Перед сборкой двигателя необходимо все его детали очистить от нагара и смолистых отложений
Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (блок и головку цилиндров, поршни и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
- Для алюминиевых деталей:
- Сода (Na2CO3) – 18,5 г
- Мыло (зеленое или хозяйственное) – 10,0 г
- Жидкое стекло – 8,5 Г
- Вода – 1 л
Для стальных деталей:
- Каустическая сода (NaOH) – 25,0 г
- Сода (Na2CO3) – 33,0
- Мыло (зеленое или хозяйственное) – 8,5 г
- Жидкое стекло – 1,5 г
- Вода – 1л
При сборке двигателя соблюдать следующие условия:
- — протереть все детали перед сборкой чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности смазать чистым маслом;
- — осмотреть детали перед постановкой на место (нет ли трещин, отколов, забоин в других дефектов), проверить надежность посадки запрессованных в нее деталей, дефектные детали подлежат ремонту или замене новыми;
- — все резьбовые детали (шпильки, пробки, штуцера), если они вывертывались или были заменены в процессе ремонта, необходимо ставить на сурике или белилах, разведенных на натуральной олифе.
Все неразъемные соединения, например заглушки блока цилиндров и т. п., должны ставиться на нитролаке.
К постановке на двигатель не допускаются:
- — шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
- — пружинные шайбы, потерявшие упругость;
- — поврежденные прокладки;
- — детали, имеющие на резьбе более двух забитых или сорванных ниток;
- — болты и шпильки с вытянутой резьбой; болты и гайки с изношенными гранями.
Болты и гайки должны быть соответствующим образом законтрены (шплинтами, шплинтовочной проволокой, пружинными и специальными шайбами и контргайками).
Сборку двигателя производить в следующем порядке:
- — очистить все привалочные поверхности блока цилиндров от прилипших и порванных при разборке прокладок;
- — закрепить блок цилиндров на стенде, вывернуть с заднего торца пробку масляного канала и продуть все масляные каналы сжатым воздухом.
Завернуть пробку на свое место;
- — если имеется необходимость в замене картера сцепления или он устанавливается на блок цилиндров после ремонта, необходимо из блока предварительно удалить два установочных штифта, затем картер крепить к блоку цилиндров шестью болтами.
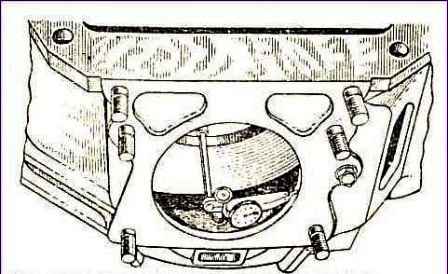
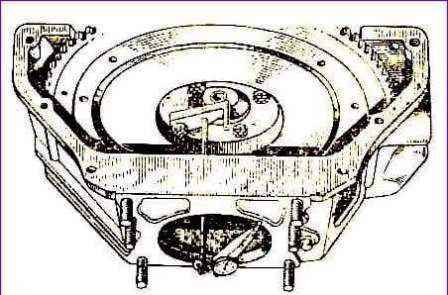
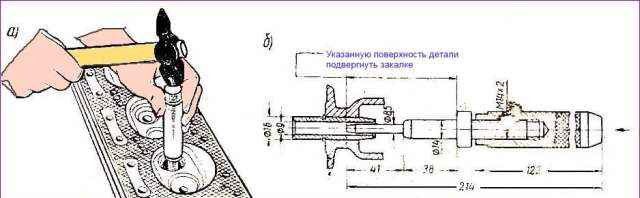
В блок цилиндров на крайних подшипниках устанавливают коленчатый вал, к фланцу которого крепится стойка индикатора.
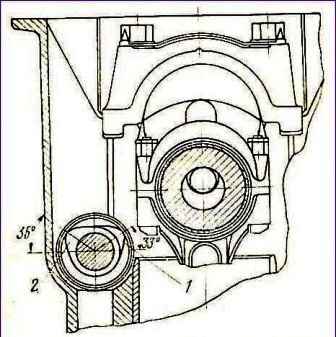
Вращая коленчатый вал, проверяют биение отверстий для центрирующего бурта коробки передач, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала, как показано на рис. 1 и рис. 2.
Биения отверстий картера и торца не должны превышать 0,08 мм.
Если биение отверстия превышает указанную величину, следует ослабить затяжку болтов, крепящих картер к блоку цилиндров, и легкими ударами по фланцу картера добиваться правильной его установки;
- — после затяжки болтов отверстия для установочных штифтов в картере сцепления и блоке цилиндров развертывают до ремонтного размера.
Диаметр отверстия должен быть таким, чтобы в развернутых отверстиях не оставалась чернота.
После этого в отверстия запрессовывают штифты, диаметр которых на 0,015—0,051 мм больше размера отверстий;
- — биение торца картера устраняется шабровкой.
Следует иметь в виду, что при вышеописанной проверке необходимо пользоваться неизношенными коленчатым валом и вкладышами.
При изношенных деталях результаты будут неверными;
- — снять коленчатый вал;
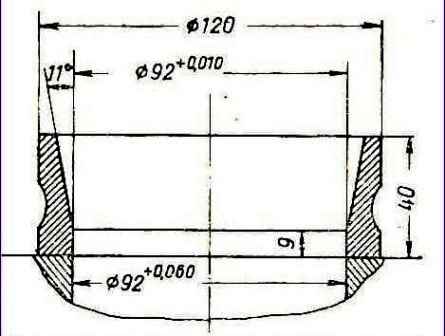
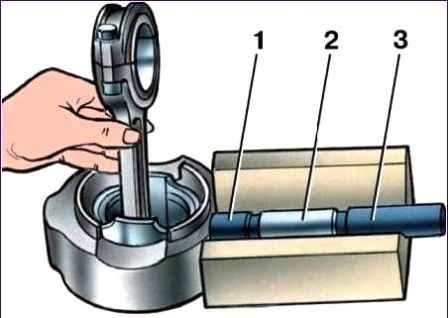
- — заменить (при необходимости) гильзы цилиндров новыми следующим образом:
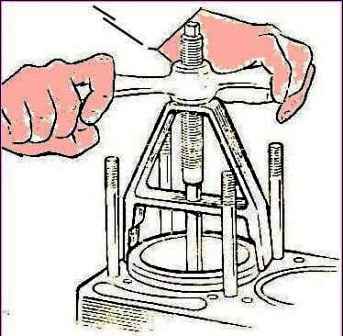
- — с помощью съемника (рис. 3) вынуть старую гильзу из блока;
- — тщательно очистить от накипи и коррозии посадочные поверхности и поверхности уплотнения на гильзе и в блоке цилиндров;
- — вставить новую или отремонтированную гильзу с надетой на нее прокладкой из красной меди.
Гильза должна входить в блок цилиндров свободно, без усилий;
- — закрепить гильзу держателем от выпадания.

При замене дефектных или изношенных гильз новыми или отремонтированными положение их в блоке цилиндров не ориентируется.
В остальных случаях, прежде чем вынуть гильзы из блока цилиндров, необходимо маркировать их порядковыми номерами (счет вести от водяного насоса и коробке передач), а также отметить их положение в блоке цилиндров, чтобы при сборке обеспечить их установку в прежнее положение.
При использовании — изношенных гильз цилиндров, а также при каждой установке в изношенные гильзы новых поршневых колец необходимо расточкой на станке или шабером неизношенный поясок над верхним компрессионным кольцом.
Снимать металл надо вровень с изношенной частью гильзы;
- — отрезать от шнура две набивки сальника заднего коренного подшипника коленчатого вала (длиной 120 мм каждая), вложить их в блок и держатель сальника;

Произвести подсборку коленчатого вала:
- — вывернуть все пробки грязеуловителей шатунных шеек и удалить из них отложения.
- Промыть и продуть масляные каналы и полости грязеуловителей сжатым воздухом, завернуть и закернить пробки;
- — проверить состояние рабочих поверхностей вала. Забоины, надиры и другие наружные дефекты не допускаются;
- — смазать тугоплавкой консистентной смазкой 1-13 и запрессовать в задний конец коленчатого вала подшипник ведущего вала коробки передач;
- — привернуть маховик к коленчатому валу двигателя динамометрическим ключом (момент затяжки гаек 7,6—8,3 кгм); гайки зашплинтовать;

