Домой Клуб уазоводов РУКОВОДСТВО ПО РЕМОНТУ УМЗ 417
- Клуб уазоводов

Автор: /алексейНН/
Опубликовано: 1797 дней назад (5 июля 2014)
Блог: АВТОМОБИЛЬНЫЙ КЛУБ
Рубрика: УАЗ
Редактировалось: 1 раз — 5 июля 2014
+1↑Голосов: 1
Статистика по оценкам
← МОЖНО ЕХАТЬ! | ПРО СВЕЧИ ЗАЖИГАНИЯ →
Теги: файл pdf, руководство по ремонту умз 417
Комментарии (0)
Нет комментариев. Ваш будет первым!
Нюансы ремонта двигателя УАЗ 417 своими руками

Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. “Буханки”, патриоты, “бобики” – большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолеть любые преграды. Завод выпустил из-под своего крыла немало микроавтобусов, небольших грузовиков и легковых машин с полным приводом.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 – автомобиль повышенной проходимости. Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.

Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.

Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров – самая простая составляющая двигателя. Проблемы в его работе возникают из-за износа составляющих. Следовательно, нужно просто заменить старые стертые детали на новые или отремонтированные их.
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.

Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Когда канавка верхнего поршневого кольца или юбка поршня истерта, следует провести замену самого поршня. Новые детали, которые будут устанавливаться в цилиндры, должны быть номинального размера. Наилучший вариант – когда новый набор поршней большего размера, это позволит ликвидировать зазор с не полностью изношенным цилиндром. Поршни сортируются по внешнему диаметру юбки. Размер можно узнать на дне поршня.
Криво-шатунный механизм УАЗа 3303
Ремонт шатунов заключается в замене и очистке втулки верхней головки. Ремонтные втулки изготавливают толщиной 1 мм из бронзовой полоски. Запрессовывая другую втулку в шатун, необходимо гарантировать дублирование отверстий втулки и верхней головки шатуна. Отверстия нужны для того, чтобы масло поступало к поршневому пальцу. Внутреннюю поверхность запрессованной втулки можно утрамбовать ровной пробкой. Исходный диаметр должен составлять 24 мм.
С другой стороны втулку нужно разработать под ремонтный калибр. Когда в шатунах прорези под вкладыши в нижней головке имеют более 0,05 мм овальности, их будет проще заменить.
Поршневые пальцы можно поменять, не обрабатывая заранее отверстия в поршне. Лучше применить детали большего диаметра. Диаметр пальцев не должен быть больше 0,1 мм, иначе отверстия придется заранее обрабатывать.
Прежде чем впрессовать поршневой палец, нужно извлечь стопорные кольца пальца из поршня плоскогубцами. Поршень в данной ситуации должен нагреться до 70°С в емкости с водой. Реставрация поршневых пальцев осуществляется посредством их перешлифовки в чуть меньшие размеры или хромированием, а потом полировкой до обозначенных параметров. Если поршневые пальцы имеют трещины и сколы, отремонтировать их уже нельзя.
Зазор между поршневыми пальцами и головкой шатуна составляет 0,007 мм. Поршневой палец следует смазать маслом низкой вязкости. На практике поршень подобрать очень просто. При комнатной температуре помещения палец не должен влезать в поршень от усилия рукой. Но если поршень разогрет до 70°С, то под несильным давлением он легко туда входит. Если запрессовывать палец при комнатной температуре, есть риск повреждения отверстия и самого поршня.
Все почищенные или замененные детали снова устанавливаются на свои места. Когда двигатель полностью собран, необходимо провести его балансировку. Ни одна сторона с новыми поршнями не должна перевешивать другую больше чем на 8 г. В канавках стопорные кольца должны устанавливаться с натягом. Чтобы избежать трудностей, поршни можно приобрести укомплектованными пальцем и колечками.
После капитального ремонта важно не перегружать мотор УАЗ 3303 интенсивной работой первую 1000 км. Все новые установленные детали должны приработаться и притереться.
Замена масла в двигателе и в коробке является одной из важных процедур, обеспечивающих стабильную работу автомобиля. Следует своевременно менять смазку, использовать качественное топливо и вовремя проходить техосмотр.
Источник
Как откапиталить двигатель уаз
Просмотр полной версии : Капиталка УМЗ417
Всем доброго дня!
Товарищи! У меня вот какая проблемма. Купил я тут на днях УАЗку 31514 95 года на военниках. Хозяин сказал, что капиталка делалась 20 тыс. км. тому назад и полностью менялась голова. В итоге, проездив на нем один день Я потерял полностью давление масла.
1) Признак, горела красная лампа в датчике давления масла, это уже было на второй день.
2) Признак, снял масляный фильтр и завел машину на пару сек., масло от туда так и не пошло.
3) Признак, свечи были в таком ГЭ.
4) Признак, потеря компрессии (легко можно крутить вентилятор охолождения)
Так вот! Я, конечно, расстроен, но не сильно. Так как я собираюсь готовить машину для болот и участия в разных мероприятиях, мне по любому нужен хороший мотор.
ВОТ Я И РЕШИЛ ЕГО ПЕРЕБРАТЬ. ПОДСКАЖИТЕ, ПОЖАЛУЙСТА, КАК МОЖНО УСОВЕРШЕНСТВОВАТЬ МОТОР ПРИ ПЕРЕБОКЕ. НАПРИМЕР, ГОЛОВУ (КАКОЙ РАСПРЕД ВАЛ ПОСТАВИТЬ) КАКОЙ КАРБ. КАКУЮ ПОРШНЕВУЮ ГРУППУ ПОСТАВИТЬ. И ГДЕ В ПИТЕРЕ МОЖНО КУПИТЬ ВСЕ ЭТО.
П.С.
или лучше довериться профи и отдать им мотор. Я лично еще не пробовал перебирать мотор, но очень хочу сделать САМ!
Когда перебирал свой, тоже думал о всяких улучшениях. но в конце концов ничего особо делать не стал. Поставил поршневую ПОН Кострома. Искал хорошие клапана, но перебрав разные в магазине, остановился на родных. Кстати тоже были сомнения по поводу самостоятельного ремонта, но когда двигатель после капремонта завелся с полоборота, я еще неделю гордый ходил. Так что если руки растут нормально. то ничего сложного в этом двигателе нет, иногда проссто физически тяжело некоторые элементы поднимать.
Поршневая мне нравится, прошел после ремонта 35 тысяч, компрессия не снизилась вообще. Карб я поставил ДААЗ, его конструкция мне хорошо знакома, и поставил ГБО. Недавно отфрезеровал голову, теперь езжу на смеси 92 и 95 или на газу.
По поводу профессионалов. Когда у меня была шестерка, два раза капремонт делали в сервисе, причем второй раз из-за неудачного первого. После 5 тысяч залез в движок и ремонт мне не понравился. все переделал сам. После этого откатал почти 80 тысяч, и движок до сих пор ходит (недавно виделся с новым хозяином).
Мое мнение — делай капиталку сам. Если возникнут вопросы, пиши.
Я лично еще не пробовал перебирать мотор, но очень хочу сделать САМ!
Доброго дня! Если очень хочется самому: надо бы для начала обзавестись соответствующей литературой(инструкция по ремонту двигателя) изучить её , а вот дальше по «непонятным» вопросам и за советами на форум. Я думаю Мы все рады будем помочь и объяснить «непонятое». С наилучшими пожеланиями,Витёк!
У меня есть вырезка из книги в электронном виде. Там подробно расписан процесс капремонта 417 двигателя. Если нужно могу перекинуть. Я делал по ней.
Былобы Супер. Буду очень благодарен.Вот мое мыло katleta88@mail.ru
Хотя я хотел еще сегодня съездить в магазин БАЗА все для УАЗА.Там говорят много литературы полезной.
Здоров. Сам не сможешь сделать две вещи:
1. Отшлифовать, отполировать, отбалансировать КВ.
2. Отремонтировать .
В Москве, в «Механике» это стоит около 4800 р. Но это того стоит!
Доверь эту работу профессионалам, не гонись за дешевизной.
Остальное можно сделать самому, главное не торопиться и соблюдать чистоту. Удачи.
Я прекрасно понимаю, что не все я смогу сделать. Буду обращаться за помощью и кое-что отдавать на доводку.
Т.е. желательно от балансировать коленчатый вал, довести голову.
А что такое: постель РВ
Это пять опор в блоке цилиндров, куда укладывается распределительный вал. При ремонте их рассверливают, вставляют ремонтные втулки, разворачивают и шлифуют.
скажем так, 5 дырок, каждая, кажется, на 1 мм больше предыдущей в диаметре, для удобства монтажа :).
А Про механику слышал я не очень хорошие отзывы иногда.
Здоров. Сам не сможешь сделать две вещи:
1. Отшлифовать, отполировать, отбалансировать КВ.
2. Отремонтировать постель РВ.
В Москве, в «Механике» это стоит около 4800 р. Но это того стоит!
Доверь эту работу профессионалам, не гонись за дешевизной.
Остальное можно сделать самому, главное не торопиться и соблюдать чистоту. Удачи.
Еще одна тнкая операция — сборка поршней с пальцами и шатунами. В книгах пишут что втулку шатуна тоже разворачивать надо, но если купишь новые шатуны, там вроде втулки уже гоовые развернутые (мне такие попались по крайней мере, ЗМЗшные). А пальцы я засовыал так. Бидон алюминиевый, в него киловатный кипятильник, и варим в кипящей воде поршни. Пальцы и шатуны, подобранные друг к другу, а также кольца стопорные, заранее готовые и смазанные маслом лежат наготове в холоде. Достаем поршень, пока не остыл быстро в него шатун палец и кольца стопорные ставим.
Вот на Оке и восьмерочном моторе уже сам хрен соберешь, это гораздо сложнее (хотя кто-то тоже сам собирал, грел шатуны в духовке). Но с УМЗ, к счастью, все проще 🙂
РВ это распред вал.
Я капиталил 417 в декабре.Двиг прошёл 100 000. Наткнулся на несколько подводных камней.
1. Я не смог выбить гильзы из блока они закисли в гнёздах — их ВЫПРЕСОВЫВАЛИ
гидравликой.
2. Постели распредвала (проще говоря вкладыши в виде колец), если двиг прошёл много желательно поменять. Самостоятельно выпресовать/запресовать/развернуть под
размер тебе вряд ли удастся. Попросту у тебя нет соответствующего инструмента.
Кстати РВ после промеров пришлось выбросить и купить новый.
3. Отдефектовать и отшлифовать колено — только сервис. Кстати
маленький совет — когда понесёшь КВ в шлифовку+правку+накатку маслосгонной
насечки посчитай стоимость, мне насчитали 2650, а новый КВ примерно 2900-3500.
4. Отдал в «механику» маховик прошлифовать (стоит это 350 р.) -выяснил,
что мой маховик повидимому после перегрева закручен винтом и только под
замену. Пришлось покупать новый и отдавать КВ с маховиком в балансировку.
5.ГБ желательно шлифануть по плоскости.
6. Дефектовка головок шатунов. Палец поршя там должен сидеть без малейшего
люфта, ремонт головки шатуна только сервис, но проще замена на новые.
Мои все пошли на свалку.
Теперь о сборке.
Поршневую лучше брать Костромскую.
1. Правильно собрать и подогнать по весу поршня+шатуны несложно, но нужен
небольшой опыт.
2. Для затяжки ВСЕХ гаек двига нужен инструмент с контролем момента затяжки.
3. Для установки сальниковой набивки желательно хотя-бы разок посмотреть как это делается правильно. Сальник желательно мерседесовский.
А так вперёд и удачи тебе.
ПЫСЫ Если нет тали, двиг можно снять в одиночку сняв с него голову, всё навесное,
радиатор и аккуратно уронив его вниз под машину.
Подсажите пожалуйста!А что делать с зажиганием если я буду лазить по болотам и воде!
В «общих технических вопросах» тема про это есть По простому резиновую перчатку можно надеть
Стоимость качественных зап.частей и работ которые невозможно сделать самому приблизится к 30000, а новый двигатель стоит около 40000. Так имеет ли смысл переборка? Я пару лет назад разобрал движок, почесал репу и купил новый.
