Трубы из полиэтилена диаметром 2-120 см часто используют для прокладки водопроводов, газопроводов, оборудования ливневой канализации. Они являются долговечными, стойкими к коррозии, мало весят, легко монтируются. Для соединения изделий применяется сварка. Она может быть разных видов. Наиболее популярна стыковая сварка труб из полиэтилена. Она обеспечивает получение герметичного и эстетичного на вид шва.
Обычно для прокладки магистрали нанимают специалистов. Но, согласитесь, услуги профессионала стоят недешево? К тому же, не все мастера являются добросовестными и ответственно подходят к выполнению заказа. Если имеются определенные знания и навыки, то можно проделать работу самостоятельно. Это позволит сэкономить деньги и гарантирует качественный результат.
Мы расскажем о технологии проведения сварки полиэтиленовых труб стыковым методом, приведем подробный алгоритм действий, дадим ссылки на нормативные документы и советы, которыми стоит руководствоваться при выполнении подобной работы.
Содержание статьи:
- Как выполнить стыковую сварку?
- Сварка методом оплавления
- Сварка методом сопротивления
- Что выбрать для полиэтиленовых труб?
- Можно ли выполнить сварку самостоятельно?
- Инструкция по стыковой сварке
- Подготовка сварочного оборудования
- Создание необходимых условий
- Подготовка полиэтиленовых труб
- Проведение стыковой сварки
- Время на выполнение процесса
- Общие рекомендации по сварке
- Выводы и полезное видео по теме
Как выполнить стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Ее применяют для соединения однородных заготовок. Сварка встык имеет ряд преимуществ, по сравнению с другими технологиями.
Для ее проведения не нужны муфты и прочие элементы. Это позволяет неплохо сэкономить деньги на покупке дополнительных материалов. Применяемая технология обеспечивает сохранение показателей гибкости и прочности. С ее помощью можно соединить отрезки изделий разной длины. При этом прочность в месте сварки не будет ниже, чем на других цельных участках.

Стыковая сварка труб относится к неразъемным вариантам соединения. Она может выполняться по разной технологии. Оптимальный способ выбирается, исходя из материала изготовления магистрали
Стыковая сварка может выполняться путем оплавления и сопротивления. Каждый из вариантов имеет свои особенности, плюсы и минусы.
Сварка методом оплавления
Суть сварки данным методом заключается в том, что стыки трубы оплавляются под воздействием нагретого инструмента до вязкотекучести. Затем торцы соединяются под давлением и выдерживаются до полного остывания. В результате получается герметичный шов.
Чтобы соединение было качественным, необходимо плотно прижимать отрезки изделия после нагрева. Применение современного оборудования позволяет частично автоматизировать и упростить такую работу. С его помощью операция по соединению труб методом оплавления проводится в кратчайшие сроки.
Сварка методом сопротивления
Суть стыковой сварки сопротивлением в том, что края труб прижимаются к электродам, которые оснащены специальными губками. Это обеспечивает высококачественный электрический контакт. Исключено проскальзывание материала между электродами.
Затем две трубы плотно друг к другу прижимают и фиксируют. Далее подают сварочный ток. Контактирующие участки материала расплавляются и под давлением соединяются в одно изделие. Полученная конструкция обладает невысокой стойкостью к окислению в ходе эксплуатации. Это существенно ограничивает ее сферу применения.

Сварка методом сопротивления обычно используется для соединения тонких деталей из низкоуглеродной стали (труб, стержней, проволоки). С ее помощью также сваривают медные, бронзовые и латунные элементы
Сварка сопротивлением подходит только для труб с малым сечением. Поэтому на крупном производстве, для прокладки больших магистралей ее применяют редко.
Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это объясняется его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить о том, что полиэтилен является диэлектриком. Поэтому он, в отличие от металла, не проводит ток. Для соединения изделий из него рекомендуется применять метод оплавления. Способом стыковой сварки сопротивлением на полиэтилене сделать шов не получится. Нужно использовать оборудование, которое нагревает срезы двух деталей.
Сварка методом оплавления полиэтиленовых труб имеет ряд особенностей. Во-первых, детали подводятся друг к другу на небольшой скорости. Во-вторых, напряжение в течение всего процесса остается неизменным. В-третьих, исчезают все микронеровности благодаря равномерной подаче соединяемых элементов. В-четвертных, для обеспечения максимальной контактной площади происходит оплавление поверхности заготовки.
Можно ли выполнить сварку самостоятельно?
Прокладка полиэтиленовой магистрали путем стыковой сварки имеет свои особенности и отличия от других методов соединения двух изделий.
Для ее проведения нужны определенные знания и опыт. В противном случае, конструкция выйдет низкокачественной и недолговечной.

Стыковую сварку своими руками выполнить можно. Но для этого нужно знать суть и особенности данного процесса. Важно наличие навыков сварки. Иначе можно лишь испортить полиэтиленовые трубы и впустую потратить время
Стыковой метод сварки непростой в реализации. Не у каждого получается выполнить соединение труб качественно с первого раза. Если нет знаний и навыков в сфере сварки, то лучше для прокладки магистрали обратиться к профессиональному мастеру. Но за работу ему придется заплатить внушительную сумму.
Если человек ранее проводил сварку другими методами, например, электромуфтовым, то он, скорее всего, сможет освоить и стыковую технологию. Поэтому имеет смысл попытаться провести соединение полиэтиленовых труб самостоятельно. Но нужно учитывать, что технология стыковой сварки сложнее, чем в случае соединения полиэтиленовых труб электромуфтой.
Чтобы выполнить работу качественно своими руками, нужно иметь специальное оборудование. Его можно взять напрокат. Это будет гораздо дешевле, чем покупать новый или б/у аппарат. Важно знать пошаговую инструкцию сварки встык оплавлением и четко ее придерживаться.
Инструкция по стыковой сварке
Сварка встык по технологии оплавления используется для соединения полиэтиленовых изделий, в частности труб. С ее помощью также производят монтаж фитингов и прочих деталей.
Для труднодоступных, сложных участков подобный метод не используется. В подобных случаях больше подходит электромуфтовая сварка.

Благодаря стыковой сварке можно достаточно быстро создать водопроводную магистраль. При этом конструкция получится аккуратной на вид и прочной. Можно не бояться о возникновении течи в месте соединения
Чтобы сварка встык прошла успешно и шов получился аккуратным и прочным, необходимо придерживаться определенного алгоритма действий.
Пошаговая инструкция приведена ниже:
- Подготовить сварочное оборудование.
- Организовать необходимые условия.
- Подготовить трубы.
- Провести сварочные работы.
- Дождаться остывания материала и фиксации результата.
Каждый из этих этапов имеет свои особенности, правила проведения. О них мы расскажем ниже более подробно.
Подготовка сварочного оборудования
Для сварки двух отрезков полиэтиленовых труб методом стыкования необходимо специальное оборудование. Оно центрирует, торцует, расплавляет и соединяет под нужным давлением края изделий.
Современный рынок предлагает широкий выбор таких аппаратов. Есть устройства с механическим, гидравлическим приводом и те, которые оснащены программным управлением. Последние более удобны в использовании.
Аппараты для стыковой сварки имеют стандартную конструкцию. Они в обязательном порядке включают такие составляющие: центратор, торцеватель, нагревательный элемент, редукционные вкладыши, привод.
Центратор предназначен для фиксации заготовок в нужном положении и закреплении соединяемых концов полиэтиленовых труб. Он оснащен двумя передвигающимися и двумя неподвижными зажимами.

Оборудование для выполнения стыковой сварки используется для соединения труб, изготовленных из полиэтилена ПЭ100, 100+, ПЭ 63 и ПЭ 80. Такие аппараты используются уже более 50 лет
Торцеватель позволяет обработать срез так, чтобы концы двух деталей полностью соприкасались. По правилам допускается зазор не более 0,05 см для средних и малых по диаметру труб.
Для изделий большого размера данное значение увеличивается до 0,07 см. Если после первой обработки при стыковке зазор больше установленного норматива, тогда вновь применяют торцеватель.
Нагревательный элемент имеет вид пластины, покрытой тефлоном. Он повторяет форму трубы. Привод сближает и соединяет нагретые и расплавленные стыки двух изделий. Редукторные вкладыши препятствуют деформации изделия.
В автоматизированном оборудовании есть блок управления, оснащенный кнопками. Такие аппараты обеспечивают простоту и точность сварочного процесса. Это позволяет исключить вероятность допущения ошибки.
Достаточно лишь правильно расположить две трубы, которые надо соединить, и нажать на соответствующую кнопку. Современное оборудование отличается высокой производительностью, но стоит дорого.
Создание необходимых условий
Технология стыковой сварки методом оплавления в использовании несложная. Но применять ее можно далеко не во всех случаях. Важно выполнение ряда условий.
Стыковая сварка возможна лишь в отношении труб, которые изготовлены из одного вида полиэтилена и которые имеют идентичный диаметр. Толщина стенок изделия не должна быть меньше 0,5 см. Выполнять работу допустимо лишь при определенном температурном диапазоне: от -15 до +45 градусов.