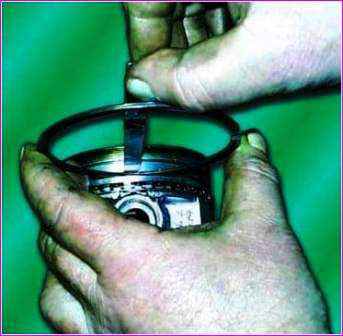
- — привернуть нажимной диск сцепления в сборе с кожухом к маховику, предварительно отцентровав ведомый диск с помощью оправки (можно использовать ведущий вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала.
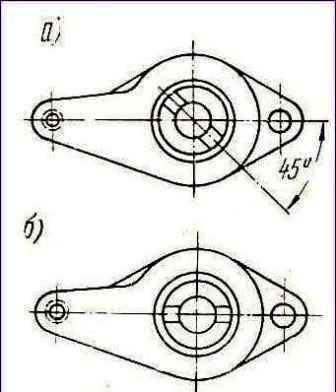
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха (рис. 4), должны быть совмещены.
Ведомый диск сцепления ставить в такое положение, чтобы демпфер был обращен к маховику.
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку.
Дисбаланс не должен превышать 70 Гсм.
При балансировке снятие лишнего веса с тяжелой стороны производится высверливанием металла маховика на радиусе 151 мм сверлом диаметром 10 мм на глубину не более 12 мм.
Расстояние между центрами сверлений должно быть не менее 14 мм.
Балансировку узла не следует начинать, если начальный дисбаланс превышает 180 Гсм. В этом случае необходимо разукомплектовать узел и проверить балансировку каждой детали в отдельности;
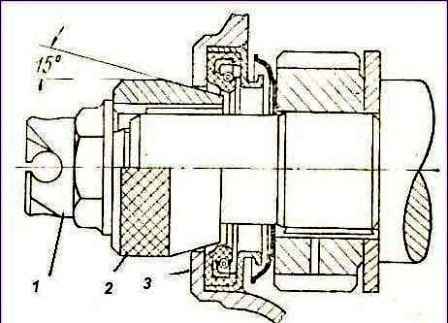
- — надеть на первую коренную шейку коленчатого вала заднюю упорную шайбу баббитовой стороной к щеке вала;
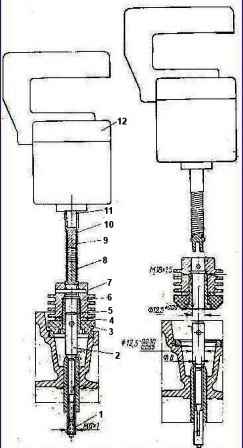
- — обжать задний сальник вала. Для этого в отверстие заднего коренного подшипника поставить оправку (рис. 5), установить держатель сальника и затянуть гайки подшипника и держателя;
протереть чистой салфеткой вкладыши коренных подшипников в их постели вложить вкладыши в постели;
- — смазать чистым маслом для двигателя вкладыши коренных подшипников и шейки коленчатого вала и уложить коленчатый вал в блок цилиндров;
- — надеть крышки коренных подшипников на шпильки блока цилиндров так, чтобы фиксирующие выступы на верхнем и нижнем вкладышах каждой крышки были с одной стороны, а номера, выбитые на крышках, соответствовали номерам постелей, выбитым на блоке цилиндров около шпилек.
При установке крышки переднего подшипника усик задней шайбы упорного подшипника коленчатого вала должен войти в паз крышки.
Торец крышки переднего подшипника должен быть в одной плоскости с торцом блока цилиндров;
- — посадить крышки коренных подшипников на свои места легким постукиванием резиновым молотком; крышки должны войти в пазы постелей блока;
- — навернуть гайки крепления крышек и равномерно затянуть их, предварительно поставив стопорную пластину.
Окончательную затяжку необходимо производить динамометрическим ключом (момент 10—11 кГм), отогнуть усики стопорной пластины;
- — установить в пазы держателя сальника резиновые прокладки и их боковую поверхность, выступающую из паза, обмазать мыльным раствором.
Установить держатель сальника на место и затянуть гайки;
- — провернуть коленчатый вал, который должен свободно вращаться при небольшом усилии.
Вращать коленчатый вал можно за маховик или с помощью приспособления, состоящего из ведущего вала коробки передач с приваренным к нему четырехгранником под ключ или ручкой с квадратным отверстием.
Приспособление может быть использовано также для центрирования при постановке ведомого и нажимного дисков сцепления;
— поставить переднюю шайбу упорного подшипника баббитовой стороной к валу так, чтобы штифты, запрессованные в блок цилиндров и крышку, входили в пазы шайбы;
- — надеть стальную упорную шайбу коленчатого вала неизношенной поверхностью к покрытой баббитом поверхности передней шайбы упорного подшипника;
- — напрессовать до упора шестерню коленчатого вала и проверить осевой зазор коленчатого вала.
Проверка производится следующим образом: заложить отвертку (вороток, рукоятку молотка и. т. п.) между первым кривошипом вала к передней стенкой блока цилиндров и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя.
С помощью щупа определить зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Зазор должен быть в пределах 0,075—0,175 мм;
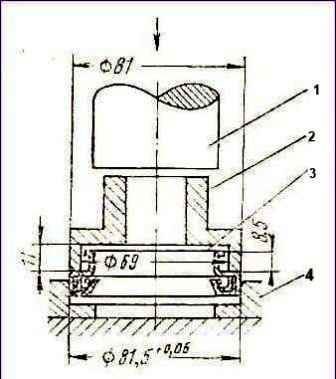
- — произвести подсборку шатунно-поршневой группы:
очистить днища поршней и канавки для поршневых колец от нагара, как показано на рис. 6;
- — в случае замены поршня, поршневого пальца или шатуна необходимо:
- — вынуть с помощью плоскогубцев стопорные кольца поршневого пальца;
- — на приспособлении вынуть поршневой палец (поршневые кольца перед этим должны быть сняты);
- — подобрать новые поршни по гильзам с зазором 0,012—0,024 мм.
Подбор проверяется протягиванием при помощи пружинного безмена ленты-щупа, заложенного между поршнем и цилиндром.
Щуп располагается в плоскости, перпендикулярной оси поршневого пальца.
Поршень должен быть без поршневых колец. Усилие протягивания при нормальной комнатной температуре (+20°с) должен быть в пределах 3,5—4,5 кг.
Размеры ленты: толщина —0,05 мм, ширина — 13 мм, длина — 250 мм;
|
Размерные группы поршней и гильз |
||
|---|---|---|
|
Группа |
Диаметр, мм |
|
|
Поршня |
Гильзы |
|
|
А |
92,000—91,988 |
92,036—92,024 |
|
Б |
92,012—92,000 |
92,048—92,036 |
|
В |
92,024—92,012 |
92,060—92,048 |
|
Г |
92,036—92,024 |
92,072—92,060 |
|
Д |
92,043—92,036 |
92,084—92,072 |
- — подобрать поршневой палец к шатуну так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки под легким усилием большого пальца руки.
Поршневой палец, должен быть слегка смазан маслом.

Цвет маркировки пальца должен соответствовать цвету маркировки на бобышках поршня;
- — произвести подсборку шатунно-поршневой группы на приспособлении (рис. 7).
Поршень перед запрессовкой в него поршневого пальца необходимо нагреть в горячей воде до температуры 70°С; запрессовка пальца о холодный поршень может привести к повреждению поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Вставить стопорные кольца поршневого пальца в кольцевые канавки бобышек поршня;
- — подобрать по цилиндру поршневые кольца; зазор; замеренный в стыке кольца с помощью щупа, должен быть 0,3 — 0,5 мм.
В изношенных цилиндрах наименьший зазор следует делать 0,3 мм;
- — щупом проверить боковой зазор между кольцом и стенкой поршневой канавки (рис. 8).
Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для верхнего компрессионного кольца в пределах 0,050—0,082 мм, а для нижнего компрессионного и маслосъемного колец — 0,035 — 0,067 мм;
- — надеть с помощью приспособления на поршень поршневые кольца. Компрессионные кольца ставят внутренней фаской к днищу поршня, как показано на рис. 12, кольца в канавках должны перемещаться свободно;
- — протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- — повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее нижней мертвой точке;
- — смазать вкладыши, поршень, шатунную шейку вала и гильзу первого цилиндра чистым маслом для двигателя, развести стыки поршневых колец под углом 120° друг к другу, надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом (рис. 9), вставить поршень в цилиндр.
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре; метка на поршне «Назад» должна быть направлена к маховику, а отверстие в нижней головке шатуна — в сторону, противоположную распределительному валу;
- — подтянуть шатун за нижнюю головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна так, чтобы номера, выбитые на крышке и шатуне, были обращены в одну сторону.
Завернуть гайки динамометрическим ключом (момент 6,8—4,5 кГм) и законтрить при помощи штампованной из листовой стали стопорной гайки. Момент затяжки стопорной гайки 0,3—0,5 кГм;
- — в таком же порядке вставить поршень четвертого цилиндра, затем повернуть коленчатый вал на 180° и вставить поршни второго и третьего цилиндров.
Провернуть несколько раз коленчатый вал, который должен вращаться легко от небольших усилий;
- — произвести подсборку распределительного вала:
- — надеть на передний конец распределительного вала распорную втулку и упорный фланец;
- — напрессовать распределительную шестерню на вал и закрепить ее болтом с шайбой;
- — с помощью щупа, вставляемого между упорным фланцем распределительного вала и ступицей распределительной шестерни, проверить осевой зазор распределительного вала, который должен быть в пределах 0,1—0,2 мм;
- — прочистить трубку для смазки распределительных шестерен и привернуть ее с помощью болта и хомутика к блоку;
- — вставить подсобранный распределительный зал в отверстие блока, смазав предварительно его опорные шейки маслом для двигателя.
При зацеплении шестерен зуб шестерни коленчатого вала с меткой «О» должен быть против риски у впадин зубьев шестерни распределительного вала (см. рис. 17).
