чему у трубопроводов,
выполненных из стандартного полипропилена PP-R-80.
Таблица 1
Основные физико-механические свойства материала PPRC (тип 3)
ТУ 2248-032-00284581-98
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.5. Параметры эксплуатации трубопровода
Допустимое рабочее давление, обеспечивающее нормальное функционирование
трубопровода в зависимости от температуры теплоносителя и срока эксплуатации
для систем из PPRC (тип 3) указаны в таблице 2.
Расчетная продолжительность срока службы трубопроводов из полипропилена
составляет не менее 50 лет при условии правильного применения.
Пример:
1) Труба PN 10 для холодной воды при нормальных условиях должна выдержать
транспортировку воды с температурой 30 °С и рабочим давлением 11,1 кгс/см2
в течение более 50-ти лет.
2) Труба PN 20, транспортирующая горячую воду с температурой 60 °С, при рабочем
давлении 10,9 кгс/см2 в нормальных условиях должна прослужить более 50-ти
лет.
3) Труба PN 25 армированная, транспортирующая горячую воду с температурой
70 °С, при рабочем давлении 10,7 кгс/см2 при постоянном использовании должна
прослужить более 50-ти лет.
Таблица 2
Рабочее давление при транспортировании воды в зависимости от температуры
и
срока службы по ТУ 2248-032-00284581-98
|
|
|
|
|||
|
|
|
|
|
||
|
давления, кгс/см2 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.6. Срок службы
Срок службы трубопровода зависит от внутреннего рабочего давления и температуры
протекающей по трубе жидкости.
Для определения срока эксплуатации необходимо установить расчетную прочность
стенки трубы из условия длительной прочности:
σ = p*(d-s)/2*s*k 
σ — расчетная прочность (МПа)
р — максимальное давление (МПа)
d — наружный диаметр трубы (мм)
s — толщина стенки трубы (мм)
k — коэффициент безопасности (для отопления 2,5)
Для справки: 1 МПа = 10 бар = 10 атм = 101,3 м вод. ст. = 101325 Па
Полученное после вычисления расчетное напряжение откладываем на вертикальной
оси графика 1. Определим точку пересечения показателя расчетного напряжения
(горизонтальная линия) с изотермой максимальной температуры воды (наклонная
линия). Из точки пересечения вертикально вниз проведем перпендикуляр на
горизонтальную ось, на которой обозначено время в часах (на меньшей шкале
в годах). На горизонтальной оси отсчитаем предполагаемый минимальный срок
эксплуатации трубопровода в условиях непрерывного отопления. Из отношения
продолжительности календарного года (в месяцах) к продолжительности отопительного
сезона (в месяцах) выведем коэффициент, на который умножим определенный
показатель минимального срока эксплуатации в условиях непрерывного отопления.
Полученный в результате показатель является реальным предполагаемым минимальным
сроком эксплуатации трубопровода, при условии соблюдения всех остальных
условий монтажа и эксплуатации.
Пример:
Исходные данные:
используется труба FD — PN 20 / 20*3,4”;
максимальное эксплуатационное давление — 0,22 МПа;
максимальная эксплуатационная температура воды;
длина отопительного сезона — 7 месяцев;
коэффициент безопасности — 2,5.
σ = 0,22*(20-3,4)/(2*3,4)*2,5 = 1,34 МПа 
Минимальный срок эксплуатации в условиях непрерывного отопления (рассчитано
по графику 1 для изотермы 80°С) 216 000 часов, т. е. 25 лет.
Предполагаемый срок эксплуатации по отношению к продолжительности отопительного
сезона:
25 лет*12 месяцев / 7 месяцев = 43 года 