Очень важен температурный режим для проведения стыковой сварки. От него зависит результат работы. Проще добиться создания оптимальных условий для выполнения сварочных работ в помещении
Реализовывается метод стыковой сварки лишь, если имеется возможность надежно зафиксировать и прижать друг к другу концы соединяемых труб. При наличии специального аппарата с этим проблем не возникает.
Подготовка полиэтиленовых труб
Чтобы получить качественный, герметичный и эстетичный шов при соединении полиэтиленовых труб сварным стыковым методом нужно сначала подготовить изделия. Следует проверить овальность полиэтиленовых трубопроводов. Рекомендуется сравнить толщину стенок. Она должна быть одинаковой.
Также изделия стоит подготовить механически. Для этого применяют обрезку, фрезерование. Это позволит соединить трубы в нужном положении.
Рекомендуется использовать электроторцеватель. Он сделает обрезку трубы под нужным углом. Важно, чтобы края заготовок были ровные и полностью соприкасались друг с другом.

Нельзя пропускать этап очистки труб, даже, если они новые. При транспортировке и хранении на изделие оседает пыль. Наличие частичек грязи сделает сварочный шов неаккуратным и негерметичным
С поверхности деталей необходимо удалить загрязнения — пыль, грязь и т.п., влагу. Для этого может потребоваться две мягкие, сухие тряпки, специальное очищающее средство.
Проведение стыковой сварки
Сварку встык путем оплавления и последующего соединения двух деталей своими силами лучше проводить в автоматическом режиме. Это обеспечит получение желаемого результата.

Если используется механическое сварочное оборудование, то лучше работать с напарником. Это позволит выполнить все нормативы по времени на каждом этапе процесса, добиться получения качественного и надежного шва
Независимо от того, автоматическое или механическое используется оборудование для проведения стыковой сварки, алгоритм действий будет одинаковым.
Процесс выполняется в следующей очередности:
- расположить две трубы, которые надо соединить сваркой, в центраторе и закрепить их. Между изделиями должно быть расстояние около четырех сантиметров;
- снять фаску и провести зачистку изделий;
- концы трубопроводов одновременно нагреть сварочным зеркалом. Полиэтиленовый материал обычно расплавляют на 2 мм. Это происходит достаточно быстро;
- аккуратно убрать нагревательный элемент;
- плотно соединить нагретые стыки трубопроводов и зафиксировать их в таком положении;
- выдержать под давлением.
В итоге должно получиться ровное герметичное соединение с внешним наплавлением в области шва.
Время на выполнение процесса
На сварку полиэтиленовых труб оплавлением с последующим стыкованием может уходить разное количество времени. Многое зависит от наружного диаметра заготовок. Чем он больше, тем дольше нагревается и остывает материал, тем больше времени дается на соединение.

Перед тем, как начинать стыковую сварку, надо внимательно прочитать инструкцию по эксплуатации оборудования. В противном случае, при использовании аппарата могут возникнуть вопросы. Каждый этап сварки стыковым методом (нагрев, соединение, выдержка под давлением) должен проводиться в соответствии с установленными нормативами времени. Если, к примеру, слишком долго не стыковать нагретые концы труб или слишком рано убрать фиксатор, тогда вся работа пойдет насмарку
Для получения прочного, герметичного и аккуратного шва важно знать, сколько нужно нагревать концы труб, выдерживать состыкованные изделия. Подобная информация приведена ниже в таблице.
| Диаметр трубопровода в сантиметрах | Время на нагревание концов заготовок в секундах | Время, которое отводится на соединение в секундах | Время на охлаждение состыкованных труб и получение надежного шва в минутах |
| 11,0 | 50 | 12 | 8 |
| 9,0 | 40 | 11 | 8 |
| 7,5 | 30 | 10 | 8 |
| 6,3 | 24 | 8 | 6 |
| 5,0 | 18 | 6 | 4 |
| 4,0 | 12 | 6 | 4 |
| 3,2 | 8 | 6 | 4 |
| 2,5 | 7 | 4 | 2 |
| 2,0 | 7 | 4 | 2 |
| 1,6 | 5 | 4 | 2 |
Чаще всего стыковая сварка применяется в отношении полиэтиленовых труб с диаметром более 5 см.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва. Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата. Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы. Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.