Боковой зазор в зацеплении должен быть в пределах 0,03—0,08 мм. При большем или меньшем зазоре подобрать другую пару;
- — через отверстия в шестерне распределительного вала прикрепить двумя болтами с пружинными шайбами упорный фланец к блоку;
- — надеть на шейку переднего конца коленчатого вала маслоотражатель выпуклой стороной к шестерне;
- — проверить пригодность к дальнейшей работе сальника, запрессованного в крышку распределительных шестерен.
Если сальник имеет изношенные рабочие кромки или слабо охватывает ступицу шкива коленчатого вала, вставленную в сальник, заменить его новым.
Запрессовку сальника в крышку рекомендуется производить при помощи оправки на прессе, как показано на рис. 10;
— надеть на шпильки прокладку и крышку распределительных шестерен;
- — сцентрировать крышку по переднему концу коленчатого вала при помощи оправки (рис. 11) и завернуть все гайки и болты крепления крышки.
Если нет центрирующей оправки, то установку Крышки можно производить по ступице шкива коленчатого вала.
Ступицу надо напрессовать на коленчатый вал так, чтобы ее конец входил на глубину 5 мм в отверстие крышки.
После этого закрепить крышку гайками, выдерживая одинаковый зазор по окружности между ступицей и отверстием крышки.
Выравнивание зазора производить легкими ударами деревянного или резинового молотка по крышке. После этого окончательно закрепить крышку;
- — удалить центрирующую оправку и напрессовать ступицу шкива коленчатого вала;
- — завернуть в коленчатый вал храповик, предварительно надев на него пружинную шайбу.
Проворачивая за храповик коленчатый вал, проверить, не задевает ли отражатель за крышку распределительных шестерен из-за погнутости отражателя или ослабления посадки на ступице;
- — привернуть шкив коленчатого вала к ступице;
- — установить масляный насос в сборе с маслоприемником;
- — установить привод прерывателя-распределителя;
- — поворачивая коленчатый вал, совместить метку в. м. т. на ободе шкива коленчатого вала с указателем на крышке распределительных шестерен (см. рис. 14).
Кулачки распределительного вала, приводящие в действие клапаны первого цилиндра, должны быть при этом направлены вершинами в противоположную от толкателей сторону (в сторону поддона картера) и расположены симметрично, как показано на рис. 12;
- — проверить осевой зазор валика привода при помощи щупа, вставляемого между корпусом привода и шестерней.
Зазор должен быть в пределах 0,15—0,40 мм;
надеть на шпильки крепления привода прерывателя-распределителя прокладку;
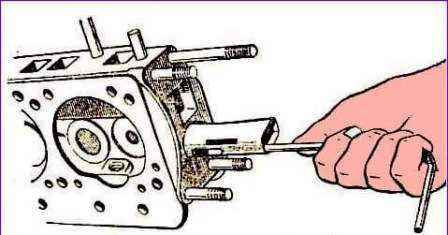
- — повернуть валик привода в положение, показанное на рис. 15, а, и поставить привод в гнездо блока цилиндров.
При введении привода в гнездо необходимо поворачивать валик масляного насоса, чтобы конец валика привода вошел в отверстие вала насоса,
В правильно установленном приводе прорезь во втулке валика должна быть направлена параллельно оси двигателя и смещена от двигателя, как показано на рис. 15, б;
- — закрепить привод;
- — проверить наличие зазора в винтовых шестернях распределительного вала и привода прерывателя-распределителя.
Если по какой-либо причине с двигателя был снят только один привод прерывателя-распределителя, его можно установить, не снимая поддона картера.
В этом случае, установив поршень первого цилиндра в в. м. т. хода сжатия, при установке привода слегка поворачивать коленчатый вал в ту или иную сторону.
При правильно установленном приводе, когда поршень первого цилиндра находится в ВМТ. хода сжатия, ротор прерывателя-распределителя займет положение против первого контакта, помеченного цифрой 1 на крышке прерывателя-распределителя;
- — положить на фланец блока цилиндров прокладку поддона картера;
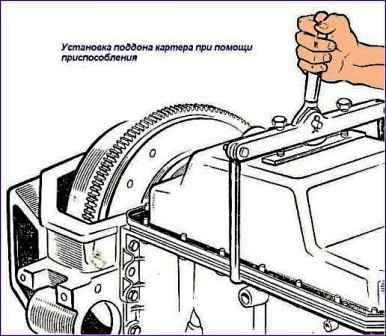
- — установить подсобранный поддон на шпильки, прижать с помощью приспособления (рис. 16) к блоку и закрепить гайками с шайбами;
- — установить и привернуть болтами нижнюю часть картера сцепления;
- — очистить камеры сгорания головки цилиндров от нагара, протереть и продуть сжатым воздухом.
Если необходимо, прочистить отверстия в водораспределительной трубе для чего ее вынуть, как показано на рис. 17;
- — притереть клапаны, для этого необходимо:
- — нанести на притираемую поверхность седла клапана тонкий слой смеси, составленной из одной части микропорошка М-20 (ГОСТ 3647—59) и двух частей масла индустриального 20 (веретенного 3) (ГОСТ 1707—51).
Перед употреблением смесь тщательно перемешать;
надеть на стержень клапана технологическую пружину, вставить клапан в направляющую втулку. Внутренний диаметр пружины должен быть около 10 мм.
Усилие пружины небольшое; она должна слегка приподнимать клапан над седлом. При легком нажатии клапан должен садиться на седло;
- — прижать резиновый присосок к верхней плоскости головки клапана. Поверхности присоса и клапана должны быть сухими и совершенно чистыми;
- — вращая ручку присоска поочередно то в одну, то в другую сторону и одновременно перемещая клапан вверх и вниз, добиться на рабочих поверхностях седла и головки равномерной матовой фаски на всей окружности.
Перед началом притирки следует проверить, нет ли коробления головки клапана и пригорания клапана и седла.
При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Если зазор между клапаном и втулкой превышает 0,25 мм, то герметичность, также не может быть восстановлена, В этом случае клапан и втулку следует заменить новыми.
Клапаны (в запасные части) выпускаются стандартного размера, а направляющие втулки — с внутренним — диаметром, уменьшенным на 0,3 мм (для развертывания их под окончательный размер после запрессовки в головку цилиндров).
Выпрессовка изношенной направляющей втулки производится с помощью выколотки (рис. 18).
Седла клапанов удаляются фрезерованием твердосплавным зенкером.
Ремонтные седла имеют наружный диаметр на 0,25 мм больше, чем стандартные, поэтому гнезда для седел растачиваются до размеров:
— для седла впускного клапана — 47,25+0,027 мм и для выпускного — 38,75+0,027 мм.
Седла клапанов и направляющие втулки перед сборкой надо охладить в двуокиси углерода (сухом льду), а головку цилиндров нагреть о температуры 160—175°С.
Седла и втулка при сборке должны вставляться в гнезда головки цилиндров свободно или с легким усилием.
После установки седла металл головки цилиндров при помощи плоской оправки диаметром 49 или 41 мм, соответственно, центрируемой по отверстию в седле, завальцовывается вокруг седла.
Запрессовка новой втулки производится со стороны коромысел с помощью выколотки.
Втулка после запрессовки должна выступать над плоскостью головки цилиндров на 22 мм.
После запрессовки развернуть, отверстие втулки до диаметра 9+0,022 мм, а фаски седел прошлифовать, центрируя по отверстию во втулке.
Для шлифовки седел можно использовать приспособление, показанное на рис. 19.
Разжимная оправка устанавливается в обработанное отверстие во втулке, а хвостовик оправки служит осью для шлифовального круга с фаской под углом 45°.
Привод шлифовального круга осуществляется небольшим электродвигателем.
При шлифовке следует обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,03 мм общих показаний индикатора.
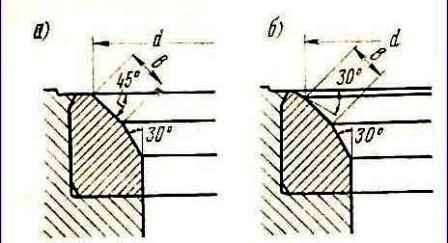
Фаски шлифуют под углом 45°. Наружный диаметр «d» (рис. 18) фаски у седла для впускного клапана должен быть 46 мм, а у выпускного — 35 мм.
Ширина фаски «в» должна быть у седла впускного клапана 1,8—2,3 мм, у выпускного — 2,3—2,5 мм.
Ширина фаски обеспечивается расшлифовкой отверстия седла под углом 30°, как показано на рис. 80, а.
При шлифовке изношенных седел наружный диаметр фаски получается больше указанных выше размеров.
В этом случае наружный диаметр фаски доводят до необходимого шлифовкой торца седла под углом 30°, как указано на рис. 18, б.
После шлифовки седел и притирке клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли.
Стержни клапанов перед сборкой смазываются смесью, состоящей из семи частей масляного коллоидно-графитового препарата (ГОСТ 5262—50) и трех частей авиационного масла МС-20;
- — вставить клапаны во втулки согласно сделанным меткам и собрать их с пружинами.
- — Убедиться, что выступы сухарей вошли в кольцевую канавку стержня клапана;
- — надеть на шпильки головки цилиндров прокладку, установить головку и закрепить ее гайками с шайбами.
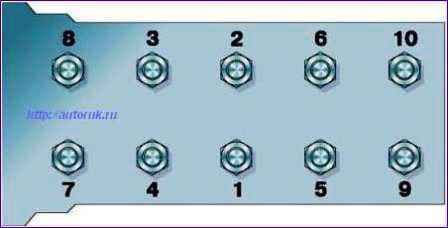
- — Затянуть гайки динамометрическим ключом с моментом 7,3—7,8 кГм, соблюдая порядок, указанный на рис. 19;