2. ПРОЕКТИРОВАНИЕ ТРУБОПРОВОДОВ
Проектирование трубопроводов связано с выбором типа труб, соединительных
деталей и арматуры, расчетом гидравлических потерь, выбором способа прокладки
и условий, обеспечивающих компенсацию тепловых изменений длины трубы без
перенапряжения материала и соединений трубопровода.
Выполнять проектирование следует в соответствии с регламентами строительных
норм и правил (СНиП) 2.04.01-85* «Внутренний водопровод и канализация зданий».
Выбор типа трубы производится с учетом условий работы трубопровода: давления,
температуры, необходимого срока службы и агрессивности транспортируемой
жидкости.
Рабочее давление в трубопроводной системе следует определять на основании
гидравлических расчетов по методике Свода правил (СП) 40-102-2000 «Проектирование
и монтаж трубопроводов систем водоснабжения и канализации из полимерных
материалов. Общие требования».
2.1. Расчет гидравлических потерь
Расчет гидравлических потерь трубопроводов из PPRC заключается в определении
потерь напора (или давления), направленного на преодоление гидравлических
сопротивлений, возникающих в трубе, в соединительных деталях, в местах
резких поворотов и изменений диаметра трубопровода.
Полная потеря напора выражается суммой потерь напора по длине и на местные
сопротивления:
h
w
= h
wдл
+ ?
h
wм
hwдл — удельная потеря напора по длине, пропорциональная длине потока
hwм — местные сопротивления, возникновение которых связано с изменением направления
или величины скорости в том или ином сечении потока (к ним относятся внезапное
расширение потока, внезапное сужение потока, вентиль, кран…)
Величина удельной потери напора по длине на трение определяется по формуле
Дарси — Вейсбаха:
h
wдл
= λ*l/d*v
2
/2g
λ — коэффициент сопротивления трения по длине трубопровода
v — скорость течения жидкости, м/с
d — расчетный (внутренний) диаметр трубопровода, м
g — ускорение свободного падения, м/с2
l — длина трубы, м
Эту же потерю напора можно выразить в единицах давления:
Δ
p
= r*g*h
wдл
= λ*l/d*r*v
2
/2
Δp — потери давления, Па
hwдл — потери напора, м
λ — коэффициент сопротивления трения по длине трубопровода
l — длина трубы, м
d — диаметр трубы, м
v — скорость течения жидкости, м/с
g — ускорение свободного падения, м/с2
r — плотность жидкости (газа), кг/м3.
В гидравлических расчетах потерь напора по формуле Дарси — Вейсбаха наиболее
сложным является определение величины коэффициента сопротивления трения
по длине λ.
Многочисленными опытами установлено, что в общем случае коэффициент сопротивления
трения зависит от числа Рейнольдса Re и относительной шероховатости стенок
канала D /d, т. е. λ = f(Re, D/d).
Для вычисления коэффициента сопротивления трения λ существует несколько
эмпирических формул. Приведем для примера одну из них:
λ=[1/(1,13874-2*log
k
d
)
8
+0,01/R
e
]
Re — число Рейнольдса (Re = vd/н)
d — диаметр трубы, м
k — гидравлическая шероховатость внутренних стен трубопровода (для PPRC k=0,01
мм)
v — скорость течения жидкости, м/с
н — кинематическая вязкость (м2/с)
Кинематическая вязкость зависит от температуры воды (например, для воды
с температурой 10 °С — она равняется 1,306·10-6 м2/с, а для температуры 50°С
– 0,556·10-6 м2/с). Но ее влияние на значение линейной потери давления
небольшое (например, для трубопровода диаметром 25 мм, ряда давления PN
16, при протекании Q = 0,5 л/с, для воды с температурой 10°С – R10=2,786
Па/м, а для воды с температурой 50°С – R50=2,376 Па/м).
Местные потери напора определяются по формуле Вейсбаха:
h
wм
= ξ*v
2
/2*g
ξ — коэффициент местного сопротивления, зависящий от вида местного сопротивления
и определяемый опытным путем (для турбулентного режима течения) (значение
этого коэффициента можно посмотреть в таблице 3).
v — скорость течения жидкости, м/с
Cумма местных потерь напора:
? h
wм
= ? (ξ*v
2
/2*g)
В итоге получаем удобную для практических расчетов формулу полной потери
напора:
h
w
= λ*l/d*v
2
/2*g
+ ? (ξ*v
2
/2*g)
=( λ*l/d + ? ξ )*v
2
/2*g
Таблица 3
Значение коэффициента сопротивления о для некоторых фитингов
|
|
|
|
|
|
|
![]()
0,25
Муфта переходная