Сварка труб из полиэтилена встык – непростая задача. Только следуя инструкции и придерживаясь рекомендаций опытных мастеров можно будет без лишних проблем и максимально быстро создать необходимую надежную конструкцию
Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
Выводы и полезное видео по теме
Порядок и особенности проведения стыковой сварки труб из полиэтилена с использованием механического аппарата:
Стыковая сварка полиэтиленовых труб с помощью автоматического оборудования:
На практике стыковая сварка полиэтиленовых труб своими руками не особо распространена. Это связано с тем, что для выполнения подобной работы требуется специальное оборудование, определенный уровень знаний, навыков.
Стыковую сварку полиэтиленовых труб стоит проводить в соответствии с установленными требованиями и правилами. Это обеспечит получение качественной и долговечной конструкции. Сварка стыковым методом имеет свою технологию, особенности и отличия.
Реализовать метод можно своими руками, но для этого важно создать необходимые условия, подготовить должным образом трубы. Если аппарата для сварки нет, то целесообразнее его арендовать. Рекомендуется предварительно ознакомиться с видео по теме стыковая сварка. Наглядно будет проще понять суть метода и особенности его реализации.
У вас есть опыт проведения стыковой сварки полиэтиленовых труб? Хотите поделиться своими знаниями в данной сфере или задать вопросы по проведению сварочных работ? Оставляйте, пожалуйста, комментарии, принимайте участие в обсуждениях — ниже расположена форма для обратной связи.
Технологический процесс сварки встык ПНД, ПЭ труб.
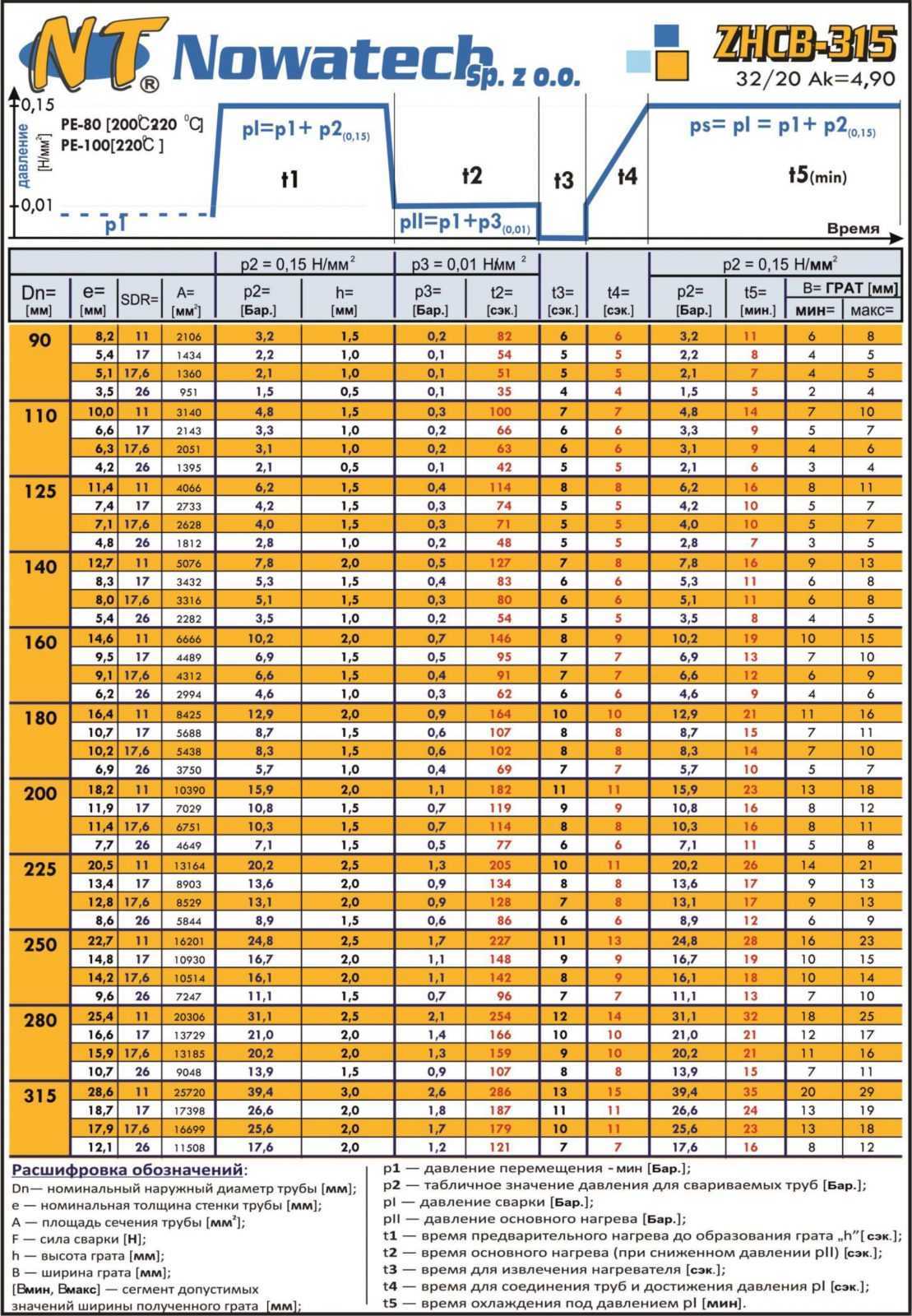
Рассмотрим более подробно процесс сварки встык ПНД, ПЭ труб на следующих моделях аппаратов ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. А именно: подготовка к сварке, процесс сварки, завершающие операции.
Вступление.
Настоящая инструкция по эксплуатации основывается на действующих правилах, касающихся машин и оборудования для стыковой сварки термопластов. С целью предотвращения опасных ситуаций на всех этапах эксплуатации устройства, прежде всего особое внимание уделено аспектам безопасности труда. Важно знать что инструкцию следует внимательно прочитать перед началом эксплуатации. Так же ее следует использовать во время запуска устройства и всегда держать под рукой. Соблюдение всех вышеперечисленных рекомендаций обеспечит достижение трех основных целей:
- Обеспечение правильной работы машины;
- Предотвращение опасности ранения оператора при работе с изделием;
- Предотвращение повреждения устройства.
Важно! Прежде чем приступить к работе с устройством, необходимо тщательно ознакомиться с настоящей „Инструкцией по эксплуатации”.
Введение.
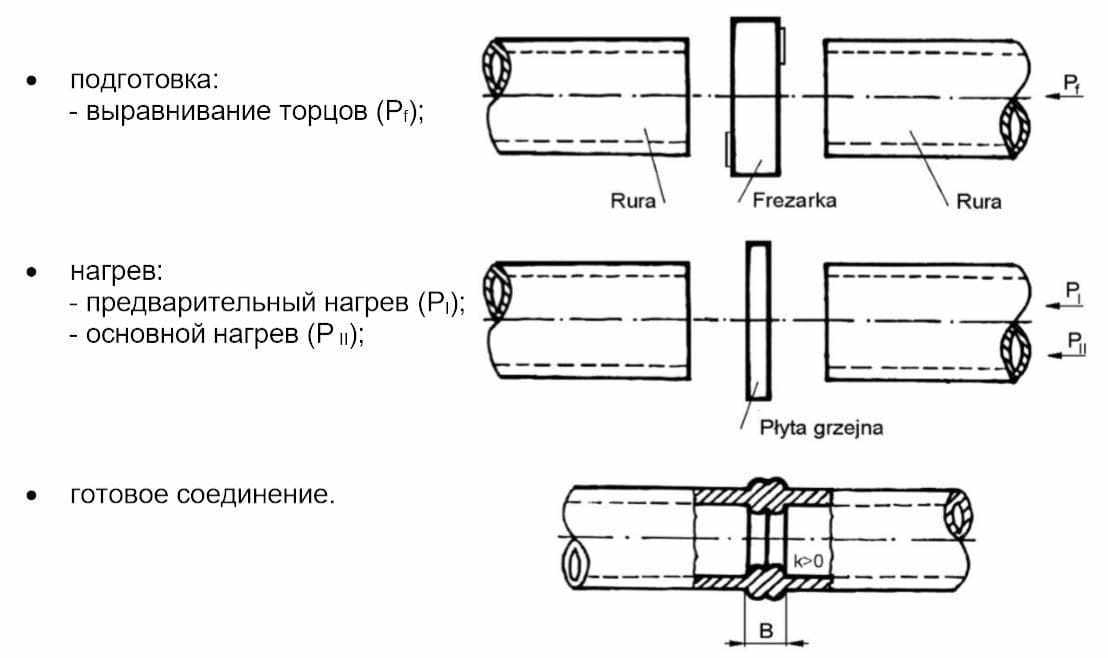
Сварка встык заключается в соединении двух торцов пластиковых труб (выполненных например из: полиэтилена ПЭ или полипропилена ПП и др.), нагретых до определенной температуры. После чего следует сжатие нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является контроль за состоянием параметров, таких как:
- Усилие прижима (достигается путем регулирования давления в гидроагрегате);
- Температура нагрева;
- Продолжительность последовательных этапов технологического процесса.
Свариваемые элементы должны быть выполнены из одного вида материала. Более того, толщины их стенок должны соответствовать друг другу. Другими словами: соединяемые элементы должны принадлежать к одним размерной группе и классу давления.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).
Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Подготовка к сварке.
Перед началом работы на машине нужно проверить: правильно ли функционируют предохраняющие устройства, не заблокированы ли подвижные части, наличие видимых дефектов а так же правильную установку всех компонентов.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель.
Для получения качественного сварного шва необходимо выполнить следующие действия:
- При неблагоприятных погодных условиях установить защитную палатку над запланированным местом сварки;
- После чего установить сварочный аппарат вместе с комплектующими вблизи места проведения сварки. Выберете как можно более сухое и чистое место. Если строительная площадка болотистая, то сварочный аппарат надо расположить на паллете или досках;
- Подвести к месту выполнения работ источник питания 230В (+5%, -10%), 50Гц от энергосети или от генератора тока с соответствующей мощностью;
- Расположить центратор в месте выполнения сварочных работ. Подготовить зажимы требуемого размера в зависимости от размера соединяемых элементов. Для этого нужно открыть зажимы и при необходимости установить соответствующие редукционные кольца. После чего закрепить зажимы с помощью крепежных винтов;
- Симметрично зафиксировать элементы, предназначенные для сварки, таким образом, чтобы по отношению к краям зажимов они выступали минимум на 3 см. В случае, если установка соосности вызывает трудности, необходимо под свариваемые элементы установить подставки для труб, с помощью которых можно регулировать высоту их опоры;
- Подключить главный провод питания к розетке с заземлением, используя исправный трехжильный провод (или удлинитель);
- Проверить положение выключателя дифференциального тока (защищающего также от токов перегрузки), который должен находиться в положении “1”, а затем включить главный выключатель, т.е. перевести в положение “1”;
- Нельзя использовать двухжильный провод питания. Обязательно применять трехжильный удлинитель.
Процесс сварки.
Процесс сварки встык ПНД, ПЭ труб можно разделить на три основных этапа:
- Подготовительные операции;
- Сварка;
- Заключительные операции.
Подготовительные операции
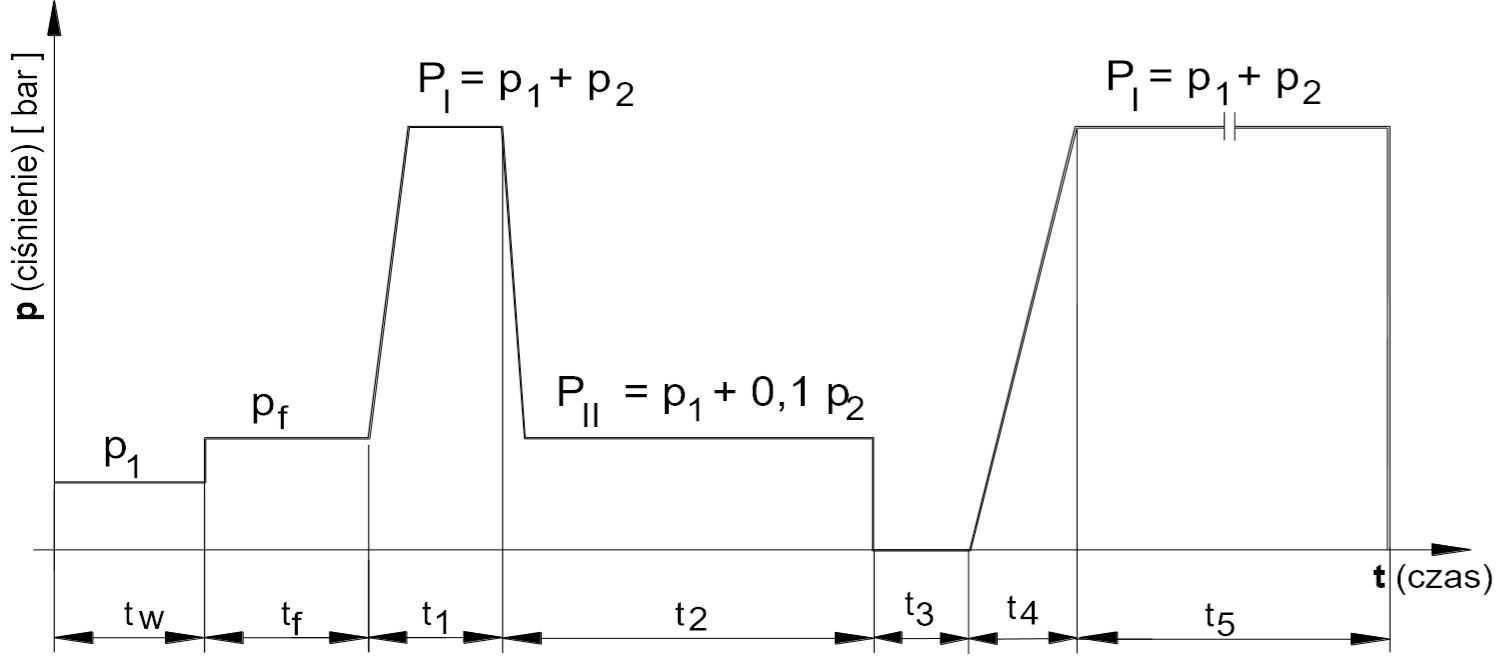
Установка начального давления (давления перемещения) p1.
Необходимо отрегулировать (установить необходимый режим работы) и измерить минимальную величину давления перемещения. Это необходимо для преодоления внутреннего сопротивления устройства, т.е. трения ведущих и цилиндров, а также внешнего сопротивления, связанного с необходимостью перемещать (тянуть) трубы. Измерение начального давления p1 следует выполнить следующим образом:
- Проверить, находится ли спускной клапан в закрытом положении;
- Установить сервоприводы блока крепления-соединения в центральное положение;
- Отвинтить клапан DBD до такого положения, чтобы рабочее давление имело значение меньшее, чем давление перемещения;
- Держа рычаг к прижиму (сервоприводы не движутся). Затем необходимо завинчивать клапан DBD до момента, пока система управления будет позволять перемещать трубы в обоих направлениях;
- Прижать трубы друг к другу и в моменте контакта отсчитать на манометре величину давления. Эту величину необходимо сохранить в памяти, как p1, поскольку она будет необходима для дальнейшей работы.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель!
Установка давления торцевания pf.
Давление на фрезеровочный диск должно быть таким, чтобы начался процесс торцевания, но не происходила остановка двигателя торцевателя, что в результате может привести к его повреждению. Давление, при котором необходимо выполнять торцевание, рассчитывается по формуле:
pf = p1 + (0,1÷ 0,2) p2