- — прочистить проволокой и продуть сжатым воздухом отверстия в коромыслах, в оси коромысел и регулировочных винтах, отверстие в задней стойке оси коромысел и в головке цилиндров.
Проверить надежность посадки втулок коромысел.
В случае слабой посадки во время работы втулка может сместиться и перекрыть отверстие смазки штанги толкателя клапана.
Такие втулки необходимо заменить;
- — произвести подсборку оси коромысел. Перед постановкой каждого коромысла смазать его втулку маслом для двигателя.
Размерные группы толкателей
|
Наружный диаметр, мм |
Маркировка |
Диаметр, мм |
Цвет маркировки |
Зазор, мм |
|---|---|---|---|---|
|
25-0,06-0,022 |
1 |
25+0,023+0,011 |
Голубой |
0,038 0,019 |
|
25-0,015-0,022 |
2 |
25+0,011 |
Желтый |
0,033 0,015 |
Коромысла и стойки собираются на оси в таком положении, чтобы смещение отверстий под шпильки крепления в стойках было обращено к регулировочным винтам коромысел.
Четвертая (задняя) стойка должна иметь на нижней плоскости отверстие для прохода масла;
- — вставить толкатели в гнезда согласно меткам на них. Толкатели и отверстия в блоке предварительно смазать маслом для двигателя;
- — вставить штанги в сборе с наконечниками в отверстия в головке цилиндров;
- — установить подсобранную ось коромысел на шпильки и закрепить гайками с шайбами.
Регулировочные винты своей сферической частью должны ложиться на сферу верхнего наконечника штанги;
- — установить зазоры между торцом стержня средних клапанов и носком коромысла 0,35—0,40 мм, а крайних клапанов (выпускных первого и четвертого цилиндров) — 0,30—0,35 мм.
Сделать это надо, как указано в статье «Регулировка зазоров клапанов двигателя ЗМЗ-402»;
- — поставить прокладку и крышку коромысел и закрепить их винтами с шайбами;
- — смазать и надеть на переднюю крышку коробки передач муфту выключения сцепления в сборе с подшипником и закрепить оттяжную пружину;
- — поставить и закрепить коробку передач;
- — поставить вилку выключения сцепления;
- — поставить детали и агрегаты двигателя, соблюдая обратную последовательность.
Про саму сборку много писать не буду, напишу только о некоторых важных тонкостях при сборке мотора. Некоторые из них играют не последнюю роль для правильной работы мотора.
Для начала расскажу про коленвал.
Перед окончательной установкой нужно поставить вал на место без смазки на сухую, без набивки.
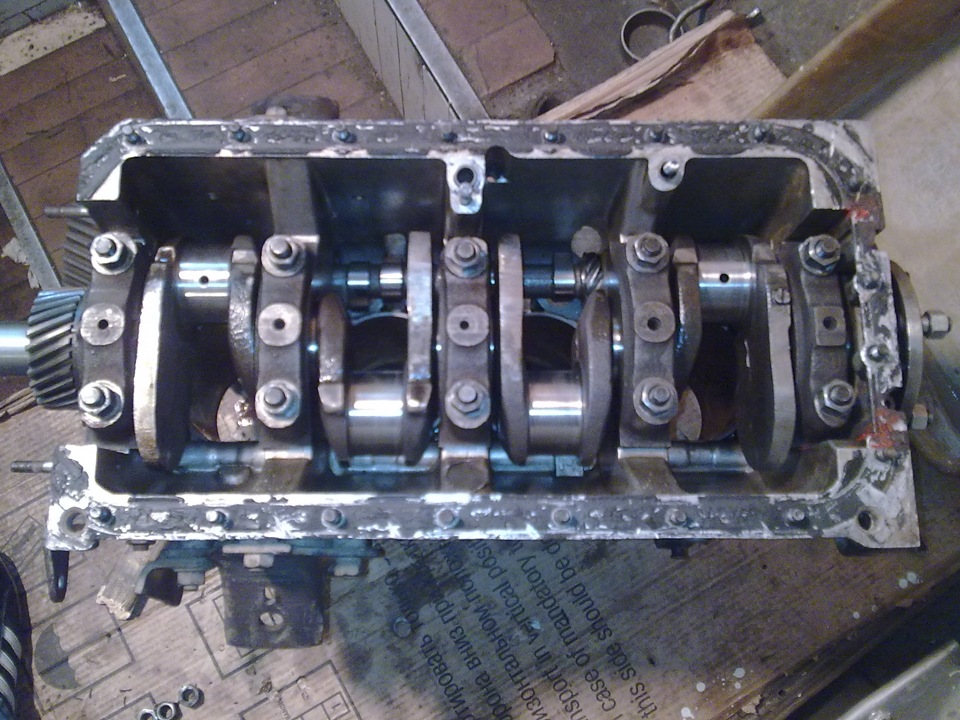
Так же надо предварительно убрать продольный люфт. Для этого я использую алюминиевые банки из под пива =). Бывают разной толщины, подбираем чтоб вал не зажимало но и люфта чтоб не было.