В моём понятии шлифануть коленвал и цилиндры (если новые не брать) Всё остальное можно самому прикупив инструменты
Еще одна тнкая операция — сборка поршней с пальцами и шатунами. В книгах пишут что втулку шатуна тоже разворачивать надо, но если купишь новые шатуны, там вроде втулки уже гоовые развернутые (мне такие попались по крайней мере, ЗМЗшные). А пальцы я засовыал так. Бидон алюминиевый, в него киловатный кипятильник, и варим в кипящей воде поршни. Пальцы и шатуны, подобранные друг к другу, а также кольца стопорные, заранее готовые и смазанные маслом лежат наготове в холоде. Достаем поршень, пока не остыл быстро в него шатун палец и кольца стопорные ставим.
Да делал тоже самое, только поршни разогревал строительным феном.
Кстати поршневую группу надо будет отмыть в дизельном топливе. там в инструкции все описано (она смазана какой то технологической смазкой).
Шатуны я покупал готовые ЗМЗ, все подобрал одной весовой группы (помоему белая), втулки в них уже готовые, расстачивать их не надо.
Стоимость качественных зап.частей и работ которые невозможно сделать самому приблизится к 30000, а новый двигатель стоит около 40000. Так имеет ли смысл переборка? Я пару лет назад разобрал движок, почесал репу и купил новый.
У меня расклад получился такой:
1. Снять/поставить, разобрать дособрать двиг — сам — 0 руб.
2. Ремонт головы (замена клапанов, втулок, пружин, притирка,шлифовка плоскости) —
Механика — 4500р.
3. Сборка разборка блока и замена всей требухи кроме колена —
7000 мотористу + з/ч
5000 + ремонт блока 1500
4. Всякая мелочовка заменённая на всякий случай (крепёж, трубки, колокол,
герметики, фиксаторы . т.д.)
2000р
итого около 20 000.
Новый двиг 417 в декабре самая низкая цена была
44 500р. В недорогом сервисе за съём/установку двигателя берут 8 -12 000 р.
Итого от 53 до 57 000 руб.
Если есть лишние деньги, или проще заработать чем сделать самому — вперёд.
denkf Я получил твое письмо! Спасибо! Я еще сегодня успел съездить в магазин БАЗА все для УАЗа и купил две книги по ремонту УАЗа 31514 в этой книге есть все и с картинками, и даже какие ключи нужно брать написано! И вторая книга на ремонту УМЗ 417.Так что буду все изучать!
И такой вопрос, примерно в какой срок я, смогу не спеша уложиться в кап. Ремонт двигателя.
Я это для того делаю, что бы все под капотом вытащить и привести в порядок железо и выкрасить там все и потом постепенно все туда ставить. Заодно и проводку всю новую поставить.
Да и еще купил себе новый аккумулятор Varta емкость 95 а/ч, пусковой ток 800А
НОРМАЛЬНЫЙ?!
И такой вопрос, примерно в какой срок я, смогу не спеша уложиться в кап. Ремонт двигателя.
Я это для того делаю, что бы все под капотом вытащить и привести в порядок железо и выкрасить там все и потом постепенно все туда ставить. Заодно и проводку всю новую поставить.
Я уложился в 5 дней по вечерам, и 2 выходных. До этого тоже капремонт сам делал всего один раз, но руки у меня растут откуда надо, за свою жизнь много чего своими руками сделал, и обычный карбюраторный движок не вызывает никаких трудностей. тем более что вокруг было много знакомых с опытом ремонтов УАЗика. По поводу расточек и шлифовке — конечно надо делать хорошо, не пожалей на это денег.
«узнаю брата ФЕДЮ.»Как может новичек,только почитав литературу,сделать полный капремонт силовых агрегатов?Практика нарабатывается годами.А тем более что товарищ хочет ам для экстрима.Качественные запчасти стоят дорого. Качественная расточка,шлифовка,пролировка тоже дорого.Большинство хочет за мизерные деньги ,да еще своими силами собрать агрегаты которые составили бы конкуренцию мерсу.Когда не получится ,не надо орать на весь форум,что запчасти г. а сервисмены п. По поводу нового двигла из магазина.Гарантии никакой.Одно слово некондиция ,да еще за ваши деньги.Стоимость 417- 51 100руб, 421- от 52 400 до 59 000руб. Конечно сделать самому и дешевле и душе приятнее, но когда за дело берутся профессионалы, получаешь качество, а если что-то не устраивает есть с кого спросить.
Полностью подтверждаю Я иногда забываю сколько лет понадобилось мне чтоб «всё стало легко и просто»
«узнаю брата ФЕДЮ.»Как может новичек,только почитав литературу,сделать полный капремонт силовых агрегатов?Практика нарабатывается годами.А тем более что товарищ хочет ам для экстрима.Качественные запчасти стоят дорого. Качественная расточка,шлифовка,пролировка тоже дорого.Большинство хочет за мизерные деньги ,да еще своими силами собрать агрегаты которые составили бы конкуренцию мерсу.Когда не получится ,не надо орать на весь форум,что запчасти г. а сервисмены п. По поводу нового двигла из магазина.Гарантии никакой.Одно слово некондиция ,да еще за ваши деньги.Стоимость 417- 51 100руб, 421- от 52 400 до 59 000руб. Конечно сделать самому и дешевле и душе приятнее, но когда за дело берутся профессионалы, получаешь качество, а если что-то не устраивает есть с кого спросить.
Ты знаешь, если так рассуждать то можно и ни чему не научиться, а просто платить деньги. Меня немного возмущают такие высказывания! Мир не без добрых людей, ты читал в начале, что ребята из Питера готовы мне помочь, если потребуется помощь. И почему ты решил, что я буду экономить на ЗП. Я собираюсь покупать только качественные детали. И не скупиться на этот, а/м. Но большинство надо делать самому, я так считаю. Что бы потом в болоте не сидеть сиднем и думать, почему машина не едет и как капот открыть.
Ты знаешь, если так рассуждать то можно и ни чему не научиться, а просто платить деньги. Меня немного возмущают такие высказывания! Мир не без добрых людей, ты читал в начале, что ребята из Питера готовы мне помочь, если потребуется помощь. И почему ты решил, что я буду экономить на ЗП. Я собираюсь покупать только качественные детали. И не скупиться на этот, а/м. Но большинство надо делать самому, я так считаю. Что бы потом в болоте не сидеть сиднем и думать, почему машина не едет и как капот открыть.
Всё верно учись и не возмущайся Меня с юности слесаря приучили (Говорили мне » сынок что не знаешь у людей спроси») Так я до сих пор спрашиваю
Если капиталить на совесть и использовать качественные запчасти, то в результате получаешь двигатель лучше нового. Подумаешь вал не номинальных размеров. Зато всё отшлифовано, отполировано, отбалансировано, поршневая грамм в грамм, никакой грязи, стружки и прочих косяков.
+1. Я тоже считаю, что учитывая качество сборки на наших заводах, лучше все собрать самому.
Ребята, с удовольствием слежу за темой. И могу сказать: респектище всем! Вот что значит настоящая полддержка! По себе знаю, в таких делах просто доброе слово иногда важнее, чем мудрый технический совет.
Автор! Делай! Не бойся, не спеши и — делай!
Я еще ни разу не капиталил двигатель, и пока самы большим своим «подвигом» считаю переборку коробки. Тоже никогда до того не делал. Но нужда пришла и взялся. Сейчас агрегат ходит на моей машине, радует хорошей работой и упрекает тем, что сразу не махнул все синхры, а только третьей и четвертой.
Задавай вопросы, читай книжки и, если что-то не будет получаться, позави на помощь знатоков. Народ тут отзывчивый, проверено!
Кстати, финальную часть сборки моей коробки осуществилась руками друзей. Я в это время что-то сваривал для еще одного комрада. 🙂 Это я к чему? К тому, что колхозом завсегда интереснее и веселее.
Удачи тебе, уазовод!
Всё верно. Мне тоже попались шатуны ЗМЗ, которые идеально подошли к ПОНовским пальцам. Поршни, пальцы, шатуны собирал так:
1. Вставил в поршень одно стопорное кольцо и положил под горячую воду. Градусов 70-80, рука не терпит.
2. Как поршень нагрелся, быстро вставляю холодный палец в поршень и головку шатуна.
3. Ставлю второе стопорное кольцо.
Важно правильно собрать поршень-шатун. Надпись «перед» на поршне, цифры на шатуне и прилив на крышке шатуна должны быть направлены вперёд.
Добавлю более значимый признак, который впрочем, обычно эквивалентен уже упомянутым :). Дырочки для брызганья масла в шатуне должны быть направлены направо, то есть в сторону, противоположную распредвалу. Именно этим определяется правильность установки шатуна, ибо в этом случае они брызгают в нужный момент вверх, на цилиндр.
Стоимость качественных зап.частей и работ которые невозможно сделать самому приблизится к 30000, а новый двигатель стоит около 40000. Так имеет ли смысл переборка? Я пару лет назад разобрал движок, почесал репу и купил новый.
У меня тоже капремон вышел в стоимость почти нового мотора в свое время :). Но я менял там почти все, блок, поршневую с цилиндрами, распредвал, голову, шатуны, маслонасос, коллектор, коленвал шлифовал, еще мелочь разная. Минус покупки нового мотора в том, что это кот в мешке, конечно, и что не можешь все детали под себя подобрать. Плюс в том, что он новый, все детали с полным пробегом.
В общем, капиталисть или нет, зависит от того:
1. Насколько много капиталисть там надо. Скажем, если голова в порядке и ее и вправду новую поставили, и блок не менять, лучше наверное капиталисть. А то вдруг там и вправду хозяин прежний честно откапиталил мотор, но просто у маслонасоса открутилась трубка слегка, зачем новый мотр тогда и 40 штук?
2. Есть ли где капиталить
3. есть ли инт ерес самому это сделать.
Добавлю, что придется купить полный комплект микромеров и нутромеров на все размеры, ходить по магазинам только с ними и выбирать там очень редкие исправные детали из гор брака. Недавно на Оку я смог купить 4 клапана в 3 разных магазинах только. У остальных стержни были тоньше чем надо. А потому:
4. если имеешь хотя бы пару недель на все это (капиталка + поход по магазинам). Это уже второй раз ты за неделю или менее уложишься, а первый раз когда капиталишь, можно возиться очень долго.
Будешь снимать шатуны,не перепутай их между собой. На них,но верхней и на нижней части есть маркировка. 1,2,3,4.
кстати да, все детали, обязательно помечать керном, первый цилиндр — одна лунка, второй — две, третий — три, и т.д. Не знаю, нумерует ли из завод сейчас сам, но в мое время не нумеровал.
Все, детали, которые повторно используешь, должны встать на свои места. особо это критично для крышек шатунов и коренных. То есть на шатунах крышки и сам шатун маркируешь отдельно, перепутать легко.
В крайнем случае, если перепутаешь, помогает такой прием: ставишь крышку на шатун и щупаешь пальцем стык: ступеньки не должно быть вообще наощупь. есть ступенька — перепутал значит. Ни и нутромером проверяешь геометрию дырки. Но это крайний случай, реально должно быть все промаркировано заранее!
«узнаю брата ФЕДЮ.»Как может новичек,только почитав литературу,сделать полный капремонт силовых агрегатов?Практика нарабатывается годами.А тем более что товарищ хочет ам для экстрима.Качественные запчасти стоят дорого. Качественная расточка,шлифовка,пролировка тоже дорого.Большинство хочет за мизерные деньги ,да еще своими силами собрать агрегаты которые составили бы конкуренцию мерсу.Когда не получится ,не надо орать на весь форум,что запчасти г. а сервисмены п. По поводу нового двигла из магазина.Гарантии никакой.Одно слово некондиция ,да еще за ваши деньги.Стоимость 417- 51 100руб, 421- от 52 400 до 59 000руб. Конечно сделать самому и дешевле и душе приятнее, но когда за дело берутся профессионалы, получаешь качество, а если что-то не устраивает есть с кого спросить.
Угу-Угу! Посмотрев на нескольких «профессионалов» меня уже начинает трясти при слове моторист. Последний раз мне на Оке клапана регулировали профессионалы. Это не УАЗик, где открыл и отрегулировал просто, там специнструмент + подбор регулировочных шайб, покупать полный комплект которых заметно дороже регулировки в сервисе. Вот и поехал на сервис. Зажали выпускной клапан, чуть не прогарел, а на вторй клапан «приработочную», как он выразился, шайбу поставил «чтоб не стучал», после которйо я менял распредвал, ибо съела она кулачек. ну и еще примеры есть. Ну и, ясное дело, и специнструмент купил, и шайб комплект накопил тоже уже. А потом и вовсе клапан оборвало (как оказалось, стук то был из-за отломившейся направляющей втулки), и пришлось мотор капиталить с заменой блока. Зато теперь на ХХ шелестит как иномарка, ровно и тихо, и тянет хорошо. Пробег, правда, всего 6.5 тык еще.