где p1 – начальное давление, p2 – табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Прежде всего извлеките торцеватель из инструментальной подставки (стенда). Затем установите соответствующим образом на центратор, предохраняя его защёлкивающим устройством от выпадения. Приблизьте концы труб к фрезерному диску. При этом осуществляя давление, необходимое для начала торцевания так, чтобы осуществлялась стружечная обработка обоих закрепленных в сварочном аппарате элементов. Обработку следует осуществлять до момента, когда образующаяся стружка будет непрерывной, а её максимальная толщина составит 0,2 − 0,3 мм. После отодвигания концов от фрезерного диска и выключения торцевателя, следует снять блокировку. Затем торцеватель извлечь и убрать в инструментальную подставку. В случае возникновения ситуации остановки двигателя, необходимо отодвинуть концы труб от фрезерных дисков, а двигатель (дрель) выключить. Затем снизить давление прижима. Фрезерованную торцевую поверхность, а также внешнюю и внутреннюю поверхности труб очистить от остатков стружки чистой сухой тряпкой. Стружку, попавшую внутрь, устранить с помощью щипцов.
Проверка правильности подготовки поверхности.
Подготовленные описанным выше способом поверхности приблизить друг к другу. После чего проверить параллельность стыкуемых торцов, которая не может отклоняться более, чем на 0,3 мм. В ином случае повторить торцевание. Проверить также соосность торцов обоих свариваемых элементов, которая не может превышать 10% от толщины стенки (0,1e). В случае необходимости, вращать один из элементов вокруг оси так, чтобы поставленное выше условие было соблюдено. Затем произвести установку торцов при помощи передвижных роликов.
Важно! Нельзя прикасаться пальцами к торцованным, т.е. подготовленным для сварки поверхностям. Если это произошло, необходимо очистить поверхности при помощи спирта или повторно выполнить торцевание. При выполнении швов на действующем водопроводе для чистки применять только безвредные для человека вещества (напр., чистый этиловый спирт).
Нагрев плиты.
Разогревание нагревательной плиты всегда должно происходить в инструментальной подставке. Нагревательную плиту необходимо подключить к источнику электрического тока в начале сварочного процесса, устанавливая ее температуру на необходимое согласно технологическим рекомендациям значение: Рекомендуемая температура сварки для труб из ПЭ, ПНД и ПП: 2100 C (± 100C).
Установка давления сварки.
Сила прижима в процессе сварки прежде всего определяется давлением pI. Оно учитывает сопротивление движению и силу прижима, зависящую от площади сечения свариваемых труб. Это давление рассчитывается по формуле:
pI = p1 + p2
где: p1 – начальное давление, p2 – табличное давление для заданной трубы.
Установка давления pI производится следующим образом:
- Прижать торцы свариваемых труб друг к другу до стабилизации давления на манометре;
- Рычаг переключен в позицию прижима;
- Удерживая кнопку прижима, завинчивать клапан DBD до момента достижения значения давления pI.
Важно! При данном давлении будут осуществляться процессы предварительного нагрева и охлаждения. До завершения процесса нельзя регулировать давление клапаном DBD. При выставлении давления спускной клапан должен быть полностью закрыт.
Сварка.
Процесс сварки встык ПНД, ПЭ труб осуществляется следующим образом:
Предварительный нагрев.
Нагретую до надлежащей температуры нагревательную плиту необходимо вложить между двумя свариваемыми элементами. К вставленной таким образом нагревательной плите прижать свариваемые концы с давлением pI. Это давление поддерживается и контролируется при помощи манометра в процессе нагрева до момента образования грата высотой h, определенной в таблице параметров для свариваемой трубы.
Важно! Время получения грата не нормировано. Оператор так долго поддерживает уровень давления pI, пока грат не проявится по всей окружности стыка, и его высота не достигнет необходимого значения. Только после этого нужно снизить давление и начать отсчет времени для этапа основного нагрева.
Основной нагрев.
После получения грата прежде всего необходимо снизить величину давления в системе при помощи спускного клапана до значения:
pII = p1 + 0,1 p2
где: p1 – начальное давление (определяется согласно п.1) p2 – табличное значение давления для заданной трубы (в таблице p3 = 0,1 p2).
Снизив давление таким образом, следует выполнить второй этап сварки, время t2 которого определено в таблице параметров для свариваемой трубы.
Извлечение нагревательной плиты.
После окончания этапа основного нагрева (по истечении времени t2) необходимо в течение времени, не превышающего t3 (согласно таблице сварки), отделить нагретые торцы труб от нагревательной плиты, извлечь нагревательную плиту и оставить в состоянии покоя.
Важно! Время извлечения нагревательной плиты нужно сократить до минимума. При извлечении плиты нельзя допустить загрязнения или переохлаждения нагретых торцов труб. Промедление при извлечении плиты, вода, снег или другие загрязнения могут нанести вред шву (сварке). При возникновении сомнения следует охладить торцы и начать процесс заново.
Сварка и охлаждение готового сварного шва.
После быстрого удаления нагревательной плиты необходимо вновь соединить торцы труб друг с другом. Когда торцы соприкоснутся, оставить ручку в позиции прижима на время охлаждения, которое должно быть не меньше t5 (согласно таблице параметров для свариваемых труб).
Важно! Во время охлаждения нужно контролировать значение давления прижима. Когда шов остынет и затвердеет, можно отключить устройство от сети главным выключателем, а потом и от генератора. Нагретый шов нельзя охлаждать воздухом или водой. Охлаждение рекомендуется производить в течение времени t5 (по таблице параметров). Оказывать нагрузку на шов или укладывать готовый трубопровод можно только по истечении времени t5.
Заключительные операции.
Контроль выполненной сварки.
По истечении времени охлаждения t5 необходимо снизить давление прижима до нулевого значения, а затем извлечь соединенные трубы из центратора. После внешнего осмотра необходимо измерить полученный грат B и сравнить его с табличными значениями. В случае сомнения относительно качества выполненного сварного шва, необходимо его вырезать и выполнить сварку еще раз согласно вышеуказанному описанию.
Составление протокола сварки.
В протоколе сварки должны содержаться следующие сведения: № сварки, дата и время, параметры трубы, данные сварщика и параметры процесса сварки (отдельные давления (p1, p2, pI, pII), времена (t1, t2, t3, t4, t5), температура нагревательной плиты и окружающей среды). После окончания работы сварочную машину ZHCB необходимо почистить и поставить в надлежащее место вместе с комплектом оснащения.
Ниже приведена таблица параметров для свариваемых труб 90 -315.
Ссылки на таблицы параметров сварщика:
- Инструкция для сварки ПЭ труб » Таблица сварщика 40-160 «
- Краткая инструкция сварки ПЭ труб » Таблица сварщика 90-315 «
- Инструкция краткая для сварки ПЭ труб » Таблица сварщика 315-630 «
- Инструкция краткая сварки ПЭ труб » Таблица сварщика 630-1200 «
- Вступление
- Плюсы и минусы труб ПНД
- Способы соединения ПНД полиэтиленовых труб
- Нужное для сварки
- Подготавливаем трубы ПНД перед сваркой
- Нормативы сварки встык
- Делаем стыковую сварку ПНД труб своими руками
- Производим установку и сварку труб ПНД
- Рекомендации профессионалов
- Приобретение ПНД труб и оборудования по оптовым ценам
Вступление
ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода можно купить в нашем интернет-магазине.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения ПНД полиэтиленовых труб
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Разъемные соединения
Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ — простота монтажных работ, обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах. Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