Далее соблюдая все моменты и порядок затяжки закрепить вал на место. Если все правильно расточили должно крутится от руки без особых усилий (за шпильки крепления или за противовесы — руками). И в то же время вал не должен люфтить в поперечном направлении. Если при проворачивании чувствуется закусывание — значит либо вал кривой, либо блок (особенно если двиган был стуканут). Если закусывание есть но не большое это не страшно, просто после снятия будет видно где на вкладышах натирает. Так же при свободном вращении тоже натрет. Вот эти места нужно немного подшлифовать мелкой шкурочкой (800-1000) в солярке и обязательно не путать вкладыши после такой проверки (то есть где сняли туда и поставили обратно). При свободном вращении проделать тоже самое но менее интенсивно. Далее снова проверить но уже с маслом — больше натираний не должно быть.
То же самое проделываем с шатунами.
В итоге все должно крутится от руки. А если проверять с маховиком то вал должен сам прокручиваться на 1-1,5 оборота после вращения. Опять же повторюсь люфты не допускаются. Для масляной пленки люфт в ручную не чувствуется. Просто многие расточники любят просаживать размеры и точат больше чем положено, так как качество валов и блоков данных моторов плохое, и чтоб им не возвращали из за тяжелого прокручивания валы из за плохой соосности в блоке они просаживают размеры — в итоге люфт хоть и не большой обеспечен.
Набивка
Использовать только качественную («мерседесовскую») и ставить по вращению коленвала на сгон масла по плетению.
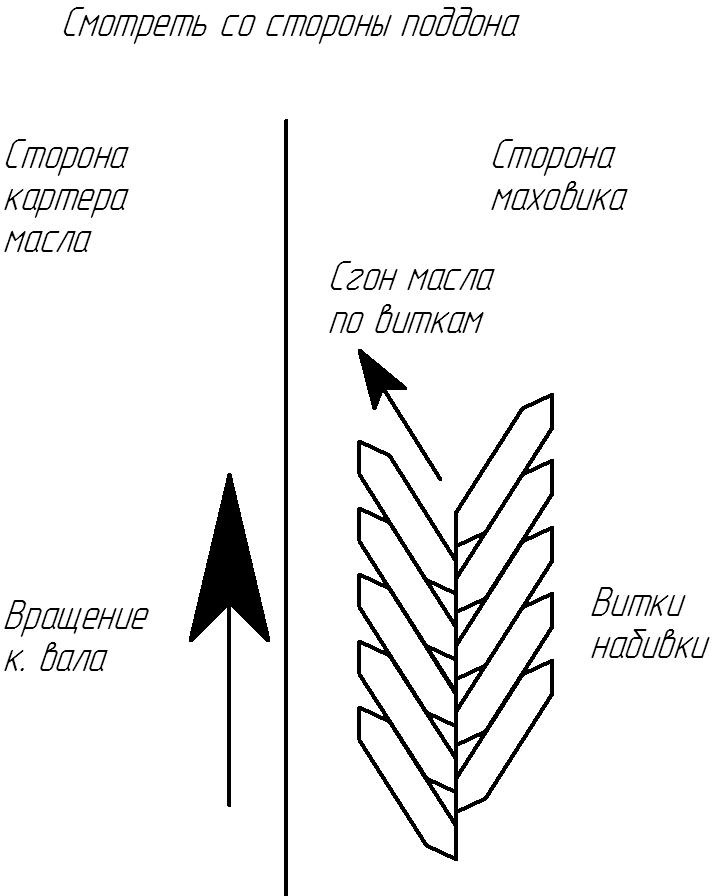
Предварительно подбив молотком и смазать обильно маслом установить плотно с усилием в канавки.
Отрезать не под корень (оставляя по 1-1,5мм) — зажмет. Флажки смазывать герметиком и и при установке забивать их бородком до правильной посадки а не срезать концы. Так как при установке крышки с набивкой они сползают немного вверх.
Далее про гильзы.
Гильзы должны быть выше блока (выступать) на 0,01-0,1мм. Лучше на 0,05мм =) (Замеряется при снятии ГБЦ. И соответственно делается вывод — оставить как есть, просадить или поднять). При установке новых гильз не определить (Выступ будет большой, так как прокладки под гильзами не сжаты) но все же можно прикинуть по старым гильзам как они сидели и т.д. При малом выступе гильзы плохо зажимает в блок и они «болтаются» на высоких оборотах, так же высок риск прогорания прокладки ГБЦ. Слишком большой выступ не даст головке хорошо сесть на блок и по стыку может выходить охлаждающая жидкость. Но самое главное чтоб гильзы выступали все на одном уровне! Под мои гильзы нет не медных не резиновых колец как под стандартные гильзы 402 и 417 соответственно. Я так же пользуюсь пивными банками и очень даже успешно. Главное все хорошо промазать качественным высокотемпературным герметиком.
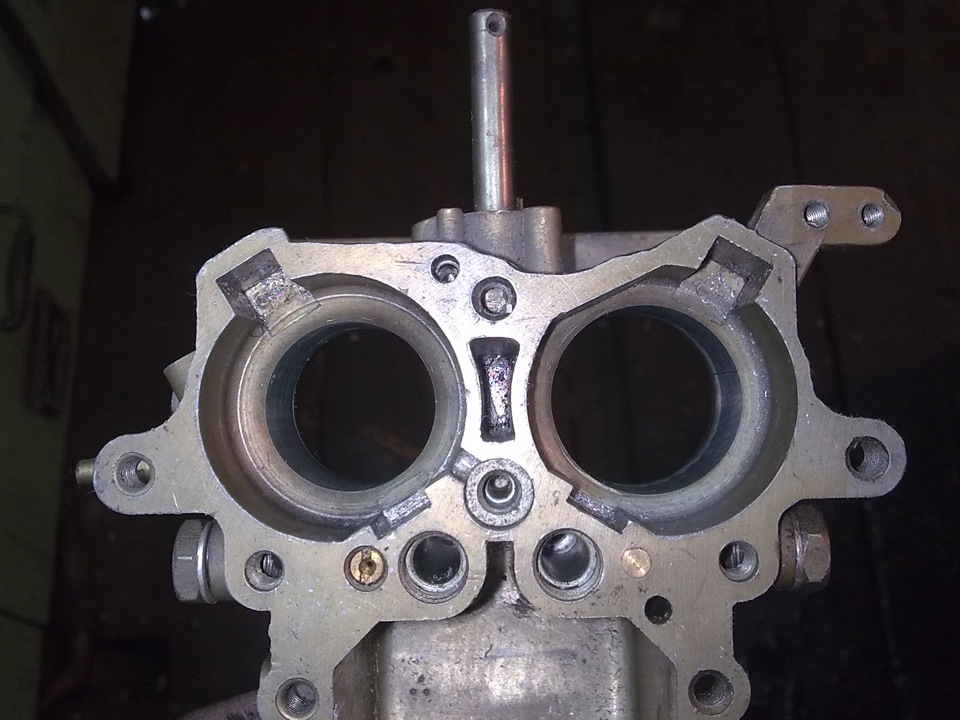
Распредвал.
Распредвал выбирать при замене только с микрометром, и выбирать из большой или хотя бы имеющейся в магазине кучи, так как качество никакое и шейки обычно просажены чуть ли не на десятки. Так же шестерня должна сидеть без люфта и насаживаться только запрессовкой. Если есть люфт и садится она свободно нужно закернить посадочное место на валу и будет норм =). Шестерни тоже делают кривые. Поэтому я сделал разрезную).
После всех регулировок я повернул распредвал (относительно не разрезанной) на 4-5 градусов назад относительно вращения (на фото можно увидеть смещение отверстия) — угол запаздывания закрытия после НМТ впускного клапана увеличится на эти самые градусы. Это даст небольшую прибавку на более высоких оборотах.

Голова
Многие при ремонте не обращают внимание на пружины. А их не помешает проверить, особенно после перегрева!
Лучше всего проверять специальным устройством где можно определить величину преднатяга на засухаренной пружине. Приспособу так же можно соорудить самому. Но в принципе все можно примерно прощупать руками. Просаженная пружина заметно мягче нормальной.
Совсем просаженные видно на глаз =)

А вот нормальные

Так же проверяем и малые пружины.
На просаженных пружинах клапана будут зависать даже на средних оборотах — потеря мощности.
На головках где используется одна но более жесткая пружина 24я рекомендую заменить на две. В паре они жестче одной и пара пружин позволяет нейтрализовать резонанс пружин (по идее для этого и поставили 2 шт а не для страховки как многие думают).
Сухарики тоже бывают разные кривые. Нужно чтоб клапан торчал из тарелки обязательно.

Прокладку тоже нужно выбирать качественную, она на ощупь более плотная и не смазана огромным количеством графитки. И на ней есть герметик. Плохую прокладку можно определить сразу когда будете тянуть гбц к блоку. Не будет чувствоваться четки упор, она будет давиться и давится. В итоге ее быстрее пробьет.
Update: Прокладки с герметиком брать только производства Фритекс. Остальные дрянь. Так что либо Фритекс, либо старинные без герметика.
Так же если на прокладке отверстия маленькие круглые их лучше увеличить по форме каналов в гбц и сделать их чуть меньше чем в головке. Вырезать меленьким острым зубилом.

.
А вообще, по прокладкам на 24Д…, 402 можно почитать тут. Все хорошо расписано.
Так же часто встречается что штанги задевают гбц и стираются в месте касания. А так как мои штанги еще и на 1 мм толще я просверлил отверстия в гбц на 1,5мм больше. В итоге не доглядел и попал в масленный канал.

На прошлой головке отверстия увеличены на 1 мм и небыло подобного. Опять же тут литьё сыграло злую шутку. Но я решил данную проблему вставкой трубки в канал предварительно увеличив его по трубке, и все четко (правдв времени потратил не мало чтоб добится герметичности). Так что нужно внимательнее осматривать литье при таких процедурах =).
Ну и так общие советы.
Используйте хороший гермитик без применения прокладок там где это возможно. Я в своем моторе прокладки использовал только под клапанную крышку (резина), коллектора (металлоасбест с герметиком) и ГБЦ. Боковая крышка пробковая с промазыванием герметиком с обоих сторон. Все остальное на герметик. Так же сквозные болты и шпильки нужно садить на герметик. Вот залог сухого мотора.
У многих из под бензонасоса «ПЕКАР» бежит масло. Дело в том что пекаровцы (бл…) сделали тонкий ответный фланец крепления насоса (на старом с клапанами фланец крепче) и его выгибает при работе. И ни какие прокладки обычно не помогают на 100%. Для решения этой проблемы я зарепил этот флянец еще на четыре шпильки м5. И без каких либо прокладок на качественный герметик.