УАЗика мотор тоже сам капиталил. И тоже новичком, в строгом соответствии с книжкой (собственно, первый мотор что я капиталил, ока уже вторым был). Не мерседес получился, конечно, в паре мест все-таки я отошел от допусков по неопытности, но 38 тык вроде прошел уже без приключений.
Ты знаешь, если так рассуждать то можно и ни чему не научиться, а просто платить деньги. Меня немного возмущают такие высказывания! Мир не без добрых людей, ты читал в начале, что ребята из Питера готовы мне помочь, если потребуется помощь. И почему ты решил, что я буду экономить на ЗП. Я собираюсь покупать только качественные детали. И не скупиться на этот, а/м. Но большинство надо делать самому, я так считаю. Что бы потом в болоте не сидеть сиднем и думать, почему машина не едет и как капот открыть.
В принципе оба подхода хорошоши. если банально негде и некогда, а машина просто чтобы ездить, и знаешь реально проверенного моториста, пусть даже не профессионала, но который релально не позволит себе схалтурить, можно отдать и заплатить денег. Но если машину для души делаешь, хочешь потом экстрималить на ней, да и просто интересно самому железку собрать, конечно лучше самому 🙂
Я еще ни разу не капиталил двигатель, и пока самы большим своим «подвигом» считаю переборку коробки. Тоже никогда до того не делал. Но нужда пришла и взялся. Сейчас агрегат ходит на моей машине, радует хорошей работой и упрекает тем, что сразу не махнул все синхры, а только третьей и четвертой.
Гы-гы, а я как раз наоборот, делал на УВАЗике, наверное, абсолютно все (или почти все), кроме переборки коробки. Ее я единственно что купил новую :)))
Ребята, с удовольствием слежу за темой. И могу сказать: респектище всем! Вот что значит настоящая полддержка! По себе знаю, в таких делах просто доброе слово иногда важнее, чем мудрый технический совет.
Автор! Делай! Не бойся, не спеши и — делай!
Я еще ни разу не капиталил двигатель, и пока самы большим своим «подвигом» считаю переборку коробки. Тоже никогда до того не делал. Но нужда пришла и взялся. Сейчас агрегат ходит на моей машине, радует хорошей работой и упрекает тем, что сразу не махнул все синхры, а только третьей и четвертой.
Задавай вопросы, читай книжки и, если что-то не будет получаться, позави на помощь знатоков. Народ тут отзывчивый, проверено!
Кстати, финальную часть сборки моей коробки осуществилась руками друзей. Я в это время что-то сваривал для еще одного комрада. 🙂 Это я к чему? К тому, что колхозом завсегда интереснее и веселее.
Удачи тебе, уазовод!
Я пока собирал деньги на ремонт двигателя, раз 20 перечитал раздел книжки по ремонту данного двигателя, выучил наизусть, и в процессе мучал вопросами всех своих знакомых, кто хоть раз сталкивался с ремонтом двигателя, да и продавцов в магазинах заодно. Зато теперь, услышав какой-нибудь неправильный звук в двигателе. я не гадаю что именно могло сломаться, а мысленно представляю двигатель в работе и ищу (мысленно же) какая именно деталь могла испортиться, чтобы издавать такой звук. В 80 процентах случаев оказываюсь прав.
И еще есть преложение: давайте в этой теме больше не будем говорить о том, что самому откапиталить движок — это сложно, плохо, невыгодно и т.д. Давайте просто поможем очередному УАЗОВОДУ, стать еще и мотористом в добавок ко всем его другим достоинствам.
Само собой У нас на форуме Есть специ мотористы Это на несколько порядков выше чем другие профи Давайте предоставим слово спецам Если какой любитель попытается херню городить начну крыть матом МОДЕРАТОРОВ ПРОШУ НЕ ВЫРЕЗАТЬ 20 лет работаю (много раз говорил) и всё равно спрашиваю Я долго терпел
УВАЖАЕМЫЕ МОТОРИСТЫ НАСТАВЬТЕ МОЛОДЁЖЬ НА ПУТЬ ИСТИННЫЙ
И еще есть преложение: давайте в этой теме больше не будем говорить о том, что самому откапиталить движок — это сложно, плохо, невыгодно и т.д. Давайте просто поможем очередному УАЗОВОДУ, стать еще и мотористом в добавок ко всем его другим достоинствам.
Денис!ТЕБЕ РЕСПЕКТ И УВАЖУХА!!Я тебя обязательно приглашу к себе и поболтать и опытом поделиться. с меня пиво.
А ты в каком р-не обитаешь?!
Денис(denkf)! С днем рождения. Всего тебе самого наилучшего.
НА ПУТЬ ИСТИННЫЙ
От себя хочу добавить: желание познать, изучить, освоить, понять и т.д. у меня лично вызывает уважение к человеку, как к личности. Учиться и развиваться надо с пелёнок до глубокой старости. Я думаю с этим согласны все. Конкретно по освоению специальности слесаря по ремонту ДВС пока хочу добавить: одного изучения устройства мотора мало, нужно освоить «мерительный» инструмент( микрометры, нутромеры и т. д., щупы и штангенциркуль это уж «мелочи»). А также понятия : допуск, посадка, сопряжение. и т.п. Без освоения всего этого «багажа» хороший ремонт может получится либо случайно либо относительно хорошо. (собрать всё в кучу и замазать герметиком сможет даже шимпанзе при определённых условиях) Я к тому что: не надо зацикливаться на качестве комплектующих или предпочтении того или иного бренда. подход должен быть шире. С Уважением, Виктор!
Денис!ТЕБЕ РЕСПЕКТ И УВАЖУХА!!Я тебя обязательно приглашу к себе и поболтать и опытом поделиться. с меня пиво.
А ты в каком р-не обитаешь?!
Денис(denkf)! С днем рождения. Всего тебе самого наилучшего.
Спасибо за поздравления, я сам в Ольгино обитаю. Как будет свободное время, с удовольствием приеду, помогу.
От себя хочу добавить: желание познать, изучить, освоить, понять и т.д. у меня лично вызывает уважение к человеку, как к личности. Учиться и развиваться надо с пелёнок до глубокой старости. Я думаю с этим согласны все. Конкретно по освоению специальности слесаря по ремонту ДВС пока хочу добавить: одного изучения устройства мотора мало, нужно освоить «мерительный» инструмент( микрометры, нутромеры и т. д., щупы и штангенциркуль это уж «мелочи»). А также понятия : допуск, посадка, сопряжение. и т.п. Без освоения всего этого «багажа» хороший ремонт может получится либо случайно либо относительно хорошо. (собрать всё в кучу и замазать герметиком сможет даже шимпанзе при определённых условиях) Я к тому что: не надо зацикливаться на качестве комплектующих или предпочтении того или иного бренда. подход должен быть шире. С Уважением, Виктор!
+1. Естественно надо уметь пользоваться инструментом, без этого вообще ни одну работу нормально не выполнить. Допуски и посадки я изучал по ходу ремонта, просто добирался до очередного узла, залезал в литературу и проверял все параметры. После таких проверок в очередной раз ужаснулся по поводу погрешностей, с которыми изготавливают наши запчасти, некоторые ведь пришлось ставить, т.к. альтернативы нет. Мне было проще в вопросах допусков и посадок, потому что моя бабушка преподавала в коледже механику, и я с ней советовался по поводу того, стоит ли использовать данную деталь в данном узле с данными допусками, или лучше сходить в магазин и поменять (или поработать напильником).
Гы-гы, а я как раз наоборот, делал на УВАЗике, наверное, абсолютно все (или почти все), кроме переборки коробки. Ее я единственно что купил новую :)))
Я во тоже все собираюсь с силами и мужеством, чтобы наконецто залезть в коробку и перебрать ее. Просто боюсь. что растянется это на недельку-две (с учетом поездок за запчастями), а машина у меня пока одна.
советовался по поводу того, стоит ли использовать данную деталь в данном узле с данными допусками, или лучше сходить в магазин и поменять (или поработать напильником).
Отлично! . круглое должно быть круглым, цилиндрическое цилиндрическим. и т.д. (в пределах допусков) Только надо помнить,что: некоторые не совсем «технические» издатели литературы сильно «грешат» в цифрах ,указывая размеры,(ну так нолик не допечатали. мелочь) в тексте ведь всё точно. оригинал. А когда в технике не видят разницы между «микронами» и «сотками». казус!
Я во тоже все собираюсь с силами и мужеством, чтобы наконецто залезть в коробку и перебрать ее. Просто боюсь. что растянется это на недельку-две (с учетом поездок за запчастями), а машина у меня пока одна.
Денис! А у тебя синхронизированная коробка или только 3 и 4 передача?!
Я когда на в последний раз ехал на своем у меня с небольшим хрустом включалась первая и вторая передача.
Да и интересно! Что лучше синхронизированная коробка или только на 3 и 4 перед.
Денис! А у тебя синхронизированная коробка или только 3 и 4 передача?!
Я когда на в последний раз ехал на своем у меня с небольшим хрустом включалась первая и вторая передача.
Да и интересно! Что лучше синхронизированная коробка или только на 3 и 4 перед.
У меня все передачи синхронизированы. Такая коробка конечно удобнее, чем коробка с синхронизаторами на 3 и 4 передаче. Ну а так как синхронизаторов больше, то вероятность поломки тоже выше. Вряд ли это можно считать недостатком. Моя прошла 80 тысяч, пока (тьфу-тьфу) ничего не ломалось, только прокладки менял.
«узнаю брата ФЕДЮ.»Как может новичек,только почитав литературу,сделать полный капремонт силовых агрегатов?Практика нарабатывается годами.А тем более что товарищ хочет ам для экстрима.Качественные запчасти стоят дорого. Качественная расточка,шлифовка,пролировка тоже дорого.Большинство хочет за мизерные деньги ,да еще своими силами собрать агрегаты которые составили бы конкуренцию мерсу.Когда не получится ,не надо орать на весь форум,что запчасти г. а сервисмены п. По поводу нового двигла из магазина.Гарантии никакой.Одно слово некондиция ,да еще за ваши деньги.Стоимость 417- 51 100руб, 421- от 52 400 до 59 000руб. Конечно сделать самому и дешевле и душе приятнее, но когда за дело берутся профессионалы, получаешь качество, а если что-то не устраивает есть с кого спросить.
Профессионалы тоже хотят есть. По нормальному двигатель минимум неделю перебирать работая по 8 часов в день, при условии что всё оборудование есть включая моечное. Это значит минимум десятка на з.п. Плюс ещё снабженец кушать хочет, директора-бухгалтеры вообще очень хорошо кушают(дай бог чтобы своего моториста не объедали), аренда помещения и текущие расходы на его содержание, налоги и др. фигня. По нормальному «За работу» цифра в районе 30-40 тыс. получается, дешевле — некачественно однозначно. Практически при любой более-менее точной работе руками стоимость работ сопоставима со стоимостью изделия.
Отсюда вывод — часть работы сделать самому (где не требуется сложное дорогостоющее оюорудование ), будет существенно дешевле.
Ты знаешь, если так рассуждать то можно и ни чему не научиться, а просто платить деньги. Меня немного возмущают такие высказывания! Мир не без добрых людей, ты читал в начале, что ребята из Питера готовы мне помочь, если потребуется помощь. И почему ты решил, что я буду экономить на ЗП. Я собираюсь покупать только качественные детали. И не скупиться на этот, а/м. Но большинство надо делать самому, я так считаю. Что бы потом в болоте не сидеть сиднем и думать, почему машина не едет и как капот открыть.