С использованием фитингов из ПНД
Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой эксплуатации.
Работы выполняются следующим образом:
- Фитинг продается в собранном виде, поэтому перед началом работ его разбирают.
- Трубу подготавливают, обеспечивают ее чистоту, подрезают фаску под углом 45⁰ с помощью фаскоснимателя или острого ножа.
- На торцах подготовленного края трубы обозначают глубину вхождения фитинга с помощью маркера.
- Герметичность усиливается обработкой трубных торцов жидким мылом.
- Труба вводится в соединительный элемент (кольцо) до упора.
- Затягивается обжимная гайка на резьбе без избыточного зажима.
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных систем, подземных трубопроводов.
Раструбный способ соединения
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в качестве соединительного элемента.
Работы выполняются следующим образом:
- Оба участка очищаются, тестируются на отсутствие трещин и повреждение.
- Конец соединительной трубы подрезается.
- На раструбной трубе устанавливается резиновая прокладка.
- Оба конца обрабатывают силиконовым или клеевым составом.
- Соединяемая труба вводится в торец раструбной трубы с уплотнителем.
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов с участками из разных материалов (полиэтилена и чугуна).
Соединение труб посредством установки фланца

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
- Поверхностные части трубы и фланца очищают и обезжиривают, осматривают, чтобы исключить повреждения.
- Устанавливается прокладка по центру – важно не допустить перекос.
- В соединяемые трубы уставляются фланцы с проверкой их перпендикулярности с помощью угольника.
- Затягивают болты.
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для напорных систем, для которых все же рекомендуется применять сварочные соединения.
Неразъемные соединения — сварка ПНД труб

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Сваривание труб встык
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для безнапорных трубопроводов.
Работы выполняются следующим образом:
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Равномерно по всему диаметру торцы труб нагреваются аппаратом до температуры размягчения материала.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу. Метод снижает затраты на установку.
Сваривание встык трубопровода экструдером под углом

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака, придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
- Трубы очищаются, обезжириваются, тестируются на наличие дефектов.
- Торцам соединяемых труб придается необходимая форма.
- Поверхность предварительно нагревается воздухом из экструдера.
- Присадка (в виде гранул, проволоки) сплавляется в экструдере и подается на стык труб с контролем сползания с помощью башмака.
- Создается давление и происходит сваривание присадки с материалом соединяемых торцов труб.
- Шов остывает в естественных условиях.
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию изделия.
Раструбный метод сварки с использованием фитингов и муфт

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
- Соединительный элемент разбирается.
- Торцы соединяемых труб очищаются, выполняется фаска.
- Производится калибровка для получения симметричной окружности.
- Трубы с чистыми обезжиренными торцами вставляются в фитинг, подсоединяются к сварочному аппарату и нагреваются.
- Происходит сплавление деталей в цельную поверхность.
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым сложно подвести оборудование для стыковой сварки.
Нужное для сварки

Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для сварки
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы, перехода между трубами разного диаметра и из разных материалов.
Сварные фитинги

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.
Компрессионные фитинги

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать достаточно прочное соединение со средним уровнем герметичности.
Электросварные фитинги

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.
Трубы ПНД, ПЭ для сварки

Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это — трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование ржавчины. Отлично поглощает гидроудары.
Трубы для холодного водоснабжения

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока эксплуатации трубопровод функционирует с равномерным напором потока воды.
Газовые трубы ПНД

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной цветовой маркировки наносится желтая продольная полоса.
Трубы для горячего водоснабжения и отопления

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением при +140 °C.
Трубы гофрированные двухслойные с раструбом SN8

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия. Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.
Инструменты и оборудование

Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
- центратор, позволяющий точно совместить края труб;
- торцеватель, работающий от электроэнергии;
- гидравлический или механический сварочный аппарат;
- сварочный аппарат для электромуфтовой или раструбной сварки;
- нагреватель, в котором может быть встроен терморегулятор для установки необходимой температуры.
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40 до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа к трубопроводу), мощность, необходимость в дополнительных аксессуарах.
Гидравлические сварочные аппараты

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с большим диаметром.
Механические сварочные аппараты

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода, который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром требуют прилагать много усилий.
Подготавливаем трубы ПНД перед сваркой

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:
- Уточнении параметров труб, которые должны соответствовать требованиям сварочных работ. Например, толщина стенок для сварки встык не должна быть меньше 5 мм, иначе возможна деформация материала и снижение прочности соединения.
- Закупке труб и дополнительных элементов трубопровода (угловых фитингов, тройников, отводов, зажимов, уплотнителей).
- Осмотре соединяемых труб для выявления повреждений, деформаций (важно, чтобы окружность торца была симметричной, а не эллипсоидной).
- Обработке торцов соединяемых труб из полиэтилена в соответствии с технологией сварки.
- Проверке сварочного оборудования, проведении визуального осмотра и тестового запуска.
- Очищении рабочих инструментов от материала предыдущего сеанса работы, обезжиривании поверхности.
- Проверке уровня масла гидравлического сварочного аппарата, если он используется.
- Тестировании контрольно-измерительных приборов на точность показаний.
Нормативы сварки встык

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
Важно! ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне 70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его.
Технологический процесс стыковой сварки полиэтиленовых труб
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством материала, толщиной стенок трубы.
- Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным давлением, которое создается гидравлическим приводом или рычагом.
- Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно! Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку.
Производим сварку труб ПНД
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.
Какие есть виды трубопроводных систем из ПНД

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
- холодной и горячей воды;
- газовых сред;
- технических сред (нефтепроводы);
- канализационных и дренажных стоков.
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Важно! Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность трубопроводов.
Выбор метода сварки
При выборе способа соединения ПНД труб важно учесть:
- условия выполнения работ;
- особенности эксплуатации трассы;
- необходимость в текущем ремонте;
- требования к давлению в трубах;
- особенности транспортируемой среды;
- характеристики соединяемых труб;
- сложности конфигурации системы.
Важно! Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод — с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается дополнительными расходами на соединительные элементы и сложное оснащение.
Стыковой метод сварки

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки, зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных таблицах.
Важно! Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более 5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических работах
Электромуфтовое соединение