У многих из под трубки переходника масленного фильтра бежит масло. Посмотрите на качество изготовления этой трубки)

Так вот ее надо подогнуть по месту чтоб она подходила по отверстиям и прижималась болтами без напряженного состояния. Так же ее нужно ставить на медные, предварительно обоженные шайбы. Можно на алюминиевые, они лучше держат но одноразовые. Так же не помешает промазать их герметиком.
Переднюю крышку затягивать только после установки флянца шкива к.вала. так как часто она затягивается со смешением относительно флянца и сальник на крышке прижимается к флянцу не по всей коружности равномерно — течь обеспечена, хоть и не сразу. По этому затягивать крышку следует только после центровки отверстия на крышке с флянцем к.вала.
Ну и так для кучи суда же напишу что я сделал для установки насоса ГУРа. Неподвижный кнонштейн найти сложно и не дешего он стоит. Сделал его из толстого уголка (5мм) и стандартной лапы опроры мотора.



Если кому надо чертежи — поделюсь.
Покупать за 3000 руб шкив к.в. совсем бред. Нужно проточить такой же ручеек на расстоянии 18мм (точно такое же расстояние между двумя стандартными ручьями) и все. Балансировка при этом не сбилась, проверял в сборе с коленом маховиком и сцеплением. Все отлично. Но опять же зависит от литья.

Ну и собранный мотор. Снова покрасил =)

А это на затравочку на будущие записи=)
В этой статье вы найдёте:
- 1 Капитальный ремонт ЗМЗ 402
- 1.1 К чему готовиться
- 2 Этап первый, подготовительный
- 2.1 Детали для сборки мотора:
- 2.2 Расходные материала:
- 3 Этап второй. Снятие двигателя
- 4 Этап третий. Закупки и подготовка к сборке
- 5 Этап четвертый. Сборка двигателя и его установка
- 5.1 А теперь самый важный этап:
Капитальный ремонт ЗМЗ 402
Вообще моторы линейки ГАЗ 21А — ЗМЗ 402 — достаточно живучие, и прощают своим владельцам очень многое. Их пробег до капитального ремонта обозначен заводом в 200 — 250 тысяч километров (по некоторым источникам 150-200), однако, в зависимости от режима эксплуатации, ремонт может потребоваться и на 50 000, а может и на 400 000. Не последнюю роль здесь играет и качество комплектующих, которые были использованы при предыдущем ремонте, и качество ГСМ, и ваше собственное ответственное отношение к обслуживанию мотора, и, конечно, ваша манера вождения. Но, как бы там ни было, рано или поздно мотор попросит вас о том, чтобы вы пощупали его за шейки коленчатого вала.
К чему готовиться
Если вы никогда раньше не запускали свои руки в моторы, но в детстве с удовольствием играли в конструкторы, заниматься капремонтом вам, скорее всего, даже понравится. Мотор достаточно простой, детали у него крупные, и собирается все без особенных сложностей. Главное — все делать аккуратно, с головой, и заранее приготовить все, что будет необходимо. Если никуда не торопиться и работать размеренно, вам потребуется три дня.
В первый день вы снимите мотор, разберете его и проведете дефектовку. Станет понятно, что нужно покупать и что делать с ремонтируемыми деталями.
Второй день уйдет на покупку всего необходимого и ремонт деталей в специализированной мастерской (проточка и балансировка вала и т.д.). Некоторые наивно полагают, что они успеют пройти эти этапы с утра пораньше, и в этот же день приступить к сборке и установке мотора. Не питайте иллюзий. Вам обязательно придется объездить половину города из-за какой-нибудь прокладки, которая вчера у всех была, а вот сегодня утром ее купили, а она была последняя. Это нормально. Кроме того, ваши планы может разрушить загруженность заказами токаря, и тут уж как сможете договориться.
Третий день у вас уйдет на неспешную сборку и установку мотора. Затем пробный запуск и поиск причины, по которой мотор не хочет заводиться. К глубокой ночи, все будет готово.
Конечно, времени может уйти и больше, но это уж как работать. Если крутить гайки между глотками пива, то можно и за неделю не управиться.
Можно управиться и за день. Это в том случае, если вы настроены решительно и сразу купили весь комплект деталей, которые можно сменить. То есть, меняете все на новое, не глядя.
Итак, начнем…
Этап первый, подготовительный
Пожалуй, это один из самых важных этапов. От того, насколько хорошо вы все подготовите, будет зависеть и качество ремонта, и то, сколько времени вы на него потратите.
Начните с поиска удобного гаража со смотровой ямой, большим крепким верстаком, освещением и, по возможности, лебедкой. Если лебедку найти не удастся, вам понадобится четверо (можно и двое) помощников — для того, чтобы вынуть мотор из отсека, а потом и установить его на место. Помощников начинайте искать заранее, это задача не простая. В принципе, помочь готовы почти все ваши друзья, но вот именно в этот день они помогают копать огород, встречают тещу или обещали что-нибудь жене…
Инструменты и приспособления:
прочная веревка или матерчатый трос для извлечения мотора из отсека;
труба длинной 3,5-4 метра, также понадобится при извлечении мотора;
обрезок толстостенного уголка, дрель со сверлом на 8,5, болгарка с отрезным диском, штуки четыре длинных качественных болта на 8 с шайбами и гайками (это добро нам понадобится для изготовления съемника ступицы коленвала и текстолитовой шестерни распредвала);
набор головок с трещеткой;
набор накидных и рожковых ключей (есть места, где головками вы подлезть не сможете);
динамометрический ключ;
оправка для посадки поршневых колец;
фальш-валик для центровки диска сцепления.
пассатижи, куда же мы без них;
хороший слесарный молоток граммов на 400-500;
легкий молоток на 200 граммов;
монтировки (они нам понадобятся на этапе съема мотора с подушек и потом при установке);
подкатной или винтовой домкрат, а лучше два;
хорошая шлицевая отвертка;
деревянные подкладки. Их мы используем в качестве временной опоры коробки передач, когда мотор будет снят;
емкости для слива технических жидкостей;
обрезок шланга на 12 мм, для слива тосола (если на радиаторе есть сосок для слива);
много ветоши;
кисточка для отмывания деталей;
спиртовой фломастер или маркер;
кернер для указателя меток.
Детали для сборки мотора:
поршневая (многие рекомендуют костромскую ПОН, это действительно хороший выбор);
медные уплотнительные кольца под гильзы;
упорные шайбы коленчатого вала;
комплект коренных вкладышей соответствующего размера;
стопорные пластины для коренных крышек двигателя;
поршневые кольца;
сальниковая набивка;
передний сальник коленчатого вала;
дополнительные уплотнения задней коренной крышки (четверки);
прокладка под головку;
прокладка под бензонасос;
прокладка помпы (если будете снимать);
прокладка клапанной крышки (возможно);
прокладка между коллектором и приемной трубой;
латунные или медные гайки для крепления приемной трубы (их прелесть в том, что они не прикипают насмерть, а уж если вы их перед закручиванием смажете графитовой смазкой…);
прокладка передней крышки ГРМ;
прокладка поддона;
запасная возвратная пружина выжимного подшипника, так как, скорее всего, вы забудете отцепить эту пружину при снятии мотора и она будет растянута или оборвана — не переживайте, это случается почти со всеми;
новые патрубки системы охлаждения;
подушки двигателя (скорее всего, у вас будет идеальная левая подушка и совершенно раздавленная правая).
Расходные материала:
— свежее моторное масло соответствующей вязкости на ваш выбор (если вы все сделали так, как нужно, можно и синтетическое. Не переживайте, не потечет);
— новый масляный фильтр;
— тосол или иная охлаждающая жидкость на ваш вкус (раз уж все равно сливать охлаждающую жидкость полностью, заодно промойте систему и залейте свежую);
— литол или иная консистентная смазка;
— фиксатор резьбовых соединений — есть такая паста, весьма полезная штука (помимо предотвращения самоотворачивания гаек, она еще и заполняет резьбу, препятствуя возникновению коррозии в соединении. В следующий раз отворачивать будет легче);
— WD-40 или иную проникающую смазку (наверное, этот пункт можно было бы отнести и к инструментам, ибо «жидкий ключ»);
— Графитовая смазка для смазки резьбы на шпильках крепления приемной трубы (это упростит вам разборку в будущем);
— бензин или растворитель для отмывки деталей;
— герметик (многие рекомендуют использовать только герметики ABRO, однако серый силиконовый герметик казанского производства справляется ничуть не хуже).
Итак, вы все подготовили и выбрали подходящее время. Помощники тоже наличествуют. Можно переходить к операции по демонтажу.
Этап второй. Снятие двигателя
Заезжаем на яму, ставим машину на стояночный тормоз. Не на передачу, как вы всегда делаете, а именно на ручник. Дополнительно ставим под колеса упоры.
Открываем капот и снимаем клеммы с аккумулятора.
Накрываем крылья какими-нибудь покрывалами, иначе есть риск испортить краску.
Заливаем WD-40 гайки крепления приемных труб к выпускному коллектору. Вообще эту операцию желательно провести еще с вечера, а перед разборкой повторить, так как скорее всего, соединение закисло насмерть.
Фломастером обводим места примыкания петель к капоту. Эта простая операция избавит вас от лишних движений по настройке положения капота при сборке. Просто поставите на место по меткам — и все.
Отворачиваем болты и снимаем капот.
Идем под машину в яму и сливаем масло с картера и охлаждающую жидкость с радиатора.
Снимаем патрубки радиатора, отворачиваем сам радиатор и снимаем его.
Снимаем крыльчатку вентилятора.
Снимаем водяную помпу и генератор (провода с генератора можно пометить флажками из изоляционной ленты и подписать). Вообще имеет смысл пометить все, что вы отключаете, флажками с подписями.
Отворачиваем масляную магистраль от стакана фильтра и снимаем сам корпус фильтра. Перед этим не забываем слить с него отстой.
Отворачиваем и снимаем кран и трубку масляного радиатора.
Снимаем кастрюлю воздушного фильтра, отсоединяем подачу топлива и шланг вакуумного корректора опережения зажигания от карбюратора. Отсоединяем привод дроссельной заслонки и снимаем его.
Откручиваем гайки, крепящие приемные трубы. Они будут отчаянно сопротивляться, но вы должны быть сильнее.
Снимаем трамблер, свечи с проводами и бензонасос.
В принципе, можно извлечь мотор и в сборе (некоторые вынимают его даже вместе с КПП), но намного удобнее будет предварительно снять с него головку блока.
Снимаем клапанную крышку. Отворачиваем гайки крепления головки, отпуская их поочередно в том же порядке, что и при затяжке (от центра к краям). Отпускать нужно тоже понемногу. Снимаем головку вместе с коллекторами и карбюратором. Это может оказаться непростой задачей, так как головка, скорее всего, прикипела к прокладке, а прокладка — к двигателю. Также часто окислы скапливаются в отверстиях, где проходят шпильки. Здесь вам пригодятся тяжелый молоток и чурбачок. Аккуратно, без фанатизма, обстучите головку через брусок по периметру, пока она не отойдет от прокладки. Не пользуйтесь металлическими инструментами как клиньями. Так вы повредите привалочные поверхности и потом будете иметь вечно потеющий тосолом мотор. В крайнем случае, можно использовать деревянные клинья.
Вынимаем штанги и, подписав, какая из них где стояла, убираем в сторонку. Затем откручиваем крышку толкателей на боку блока и извлекаем толкатели. Их также нужно подписать. Эти детали хорошо приработались и, если нет нужды в их замене, устанавливаются на свои места.
Ставим машину на третью передачу и отворачиваем храповик со ступицы коленвала. Он может отказаться с вами сотрудничать, тогда ставим ключ так, чтобы он уперся в кузов через деревяшку и слегка раскачиваем машину вперед и назад. Мотор отвернет гайку сам.
Снимаем стартер. Одна гайка крутится из-под капота, вторая из-под днища.
Снизу смотрим на колокол сцепления и находим медную косу, которая соединяет его с кузовом. Косички может и не быть, ее могли оборвать при предыдущем съеме мотора. И именно поэтому у вас бледно горят габариты. Просто масса на кузове была плохая. При сборке, обязательно восстановите это соединение.
Отворачиваем гайки крепления КПП и подпираем ее нашими подкладками.
Подпираем заднюю часть мотора домкратом.
Обвязываем мотор ремнями и цепляем лебедку, если она имеется.
Отвинчиваем рабочий цилиндр сцепления, вынимаем вилку и снимаем пружину, возвращающую на место выжимной подшипник.
Отворачиваем двигатель от подушек и потхонечку пытаемся приподнять его лебедкой, одновременно пошатывая взад-вперед монтировкой, пока он не отойдет от КПП.
Далее, если есть лебедка, поднимаем мотор, аккуратно поправляя его, из ямы, в то время как один из помощников поправляет его сверху, следя, чтобы он ничего не задел. Когда мотор вышел из отсека, просто откатываем из под него машину и опускаем.
Если лебедки нет, процедура будет физически потяжелее. Сквозь ремни, которыми мы с вами обмотали мотор, продевается труба и с двух сторон за нее поднимается мотор.
Итак, мотор перед вами. Теперь его нужно установить на верстаке поддоном кверху. Возможно, вместо верстака вам будет удобнее использовать лист ДСП или иного толстого листового материала размером примерно 1Х1 метр, положенного прямо на пол.
Снимаем поддон и ставим его рядом. Он будет очень удобен для складывания в него снятых деталей, например масляного насоса, который вы снимаете сразу после него.
Обратите внимание, часто привалочная плоскость поддона картера деформирована. Обычно этому виной чрезмерные усилия при затяжке гаек его крепления. Обязательно устраните все неровности. Иначе масло будет сочиться даже при самой крутой прокладке и толстенном слое герметика.
Снимаем поддон картера сцепления.
Теперь нам нужно спрессовать переднюю ступицу коленчатого вала. На самом деле, это не так уж и сложно.
Практически все детали автомобилей Волга, которые напрессовываются на свои места, имеют встроенные съемники. Если деталь не снимается руками, не надо долбить по ней молотком, просто найдите резьбовое отверстие съемника.