Правильно говоришь, поддерживаю на все сто. Своими руками перебранный УАЗ будет служить верой и правдой много лет. Заодно и устройство его узнаешь. Дерзай, а совет всегда пожалуйста:)
Источник
|
Ремонт УАЗ-3151 >> Двигатель >> Ремонт двигателя
Основанием для разборки и ремонта двигателя являются: падение мощности двигателя, уменьшение давления масла, резкое увеличение расхода масла (свыше 450 г на 100 км пробега), дымление двигателя, повышенный расход топлива, понижение компрессии в цилиндрах, а также шумы и стуки. При ремонте двигателей необходимо учитывать их конструктивные особенности. Блок цилиндров двигателя мод. 4218, в отличие от блока двигателей моделей 414, 4178 и 4021.60 с мокрыми легкосъемными гильзами, имеет монолитную конструкцию с залитыми гильзами без уплотнений. Гильзы в нем расточены под размер 100 мм (вместо 92 мм). Соответственно увеличены размеры поршней, поршневых пальцев и колец. Поршни имеют камеру сгорания в днище. Поршневые пальцы имеют увеличенную толщину стенки, шатуны – увеличенную на 7 мм длину. При разборке двигателя тщательно проверяйте возможность дальнейшего применения каждой его детали. Критерии по оценке возможности дальнейшего использования деталей приведены в Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера или восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этих целей выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и ряд других деталей и комплектов ремонтных размеров. Перечень деталей и комплектов номинального и ремонтных размеров приведен в
Уменьшение или увеличение зазоров против рекомендуемых ухудшает условия смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в неподвижных (прессовых) посадках также крайне нежелательно. Для таких деталей как направляющие втулки и вставные седла выпускных клапанов уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам головки блока цилиндров. При ремонте двигателя пользуйтесь данными
Перед снятием двигателя с автомобиля, установленного на смотровой канаве, выполните следующее: 1. Слейте жидкость из системы охлаждения и масло из картера двигателя. 2. Снимите воздушный фильтр. 3. Отсоедините от двигателя приемную трубу глушителя. 4. Отсоедините от двигателя шланги системы охлаждения, отопителя и масляного радиатора. 5. Отсоедините и снимите радиатор системы охлаждения. 6. Отсоедините от карбюратора тяги привода воздушной и дроссельной заслонок. 7. Отсоедините от двигателя все электропровода. 8.Отсоедините от картера сцепления рабочий цилиндр привода выключения сцепления и соединительную тягу. 9. Снимите болты крепления подушек передних опор двигателя вместе с нижними подушками опор.
10. Установите специальную скобу на вторую и четвертую шпильки головки блока ( 11. Приподняв двигатель подъемником, отсоедините коробку передач от двигателя. 12. Поднимите двигатель и снимите его с автомобиля, при этом коробка передач с раздаточной коробкой останутся на раме автомобиля. Установку двигателя на автомобиль производите в обратной последовательности. Двигатель можно снимать, опуская его вниз вместе с коробкой передач и раздаточной коробкой, при этом необходимо снять поперечину. Этот способ значительно сложнее первого.
Для снятия двигателя необходимо: 1. Выполните указания пп. 1–10 раздела «Снятие и установка двигателя на автомобилях семейства УАЗ–31512». 2. Снимите сиденья и крышку капота. 3. Откройте люк в крыше кабины, пропустите через него крюк с тросом (цепью) подъемного механизма и зацепите крюк за скобу. 4. Приподнимите несколько двигатель и отсоедините его от коробки передач. 5. Для облегчения снятия двигателя установите в дверной проем доску, которая бы не прогибалась под весом двигателя. 6. Поднимите подъемным механизмом в проем капота двигатель и, соблюдая осторожность, выньте его через дверной проем по доске. Установку двигателя производите в обратной последовательности.
Перед разборкой тщательно очистите двигатель от грязи и масла. Разбирайте и собирайте двигатель на поворотном стенде с помощью наборов инструмента, например, моделей 2216–Б и 2216–М ГАРО, а также специального инструмента и приспособлений, указанных в приложении 2. При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливайте на прежние места, где они приработались. Для обеспечения этого поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии маркируйте любым способом, не вызывающим порчи (кернением, надписыванием, краской, прикреплением бирок и т.п.). При любом виде ремонта нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как эти детали обрабатываются совместно. При замене картера сцепления проверьте соосность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала. При проверке стойку индикатора закрепите на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм. После разборки двигателя детали тщательно обезжирьте, очистите от нагара и смолистых отложений. Удаление нагара с поршней, впускных клапанов и камер сгорания производите механическим или химическим способом. Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80–95°С, в течение 2–3 часов. Для очистки алюминиевых деталей применяйте следующий состав раствора (в г на 1 л воды): Сода кальцинированная(Na2CO3)…..18,5 Мыло хозяйственное или зеленое…..10 Жидкое стекло (Na2SiO3)…..8,5 Для очистки стальных деталей применяйте следующий состав раствора (в г на 1 л воды): Сода каустическая (NaOH)…..25 Сода кальцинированная (Na2CO3)…..33 Мыло хозяйственное или зеленое…..3,5 Жидкое стекло (Na2SiO3)…..1,5 После очистки детали промойте горячей (80–90°С) водой и обдуйте сжатым воздухом. Не промывайте детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH). При сборке двигателя соблюдайте следующее: 1. Протрите и продуйте детали сжатым воздухом, а все трущиеся поверхности смажьте моторным маслом. 2. Резьбовые детали (шпильки, пробки, штуцеры), если они вывертывались или были заменены в процессе ремонта, устанавливайте на сурике. 3. Неразъемные соединения (например, заглушку блока цилиндров) устанавливайте на нитролаке. 4. Болты и гайки затягивайте динамометрическим ключом, момент затяжки, Н·м (кгс·м): Гайки шпилек крепления головки блока цилиндров…..71,6–76,5(7,3–7,8) Гайки болтов шатуна…..66,7–73,5 (6,8–7,5) Гайки шпилек крепления крышек коренных подшипников коленчатого вала…..122,6–133,4 (12,5–13,6) Гайки болтов крепления маховика к коленчатому валу…..74,5–81,4 (7,6–8,3)
Сопряжение изнашивающихся деталей осуществлено, в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой или заменой гильз, заменой изношенных втулок распределительного вала полуобработанными с последующей обработкой их под требуемый размер, заменой вкладышей коренных подшипников коленчатого вала. Восстановление работоспособности пары отверстие блока цилиндров-толкатель из-за незначительного их износа сводится к замене толкателей.
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 ( Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров. Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении. После обработки зеркало цилиндра гильзы должно иметь следующие отклонения: 1. Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы. 2. Бочкообразность и корсетность – не более 0,08 мм. 3. Биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм не более 0,01 мм.
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов. Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать.
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля). Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки ( Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец ( Один вариант верхнего компрессионного кольца 2 ( Другой вариант верхнего компрессионного кольца 2 ( Нижнее компрессионное кольцо 3 ( Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность диска маслосъемных колец покрыта твердым хромом. Замок колец прямой. Поршневые кольца ремонтных размеров (см. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонт-ным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на
Снимайте и устанавливайте кольца на поршень с помощью приспособления (
После подгонки колец по цилинд-рам проверьте боковой зазор между кольцами и канавками в поршне (
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления ( Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм. При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо. Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу. После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45– 50 км/ч.
Замену поршней производите при износе канавки верхнего поршневого кольца или юбки поршня. В частично изношенные цилиндры устанавливайте поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра. В этом случае зазор между юбкой поршня и зеркалом цилиндра проверьте в нижней, наименее изношенной части цилиндра. Не допускайте уменьшения зазора в этой части цилиндра менее 0,02 мм. В запасные части поставляются поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами (см. Для подбора поршни номинального размера сортируют по наружному диаметру юбки. На днищах поршней выбиты буквенные обозначения размерной группы, которые указаны в На поршнях ремонтных размеров выбивается также величина их диаметра. Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают также по весу. Разница в весе между самым легким и самым тяжелым поршнем для одного двигателя не должна превышать 4 г. При сборке поршни устанавливайте в гильзы той же группы.
Поршни в цилиндры устанавливайте с помощью приспособления модели 59–85, показанного на При установке поршней в цилиндры метка «перед», отлитая на поршне, должна быть обращена к передней части двигателя, на поршне с разрезной юбкой метка «назад» – в сторону картера сцепления. На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера с разбивкой на группы. При необходимости эти отверстия растачиваются или развертываются до ближайшего ремонтного размера с допуском –0,005 –0,015 мм. Конусность и овальность отверстия – не более 0,0025 мм. При обработке обеспечьте перпендикулярность оси отверстия к оси поршня, допускаемое отклонение – не более 0,04 мм на длине 100 мм.
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера. В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм. При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна. Отверстия служат для подачи смазки к поршневому пальцу. После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм. Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм. Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218]; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках ( Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Ремонтные размеры поршневых пальцев и номера комплектов приведены в Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше (см. главы «Замена поршней» и «Ремонт шатунов»).
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер. Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045– 0,0095 мм. При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки ( Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм. Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно. Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С. Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г. Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении. Поршневые кольца устанавливайте на поршень, как указано в главе «Замена поршневых колец». Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер. Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020–0,049 мм и 0,020–0,066 мм соответственно. Перешлифовку шеек производите с допуском 0,013 мм. Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер. Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы. Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (Ж122 мм) вала и крепите к нему болтами. При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек. При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм. Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие. Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8–1,2 мм. Делайте это с помощью наждачного камня с углом при вершине 60–90°, приводимого во вращение электродрелью. При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживайте 3,5 мм. Шлифовку производите с обильным охлаждением эмульсией. В процессе перешлифовки выдерживайте: 1. Расстояние между осями коренных и шатунных шеек 46±0,05 мм. 2. Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм. 3. Угловое расположение шатунных шеек ±0°10′. 4. Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки. 5. Биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм. После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений. Пробки грязеуловителей при этом выверните. После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания. Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимаете из блока.
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта. Устанавливайте сцепление на маховик по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику ( Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке. Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки. Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс – не более 70 гс•см.
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки. В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм). Вкладыши второго и последующих ремонтных размеров устанавливайте в двигатель только после перешлифовки шеек коленчатого вала. Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то соберите двигатель с новым валом. Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020–0,049 мм и 0,020–0,066 мм. Проверку величины радиальных зазоров производите с помощью набора контрольных щупов, выполненных из медной фольга толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6–7 мм и длиной немного меньше ширины вкладыша. Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша. Проверку радиального зазора производите в следующем порядке: 1. Снимите с проверяемой шейки крышку с вкладышем и положите поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм. 2. Установите на место крышку с вкладышем и затяните болтами, при этом болты остальных крышек должны быть отпущены. 3. Проверните коленчатый вал рукой на угол не более чем на 60–90°, во избежание повреждения поверхности вкладыша щупом. Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторите проверку щупами 0,05; 0,075 мм и т.д. до тех пор, пока провернуть коленчатый вал станет невозможно. Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала. При замене вкладышей соблюдайте следующее: 1. Вкладыши заменяйте без подгоночных операций. 2. Следите, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала. 3. Одновременно с заменой вкладышей очистите грязеуловители в шатунных шейках. Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля. Замену коренных вкладышей производите на двигателе, снятом с шасси автомобиля. После замены вкладышей обкатайте двигатель, как указано в разделе «Обкатка двигателя после ремонта». Если же при замене вкладышей двигатель не снимался с автомобиля, то на протяжении первой 1000 км пробега скорость не должна превышать 50 км/ч.
Одновременно с заменой вкладышей проверяйте осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075–0,175 мм. Если осевой зазор более 0,175 мм, замените шайбы 7 (
Для проверки зазора в упорном подшипнике заложите отвертку ( Перед установкой вкладышей проверьте соосность коренных шеек коленчатого вала (стрелу прогиба). Для этого установите коленчатый вал в центры и проверьте положение осей коренных шеек по показаниям индикатора.
Передний и задний концы коленчатого вала уплотняются сальниками (
Восстановление необходимых зазоров во втулках распределительного вала производите перешлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и заменой изношенных втулок полуобработанными с последующей их расточкой под размеры перешлифованных шеек. На двигателях без втулок восстановление необходимых зазоров производите расточкой отверстий в блоке под втулки, руководствуясь данными Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте. Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами. Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому они запрессовываются в отверстия блока без предварительной обработки. Для обеспечения достаточной толщины слоя баббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой. При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском +0,050 +0,025 мм, чтобы зазоры во втулках после установки вала соответствовали данным При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстий под коленчатый и распределительный валы (118±0,025) мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04 мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников. Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой, а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка. При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым. Погнутость распределительного вала проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центрах. Если биение вала превышает 0,03 мм, то вал выправьте или замените.
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности. Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на Для ускорения притирки используйте притирочную пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом. Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа Р–108 или ОПР–1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана – не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6–2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера. После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,25 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите. Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки – с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров. Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9 –0,050 –0,075 мм, выпускного 9 –0,075 –0,095 мм, следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050–0,097 мм и 0,075–0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис. Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом. После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом. Втулки клапанов – металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата и трех частей моторного масла.