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное электросварное соединение.
Важно! Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки, (терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Базовые инструкции
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
- соединять только совместимые трубы согласно условиям метода соединения (учитывать материал, толщину стенок, диаметр);
- температура и время нагревания должны соответствовать стандартным показателям;
- в процессе сварки использовать оборудование с возможностью регулировать температуру плавления и давление в течение нагрева, охлаждения;
- правильно провести подготовку, очистить и обезжирить трубы;
- устранить факторы, негативно влияющие на процесс (грязь, прямые солнечные лучи, ветер, низкие температуры).
Следуя базовой инструкции можно добиться безупречных результатов.
Этапы работ
Базовые этапы для стыковой сварки пэ и пнд труб:
- Подготовка идеально ровной горизонтальной рабочей поверхности.
- Перед сваркой ПНД труб выполняется очистка их торцов.
- Установка соединяемых труб в центраторе сварочной системы с созданием необходимого зазора между концами.
- Запуск сварочного аппарата и его прогрев до рабочей температуры.
- Расплавление материала труб до нужной вязкости.
- Сведение труб с достаточным усилием и удержание в таком положении до остывания и сваривания.
- Проверка равномерности шва.
- Извлечение соединенной трубы из аппарата.
Установка и сварка ПНД труб в систему

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные, пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой функциональных элементов.
Установка труб в систему
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого интегрирован нагревательный элемент.
Сварка труб
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Важно! Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в труднодоступных местах.
Каким способом можно сгибать и разгибать ПНД трубы