Ступица КВ — не исключение. Для начала снимите с нее шкив, потом приложите обрезок уголка и наметьте кернером отверстия напротив резьбовых отверстий во фланце. Просверлите уголок и отрежьте от него лишнее. Далее, мы просто берем подходящую по диаметру головку, ставим ее так, чтобы она уперлась в передний конец коленвала. Накручиваем на наши болты гайки. Прикладываем уголок к ступице через головку, упертую в носок колена. Через отверстия в уголке вворачиваем болты в ступицу. А теперь просто начинаем поочередно подтягивать гайки. Ступица достаточно легко снимется.
Некоторые просто вкладывают полоски металла между фланцем ступицы и крышкой шестерен и вворачивают болты. Упираясь в подкладки, болты так же стягивают ступицу с вала. Но тут есть риск деформировать переднюю крышку.
Ну и вариант для тех, у кого уголка не нашлось — купите в магазине специальный съемник. Вещь полезная, он вам много где потом пригодится.
Осмотрите ступицу, если на ней есть повреждения или следы от работы сальника, меняйте, иначе сальники так и будут течь.
Снимите крышку шестерен. Здесь нас будет интересовать состояние пластиковой шестерни. При необходимости, она спрессуется ровно так же, как ступица с коленвала — либо самодельным, либо фабричным съемником. Вообще, раз уж залезли, лучше текстолитку поменять. Стоит она не дорого, а ради нее потом лезть в ГРМ специально, удовольствия мало.
Проверьте, не люфтит ли распределительный вал, нет ли его продольного перемещения. Если такая проблема имеется, вам придется его заменить или отремонтировать в мастерской. Соответственно, выпрессовке подлежат и старые втулки, их пять, они все разного размера, сажаются в блок последовательно, а затем прогоняются развертками и, в идеале, проходятся калиброванными шарами для уплотнения. Самостоятельно вы такую операцию провернуть сможете, но вам потребуется и инструмент, и готовность к тому, что процесс трудоемкий. Лучше доверьте это дело мастерской. В таком случае, текстолитку можно не спрессовывать. Просто поверните ее так, чтобы через ее окна стали доступны болты, крепящие упорный фланец распредвала. Выкручиваем их и вынимаем вал.
Осмотрите внимательно металлическую шестерню на коленвале. Если она не люфтит, то и не трогайте ее. Она изнашивается крайне неохотно, и вряд ли ваш случай уникален. Единственная проблема, которая встречается, — это разбитый шлиц для шпонки, фиксирующей шестерню от проворачивания или деформированная, собственно, шпонка.
Теперь вам открылась возможность снять коленвал. Сначала открутите шатуны, а затем и коренные крышки. Обратите внимание, крышки пронумерованы, на них стоят метки. При этом, нумерация может начинаться со второй крышки (она будет помечена как первая). При сборке, каждая крышка ставится строго на свое место, они не взаимозаменяемы, более того, не бывает крышек в запчасти. То есть, если вы загубили каким-то образом одну (потеряли по безолаберности, стукнули молотком, как-то умудрились ее погнуть), менять будете весь блок.
Альтернативой замене является ремонт блока. Крышки коренных подшипников стачиваются со стороны прилегания к опорам, притягиваются на свои места, а затем блок снова протачивается под шейки коленчатого вала. Операция сейчас выполняется далеко не в любой мастерской и стоимость ее не маленькая.
Итак, мы сняли все бугели, теперь снимаем вал, прямо с маховиком, и ставим его «на попа» То есть, на маховик.
В заднем торце коленчатого вала имеется подшипник, в который входит конец первичного вала КПП. Чаще всего, он не нуждается в замене, но если вы решились на эту операцию, старый снимается так: Набиваем отверстие подшипника литолом или иной консистентной смазкой, затем выбираем пруток подходящего диаметра и, вставив его в отверстие внутренней гильзы, бьем по нему молотком. Смазка, которой просто некуда деваться в такой ситуации, охотно выдавит подшипник из своего посадочного места.
Вдумчиво изучаем состояние вкладышей. Нас интересует наличие задиров, следы перегрева и другие повреждения. Соответственно, делаем выводы о том, что привело нас к необходимости капиталки: масляное голодание, очень грязное масло или же это естественный износ. Но более всего нас интересует равномерность износа вкладышей. Именно этот момент даст понять, соосны ли в блоке постели вала.
Осматриваем маховик на наличие трещин. Смотрим, сильно ли подъеден венец маховика. Если зубья имеют сильный износ, готовимся к замене венца или маховика целиком. Раз уж мы сняли маховик, обязательно смотрим, что с диском сцепления и самой корзиной. Возможно, стоит заменить и этот узел.
Вынимаем из цилиндров поршни с шатунами.
Проверьте состояние шатунов: нет ли на них следов перегрева, повреждений или иных показаний к замене.
Выпрессовываем гильзы. Здесь нам потребуется специальный съемник, хотя бывает, что они извлекаются без затруднений.
Осмотрите колокол сцепления. Нет ли на нем трещин.
Осмотрите «клюв стартера», нет ли трещин на нем.
Для того, чтобы не искать потом, откуда у вас какая гайка, раскладывайте весь крепеж по отдельным пластиковым стаканчикам, которые предварительно подпишите фломастером.
Еще полезно при разборке фотографировать процесс. Если опыта ремонта моторов мало, фото помогут вам понять «как это вообще раньше стояло». Ну а кроме того, потом вы сможете сделать подробный отчет с фотографиями для размещения где-нибудь на (форуме) DRIVE2 и получить немерено положительной кармы.
После того, как все разобрано, еще раз тщательно проверяем состояние всех деталей. Смотрим резьбы всех болтов, считаем недостающие элементы крепежа и т. д. Записываем, что мы сломали при разборке и демонтаже мотора. Оцениваем состояние масляного насоса, проверяем, не разбито ли у него гнездо, в которое входит шестигранник привода, в каком состоянии шестерни и оси, на которых они вращаются. Обязательно оцените целостность сетки маслоприемника, часто она имеет повреждения.
В общем, проводим тщательную дефектовку всего и вся и записываем все, что нужно приобрести, в блокнот.
В этот же день, если у вас еще осталось немного сил, можно тщательно отмыть все детали. На самом деле, это лучше делать сразу, в процессе разборки, это поможет сразу заметить повреждения и дефекты. Соскабливаем все остатки прикипевших прокладок и следы герметика.
Освобожденный от всего, что снимается, блок, поддон картера двигателя и поддон сцепления, переднюю крышку шестерен ГРМ, грузим в багажник и едем на автомойку. Работают там допоздна, и вечером клиентов не так много. Моем все эти детали с шампуньками и прочей химией, пока все наслоения не сойдут.
Едем в гараж и тщательно удаляем все отложения в блоке. Стараемся не повреждать металл, поэтому работаем без размашистости. Особенно это касается мест посадки гильз.
Расставляем детали сушиться и отправляемся отмываться и отсыпаться.
Этап третий. Закупки и подготовка к сборке
Утром отправляемся в мастерскую по расточке валов. Сдаем свой вал в работу. Заранее предупреждаем мастера о том, что блок у вас просто идеальный и все постели идеально соосны. Как вы это установили не его дело. Его дело — проточить вал строго в ближайший из возможных ремонтных размеров.
Дело в том, что часто встречаются дефекты блока, при которых вал слегка подзакусывает при вращении, соответственно, претензии, чаще всего предъявляются токарю, точившему коленвал. Мол, не так прошлифовал. Вот потому, токари и страхуются, снимая с вала на «сотку» побольше, дабы он гарантированно хорошо проворачивался в постелях.
Также попросите токаря раззенковать после проточки края отверстий в которых сидят пробки грязеуловителей. Не лишней будет подновление маслосгонной накатки на заднем конце вала (иногда ее перерезают на маслосгонную резьбу, что тоже не плохо). Не забудьте записать в блокнот, в какой размер проточены шейки.
Здесь же промерим плоскость головки и отфрезеруем ее, если она в этом нуждается.
Готовый вал нужно будет промерить на биение, а заодно удостовериться в том, что размер верный.
Если все хорошо, жмем руку токарю, расплачиваемся и едем на шиномонтаж. Здесь нам нужно продуть хорошим копрессором каналы вала. Выворачиваем пробки грязеуловителей и тщательно продуваем сжатым воздухом вал. Все, что не выдувается, подчищаем вручную и снова продуваем. Продуваем масляные каналы блока, вывернув пробки на его задней и передней сторонах.
Далее мы едем в мастерскую, которая поможет отбалансировать наш вал в сборе с маховиком и сцеплением.
И только теперь переходим к шопингу.
При покупке все детали распаковываем и все трогаем руками, отсматриваем наличие брака, не стесняемся доставать штангенциркуль, если возникнет желание воспользоваться микрометром… Не сдерживайте себя.
Как уже было сказано, одной из лучших поршневых является ПОН. Достаем гильзы и начинаем опускать в них поршни. Поршень должен проскальзывать через гильзу плавно, с видимым замедлением и при этом нигде не заедать. Также можно провести тест с протягиванием щупа.
Новые поршневые пальцы должны проходить через головки шатунов с некоторым усилием, но без заедания. Люфта быть не должно. Если палец болтается, шатун подлежит замене или перевтуливанию. Процедура запрессовки и развертки новой втулки, достаточно трудоемкая и не всегда с первого раза проходит успешно, поэтому целесообразнее будет просто заменить шатун целиком.
Выбираем вкладыши нужного нам размера.
Новую шестеренку распредвала тщательно сравниваем со старой, нас интересует совпадение меток.
Закупаем все по списку, для крепежа обеспечиваем некоторый запас.
Закупаем эксплуатационные жидкости.
Едем в гараж, берем там напильник и с ним отправляемся туда, где можно добыть во временное пользование кухонные весы с цифровым табло. Наша задача теперь привести все поршни и шатуны к единому весу. Просто взвешиваем и подтачиваем юбки у тех поршней, что тяжелее прочих.
Аналогичную процедуру проворачиваем для шатунов. Подтачивать их можно с верхнего края.
Если все детали у вас отмыты, вал проточен и отбалансирован, все расходники и запчасти приобретены, переходим к финальному этапу этой стадии.
Обзваниваем помощников и убеждаемся, что все они смогут завтра подъехать и поучаствовать в водружении двигателя обратно в моторный отсек.
Отправляемся спать. Завтра день ответственный.
Этап четвертый. Сборка двигателя и его установка
Если вы все хорошо подготовили, и у вас есть весь необходимый инструмент, этот этап не вызовет каких-то сложностей. На самом деле, сборка даже проще разборки. Главное — никуда не спешить.
Установите на опоры коленчатый вал с упорными кольцами и проверьте наличие продольного перемещения. Это делается методом отжимания вала от передней стенки блока с помощью небольшого рычага. Зазор должен укладываться в 0,075—0,175 мм. Зазор измеряем плоскими щупами.
Если зазор больше, желательно попробовать поискать шайбу ремонтного размера, но такие в продаже от чего-то встречаются не часто. Если удача вам не улыбнулась, идем по по пути рационализаторства.
Здесь нам потребуется макетный нож, алюминиевые пивные банки, ножницы. Мы просто обводим шайбу на алюминии и вырезаем из нее подкладочную регулировочную шайбу. Делаем их столько, сколько нужно для получения нормального зазора. Такое решение применяется достаточно давно и вполне успешно, регулировочные подкладки зажмутся между блоком и штатной шайбой, и ничего с ними не будет до следующей капиталки.
Обратите внимание, упорная шайба ставится стальной стороной к блоку, а баббитовой (либо алюминиевой) — к валу.
Отрегулировали осевое перемещение. Теперь вал снимаем и на время откладываем в сторону.
Займемся установкой гильз. Многие полагают, что ничего сложно здесь нет, и они, в целом, правы. Но, гильзы встают в блок определенным образом. На них есть заводские метки, проставленные по нижнему торцу краской или штампом (в случае ПОН). Эти метки при установке должны быть обращены к коллекторам.
В некоторых источниках сказано, что позиция гильзы в блоке произвольная, и ее соблюдение требуется только в случае повторной установки уже работавших в этом моторе гильз без их ремонта. Возможно, это и так, но поставить по меткам не так уж и сложно.
Установите уплотнительные кольца и вставляйте гильзы в блок. Гильзы должны входить относительно свободно. Чтобы они не вышли со своих мест в процессе дальнейших работ, наденьте на верхние шпильки шайбы и обрезки трубок и слегка подожмите гильзы гайками. Выступание гильзы над плоскостью блока при нормальной посадке — 0,02 — 0,1 мм.
В сети встречаются рекомендации смазать посадочные шейки гильз хорошим герметиком. Такое мероприятие может быть оправдано только в том случае, если у вас уж совсем изъеденные коррозией гнезда гильз. В других случаях, пользы от этой операции нет. Медные кольца при затяжке прекрасно заполнят все неровности, и дополнительное уплотнение роли играть не будет.
Вернемся к коленвалу. Устанавливаем в постели блока и в крышки вкладыши. Обратите внимание на положение замков. Хотя их установка, вроде как, очевидна, некоторые умудряются допускать ошибки. Замки вкладышей должны смотреть друг на друга. Смазываем вкладыши свежим моторным маслом и ставим на опоры коленвал. Устанавливаем крышки. Как мы помним, у каждой из них есть свое место. Надеваем новые стопорные пластинки и накручиваем гайки, слегка их подтягиваем. Пробуем провернуть вал. Он должен достаточно свободно проворачиваться от руки. Разумеется, не должно быть каких-то подклиниваний.
Собираем шатуны и поршни. На всех поршнях, как вы заметили, имеется надпись «ПЕРЕД», не станем оспаривать мнение производителя, пусть эта сторона и будет передом. Устанавливаем шатун таким образом, чтобы разбрызгиватели были обращены в сторону от распредвала, то есть, брызгали на стенку цилиндра. Запрессовывать пальцы рекомендуется, предварительно нагрев поршни до 70°С. Фиксируем осевое перемещение пальцев стопорными шайбами и устанавливаем кольца внутренней фаской ко дну поршня. Замки компрессионных колец должны смотреть в разные стороны. Рекомендуется развернуть каждый замок на 120° от предыдущего. Если этого условия не выполнить, сразу после сборки и первого запуска вы будете наблюдать прорыв газов в картер и неравномерную компрессию.
Ставим поршни на свои места, смазав их моторным маслом. Для этого берем поршень, надеваем на него оправку и обжимаем кольца. На шпильки шатуна надеваем резиновые трубки, чтобы не поцарапать шейки вала. Теперь просто аккуратно выдавливаем поршень из оправки на свое место (помним о том, что у поршня есть перед), надеваем шатун на шейку коленвала и слегка притягиваем крышку шатуна. Шатунные крышки, так же как и коренные, не взаимозаменяемы. Каждую ставим правильной стороной на свой шатун. Повторяем операцию четыре раза (или больше, если допустили ошибки и поставили поршни неправильно).
Далее — черед сальниковой набивки. Как ее правильно установить, можно почитать здесь.
Протягиваем вал. Сначала плотно затягиваем гайки накидным ключом, а затем окончательно дотягиваем их динамометрическим ключом. Момент затяжки крышек коренных подшипников 10-11 Кгс*М. Резьбы предварительно смазываем фиксатором резьбовых соединений. Загибаем лепестки стопорных пластин.
Снова пробуем проворачивать вал. Он все также должен вращаться от руки.
Затягиваем шатунные крышки, также смазав резьбы фиксатором. Момент затяжки шатунных крышек 6,8-7,5 Кгс*М. Еще раз проворачиваем вал.
Многие маститые мотористы утверждают, что при полной протяжке, вал должно зажать — мол, при плотной посадке, вы обеспечиваете минимальные зазоры в парах трения, притрется — и будет крутиться нормально. После сборки такой мотор нуждается в холодной обкатке. Если кто не в курсе, выглядит она в точности как таскание автомобиля на тросу за УАЗиком в течение пары часов. Некоторые, особенно выносливые, крутят мотор рукояткой, иногда используется штатный стартер. Такая метода, наверное, могла себя оправдывать, когда мотор ремонтировался с применением непонятных деталей, но если вы все делаете, как положено, и на деталях не экономили, не слушайте таких знатоков. Вал должен крутиться от руки.
Будем считать, что все хорошо. Устанавливаем маховик. Момент затяжки гаек маховика 7,6-8,3 Кгс*М.
Прикручиваем сцепление, центруя его диск с помощью нашего фальшвалика или первичного вала КПП. Момент затяжки болтов сцепления 2,0-2,5 Кгс*М. Обратите внимание, на маховике и на корзине имеются метки, их нужно совместить.
Напрессовываем на распределительный вал его шестерню, притягиваем ее болтом. Смазываем шейки вала моторным маслом и ставим его в блок, совмещая метки на стальной и текстолитовой шестернях. Через окна в шестерне прикручиваем упорный фланец вала к блоку.
Устанавливаем на передний торец коленвала маслоотражающую шайбу. Маслоотражающая шайба должна быть обращена выпуклой стороной к шестерне. Надеваем на шпильки крепления передней крышки прокладку и саму крышку с запрессованным в нее новым сальником.
Герметиком ничего мазать не нужно, при качественных прокладках и отсутствии повреждений на крышке, никаких течей не будет. Ну разве что герметика у вас очень много, и намазать очень хочется… тогда мазните немного, погоды это не сделает, хотя разбирать, в случае чего, будет намного сложнее.
Наживите болты крышки, но не затягивайте, сначала крышку нужно отцентровать по ступице, в противном случае, сальник будет деформирован неравномерно и начнет потеть маслом. Напрессуйте ступицу, слегка подвигайте крышку, дайте ей найти правильное положение и только после этого затяните все гайки ее крепления.
Вверните в торец вала болт храповика. Момент затяжки храповика 17-22 Кгс*М. Сразу прикрутите шкив.
Установите масляный насос в сборе с маслозаборником.
Пришла очередь установки привода маслонасоса и распределителя зажигания.