Уменьшение на 1 размер
0,40
Уменьшение на 2 размера
0,50
Уменьшение на 3 размера
0,60
Уменьшение на 4 размера
0,70
Угольник 90°

1,20
Угольник 45°
![]()
0,50
Тройник

Прямое прохождение потоков
0,25

Разделение потока
1,20

Соединение потока
0,80

Разделение потоков
в противоположных направлениях
1,80

Соединение встречных потоков
3,00
Муфта комб. вн. рез.
![]()
0,50
Муфта комб. нар. рез
![]()
0,70
Угольник комб. вн. рез.

1,40
Угольник комб. нар. рез

1,60
Тройник комб. вн. рез.

1,40-1,80
Вентиль
![]()
20 мм
9,50
25 мм
8,50
32 мм
7,60
2.2. Линейные температурные деформации
2.2.1. Определение линейного расширения или сокращения
При прокладке трубопроводов из полипропилена необходимо учитывать изменение
длины трубы вследствие теплового расширения или усадки материала при изменении
температуры. В связи с тем, что расширение трубопроводов зависит от перепада
температуры, то линейным расширением трубопроводов в системах холодного
водоснабжения можно пренебречь. Трубы PN 25 армированные имеют коэффициент
линейного расширения a равный 0,05, и для них линейное расширение можно
не учитывать.
Величина линейного расширения трубопроводов Δl при открытой прокладке определяется
по формуле:
Δl = α*L* Δ t
Δl — линейное расширение, мм;
α — коэффициент линейного расширения материала трубы, мм/м°С, для труб FD
a = 0,15;
L — расчетная длина трубопровода, м;
Δt — расчетная разница температур (между рабочей температурой и температурой
при монтаже), °C.
Пример 1:
Исходные данные:
используется трубопровод FD с коэффициентом линейного расширения a = 0,15;
расчетная длина трубопровода (расстояние между двумя соседними неподвижными
креплениями по прямой линии) L = 8 м;
разница температур D t = 46 °C (температура холодной воды 14 °C, температура
теплой воды для хозяйственных целей 60 °C).
Δl = α*L* Δ t = 0,15*8*(60-14) = 55,2 мм (удлинение)
Пример 2:
Исходные данные:
используется трубопровод FD с коэффициентом линейного расширения a = 0,15;
расчетная длина трубопровода (расстояние между двумя соседними неподвижными
креплениями по прямой линии) L = 20 м;
разница температур Dt = 16 °C (температура при монтаже 24 °C, температура
холодной воды 8 °C).
Δl = α*L* Δ t = 0,15*20*(8-24) = -48 мм (сокращение)
Таблица 4
Линейное расширение для трубы PPRC (тип 3) PN20 (мм)
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Таблица 5
Линейное расширение для армированной трубы PPRC (тип 3) PN 25 (мм)
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

2.2.2. Компенсация линейного изменения
Если линейные изменения трубопровода не компенсированы подходящим способом,
т. е. если нет возможности продлевать или укорачивать трубопровод, в стенках
труб концентрируется дополнительное напряжение, возникающее при растяжении
и сжатии. Это приводит к существенному сокращению срока эксплуатации трубопровода.
Компенсировать линейные изменения можно тремя способами:
способом углового расширения (рис.1)
с помощью П-образных компенсаторов (рис.2)
с помощью петлеобразных (круговых) компенсаторов (рис.3)
Расчет компенсирующей способности Lk углового метода и П-образных компенсаторов
производится по эмпирической формуле:
L
k
=k* ? (d*Δt)
Lk — свободная длина компенсатора, мм;
k — коэффициент материала (для полипропилена PPRC k = 30);
d — наружный диаметр трубы, мм;
Δl — линейное расширение, мм.
Величину Lk можно также определить на графике 4.
1) Способ углового расширения основывается на изменении прямолинейного
направления прокладки трубопровода угловым соединением.

2) В случаях, когда компенсация путем изменения направления прокладки не
возможна, т. е. направление прокладки трубопровода должно быть прямолинейным,
применяется П-образный метод компенсации линейного расширения.