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же образом можно придать полиэтиленовой трубе нужный изгиб.
Важно! Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как правильно согнуть ПНД трубу», опубликованной здесь.
Контроль качества швов
После выполнения сварочных работ производится обязательный визуальный осмотр качества швов. Согласно ГОСТу, правилам технологии сварки ПНД выбранного типа к качеству сварных соединений
- предъявляются такие требования:
- Сварной шов должен быть равномерным по всей длине на уровне наружной поверхности соединяемых труб.
- Допускается выступ сварного шва над поверхностью соединяемых труб в диапазоне значений, соответствующих толщине стенки трубы. Шов труб с толщиной стенок в 5 мм может выступать за их пределы не более, чем на 2,5 мм. Если толщина стенок трубы в пределах от 6 мм до 20 мм, то предельная допустимая высота шва — 5 мм.
- Важно максимально точно отцентровать соединение. Если смещение соединяемых поверхностей произошло, то оно должно не быть больше 10% от толщины стенок трубы.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов, оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.
На чтение 17 мин. Опубликовано 29 апреля, 2023
Содержание
- Инструкция по технологии стыковой сварки полиэтиленовых труб
- 9 Выбор оборудования для сварки встык
- 9.1 Центратор
- 9.2 Торцеватель
- 9.3 Нагреватель
- 9.4 Гидравлический привод
- 10 Некоторые неочевидные выводы
- 10.1 Сварка при низких температурах
- 10.2 Сварка труб малого диаметра на большом аппарате
- 10.3 Сварка труб с различной толщиной стенки
- 10.4 Сварка труб на «слабом» аппарате
- 10.5 Сварка труб из ПВХ
Инструкция по технологии стыковой сварки полиэтиленовых труб
9 Выбор оборудования для сварки встык
Очень важно понять, что производители сварочного оборудования – не разработчики технологии стыковой сварки.
Качество стыкового сварного соединения зависит от качества свариваемых труб и/или фитингов (на это есть свои нормативы) и строгого выполнения выбранной технологии сварки. Практика показывает, что низкое качество сварки чаще имеет причины, не связанные со сварочным оборудованием. Например:
- неграмотный и/или безалаберный персонал;
- много проблем в последнее время связано с новыми нестекающими марками полиэтилена с низким ПТР (применяются для производства труб большого диаметра с большой толщиной стенки) – проверенные и узаконенные сварочные технологии с ними плохо работают, во всяком случае, процедуры сварки при низком давлении.
Возлагать полную ответственность за качество сварного соединения на сварочную машину некорректно. Задача сварочной машины хоть и весьма нетривиальная, но всё-таки ограниченная: ее технические характеристики должны позволять оператору тщательно выполнить подготовку к сварке и собственно процедуру сварки. Чтобы облегчить понимание этой задачи производителям оборудования, подробные формализованные требования к машинам стыковой сварки сведены в отдельные стандарты, на разный лад описывающие одни и те же требования: DVS 2208-1, ISO 12176-1, ГОСТ Р ИСО 12176-1 и пр.
Существует и другая крайность в оценке качества сварочных машин. Мол, низкое качество дешевых сварочных машин касается только малого срока эксплуатации — просто раньше развалится. И за такие деньги не жалко, закопаем в конце траншеи вместе с трубой. Это самое опасное заблуждение! Цена сварочной машины косвенно отражает степень стремления производителя выполнить требования вышеуказанных стандартов. Бюджетный сварочный аппарат не позволит оператору выполнить требования сварочной процедуры. И хуже всего то, что в большинстве случаев оператор об этом даже знать не будет, пока эту самую траншею не придется раскапывать для ремонта трубопровода. А уж кого в этом случае назначат стрелочником — большой вопрос!
К сожалению, наличие сертификата соответствия аппарата требованиям ГОСТ в нашей стране не является свидетельством этого соответствия. Для тех, кто готов вникнуть, забетонировать свои тылы и спать спокойно, ниже приводим требования стандартов к техническим характеристикам машин стыковой сварки. К характеристикам, влияющим на возможность или невозможность соблюдения параметров сварочной процедуры. При этом опускаем общие слова о безопасности, надежности, работоспособности и удобстве.
Рекомендуем проверять эти технические характеристики не только при выборе нового сварочного аппарата, а хотя бы перед каждым новым сварочным объектом. Если характеристики уплыли, лучше отдайте аппарат на профилактику в сервис-центр.
9.1 Центратор
Как уже указывалось выше, функции центратора – обеспечение соосного крепления труб, исправление овальности труб, перемещение одной или обеих труб вдоль оси, обеспечение контролируемого усилия прижима торцов труб к нагревателю или друг к другу.
Общие требования к центратору описаны общими словами и довольно очевидны – должен зажимать трубу с предельными отклонениями размеров, не должен повреждать поверхность, должен быть защищен от коррозии.
Самое пристальное внимание необходимо обратить на требования, представленные в цифрах, с описанием методов испытаний и допустимых результатов:
- Жесткость конструкции центратора (см. п.5.2.2. и 5.2.3. ГОСТ Р ИСО 12176-1). Основная идея – при любых сварочных давлениях и при обычных внешних воздействиях свариваемые трубы должны оставаться соосными, а их торцы должны прижиматься друг к другу с равномерным усилием. СОВЕТ: При выборе гидравлического центратора , во-первых, убедитесь, что ось трубы и два приводных гидроцилиндра центратора находятся в одной плоскости; в противном случае при максимальных сварочных усилиях перекос будет обязательно. Во-вторых, если вы выбираете между двумя центраторами , оба центратора нужно одинаково и сильно нагрузить – зажать длинные и тяжелые отрезки труб без подпорок – и замерить, какой из центраторов больше деформировался. Если такой возможности нет, можно попытаться хотя бы визуально сравнить прочность на изгиб главных конструктивных элементов центратора – направляющих стержней.
- Жесткость и цилиндричность хомутов (см. п.5.2.4. ГОСТ Р ИСО 12176-1). Основная идея – концы труб при сварке должны иметь цилиндрическую форму для точного совмещения друг с другом, независимо от степени их овальности перед креплением в центраторе . СОВЕТ: Цилиндричность хомутов вряд ли стоит проверять. А проверить жесткость можно самой толстостенной трубой максимального диаметра, которая перед проверкой имеет заметную овальность. Затягивая хомуты, измеряйте диаметр торца в разных плоскостях.
- В любом положении гидроцилиндра (подвижного хомута) трение в системе должно быть одинаковым (см. п.6.5. ГОСТ Р ИСО 12176-1). Проверяется с помощью органов управления аппаратом. Давление перемещения замеряется на всем участке перемещения хомутов, колебания этого давления не должны превышать 10%. Основная идея — раз уж при сварке мы замеряем давление перемещения и добавляем его к табличным значениям давления, то самопроизвольные колебания этой паразитной добавки не должны значительно влиять на точность выполнения сварочной процедуры. На новом аппарате проверить выполнение этого требования несложно. А залог длительного выполнения этого требования — использование высокопрочных хонингованных стержней с 3-слойным покрытием (медь+никель+хром) и композитных прокладок идеальной геометрии. Ну и, конечно, уход за машиной.
9.2 Торцеватель
Согласно ГОСТ, торцеватель должен удалять стружку наружу трубы для визуального контроля и должен иметь съемные ножи. Правила безопасности требуют, чтобы включение торцевателя было возможно только в его рабочем положении на центраторе , для этого устанавливают специальный микроконтакт.
Формальное требование (см. п.7.2. ГОСТ Р ИСО 12176-1) состоит в указании максимально допустимого зазора между торцами труб после торцовки.
Нечасто используемая, но очень полезная опция – защита электродвигателя торцевателя от превышения тока или от перегрева. Особенно полезно на больших торцевателях. В отсутствие такой защиты электродвигатель или редуктор часто умирает в результате бестолковых действий оператора, который не читает инструкцию и при торцовке создает давление, в разы превышающее необходимое. ГОСТ такую защиту не требует.
9.3 Нагреватель
Общие требования – хорошая теплопроводность материала, неприлипающие поверхности, хорошая видимость прилипшего материала.
- Нагреватель должен иметь вполне определенный запас рабочей поверхности снаружи и внутри любой трубы в пределах рабочего диапазона (см. п.8.2. ГОСТ Р ИСО 12176-1), а сами рабочие поверхности должны быть плоским и параллельными, с указанным допуском (п.8.2. ГОСТ) и иметь шероховатость не более допустимой (п.8.5.1. ГОСТ).
- Мощность, теплоемкость и теплопроводность нагревателя должны быть достаточными для того, чтобы при рабочих условиях торец трубы нагревался от -5°C до +180°C менее чем за 20 сек (п.8.5.3. ГОСТ) при вполне определенной процедуре испытаний. Мощность выше этой не имеет смысла, она только излишне нагружает сеть питания при разогреве нагревателя.
- Интересное и редко выполняемое требование ГОСТ – нагреватель должен быть оборудован дополнительным термометром, независимым от системы контроля температуры, с точностью ±5°C (п.8.4. ГОСТ).
- Точность поддержания температуры должна быть в пределах ±7°C (п.8.5.2. ГОСТ). Более подробно ограничения по допустимым колебаниям температуры во времени и по мгновенной разнице температур в разных точках нагревателя указаны в DVS 2208-1.
9.4 Гидравлический привод
- Скорость перемещения подвижного хомута (см. п.5.2.1. ГОСТ Р ИСО 12176-1). Идея в том, аппарат должен быть в состоянии выполнить требования сварочных процедур, прописанных в ГОСТ Р 55276 – например, требования к максимально допустимому времени технологической паузы. СОВЕТ: Для выбора между двумя аппаратами сравните скорость холостого перемещения подвижного хомута; чем она выше, тем лучше.
- Максимальное усилие прижима , создаваемое центратором, должно не менее чем на 30% превышать максимальное усилие, требуемое для самой толстостенной трубы максимального диаметра (см. п.6.5. ГОСТ Р ИСО 12176-1).
- В ГОСТ и в ISO не уделено внимание одному требованию, на которое DVS 2208-1 обращает внимание. Гидравлический агрегат должен быть оборудован т.н. гидроаккумулятором, который на практике представляет собой емкость со сжимаемым газом и мембраной. Масло давит на мембрану, сжимает газ и превращает его в подобие взведенной пружины. Если такого приспособления нет, то при выключенном насосе малейшее перемещение подвижного хомута будет вызывать резкое падение давления масла в системе, ведь масло-то несжимаемое.
- Точность работы гидравлического привода. Частично она определяется требованием к равномерности давления перемещения (п.9.1). Другое требование, определяемое DVS 2208-1: манометр гидроагрегата должен иметь градуировку ≤1% полной шкалы, а максимальная погрешность измерений ±0,5 бар. Именно это цифра формально определяет нижний порог рабочего диапазона сварочной машины.
10 Некоторые неочевидные выводы
10.1 Сварка при низких температурах
Любая технология стыковой сварки пластиковых труб рассчитана и прописана для определенного интервала температуры окружающего воздуха. Как правило, этот интервал начинается от 0°С или от +5°С. А можно ли сваривать полиэтиленовые трубы при температуре, скажем, -30ºC?
Можно, никакие физические законы этому не мешают! Только это может вызвать некоторые неприятности, связанные со сварочным оборудованием. Например, масло в гидравлической системе может быть не рассчитано на такие температуры.
Если труба поставляется в катушках или бухтах, то разматывание трубы при низких температурах – тоже задача не для слабонервных.
Но сейчас не об этом. Давайте рассмотрим, какие изменения необходимо внести в технологию стыковой сварки пластиковых труб с расчетом на низкую температуру воздуха:
- На фазе 2 (нагрев) увеличится рассеивание тепла в воздух, т.е. снизится эффективность нагрева торцов (см. п.8.2.1). Значит, при расчете температуры T нагревателя необходимо увеличить запас ΔT3 на компенсацию рассеивания тепла в воздух. Другими словами, несколько увеличить температуру T нагревателя.
- Нагрев материала трубы начинается от более низкой начальной температуры. Значит, даже при одной и той же эффективности процесс нагрева до требуемого графика распределения температур займет больше времени. Не проблема, нужно адекватно увеличить время t2 нагрева торцов.
- Остывание торцов труб на фазе 3 (техн. пауза) будет происходить быстрее. Тоже не беда, нужно увеличить запас ΔT1 в температуре T сварочного зеркала (см. п.8.2.1) и/или более жестко ограничить продолжительность технологической паузы (см. п.8.2.3).
- В начале фазы 5 (остывание) течение материала, увеличивающее толщину стенки, затухнет чуть раньше из-за быстрого остывания шва. Может быть, имело бы смысл увеличить сварочное давление.
Вычислить процедуру сварки при низких температурах и подтвердить ее дееспособность долгосрочным испытаниями еще только предстоит. Но главное – понятно, что законы природы этому не мешают.
10.2 Сварка труб малого диаметра на большом аппарате
Каждый стыковой сварочный аппарат имеет определенный рабочий диапазон диаметров. Например, 90-315 мм. Это значит, что внутренний диаметр хомутов 315 мм, а для фиксации труб меньших диаметров необходимо установить редукционные вкладыши (см. п.5.5). Часто возникает вопрос – можно ли на этом же аппарате сваривать трубы меньшего диаметра, например DN 63 SDR 11. С одной стороны, установить редукционные вкладыши Ø63 мм – совершенно не проблема. Рассчитать таблицу параметров сварки полиэтиленовых труб любого диаметра – тоже не проблема. Но может быть, есть другие ограничения? Попробуем разобраться.
Сварочное усилие пропорционально площади сечения свариваемых труб. Это значит, что центратор и гидравлическая система аппарата рассчитаны на трубу с самой большой площадью сечения в пределах рабочего диапазона этого аппарата. Для 315-го аппарата это труба DN 315 с размерным соотношением SDR 6. Площадь сечения такой трубы около 430 см 2 , а необходимое усилие для ее сварки по традиционной технологии – 650 кгс. С учетом давления перемещения и согласно требованиям ГОСТ Р ИСО 12176-1, максимальное усилие, на которое должна быть способна 315-я сварочная машина, должно быть, как минимум, на 30% выше – около 850 кгс.
Сварочное усилие, создаваемое сварочной машиной, контролируется визуально по стрелочному манометру на верхней панели гидроагрегата (рис.35). И полная шкала манометра 315-й машины должна соответствовать усилию не менее 850 кгс. Согласно формальному требованию к точности гидравлической системы (п.9.4), самая маленькая труба, которую можно варить такой машиной, должна требовать сварочное усилие 0,5% от полной шкалы — 4,5 кгс. Труба Ø63 мм SDR 11 пока попадает в этот диапазон, сварочное усилие для нее – 15,6 кгс. Оператору придется ловить первые 1-2 деления шкалы, это трудно, но можно. Идем дальше. Максимально допустимое давление перемещения ни одним нормативом не определено. На самых лучших машинах оно составляет 3-4% от максимального давления, создаваемого гидравлической системой. Значит, у нашей 315-й машины давление перемещения будет соответствовать усилию не менее 25,5 кгс и имеет право колебаться в пределах 10%, что соответствует ±2,5 кгс. Значит, для трубы Ø63 мм SDR 11 мы в самом идеальном теоретическом случае сможем обеспечить сварочное усилие 15,6±2,5 кгс. Погрешность 16% — это уже очень много! Процедура сварки DVS 2207-1 допускает погрешность 6,7% (формально сварочное давление 0,15±0,01 Н/мм). 2 .
 |
|---|
| Рис. 35 Манометр гидроагрегата |
Отсюда общее правило для стыковой сварки:
Чем ближе диаметр трубы к максимальным возможностям вашей сварочной машины, тем точнее будет выполнение сварки стыкового соединения. Трубу Ø225 мм легче варить на машине PT-250, чем на PT-315.
СПАСИТЕЛЬНАЯ ХИТРОСТЬ: Если сварочная машина предназначена для традиционной технологии стыковой сварки, трубы нижней части рабочего диапазона машины можно варить по третьей процедуре (с высоким сварочным давлением). Это позволит более точно контролировать сварочное давление, а в качестве дополнительного бонуса — сократить время сварочного цикла. В нашем примере для сварки трубы Ø63 мм SDR 11 по третьей процедуре ГОСТ потребуется усилие 54,2 кгс. Погрешность — те же ±2,5 кгс, что составляет 4,6% и укладывается в норматив. А время остывания — 2,5 мин вместо 7 мин. Одно ограничение: труба должна быть сделана из ПЭ-80 или ПЭ-100.
ЗАМЕЧАНИЕ: Всё вышесказанное применимо и для сварки на аппарате с высокой степенью автоматизации, нужно только в качестве стандарта сварки выбрать в меню «ISO 21307 HIGH P». Но с одной оговоркой: машина должна быть новая или хорошо ухоженная или после профилактики. Дело в том, что автоматический аппарат при измерении давления перемещения измеряет еще и его колебания на всем пути движения подвижных хомутов. Предположим, что в результате незначительного нарушения геометрии нашего 315-го центратора усилие перемещения составит не 25±2,5 кгс, а 50±5 кгс. Ни одно нормативное требование к сварочным машинам пока формально не нарушено. Но для нашего примера с трубой Ø63 мм SDR 11 погрешность сварочного давления составит около 9%, что выше нормативного допуска. Автоматическая машина откажется варить с нарушением норматива.
10.3 Сварка труб с различной толщиной стенки
Большинство технологий стыковой сварки настаивают, что свариваться должны две трубы с одинаковой толщиной стенки. Это требование не всегда выполнимо. Например, большинство фасонных изделий (как литых, так и сварных) производятся с SDR 11. Поэтому если вам необходимо сварить трубопровод из трубы SDR 17, то придется сваривать изделия с разной толщиной стенки (рис.36). Некоторые технологии уточняют, что если необходимо сварить толстостенную трубу с тонкостенной, то на толстостенной трубе необходимо снять внутреннюю фаску. Но ведь и это не всегда возможно из-за отсутствия соответствующего инструмента.
 |
|---|
| Рис. 36 Разнотолщинные детали |
Чтобы сварить тонкостенную трубу с толстостенной, в таблице параметров сварки полиэтиленовых труб нужно выбрать строку для тонкостенной трубы. И дальше для сварочного процесса использовать параметры исключительно из этой строки:
- Глубина нагрева должна соответствовать толщине стенки тонкостенной трубы. Если больше, то торец тонкостенной трубы далее сомнется при осадке (см. п.8.2.2). Толстостенную трубу можно было бы погреть подольше и тем самым увеличить допустимое время технологической паузы (см. п.8.2.3). Но в данном случае – куда же деваться, придется укладываться в продолжительность технологической паузы, прописанную для тонкостенной трубы.
- Продолжительность осадки полностью определяется предшествовавшим режимом нагрева (см. п.8.2.5). Так что здесь тоже как для тонкостенной трубы.
- Усилие осадки – из расчета, что в зоне сварки толщина стенки должна увеличиться для компенсации термодеструкции и пр. (см. п.8.2.4). В данном случае это более актуально для тонкостенной трубы. А толстостенная труба – и так достаточно прочная.
- Продолжительность остывания (при определенном сварочном давлении) полностью определяется предшествовавшим режимом нагрева (см. п.8.2.6). Так что здесь тоже как для тонкостенной трубы.
10.4 Сварка труб на «слабом» аппарате
Большинство технологий стыковой сварки ПЭ труб рассчитаны на то, что центратор сварочного аппарата способен создать усилие сжатия 1,5 кгс на каждый квадратный сантиметр торца полиэтиленовой трубы. А что делать, если аппарат слабоват, а толстостенную напорную трубу «кровь из носа» нужно сварить?
Конкретный пример. Бюджетный сварочный аппарат EURO-160 рассчитан на сварку труб диаметром до 160 мм и способен создать сварочное усилие не более 70 килограммов силы (кгс). Согласно технологии сварки DVS 2207-1, для сварки трубы из ПЭ 100 диаметром 160 мм с показателем SDR 17 (что соответствует PN 10) требуется сварочное усилие 67,4 кгс, и аппарат вполне справляется.
Но для сварки стыкового соединения труб из того же материала и того же диаметра, но SDR 11 (PN 16) требуется уже 100 кгс, потому что площадь торца такой трубы составляет 66,6 см 2 . Максимальное сварочное усилие нашего аппарата создаст в этой трубе напряжение всего чуть более 1 кгс/см 2 . Хватит ли этого на сварку, да так чтобы прочность сварного стыкового шва была не ниже прочности трубы? Может, есть какие-то «трюки»? Или не хватит ни при каких условиях?
Мы выяснили (см. п.8.2.7), что требуемое усилие сжатия на этапе оплавления торцов можно смело уменьшить. Это немного увеличит время, которое потребуется на выдавливание грата, а больше ни на чем не отразится. Так что здесь проблемы нет.
Мы также знаем (см. п.6.4), что технология стыковой сварки допускает несовпадения стенок труб до 10%, а последующее увеличение толщины стенки труб (см. п.8.2.4) компенсирует эту неточность. Значит, можем сделать вывод, что на компенсацию одной только термодеструкции хватило бы гораздо меньшего увеличения толщины стенки, а значит, гораздо меньшего сварочного давления. Поэтому первый «трюк» очевиден – на слабом аппарате нужно очень-очень аккуратно добиваться идеального совпадения торцов труб перед сваркой.
Второй «трюк» тоже вполне понятен, если немного подумать. Нужно увеличить температуру зеркала на 5-10°С и, может быть, погреть чуть-чуть подольше. Температурная деградация полиэтилена от этого немного увеличится, зато текучесть материала увеличится значительно и позволит добиться большого увеличения толщины стенки даже небольшим сварочным давлением.
К сожалению, никто не делал аккуратных расчетов технологии сварки для небольших сварочных усилий. Не существует точных численных рекомендаций, насколько нужно увеличить температуру зеркала и/или время нагрева с расчетом на то или иное сварочное усилие. Но если аппарат слабый, а сварить необходимо, то понятно, в какую сторону двигаться.
10.5 Сварка труб из ПВХ
Стыковая сварка труб из полипропилена (ПП) и поливинилиденфторида (ПВДФ), так же как и труб из ПЭ, не представляет проблемы. Таблицы параметров стыковой сварки труб из этих материалов, как правило, прилагаются к любому стыковому аппарату. А почему не прилагаются таблицы для ПВХ, хотя процедура определена нормами DVS?
Сварка труб из ПВХ связана с необычным требованием к сварочному процессу и к оборудованию. А именно, максимальное время технологической паузы при сварке ПВХ труб, независимо от диаметра и толщины стенки – всего 2 сек. За это время нужно успеть развести трубы, вынуть сварочное зеркало и снова свести трубы до касания торцов. Теоретически, некоторые гидравлический аппараты могут справиться с этой задачей – если насос гидравлического агрегата имеет большую производительность. Однако если говорить об аппарате с ручным управлением гидравликой, то оператор должен виртуозно обращаться с органами управления аппарата, а это не всегда так. А аппарат с высокой степенью автоматизации – совсем не выход, логика работы автоматического аппарата предполагает полное разведение труб для извлечения зеркала, а это потеря времени. Самую быструю технологическую паузу удается сделать вручную на аппаратах с приводным рычагом и со сварочным зеркалом, подвижно закрепленным на центраторе – например, EURO-160 или WORLD-250.
Еще один необычный параметр для сварки труб из ПВХ – сварочное усилие рассчитывается как 6 кгс на каждый см 2 сечения трубы. Это довольно много. Для сравнения, для ПНД необходимо 1,5 кгс/см 2 , а для ПП – всего 1,0 кгс/см 2 . Однако это не проблема. Благодаря прочности и очень низкой ползучести ПВХ, трубы из него (даже напорные) – довольно тонкостенные, т.е. имеют сравнительно небольшую площадь торца. Так что итоговое сварочное усилие оказывается небольшим, в пределах возможностей любого нормального сварочного аппарата.
Источник