Возможными неисправностями клапанных пружин, появляющимися в процессе эксплуатации, могут быть: уменьшение упругости, обломы или трещины на витках. Упругость клапанных пружин проверяйте при разборке клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до 46 мм по высоте должно быть 267–310 Н (27,3–31,7 кгс), а до 37 мм – 686–784 Н (70–80 кгс). Если усилие сжатия пружины до 46 мм по высоте менее 235 Н (24 кгс), а до 37 мм менее 558,6 Н (57 кгс), то такую пружину замените новой. Пружины с обломами, трещинами и следами коррозии замените новыми.
Направляющие отверстия в блоке под толкатели изнашиваются незначительно, поэтому номинальный зазор в этом сопряжении восстанавливайте заменой изношенных толкателей новыми. В запасные части поставляются толкатели только номинального размера. Толкатели подбирайте к отверстиям с зазором 0,040–0,015 мм. Толкатели в зависимости от размера наружного диаметра разбиты на две группы и маркируются клеймением: цифрой 1 – при диаметре толкателя 25 –0,008 –0,015 мм и цифрой 2 – при диаметре толкателя 25 –0,015 –0,022 мм. Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной тяжестью в гнездо блока и легко проворачиваться в нем. Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, замените новыми.
Изношенный по диаметру валик 10 ( Шестерню 5 привода распределителя, имеющую обломы, окрашивания или значительные выработки поверхности зубьев, а также износ отверстия под штифт до размера более 4,2 мм, замените новой. Для замены валика или шестерни привода распределителя снимите шестерню с валика, вынув предварительно штифт шестерни с помощью бородка диаметром 3 мм. При снятии шестерни с валика корпус 11 привода установите верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой. Сборку привода производите с учетом следующего: 1. При установке валика (в сборе с упорной втулкой) в корпус привода распределителя смажьте валик моторным маслом.
2. Соединив валик 10 привода с промежуточным валиком-пластиной 3 привода и надев упорную шайбу 7, напрессуйте шестерню на валик, выдержав зазор между упорной шайбой и шестерней привода 0,25 –0,15 –0,10 мм ( При этом необходимо, чтобы ось О–О, проходящая через середину впадин между двумя зубьями на торце Б была смещена относительно оси В–В шлица валика на 5°30’±1. 3. Отверстие в шестерне и валике под штифт сверлите диаметром (4±0,037) мм, выдерживая расстояние от оси отверстия до торца шестерни (18,8±0,15) мм. При сверлении отверстия и при установке зазора между упорной шайбой и шестерней валик привода распределителя в сборе с упорной втулкой должен быть прижат к корпусу привода в направлении масляного насоса. Штифт, соединяющий валик с шестерней, должен быть диаметром 4–0,025 мм и длиной 22 мм. В собранном приводе распределителя его валик должен свободно проворачиваться от руки.
При большом износе деталей масляного насоса понижается давление в смазочной системе и появляется шум. При разборке насоса проверьте упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до 24 мм по высоте необходимо приложить усилие (54±2,45) Н [(5,5±0,25) кгс]. Ремонт масляного насоса обычно заключается в шлифовке торцов крышек, замене шестерен и прокладок. При разборке насоса предварительно высверлите расклепанную головку штифта крепления втулки 2 (см. В случае разборки ведущей шестерни и валика штифт высверлите сверлом диаметром 3 мм. Ведущую и ведомую шестерни с выкрошенными зубьями, а также с заметными выработками поверхности зубьев замените новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко проворачиваться от руки за ведущий валик. Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, прошлифуйте ее. Между крышкой, пластиной и корпусом насоса устанавливаются паронитовые прокладки толщиной 0,3– 0,4 мм. Применение шеллака, краски или других герметизирующих веществ при установке прокладки, а также установка более толстой прокладки не допускается, так как это вызывает уменьшение подачи насоса. Сборку насоса производите с учетом следующего:
1. Напрессуйте на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм ( 2. Высверлите в ведущем валике и во втулке отверстие диаметром 4 +0,03–0,05 мм, выдерживая размер (20±0,25) мм. 3. Раззенкуйте отверстие с обеих сторон на глубину 0,5 мм под углом 90°, запрессуйте в него штифт диаметром 4 –0,048 мм и длиной 19 мм и расклепайте его с двух сторон. Если работоспособность насоса с помощью ремонта восстановить невозможно, то замените его новым. Установку привода масляного насоса и распределителя зажигания на блок производите в следующем порядке: 1. Выверните свечу первого цилиндра. 2. Установите в отверстие для свечи компрессометр и проворачивайте пусковой рукояткой коленчатый вал до начала движения стрелки. Это произойдет в начале такта сжатия в первом цилиндре. Можно заткнуть отверстие для свечи бумажным пыжом или большим пальцем руки. В этом случае при такте сжатия выскочит пыж или будет ощущаться выход воздуха из-под пальца. 3. Убедившись, что сжатие началось, осторожно проверните коленчатый вал до совпадения отверстия на ободке шкива коленчатого вала с указателем (штифтом) на крышке распределительных шестерен. 4. Проверните валик привода, чтобы прорезь на его торце для шила распределителя была расположена так, как указано на 5. Осторожно, не задевая шестерней за стенки блока, вставьте привод в блок. После установки привода на место его валик должен занять положение, указанное на
Для уменьшения износа в шарнирных соединениях привода устанавливайте насос соосно отверстию для привода. Для этого пользуйтесь оправкой (
Возможными неисправностями насоса ( Ремонт насоса 21–1307010–52 системы охлаждения
Подтекание жидкости из насоса устраняйте заменой уплотнительной шайбы и резиновой манжеты. Для замены снимите насос с двигателя, отсоедините его от кронштейна, снимите приспособлением 71–1769 крыльчатку ( Для сборки сальника крыльчатки вставьте в держатель сальника, расположенный на корпусе насоса, сначала резиновую манжету в сборе, а затем уплотнительную шайбу и стопорное кольцо. При этом часть валика насоса, сопряженную с резиновой манжетой, перед установкой сальника и напрессовкой крыльчатки смажьте мылом, а торец крыльчатки, соприкасающийся с уплотнительной шайбой, тонким слоем графитной смазки. Перед установкой сальника проверьте его торец (торец уплотнительной шайбы) на краску: при сжатии сальника до высоты 13 мм отпечаток торца должен иметь не менее двух полностью замкнутых окружностей без разрывов. Крыльчатку напрессовывайте на валик на ручном прессе до упора ее ступицы в торец лыски. При этом насос должен опираться передним торцом валика на стол, а усилие – прикладываться к ступице крыльчатки. Для замены подшипников или валика насоса разберите насос полностью в следующем порядке: 1. Снимите с валика насоса крыльчатку и выньте уплотнительную шайбу и резиновую манжету.
2. Отверните гайку крепления ступицы шкива и снимите ее с помощью приспособления, как показано на
3. Извлеките стопорное кольцо подшипников из корпуса 1 (
Сборку насоса производим в обратном порядке. При этом новый подшипник запрессуйте на валик 1 ( После установки на место стопорного кольца напрессуйте на передний конец валика ступицу шкива, уперев валик в задний торец кольца. Напрессовку ступицы шкива на валик насоса двигателя модели 4218 производите после установки фиксатора 19 (см. После сборки насоса полость корпуса между подшипниками заполните смазкой согласно указаниям таблицы смазывания. При установке собранного насоса на двигатель обратите внимание на пригодность паронитовой прокладки между корпусом и кронштейном насоса. Ремонт насоса 421–1307010–01 системы охлаждения Подтекание жидкости из насоса устpаняйте заменой сальника 21 (см. Для замены сальника или валика в сборе с подшипником снимите насос с двигателя, отсоедините его от кpышки, снимите пpиспособлением 71–1769 кpыльчатку (см. pис. С помощью приспособления (см. Сборку насоса производите в обратной последовательности. При этом запрессовку ступицы шкива вентилятора производите до упора в буртик, а запрессовку крыльчатки – до размера 117,4 +0,925 –1,035 (см. Перед сборкой часть валика ролико-шарикового подшипника, сопряженную с сальником, смажьте мылом, а торец крыльчатки, соприкасающийся с сальником – графитной смазкой. При установке собранного насоса на двигатель обратите внимание на пригодность паронитовой прокладки между крышкой и корпусом насоса.
Возможной неисправностью баков может быть нарушение герметичности из-за образования трещин, пробоин или других повреждений, возникающих в процессе эксплуатации. Для ремонта снимите бак с автомобиля, очистите от грязи и промойте снаружи. Для выявления неисправности погрузите бак в ванну с водой и подайте внутрь бака сжатый воздух под давлением 30 кПа (0,3 кгс/см2). Все отверстия бака должны быть предварительно заглушены. В местах нарушения герметичности из бака будут выходить пузырьки воздуха. Все повреждения отмечайте краской. Затем произведите полную разборку бака, тщательно промойте его изнутри горячей водой для удаления паров бензина и продуйте сжатым воздухом. Мелкие трещины запаивайте мягким припоем. На большие трещины и пробоины накладывайте металлические заплаты. Возможна заделка трещин с помощью эпоксидных паст и наложения многослойных заплат из стеклоткани. После ремонта бак испытайте на герметичность. Устраняйте мелкие трещины в пробке топливного бака, возникшие в результате ударов. Заделку трещин производите эпоксидной пастой. После того, как паста затвердеет, проверьте работу клапанов пробки.
Возможными неисправностями насоса могут быть: нарушение герметичности диафрагмы и клапанов, снижение упругости или поломка пружины диафрагмы, износ деталей привода насоса. Для разборки насоса снимите с него крышку 10 (см. Снимая головку корпуса соблюдайте осторожность, чтобы не повредить диафрагму, так как диафрагма прилипает к фланцам головки и корпуса насоса. Далее производите разборку механизма привода, для чего предварительно выпрессуйте ось 19 рычагов привода и снимите рычаг 17 и пружину 16. Осторожно освободите диафрагму 6 и снимите ее и пружину 5 и уплотнитель 3 с шайбой 4. Разбирая головку, снимите впускной 7 и нагнетательный клапаны. Для этого выпрессуйте обоймы клапанов. После разборки промойте все детали в керосине или неэтилированном бензине, обдуйте сжатым воздухом, просушите и произведите их проверку.
Диафрагма должна быть герметичной, ее лаковое покрытие не должно иметь отслоений. При необходимости замены лепестков диафрагмы ее сборку проводите на специальным приспособлении ( Пружина диафрагмы должна иметь в свободном состоянии высоту 50+5 мм, а под нагрузкой (5±0,2) кгс – 15 мм. Упругость пружины насоса проверяйте на приборе модели 357 ГАРО. Клапаны не должны иметь короблений, трещин, вмятин и видимых следов износа. Пружины клапанов должны плотно, без зазоров прижимать клапаны к седлам. Рычаги привода насоса и их ось не должны иметь большого износа. Максимальный зазор между осью рычагов и ее втулкой, а также между втулкой и рычагами должен быть не более 0,25 мм.
Особое внимание следует обратить на износ рабочих поверхностей рычага ( Для разборки насоса «Универсал» (см. Промойте бензином все детали и продуйте сжатым воздухом. Проверьте целостность пружин. Проверьте, нет ли заедания клапанов. Проверьте диафрагмы. На них не должно быть трещин или затвердевания. После проверки все изношенные или поврежденные детали замените новыми. Прокладки насоса всегда заменяйте новыми и перед установкой смазывайте тонким слоем смазки. Сборку насоса производите в порядке, обратном разборке.
При установке головки насоса Б9В–Б ее положение относительно корпуса должно соответствовать Такая сборка обеспечивает необходимое провисание диафрагмы и разгружает ее от чрезмерных растягивающих усилий, приводящих к резкому сокращению долговечности диафрагмы. После сборки проверьте насос на приборе моделей 527Б или 577Б ГАРО. При частоте вращения распределительного вала 120 мин–1 и при высоте всасывания 400 мм насос должен обеспечивать начало подачи топлива не позднее чем через 22 с после включения, создавать давление 150– 210 мм рт. ст. и разрежение не менее 350 мм рт. ст. Давление и разрежение, создаваемые насосом, должны сохраняться в указанных пределах при выключенном приводе в течение 10 с. Подача насоса при частоте вращения распределительного вала 1800 мин–1 должна быть не менее 120 л/ч. При отсутствии специального прибора для проверки насоса, его можно проверить непосредственно на двигателе, как описано в разделе «Техническое обслуживание».