3) Петлеобразная компенсация. Следует учитывать, что из компенсатора, установленного
на вертикальном трубопроводе и под горизонтальным трубопроводом, сложно
удалить воду, а если компенсатор расположен над горизонтальным трубопроводом,
из него сложно удалить воздух.

График 4: Свободная длина компенсатора для трубопровода из полипропилена в зависимости от линейного расширения и диаметра труб.

Пример:
Исходные значения:
используется трубопровод FD (k = 30);
диаметр трубы d = 40 мм;
линейное расширение Dl = 55 мм.
L
k
=k* ? (d*Δt) = 30* ? (40*55) = 1407 мм
2.3. Расстояние между опорами (креплениями) трубопровода
При проектировании трубопроводы разделяются на отдельные участки путем
распределения точек жесткого крепления.
Таблица 6
Максимальное расстояние между опорами трубопровода FD (горизонтальный).
|
|
|
||||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для вертикальных трубопроводов максимальное расстояние между опорами умножается
на коэффициент 1,3.
Таблица 7
Максимальное расстояние между опорами армированного трубопровода FD (горизонтальный)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.4. Способы прокладки
При прокладке трубопроводов используют следующие методы:
открытая прокладка,
прокладка под штукатуркой
прокладка в шахтах и каналах
бесканальная прокладка в грунте (наружные трубопроводы).
Трубопроводы в зданиях прокладываются на подвесках, опорах и кронштейнах
открыто или скрыто (внутри шахт, строительных конструкций, борозд, в каналах).
Скрытая прокладка трубопроводов применяется для обеспечения защиты пластмассовых
труб от механических повреждений.
Трубопроводы вне зданий (межцеховые или
наружные) прокладываются на эстакадах и опорах (в обогреваемых или не обогреваемых
коробах и галереях или без них), в каналах (проходных или непроходных)
и в грунте (бесканальная прокладка).
2.4.1. Прокладка восходящего трубопровода
При монтаже восходящего трубопровода необходимо обращать внимание на расстановку
неподвижных опор, а также на создание подходящего способа компенсации.
Компенсация восходящих трубопроводов обеспечивается:
— у основания стояка подвижными опорами — на вершине стояка подвижными опорами


Символы:
KU — посадка с трением скольжения
Lk — свободная длина компенсатора
2.4.2. Прокладка горизонтального трубопровода
При прокладке горизонтальных трубопроводов необходимо уделять внимание
решению вопроса компенсации и способа прокладки трубопровода.
Наиболее распространенным способом является прокладка в оцинкованных или
пластиковых желобах, в патронах, иногда в открытой дорожке. Компенсация
линейного расширения чаще всего производится при помощи изменения трассы
трубопровода или использованием П-образных компенсаторов. Возможно также
использование компенсационных петель. Компенсация может быть решена с помощью
подвесок или горизонтальных консольных опор.
2.4.3. Прокладка трубопровода под штукатуркой
При прокладке трубопровода под штукатуркой необходимо создать достаточное
пространство для движения труб и одновременно препятствовать механическому
повреждению от соприкосновения со стенами. Самым простым и удобным способом
является применение изоляции, например, из пенополиэтилена с достаточной
толщиной стенок в сочетании с частыми перпендикулярными изгибами трубопровода.
2.5. «Тёплый пол»
При монтаже «тёплых полов» необходимо соблюсти максимальную температуру
наружного слоя пола в помещениях, предназначенных для пребывания людей.
Для того чтобы сделать возможным перенос тепла, при проектировании «тёплых
полов» выбирается низкая скорость потока воды для отопления (приблизительно
0,3 м/с). Давление в трубопроводе определяется на основе эксплуатационных
параметров отопительной системы.
Температура воды для отопления устанавливается на основе расчета в зависимости
от типа помещения, типа напольного покрытия и наружной расчетной температуры
в месте строительства. Обычно максимальная температура в сети полового
отопления 45 °C, давление 0,3 MПa. Для прокладки отопительных контуров
используется труба в рулоне. Такой трубопровод более выгоден, так как избавляет
от необходимости использовать в конструкции пола лишние соединения. Отопительные
трубы монтируются в конструкции пола по спирали.