Совместим третью метку на шкиве с меткой на крышке шестерен ГРМ

при этом кулачки распредвала, открывающие клапаны первого цилиндра, должны смотреть вниз. Надеваем на шпильки привода прокладку. Поворачиваем валик так, чтобы шлиц был примерно под углом в 45° к оси, проходящей через крепежные шпильки. Ставим привод на свое место, слегка поворачивая валик. При правильной установке шлиц встанет параллельно блоку. При этом шлиц смещен от блока (вы же замечали, что ось шлица не проходит через центр втулки?). Закрепите привод.
Ставим прокладку поддона и сам поддон. Здесь нас может ожидать небольшая сложность. Дело в том, что новая прокладка имеет достаточно большую толщину и, возможно, длинны шпилек не хватит для того, чтобы вы смогли наживить гайки.
Выхода есть два:
— воспользуйтесь специальным приспособлением для прижимания поддона.
— замените шпильки крепления поддона на чуть более длинные.
Так как, скорее всего, часть шпилек все равно нуждаются в замене, второй вариант проще.
При сборке обязательно подкладывайте под гайки толстые шайбы, в противном случае, вы деформируете поддон.
Поставьте на место водяной насос. Также — просто через прокладку, без использования герметика.
Теперь двигатель можно возвращать в отсек. Зовите помощников, уже истомившихся в ожидании и жаждущих физических нагрузок.
Установите на балку новые опоры двигателя.
Наденьте на фланец коробки передач новый выжимной подшипник.
Аккуратно заведите двигатель в моторный отсек и опустите его на опоры. Теперь ваша задача — совместить шлицы первичного вала КПП и шлицы в ведомом диске сцепления. Для этого слегка поворачивайте выходной вал коробки. Далее, если вы хорошо отцентровали диск сцепления, вал зайдет в торец коленвала.
Закрепите возвратную пружину выжимного подшипника и прикрутите коробку передач.
Установите на место вилку сцепления и прикрутите рабочий цилиндр.
Ставим на место головку блока. Устанавливаем прокладку, надеваем на шпильки головку и наживляем гайки. Затем начинаем поочередно их протягивать.

Последовательность затяжки гаек ГБЦ 6-5-3-4-8-7-2-1-10-9 (считать от переднего торца мотора слева направо).
Протяжку проводим в два прохода. Момент затяжки гаек крепления ГБЦ 3-4 Кгс*М при первом проходе. Через 20 минут дотяните гайки крепления ГБЦ моментом 8,5-9 Кгс*М.
Есть рекомендации протягивать головку большим моментом, что, якобы, даст страховку от течи охлаждающей жидкости по стыку головки и блока. Это легенда. Так делать не нужно. Если вы установили хорошую прокладку, протянули все в требуемом порядке и нужным моментом, плоскости головки и блока не нарушены — ничего течь не будет.
А вот что сделать стоит, так это легонько смазать прокладку с обеих сторон графитовой смазкой или графитовым порошком, это поможет вам снять головку в следующий раз. Также есть рекомендация обмотать тефлоновой лентой (лента фум или газовая подмотка) в один слой шпильки. Это тоже облегчает жизнь при последующих ремонтах.
После двух-трех запусков и прогрева двигателя до рабочей температуры, головку нужно будет протянуть повторно. А после пробега в 5000 Км, произведите третью протяжку.
Регулируем клапана. Как это делается, подробно описано здесь.
Теперь осталось установить на двигатель все навесное, предварительно выставить зажигание и залить все эксплуатационные жидкости. Не забудьте сначала вкрутить на места все пробки. Особенно часто забывается пробка поддона картера.
Посмотреть моменты затяжки резьбовых соединений, не описанных в статье, можно здесь.
А теперь самый важный этап:
— пересчитайте весь инструмент и вспомогательные приспособления;
— внимательно осмотрите место работы на предмет забытого крепежа.
Если вы все собрали правильно, подкачайте бензин, подключите предварительно хорошо заряженный аккумулятор и запускайте мотор. Дайте ему прогреться и немного поработать на холостых, при необходимости поправьте опережение зажигания. Заглушите мотор и, пока он остывает, установите капот и отмойтесь. Когда мотор остынет, повторите запуск. После повторного прогрева до рабочей температуры можно попробовать прокатиться.
У вас все обязательно получится. Здесь, в принципе, напортачить не так просто.
2.2. Двигатель моделей 402 и 4021
2.2.1 Двигатель моделей 402 и 4021
 2.2. Двигатель моделей 402 и 4021
2.2. Двигатель моделей 402 и 4021
ОБЩИЕ СВЕДЕНИЯ
Вид двигателей мод. 402 и 4021 с левой стороны
1 – стартер;
2 – тяговое реле стартера;
3 – маслопровод;
4 – топливный насос;
5 – кронштейн опоры двигателя;
6 – датчик лампы аварийного давления масла;
7 – масляный фильтр;
8 – шкив коленчатого вала;
9 – шкив водяного насоса;
10 – водяной насос;
11 – термостат;
12 – датчик указателя темпер…
2.2.2 Снятие и установка
![]() 2.2.1. Снятие и установка
2.2.1. Снятие и установка
ОБЩИЕ СВЕДЕНИЯ
Предупреждение
Перед
отсоединением шлангов и электрических проводов рекомендуется их промаркировать,
чтобы не перепутать при сборке.
Двигатель вынимается из автомобиля вверх. Для снятия двигателя необходима таль
или другое подъемное устройство грузоподъемностью не менее 300 кг. Автомобиль
нужно установить на подъемник, смотровую канаву или эстакаду. Перед снятием двигателя
необходимо подготовить надежную подставку, на которой двигатель должен с…
2.2.3 Разборка двигателя
2.2.2. Разборка двигателя
ОБЩИЕ СВЕДЕНИЯ
Перед разборкой двигатель необходимо тщательно очистить от загрязнений. При сборке
двигателя детали, которые не ремонтировали или заменяли, должны устанавливаться
на те места, откуда они были сняты, так как они приработались на этих местах.
Для этого их необходимо при разборке маркировать любым способом, который не портит
детали. При обезличенном методе ремонта запрещается разукомплектовывать крышки
шатунов с шатунами, крышки коренных подшипник…
2.2.7 Регулировка зазоров в приводе клапанов
 2.2.6. Регулировка зазоров в приводе клапанов
2.2.6. Регулировка зазоров в приводе клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Регулировку зазоров между коромыслами и клапанами
производят на холодном двигателе, при затянутых требуемым моментом
гайках крепления головки блока цилиндров и гайках крепления стоек
оси коромысел клапанов.
Снять крышку коромысел клапанов (см. подраздел
2.2.5, пункт 2). Установить поршень 1-го цилиндр…
2.2.11 Дефектовка и ремонт блока цилиндров
2.2.10. Дефектовка и ремонт блока цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Осмотреть блок, если есть трещины — заменить его.
2. Проверить герметичность рубашки охлаждения блока, для
этого заглушить в блоке все отверстия деревянными пробками, кроме
одного, к которому подвести шланг для подачи сжатого воздуха. Опустить
блок в ванну с…
2.2.12 Возможные неисправности двигателей ЗМЗ-402 и ЗМЗ-4021.
2.2.11. Возможные неисправности двигателей ЗМЗ-402 и ЗМЗ-4021.
Их причины и методы устранения
Причина неисправности
Метод устранения
Двигатель
не запускается
Бедная горючая смесь (хлопки в карбюраторе):
– засорен сетчатый фильтр карбюратора, топливного
насоса или фильтра тонкой очистки топлива;
Промыть фильтр в неэтилированном бензине и продуть сжа…
Осмотр и дефектация шатунно-поршневой группы рассмотрена в статье – «Ремонт шатунно-поршневой группы».
Еще раз кратко пройдемся по основным особенностям:
Перед установкой гильз в блок цилиндров, если это требуется, блок хорошо промывается и сушится.
 2.2. Двигатель моделей 402 и 4021
2.2. Двигатель моделей 402 и 4021
ОБЩИЕ СВЕДЕНИЯ
Вид двигателей мод. 402 и 4021 с левой стороны
1 – стартер;
2 – тяговое реле стартера;
3 – маслопровод;
4 – топливный насос;
5 – кронштейн опоры двигателя;
6 – датчик лампы аварийного давления масла;
7 – масляный фильтр;
8 – шкив коленчатого вала;
9 – шкив водяного насоса;
10 – водяной насос;
11 – термостат;
12 – датчик указателя темпер…
2.2.2 Снятие и установка
![]() 2.2.1. Снятие и установка
2.2.1. Снятие и установка
ОБЩИЕ СВЕДЕНИЯ
Предупреждение
Перед
отсоединением шлангов и электрических проводов рекомендуется их промаркировать,
чтобы не перепутать при сборке.
Двигатель вынимается из автомобиля вверх. Для снятия двигателя необходима таль
или другое подъемное устройство грузоподъемностью не менее 300 кг. Автомобиль
нужно установить на подъемник, смотровую канаву или эстакаду. Перед снятием двигателя
необходимо подготовить надежную подставку, на которой двигатель должен с…
2.2.3 Разборка двигателя
2.2.2. Разборка двигателя
ОБЩИЕ СВЕДЕНИЯ
Перед разборкой двигатель необходимо тщательно очистить от загрязнений. При сборке
двигателя детали, которые не ремонтировали или заменяли, должны устанавливаться
на те места, откуда они были сняты, так как они приработались на этих местах.
Для этого их необходимо при разборке маркировать любым способом, который не портит
детали. При обезличенном методе ремонта запрещается разукомплектовывать крышки
шатунов с шатунами, крышки коренных подшипник…
2.2.7 Регулировка зазоров в приводе клапанов
2.2.6. Регулировка зазоров в приводе клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Регулировку зазоров между коромыслами и клапанами
производят на холодном двигателе, при затянутых требуемым моментом
гайках крепления головки блока цилиндров и гайках крепления стоек
оси коромысел клапанов.
Снять крышку коромысел клапанов (см. подраздел
2.2.5, пункт 2). Установить поршень 1-го цилиндр…
2.2.11 Дефектовка и ремонт блока цилиндров
2.2.10. Дефектовка и ремонт блока цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Осмотреть блок, если есть трещины — заменить его.
2. Проверить герметичность рубашки охлаждения блока, для
этого заглушить в блоке все отверстия деревянными пробками, кроме
одного, к которому подвести шланг для подачи сжатого воздуха. Опустить
блок в ванну с…
2.2.12 Возможные неисправности двигателей ЗМЗ-402 и ЗМЗ-4021.
2.2.11. Возможные неисправности двигателей ЗМЗ-402 и ЗМЗ-4021.
Их причины и методы устранения
Причина неисправности
Метод устранения
Двигатель
не запускается
Бедная горючая смесь (хлопки в карбюраторе):
– засорен сетчатый фильтр карбюратора, топливного
насоса или фильтра тонкой очистки топлива;
Промыть фильтр в неэтилированном бензине и продуть сжа…









