Ремонт карбюратора производите в случае поломки каких-либо его деталей или при неудовлетворительной работе карбюратора после регулировки на всех режимах работы двигателя. Перед разборкой вымойте карбюратор керосином для удаления пыли и грязи. При работе на этилированном бензине карбюратор предварительно выдержите в керосине в течение 10–20 мин. Порядок разборки и сборки карбюратора К–131 Отверните пять винтов крепления крышки поплавковой камеры. Осторожно приподняв крышку, чтобы не повредить поплавковый механизм, отсоедините тягу малой частоты вращения, снимите крышку и прокладку поплавковой камеры. Переверните крышку и, придерживая поплавок, выньте ось поплавка из стоек. Снимите поплавок и осторожно выньте из корпуса клапана подачи топлива его иглу с уплотняющей полиуретановой шайбой. Отверните корпус клапана и снимите его прокладку. Отверните пробку фильтра, снимите ее прокладку и выньте сетку фильтра. Выверните распылитель ускорительного насоса и снимите уплотнительную шайбу. Разбирайте механизм привода воздушной заслонки и снимайте заслонку только при неудовлетворительной работе механизма, а также если зазоры между стенкой воздушного патрубка и заслонкой при ее закрытии превышают 0,2 мм. Отделите смесительную камеру от корпуса поплавковой камеры, для чего отверните два болта и, расшплинтовав серьгу привода ускорительного насоса, выньте ее из штока и рычага. Сняв прокладку смесительной камеры, выньте из корпуса поплавковой камеры большой диффузор. Выньте поршень ускорительного насоса в сборе с деталями его привода и штоком привода экономайзера. Выверните клапан экономайзера в сборе и выньте его из колодца. Отверните вместе с прокладкой пробку колодца эмульсионной трубки и выньте эту трубку, выверните воздушный жиклер холостого хода. Отверните пробки каналов топливного и воздушного жиклеров главной дозирующей системы и топливного жиклера холостого хода, снимите прокладки этих пробок и выверните соответствующие жиклеры. Снимите замок клапана ускорительного насоса и извлеките клапан из колодца. Выньте стопорное кольцо и шарик обратного клапапана ускорительного насоса. Малый диффузор без необходимости не выпрессовывайте. При разборке смесительной камеры выверните винт регулировки качества смеси холостого хода и снимите его пружину. Дроссельную заслонку и ее ось снимайте лишь в том случае, если: – ось дроссельной заслонки не вращается свободно в бобышках камеры; – зазоры между стенками камеры и заслонкой в закрытом положении более 0,06 мм; – верхняя кромка дроссельной заслонки в закрытом положении не совпадает с осью переходного отверстия Ж 1,6+0,06 мм (допускается отклонение ±0,15 мм). После разборки все детали карбюратора промойте в неэтилированном бензине или в горячей воде с температурой не ниже 80°С, затем продуйте сжатым воздухом. Все детали карбюратора должны быть чистыми, не иметь нагара и смолистых отложений. Жиклеры и другие дозирующие элементы должны иметь заданную пропускную способность или размеры. Клапан экономайзера в сборе должен быть герметичен. При проверке его герметичности под давлением 1200 мм вод. ст. допускается протекание не более четырех капель воды в минуту. Степень износа поршня ускорительного насоса и стенок его колодца, а также герметичность обратного клапана должна быть такой, чтобы обеспечить подачу насоса не менее 8 см3 за 10 рабочих ходов поршня. Поплавок проверьте на герметичность, погрузив его в воду с температурой не ниже 80°С. Выход пузырьков из поплавка свидетельствует о нарушении его герметичности. Места повреждений поплавка запаивайте мягким припоем, предварительно удалив попавшее в поплавок топливо. После пайки проверьте вес поплавка, который должен быть равен (13,3±0,7) г. Подгонку веса производите удалением лишнего припоя, не нарушая герметичности поплавка. Поверхность разъема корпуса и крышки поплавковой камеры должны быть плоскими, допустимое отклонение от плоскости не более 0,2 мм. Сборку карбюратора производите в порядке, обратном разборке, с учетом следующего: 1. Если при разборке снималась дроссельная или воздушная заслонки, то при сборке закерните винты их крепления. 2. Произведите проверку полного включения экономайзера и, при необходимости, отрегулируйте, как указано в главе «Обслуживание системы питания». 3. Отрегулируйте уровень топлива в поплавковой камере (см. главу «Система питания»). На собранном карбюраторе проверьте взаимосвязь между воздушной и дроссельной заслонками. При полностью закрытой воздушной заслонке дроссельная заслонка должна приоткрыться на угол 17–21°, что соответствует зазору между стенкой смесительной камеры и кромкой заслонки (2,5±0,2) мм. При несоответствии указанному требованию подогните тягу малой частоты вращения коленчатого вала. Порядок разборки и сборки карбюраторов К–151В, К–151Е и К–151У Разборка карбюратора Разборку карбюратора производите в следующей последовательности: 1. Выньте шплинт и отсоедините от рычага тягу воздушной заслонки.
2. Отверните семь винтов 2 (см. 3. Разберите диафрагменное устройство пневмокорректора, для этого отверните три винта 11, снимите крышку 9, прокладку 8, диафрагму пневмокорректора с тягой в сборе 7 и пружину 10. 4. Отверните винт и снимите распылитель 42 ускорительного насоса. 5. Отверните регулировочный винт 43 перепуска топлива, переверните корпус поплавковой камеры 15 до выпадения шарика 13 впускного клапана. 6. Отверните винт-вытеснитель 12. 7. Отверните цилиндрическую пробку и выньте ось поплавка, снимите поплавок и выньте топливный клапан. Выверните седло топливного клапана вместе с прокладкой. 8. Отверните топливопроводящий болт 20, снимите штуцер топливоподвода 16 и топливный фильтр 18. 9. Отверните четыре винта 47 крепления крышки ускорительного насоса, снимите крышку 22, прокладку 46, диафрагму ускорительного насоса в сборе 45 и пружину 44. 10. Отверните съемные жиклеры, вытащите эмульсионные трубки. 11. Отверните два винта 29 и отсоедините от корпуса поплавковой камеры 15 корпус смесительных камер 16, стараясь не повредить картонные 40 и текстолитовую 39 прокладки. 12. Отверните два винта крепления клапана ЭПХХ в сборе (поз. 31) и снимите последний с корпуса смесительных камер. 13. Отверните два винта крепления крышки 36 клапана ЭПХХ, снимите крышку 36, картонную прокладку 35 и корпус 34 клапана ЭПХХ. Для разборки карбюратора К–151В, кроме вышеперечисленного, выполните: 1. Отверните фиксатор 53, выведите из зацепления тягу 52 с рычагом 55 и снимите рычаг 55. 2. Отверните два винта 57, снимите крышку 58, клапан 59, прокладку 61 и пружину 60. Контроль и осмотр деталей Все детали должны быть чистыми, без нагара и смолистых отложений. Жиклеры после промывки и продувки сжатым воздухом должны иметь заданную пропускную способность. Все клапаны должны быть герметичными, прокладки целыми и иметь следы (отпечатки) уплотняемых плоскостей. Диафрагмы ускорительного насоса, пневмокорректора и клапана ЭПХХ должны быть целыми, без повреждений. Неисправные или поврежденные детали замените новыми. Сборка карбюратора Карбюратор следует собирать в последовательности, обратной разборке. Сначала необходимо подсобрать все корпусные детали карбюратора – крышку карбюратора, корпус поплавковой камеры и корпус смесительных камер, а затем соединить их между собой. При сборке: 1. Следите за сохранностью и правильной установкой прокладок. 2. Следите, чтобы дроссельные и воздушная заслонки поворачивались свободно, без заеданий и плотно прикрывали свои каналы. 3. Затягивайте все резьбовые соединения плотно, но без чрезмерных усилий. 4. Убедитесь, что топливный клапан свободно скользит в своем седле, без перекосов и заеданий. 5. Проверьте и при необходимости отрегулируйте уровень топлива в поплавковой камере, при этом поплавок должен свободно вращаться на своей оси, не задевая стенок камеры. 6. Наживите винты 47 (см. 7. Наживите два винта крепления крышки 36 клапана ЭПХХ, оттяните запорный элемент 33 клапана ЭПХХ на размер 13,5–0,5 мм от плоскости А (см. узел «клапан ЭПХХ» на 8. При сборке не перепутайте местами жиклеры. 9. Проверьте зазор между стенкой смесительной камеры и кромкой дроссельной заслонки при полностью открытой дроссельной заслонке первичной камеры. Зазор должен быть минимум 14,5 мм. При необходимости обеспечьте зазор 1 подгибанием упора рычага.
|
|
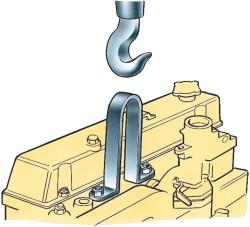
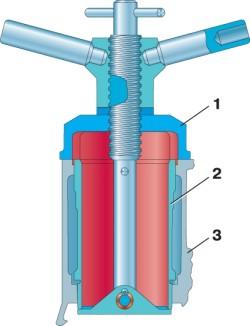

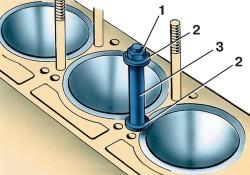








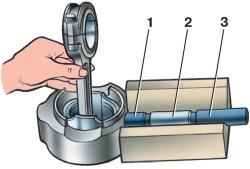


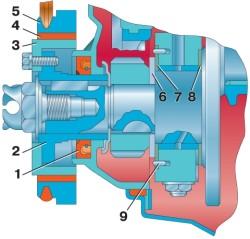

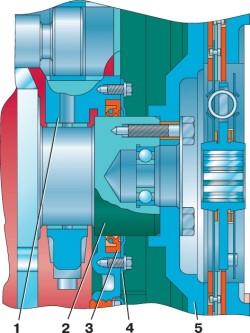
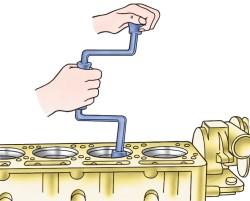
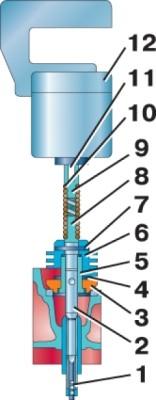
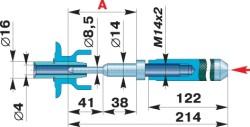
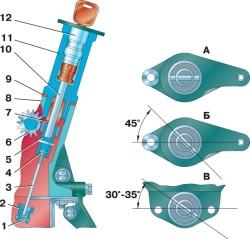
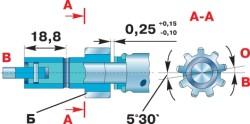
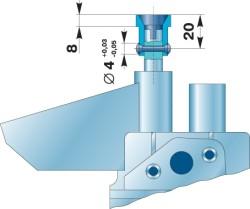
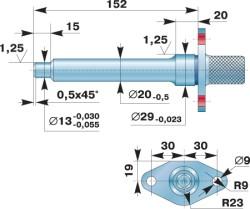
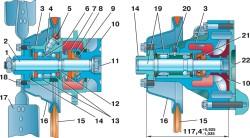

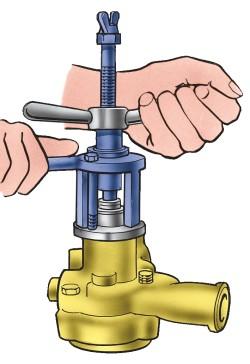
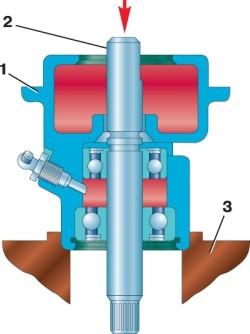
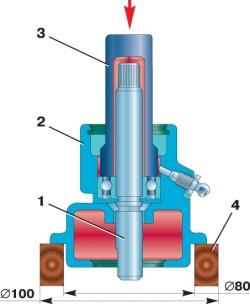
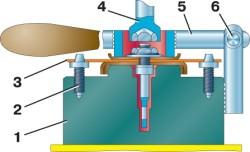
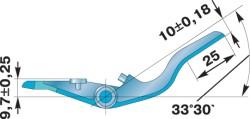
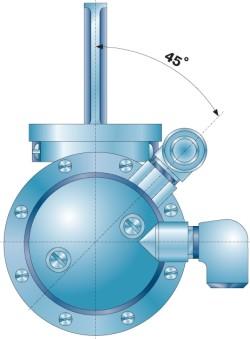
Содержание
- Нюансы ремонта двигателя УАЗ 417 своими руками
- Переборка мотора УАЗ своими руками
- Что важно учесть при переборке двигателя УАЗ 3303
- Особенности ремонта блока цилиндров УАЗ 3303
- Криво-шатунный механизм УАЗа 3303
- 417 двигатель УАЗ: технические характеристики, ремонт, фото
- Немного общей информации
- Технические характеристики двигателя 417 УАЗ
- Список моделей авто, в которых устанавливался
- О слабых местах мотора
- О восстановлении УМЗ 417
- Настройка воспламенения
- Экспертные отзывы о двигателе УАЗ 417 (УМЗ)
- Recommendations
- Comments 31
- Характерные проблемы и способы их устранения
- Принцип работы
- Повышенный износ ДВС
- Пособие по замене трамблера с приводом маслонасоса
- Обслуживание систем двигателя
- Замена 417-го на другой мотор
- Подведем итоги
Нюансы ремонта двигателя УАЗ 417 своими руками
Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. “Буханки”, патриоты, “бобики” – большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолеть любые преграды. Завод выпустил из-под своего крыла немало микроавтобусов, небольших грузовиков и легковых машин с полным приводом.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 – автомобиль повышенной проходимости. Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.
Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.
Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров – самая простая составляющая двигателя. Проблемы в его работе возникают из-за износа составляющих. Следовательно, нужно просто заменить старые стертые детали на новые или отремонтированные их.
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.
Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Когда канавка верхнего поршневого кольца или юбка поршня истерта, следует провести замену самого поршня. Новые детали, которые будут устанавливаться в цилиндры, должны быть номинального размера. Наилучший вариант – когда новый набор поршней большего размера, это позволит ликвидировать зазор с не полностью изношенным цилиндром. Поршни сортируются по внешнему диаметру юбки. Размер можно узнать на дне поршня.
Криво-шатунный механизм УАЗа 3303
Ремонт шатунов заключается в замене и очистке втулки верхней головки. Ремонтные втулки изготавливают толщиной 1 мм из бронзовой полоски. Запрессовывая другую втулку в шатун, необходимо гарантировать дублирование отверстий втулки и верхней головки шатуна. Отверстия нужны для того, чтобы масло поступало к поршневому пальцу. Внутреннюю поверхность запрессованной втулки можно утрамбовать ровной пробкой. Исходный диаметр должен составлять 24 мм.
С другой стороны втулку нужно разработать под ремонтный калибр. Когда в шатунах прорези под вкладыши в нижней головке имеют более 0,05 мм овальности, их будет проще заменить.
Поршневые пальцы можно поменять, не обрабатывая заранее отверстия в поршне. Лучше применить детали большего диаметра. Диаметр пальцев не должен быть больше 0,1 мм, иначе отверстия придется заранее обрабатывать.
Прежде чем впрессовать поршневой палец, нужно извлечь стопорные кольца пальца из поршня плоскогубцами. Поршень в данной ситуации должен нагреться до 70°С в емкости с водой. Реставрация поршневых пальцев осуществляется посредством их перешлифовки в чуть меньшие размеры или хромированием, а потом полировкой до обозначенных параметров. Если поршневые пальцы имеют трещины и сколы, отремонтировать их уже нельзя.
Зазор между поршневыми пальцами и головкой шатуна составляет 0,007 мм. Поршневой палец следует смазать маслом низкой вязкости. На практике поршень подобрать очень просто. При комнатной температуре помещения палец не должен влезать в поршень от усилия рукой. Но если поршень разогрет до 70°С, то под несильным давлением он легко туда входит. Если запрессовывать палец при комнатной температуре, есть риск повреждения отверстия и самого поршня.
Все почищенные или замененные детали снова устанавливаются на свои места. Когда двигатель полностью собран, необходимо провести его балансировку. Ни одна сторона с новыми поршнями не должна перевешивать другую больше чем на 8 г. В канавках стопорные кольца должны устанавливаться с натягом. Чтобы избежать трудностей, поршни можно приобрести укомплектованными пальцем и колечками.
После капитального ремонта важно не перегружать мотор УАЗ 3303 интенсивной работой первую 1000 км. Все новые установленные детали должны приработаться и притереться.
Замена масла в двигателе и в коробке является одной из важных процедур, обеспечивающих стабильную работу автомобиля. Следует своевременно менять смазку, использовать качественное топливо и вовремя проходить техосмотр.
417 двигатель УАЗ: технические характеристики, ремонт, фото

Немного общей информации
Стоит заметить, что двигатели для автомобилей УАЗ изготавливались на Ульяновском и Заволжском моторных заводах. Если говорить о 417-м, то это силовой агрегат производства УМЗ. Это рядная 4-ка карбюраторного типа. Данный бензиновый ДВС впервые появился в 1989 году и выпускается в наше время. Головка блока выполнена из алюминия. Это сделало силовой агрегат более легким, но в то же время и более уязвимым для перегрева. Многие же автомобилисты, которым довелось покататься на УАЗ, хвалят 417-й мотор. О нем говорят как о мощном и выносливом, а также долговечном ДВС.
Кроме того, его конструкция достаточно проста, поэтому 417-й весьма ремонтопригодный, что крайне важно. В любом случае отзывы о 417-м двигателе УАЗ положительные, а это уже говорит о многом. Ну, а сейчас пойдем дальше.
Технические характеристики двигателя 417 УАЗ
В свое время появление 417-го можно было назвать своего рода прорывом. Он пришел на смену морально устаревшему УМЗ 414. Последний уже в 70-е годы считался не самым лучшим, что уже говорить о конце 80-х, когда появились более совершенные силовые агрегаты. УМЗ 417 по сравнению с 414 имел увеличенные клапаны, а также совершенно новый воздушный фильтр.
Вряд ли нужно говорить о том, что и остальные технические характеристики были на совершенно другом уровне. В настоящее время выпускается 4 модификации мотора, каждая из которых используется для определенных целей:
- 417.10 – устанавливается на УАЗ «Патриот» и «Хантер». Мощность силового агрегата 92 лошадиных силы, пользуется 76-м бензином;
- 4175.10 – устанавливается на «Газель». Данная модификация имеет 98 л.с. и пользуется 92-м бензином;
- 4178.10 и 4178.10-10 – устанавливаются на многие автомобили УАЗ и являются, по сути, аналогичными силовыми агрегатами.
Рабочий объем мотора – 2,4 литра, при этом мощность составляет 92 л. с. при 4 000 об./мин. Моторесурс такого мотора примерно 150 000 километров, но на практике он может быть как больше, так и существенно меньше. Вот мы и рассмотрели технические характеристики двигателя УАЗ 417, теперь идем дальше.
Список моделей авто, в которых устанавливался
Проектировался мотор УМЗ 417 специально для Ульяновского автозавода, поэтому использовался в машинах УАЗ:
- 3151 – внедорожник;
- 3303 – грузовик полноприводный;
- 3741 – фургон цельнометаллический 4х4;
- 2206 – 8 – 11 местный микроавтобус;
- 3962 – санитарный и реанимационный автомобиль;
- 3909 – Фермер вагонного типа;
- 39094 – Фермер грузовик;
- ДИСА-1912 Заслон – бронемобиль для инкассаторов.
УАЗ 39094 Фермер
Мотор был создан чуть позже переименования УАЗ 469 в 3151, а УАЗ 452 в 3741, поэтому стоит только в модернизированных «Бобиках» и «Таблетках» – «Буханках». Характеристики двигателя позволяли применить его в качестве силового привода всех выпускавшихся на тот момент моделей УАЗ.
О слабых местах мотора
Несмотря на высокую надежность, данный ДВС имел множество слабых мест. Как уже было отмечено выше, он выполнялся из алюминия. Его вес составлял всего 166 килограммов, что для такого силового агрегата не так и много. Но в это же время появилась проблема с перегревом. Превышение допустимой температуры приводило к трещинам в блоке, нарушениям геометрии головки и другим проблемам. Очень часто появляются вибрации на холостом ходу и под нагрузкой. Но наиболее серьезная проблема – появление стука.
Все эти нарушения связаны с износом отдельных деталей, таких как кулачки, подшипники, пружины и т. п. В отдельных случаях имеет место отсутствие обслуживания: несоблюдение регламентных сроков по замене масла, ОЖ и т. п. Все это приводит к ухудшению состояния двигателя. В конечном итоге он может заклинить. Но даже если этого не случится, его ресурс существенно снизится. Такая характеристика двигателя УАЗ 417, как компрессия, будет падать, он начнет есть масло, и потребуется капитальный ремонт.
О восстановлении УМЗ 417
Одно дело ремонтировать импортный двигатель, где практически все запчасти приходится заказывать из-за бугра, что выходит довольно дорого и накладно. Что же касается 417-го, то его отремонтировать гораздо проще. Это отечественный мотор простой конструкции, который известен практически всем специалистам. Хотя многие не заморачиваются, а просто берут и ставят на УАЗ новый силовой агрегат, в некоторых случаях имеет смысл заняться старым.
Если выполнять работы самостоятельно, то у вас уйдет порядка 20 000 рублей на запчасти. В случае ремонта на СТО добавляем примерно столько же за работу. Но даже при таком подходе это не так и дорого, по сравнению с некоторыми иномарками, где ремонт ДВС обходится в сотни тысяч.
Настройка воспламенения
Проводя настройку воспламенения, выполняют следующие действия:
- Перед тем, как выставить зажигание на УАЗ 417, фиксируют и обездвиживают машину посредством ручника. Затем крутят коленчатый вал таким образом, что бы вытеснитель первой камеры установился в крайнем высоком положении. Параллельно контролируют совпадение отметки на шкиве с отметкой заглушки шестерёнок распределения;
- Демонтируют заглушку механизма распределения. Внутри, рядом с контактом находят ходовой ролик. Если ролика нет, совершают прокручивание вала на 180°, выставляют на «ноль» корректор октана. Посредством ключа заворачивают болт индикатора к остову устройства распределения, совмещая со срединным маркером. После ослабляют винт, крепящий пластины к остову трамблёра;
- Фиксируя ходовой ролик пальцами, проворачивают остов, совмещая край механизма статора с красным маркером устройства ротора. Фиксируют пластину к остову посредством болта;
- Монтировать заглушку контроллера на место, контролировать провода высокого напряжения на предмет совпадения последовательности работы камер. Удостовериться в правильности настройки.
- Завести установку, дать поработать пять или десять минут, добиться рабочего прогрева (90°). На ровной дороге разогнать транспортное средство до скорости 40 км/час, после с силой надавить на ножной рычаг подачи топлива. Разгон мотора до 60 км/час и короткая ударная волна (звон металла) свидетельствуют о правильности настройки.
Продолжительная детонация требует регулировки поворотом механизма распределения на деление против стрелки часов. Отсутствие ударной волны требует роста угла, механизм поворачивают по стрелке часов.
Экспертные отзывы о двигателе УАЗ 417 (УМЗ)
Первое и самое основное, что выделяют многие водители и эксперты, – отличная тяга. Но тут многое зависит от карбюратора. В последних модификациях уже устанавливают инжекторные системы впрыска, но сейчас речь не о них. Многие эксперты рекомендуют устанавливать «Солекс». С ним и тяга возрастает, и расход существенно снижается. Но это если сравнивать с K121, который хоть и старенький, но используется достаточно часто. Многие останавливаются на К151, так как, по мнению большинства, именно он лучше всего подходит на двигатель УАЗ 417. Какой карбюратор ставить? Тут решать только вам.
Специалисты рекомендуют менять масло в системе каждые 10 тысяч километров. Заливать нужно примерно 5,8 литра, при этом не стоит забывать о типе и марке смазки. Вся эта информация указывается в инструкции по эксплуатации.
Recommendations
Езжу на одном комплекте шестой год, читая вашу тему задался вопросом а какие стоят у меня, вышел выкрутил и вижу Finwhale F702. Поехал купил новый комплект, а старые за спинку про запас!
свечи не от времени выходят из строя… а от пробега авто (км)
Поставь denso IW16 iridium, и забудь про них, только остальное все привели в порядок! И будь счастлив! Я на таких с 2013 года, заводил в -15 после недели простоя.
Ты бы хоть свои свечи показал, с прогретого мотора снятые, а не пихал тут всякую хрень с инета. Вводишь народ в заблуждение. Свечи могут тупо выгорать от слишком бедной смеси или наоборот быть закопчеными от слишком богатой. В током случае они долго жить не будут. Сказать, что либо можно только после того как свечи (реальные) будут представлены в студию на фото в хорошем качестве. А так для начала можешь почитать в моем БЖ заметку про уровень в карбюраторе и как его настроить, так же там и фото моих свечей присутствует.