Диаметр и шаг прокладки труб устанавливается на основании расчета. При
проектировании «тёплого пола» необходимо определить способ регулировки
отопительной мощности пола и обеспечить соблюдение максимальной температуры
поверхности.
В местах, где имеется необходимость более высокой мощности (под окнами),
отопительные трубы прокладываются чаще. В местах, закрытых мебелью, трубы
для отопления помещения не кладутся.
Максимальная длина отопительного змеевика для одного отопительного контура
100 м.
Каждый отопительный контур начинается в распределительном коллекторе, а
кончается в приемном коллекторе. Необходимо обеспечить возможность спуска
воздуха из трубопровода в самом высоком месте.
Для экономной эксплуатации «тёплых полов» выбирают напольное покрытие с
минимальным тепловым сопротивлением.
Во время прокладки нужно обеспечить точное положение трубопровода и его
межосевого расстояния.
При монтаже отопления в полу руководствуются теми же правилами, что и при
монтаже водопровода.
Трубопровод аккуратно отматывают с рулона, избегая крутильного напряжения,
и постепенно прикрепляют к основанию. Особенное внимание нужно уделять
прикреплению трубопровода к металлическим подстилающим сетям. Необходимо
избегать угрозы механических повреждений трубопровода в местах прикрепления.
Минимальные температурные условия монтажа 15 °C.
По окончании прокладки трубопровод устанавливают приблизительно на половину
эксплуатационной температуры. Форма трубопровода устанавливается, и только
после этого можно приступать к укладке следующих слоев пола.
«Тёплый пол» является одним из наиболее комфортных и эффективных способов
отопления. Чтобы использовать все его преимущества, нужно тщательно спроектировать
отопительную систему, принимая во внимание и другие факторы, так как в
большинстве случаев «тёплый пол» представляет собой лишь один из способов
в отопительной системе объекта.
2.6. Изоляция
При монтаже систем горячего водоснабжения необходимо изолировать трубопровод
во избежании термических потерь, при монтаже систем холодного водоснабжения
трубопровод необходимо защитить от образования конденсата и во избежании
нагрева труб выше 20 °С, что важно с точки зрения сохранения гигиенических
норм питьевой воды.
Толщина и вид изоляции устанавливается на основании термического сопротивления
используемой изоляции, влажности воздуха в помещении, где устанавливается
трубопровод, вызванной разницей между температурой воздуха в помещении
и температурой текущей воды.
Трубопровод необходимо изолировать по всей длине трассы, включая фитинги
и арматуру. Необходимо соблюдать проектную минимальную толщину изоляции
трубопровода вдоль всей длины трассы.
Таблица 8
Минимальная толщина изоляции для холодного водоснабжения
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* Для других коэффициентов теплопроводности толщина слоя изоляции рассчитывается
соответственно по отношению к диаметру d.
Толщина изоляции для горячего водоснабжения обычно колеблется между 9 и
15 мм при термической сопротивляемости l = 0,040 Вт(мК).
3. МОНТАЖ ТРУБОПРОВОДОВ
Системы трубопроводов из полипропилена пригодны для всех известных видов
прокладки: открытая прокладка, прокладка под штукатуркой, в шахтах, в каналах
и др. Соединение пластмассовых деталей производится с помощью специального
оборудования методом термической сварки в раструб. Соединение пластмассовых
труб с металлическими трубами производится с помощью комбинированных и
фланцевых деталей.
1. Необходимые инструменты
1) Электросварочный аппарат для термической сварки, снабженный
парными насадками
необходимого размера.

2) Специальные ножницы или резак (нож с режущим роликом).
3) Нож с коротким лезвием.
4) Кусок несинтетической ткани.
5) Спирт или Тангит.
6) Метр, маркер.
7) Зачистное устройство (для армированных труб).
2. Подготовка инструмента
Установить сварочный аппарат на ровной поверхности.
Закрепить на сварочном аппарате парные насадки необходимого размера с помощью
специальных ключей.
Проверить чистоту нагревающих насадок, протереть их при необходимости несинтетической
тканью, во избежании повреждения тефлонового покрытия в нагретом состоянии.
Установить на сварочном аппарате с помощью регулятора температуру 260 °C
(температура сварки полипропиленовых труб). (На некоторых аппаратах регулятор
отсутствует, на них терморегуляция осуществляется автоматически).
Включить сварочный аппарат в сеть. В зависимости от температуры окружающей
среды нагрев парных насадок длится 10 — 15 минут. Процесс нагрева закончен,
когда гаснет или загорается (в зависимости от типа сварочного аппарата)
лампочка контроля температуры.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного
аппарата.
3. Процесс сварки
1) Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины
с помощью ножниц. Зачистным устройством удалить верхний пластиковый и средний
алюминиевый слой трубы (для армированных труб).
2) Ножом или специальным приспособлением скосить под углом 30—45° наружный
конец трубы, предназначенный для нагревания (для труб диаметром і 40).
3) Конец трубы и фитинг перед сваркой при необходимости очистить от пыли
и грязи и обезжирить спиртом или Тангитом.
4) При помощи маркера нанести на трубу метку на расстоянии, равном глубине
фитинга минус 1—3 мм.
5) Поместить трубу и фитинг на соответствующие насадки (трубу вставить
в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать
трубу и фитинг, для лучшей ориентации можно использовать вспомогательные
маркировки на фитингах. Выдержать необходимое время нагрева, которое указана
в таблице 9.



6) По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным
движением без осевого поворота на всю глубину до отметки.
7) Выдержать время охлаждения.
Трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи
специального монтажного приспособления, в целях обеспечения необходимого
давления и во избежании осевых поворотов.
4. Технологические операции сварки полипропиленовых труб и фитингов
Таблица 9
Технологическое время термической сварки в зависимости от диаметра свариваемых
трубы и фитинга при температуре насадок 260 °C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время сварки начинается в момент соединения трубы с фитингом. В процессе
охлаждения нельзя использовать какие-либо средства, например, холодную
воду.
4. ИСПЫТАНИЕ ДАВЛЕНИЕМ
Заполнение смонтированной сети водой можно осуществить минимум через 2
часа после сварки последнего соединения.
Все смонтированные системы должны быть подвергнуты испытанию давлением
согласно СНиП 3.05.01-85. Испытание трубопровода следует производить при
положительной температуре и не ранее, чем через 14 часов после заполнения
его водой.
Испытание проводится при следующих условиях:
|
|
|
|
|
|
|
испытания: |
|
|
|
|
Во время испытания давлением необходимо составить запись, например, в форме
приложенного протокола (этот протокол является одним из необходимых документов
в случае рекламации).
5. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Транспортировку, погрузку и выгрузку полипропиленовых труб рекомендуется
производить при температуре наружного воздуха не ниже –10 °C. Транспортировка
и складирование при температуре до –20 °C допускается только с использованием
специальных устройств, обеспечивающих фиксацию труб.
Рекомендуется также принять особые меры предосторожности, чтобы предотвратить
растрескивание труб и появление микротрещин от удара при погрузке и выгрузке.
Трубы и соединительные части при транспортировке и хранении необходимо
оберегать от механических ударов и от повреждений колющими и режущими предметами
и инструментами.
При перевозке трубы необходимо укладывать на ровную поверхность по всей
длине, предохраняя от острых металлических углов и ребер платформы.
Трубы и соединительные детали из полипропилена, доставленные на объект
в зимнее время, перед применением в зданиях должны быть предварительно
выдержаны при положительной температуре не менее 2 часов.
Для сохранения химико-физических свойства труб и фитингов, необходимо избегать
таких мест хранения, где материал может оказаться под прямым воздействием
ультрафиолетовых лучей. Трубы и фитинги нужно оберегать от атмосферных
осадков.
Трубы должны храниться на стеллажах в закрытых помещениях или под навесом.
Высота штабеля не должна превышать 2 метра.
Трубы и соединительные детали следует складировать не ближе 1 м от нагревательных
приборов и беречь от открытого огня.


![]()
6. ПРИЛОЖЕНИЕ
|
|
|
|
||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
гидрозина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20—09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|