Если на фото свечи Ваши, то судя по нагару на них, Вам не о свечах нужно думать, а о ремонте двигателя. Эти «кораллы» на свечах образуются при попадании излишнего масла в камеру сгорания. Причин тому может быть много, начиная от изношенной поршневой, изношенных поршневых и маслосъемных колец, западание маслосьемных колец, проблемы с ГБЦ, некачественное масло. На идентичном 402 му мотору, УМЗ-417 под 80 бенз ставились свечи А-11, А-14. По факту, если Ваш двигатель не был переведен под 92 бензин посредством увеличения степени сжатия, то свечи остаются номинальные какие были положены. Ну а если же бошку «пилили» под 92 бенз, то нужно уже А-17 и их аналоги.
все твердят свечи надо менять через 10т.км.у меня уже 45т. работают без проблем.марку не помню не дорогие.
У меня на СААБе по 50 тыс. ходят и ничего. А вот УАЗ это совсем другая история, двигатель надо делать.
вот на РЕНО ЛОГАН на первое ТО поехали там по регламенту свечи меняют, а свечи совершенно новые.интересно .
у меня шеф на на пассате цц поменял свечи на плановом ТО.я это дело у него отобрал, на вид как новые, вкорячил в газель,30 тысяч проехал вообще не вспоминал о них.
Спасибо друг. Я понимаю что, придется делать. Очень хотелось бы чтобы желаемое совпадало с действительным.
Ну что же, пожелаю тебе удачи. И пусть желаемое совпадет с действительным.
Вся беда в том что два месяца назад я менял штанги толкателей так как разбило 4 коромысла и соответственно убило толкатели. А толкатели поставил новые еще советского производства на упаковке штамп ОТК и дата 1980 г. Очень уж не хочется опять лезть туда и снимать голову, хотя понимаю что все таки придется фрезеровать голову. Может попозже, длинными зимними вечерами займусь, благо гараж есть отапливаемый
Смотри сам, я могу только посоветовать, сам через это прошел, тем более мне пришлось два раза ГБЦ снимать. По сути два часа снять, два часа перебрать с притиркой клапанов и заменой колпачков на клапана и два часа поставить, а потом радости полна задница.
Характерные проблемы и способы их устранения
Каждый двигатель имеет слабые места, которые присущи только ему. Так случилось и с 417-м. Этот мотор ломается хоть и не часто, но доставляет уйму проблем своему владельцу. Обычно все начинается с масляной течи. Подтеки появляются по разным причинам, от выработанных сальников и прокладок и до нарушения герметичности в системе. Обычно устраняются эти проблемы просто. Сальники и прокладки меняются, старый герметик при необходимости удаляется и заливается новый.
Вообще, практически все проблемы с 417-м связаны именно со смазкой. То уровень слишком большой, то слишком низкий, то масло уходит из-за течи или же сгорает в камере. Все эти проблемы решаемы, но необходимо делать это как можно скорее. Чем быстрее будет выполнен ремонт двигателя УАЗ 417, фото которого вы можете увидеть в данной статье, тем больше проживет мотор.
Принцип работы
Регулировка зажигания УАЗ 417, процедура, пренебрегать которой нельзя. Запуск мотора, работа и состояние агрегата – составляющие, зависящие от манипуляции. Каждый цилиндр двигателя снабжен свечой зажигания, между зазором которой образуется искра, зажигающая топливо. Свечки работают в требуемой последовательности, подавая заряд в необходимое время и нужной силы.
Без механизма зажигания аккумуляторная батарея бессильна выделить требуемую эффективную работу электрического поля для поджога топлива. Так происходит по причине недостатка параметров устройства и способности вырабатывать фиксированный ток. Зажигание увеличивает ток, за счёт чего топливная смесь воспламеняется.
Повышенный износ ДВС
Износ – одна из наиболее актуальных проблем, которая практически никак не связана с конструктивными особенностями силового агрегата. Ключевой фактор, влияющий на повышенный износ, – низкое качество смазочного материала или его недостаточное количество. Безусловно, если вы один раз не поменяете масло через 10 тысяч километров, а сделаете это через 15, то ничего страшного не случится. Но вот если делать так регулярно и при этом не следить за уровнем, заливая самую дешевую смазку, то последствия будут самыми печальными.
Очень часто бывает так, что незначительный изъян в работе силового агрегата перерастает в капитальный ремонт. Именно поэтому, чем скорее водитель начинает решать проблему, тем меньшими будут затраты на ремонт.
Пособие по замене трамблера с приводом маслонасоса
Перед тем, как установить новый трамблер с приводом, нужно взвесить свои силы, поскольку допускать ошибки при выполнении работ не рекомендуется.
Итак, как заменить и произвести установку распределителя:
- Отключите зажигание и демонтируйте крышку трамблера, к ней подключены наконечники и высоковольтные кабеля.
- Затем от распределительного механизма надо отключить провод, подсоединенный к коммутатору. Также надо отключить патрубок, подведенный к вакуумному регулятору.
- Взяв гаечный ключ на 13, выкрутите две гайки, фиксирующие устройство и демонтируйте с силового агрегата механизм вместе с приводом маслонасоса.
- Выполнив эти действия, сможете увидеть прокладку, расположенную под приводом. Если в результате этих действий положение коленчатого вала не изменилось, то просто произведите монтаж нового механизма, при этом проследите, чтобы бегунок был расположен напротив метки. Все действия производятся в обратном порядке. Когда установка будет завершена, производится регулировка угла опережения.
- Если в итоге расположение вала поменялось, то перед установкой надо переместить поршень цилиндра 1 в верхнюю мертвую точку. Вам надо добиться совмещения меток на шкиве и указателя на самом моторе.
Обслуживание систем двигателя
Нужно понимать, что двигатель автомобиля нуждается в периодическом обслуживании. Это замена масла и фильтрующих элементов, установка новых свечей зажигания, замена роликов и ремня или цепи ГРМ. Все это нужно делать для того, чтобы ваш мотор бесперебойно работал длительное время. Если же появились первые предпосылки к ремонту, то необходимо как можно быстрее принимать меры. Всего есть три этапа восстановления 417-го:
- ремонт в полевых условиях – временная мера, которую принимают для того, чтобы добраться до пункта назначения;
- выборочный ремонт (частичный) – включает в себя разборку мотора и дефектовку деталей;
- капитальный ремонт – полное восстановление двигателя независимо от его состояния. Это довольно трудоемкий процесс, требующий большого количества знаний и терпения.
Многие водители устанавливают на 417 двигатель УАЗ – инжектор. Электронная система впрыска лишает автомобиль недостатков карбюратора. Если нет желания заниматься переделками, то можно поставить системы от 4213 и 4216, которые встают полностью без переделок. Единственное, что нужно выполнить, так это калибровку прошивки.
Замена 417-го на другой мотор
Многие автомобилисты задумывались над этим. На самом же деле такая процедура обычно нужна в том случае, если 417-й полностью выработал свой ресурс и капиталить его уже не имеет смысла. В этом случае можно поставить другой двигатель, более надежный и дешевый. К таким стоит отнести ЗМЗ-402. Он, по мнению многих опытных автомобилистов, более надежный, нежели УМЗ, и дешевый в обслуживании. Помимо этого найти живой 402-й гораздо проще по относительно небольшой цене, нежели 417-й и это уже большой плюс.
Конечно же, выполнять замену многие будут только в том случае, если это финансово выгодно. Именно поэтому рекомендуется ставить мотор ЗМЗ-402. Он подходит практически без переделок. Все крепления станут в свое место, поэтому затраты будут минимальными. Некоторые автомобилисты на свой УАЗ устанавливаются импортные двигатели от «Тойоты» и других автомобилей. Обычно ставятся дизельные ДВС. Это, конечно, все хорошо, ощущения меняются полностью, но обходится такое удовольствие недешево, ведь в конструкцию вносится много изменений.
Подведем итоги
Вот мы и рассмотрели основные технические характеристики и особенности двигателя 417 на УАЗ. Сколько лошадей выдает такой силовой агрегат? Если классический вариант, то 92 л. с. Этого обычно более чем достаточно. Но мощность, за счет определенных переделок, можно несколько увеличить. Стоит этим заниматься или нет, каждый для себя решает сам.
В целом же 417-й можно назвать очень даже успешным творением Ульяновского завода. Ведь не просто так разрабатывались модификации этого мотора, которые в дальнейшем нашли широкое применение не только на автомобилях УАЗ, но и на «Газели». Есть у этого двигателя свои недостатки. Некоторые из них можно устранить в полевых условиях, другие требуют профессионального вмешательства. Но в пути этот мотор подводит крайне редко, поэтому его можно назвать надежным. Другое дело, что ресурс в 150 000 километров — это не так уж и много. Хотелось бы видеть цифру немного выше, хотя бы 250 тысяч. Но при бережном обслуживании и щадящей эксплуатации 417 может бегать и больше, нежели написано производителем.
Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. “Буханки”, патриоты, “бобики” – большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолеть любые преграды. Завод выпустил из-под своего крыла немало микроавтобусов, небольших грузовиков и легковых машин с полным приводом.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 – автомобиль повышенной проходимости. Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.
Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.
Необходимый инструмент
Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров – самая простая составляющая двигателя. Проблемы в его работе возникают из-за износа составляющих. Следовательно, нужно просто заменить старые стертые детали на новые или отремонтированные их.
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.
Поршневой механизм
Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Когда канавка верхнего поршневого кольца или юбка поршня истерта, следует провести замену самого поршня. Новые детали, которые будут устанавливаться в цилиндры, должны быть номинального размера. Наилучший вариант – когда новый набор поршней большего размера, это позволит ликвидировать зазор с не полностью изношенным цилиндром. Поршни сортируются по внешнему диаметру юбки. Размер можно узнать на дне поршня.
Криво-шатунный механизм УАЗа 3303
Ремонт шатунов заключается в замене и очистке втулки верхней головки. Ремонтные втулки изготавливают толщиной 1 мм из бронзовой полоски. Запрессовывая другую втулку в шатун, необходимо гарантировать дублирование отверстий втулки и верхней головки шатуна. Отверстия нужны для того, чтобы масло поступало к поршневому пальцу. Внутреннюю поверхность запрессованной втулки можно утрамбовать ровной пробкой. Исходный диаметр должен составлять 24 мм.
С другой стороны втулку нужно разработать под ремонтный калибр. Когда в шатунах прорези под вкладыши в нижней головке имеют более 0,05 мм овальности, их будет проще заменить.
Поршневые пальцы можно поменять, не обрабатывая заранее отверстия в поршне. Лучше применить детали большего диаметра. Диаметр пальцев не должен быть больше 0,1 мм, иначе отверстия придется заранее обрабатывать.
Прежде чем впрессовать поршневой палец, нужно извлечь стопорные кольца пальца из поршня плоскогубцами. Поршень в данной ситуации должен нагреться до 70°С в емкости с водой. Реставрация поршневых пальцев осуществляется посредством их перешлифовки в чуть меньшие размеры или хромированием, а потом полировкой до обозначенных параметров. Если поршневые пальцы имеют трещины и сколы, отремонтировать их уже нельзя.
Зазор между поршневыми пальцами и головкой шатуна составляет 0,007 мм. Поршневой палец следует смазать маслом низкой вязкости. На практике поршень подобрать очень просто. При комнатной температуре помещения палец не должен влезать в поршень от усилия рукой. Но если поршень разогрет до 70°С, то под несильным давлением он легко туда входит. Если запрессовывать палец при комнатной температуре, есть риск повреждения отверстия и самого поршня.
Все почищенные или замененные детали снова устанавливаются на свои места. Когда двигатель полностью собран, необходимо провести его балансировку. Ни одна сторона с новыми поршнями не должна перевешивать другую больше чем на 8 г. В канавках стопорные кольца должны устанавливаться с натягом. Чтобы избежать трудностей, поршни можно приобрести укомплектованными пальцем и колечками.
После капитального ремонта важно не перегружать мотор УАЗ 3303 интенсивной работой первую 1000 км. Все новые установленные детали должны приработаться и притереться.
Замена масла в двигателе и в коробке является одной из важных процедур, обеспечивающих стабильную работу автомобиля. Следует своевременно менять смазку, использовать качественное топливо и вовремя проходить техосмотр.