
-
Contents
-
Table of Contents
-
Troubleshooting
-
Bookmarks
Quick Links
NO GAS/GAS MIG WELDER
MODEL NO: MIG145
PART NO: 6014505
OPERATION & MAINTENANCE
INSTRUCTIONS
ORIGINAL INSTRUCTIONS
GC0721 — rev 10
Related Manuals for Clarke MIG145
Summary of Contents for Clarke MIG145
-
Page 1
NO GAS/GAS MIG WELDER MODEL NO: MIG145 PART NO: 6014505 OPERATION & MAINTENANCE INSTRUCTIONS ORIGINAL INSTRUCTIONS GC0721 — rev 10… -
Page 2: Environmental Recycling Policy
GUARANTEE This CLARKE product is guaranteed against faulty manufacture for a period of 12 months from the date of purchase. Please keep your receipt as proof of purchase.
-
Page 3: General Precautions
SAFETY PRECAUTIONS FOR ALL TYPES OF WELDING WARNING: AS WITH ALL MACHINERY, THERE ARE CERTAIN HAZARDS INVOLVED WITH THEIR OPERATION AND USE. EXERCISING RESPECT AND CAUTION WILL CONSIDERABLY LESSEN THE RISK OF PERSONAL INJURY. HOWEVER, IF NORMAL SAFETY PRECAUTIONS ARE OVERLOOKED, OR IGNORED, PERSONAL INJURY TO THE OPERATOR MAY RESULT.
-
Page 4
perchloroethylene vapours to form phosgene. DO NOT WELD or cut where solvent vapours can be drawn into the welding or cutting atmosphere or where the radiant energy can penetrate to atmospheres containing even minute amounts of trichloroethylene or perchloroethylene. C) FIRE AND EXPLOSION PREVENTION Causes of fire and explosion are: 1. -
Page 5
A container with unknown contents should be cleaned (see paragraph above). Do NOT depend on sense of smell or sight to determine if it is safe to weld or cut. Hollow castings or containers must be vented before welding or cutting as they can explode. -
Page 6: Toxic Fume Prevention
intensity gas-shielded arc) can cause a retinal burn thatmay leave a permanent dark area in the field of vision. Before welding whilst wearing contact lenses, seek advice from your optician. PROTECTION OF NEARBY PERSONNEL For production welding, a separate, well vented room or enclosed bay is best. In open areas,surround the operation with low reflective, non- combustible screens or panels.
-
Page 7
Examples of conducting objects include, but are not limited to, buildings, electrical tools, work benches, welding power source cases, workpieces, etc. Never touch the electrode and any metal object unless the welding power source is off. When installing, connect the frames of each unit such as welding power source, control, work table, and water circulator to the building earth. -
Page 8: Preparation Of The Working Area
PREPARATION OF THE WORKING AREA The working area must be sufficiently spacious, not humid, and well-ventilated as to avoid any fumes which develop from the welding process and from incidental material adhering to the pieces to be welded (oils, paints, tars…) which may cause danger to the operator.
-
Page 9
17. NEVER allow the earth cable or torch hose to become wrapped around the operator or any person in the vicinity. A comprehensive range of CLARKE safety equipment for use when welding is available from your local dealer. the mains supply. Consideration should be given to shielding the supply cable of permanently installed welding equipment, in metallic conduit or equivalent. -
Page 10: Electrical Connections
ELECTRICAL CONNECTIONS WARNING: READ THESE ELECTRICAL SAFETY INSTRUCTIONS FULLY BEFORE CONNECTING THE PRODUCT TO THE MAINS SUPPLY. This product is provided with a standard 13 amp, 230 volt (50Hz), BS 1363 plug, for connection to a standard, domestic electrical supply. Should the plug need changing, make sure that a plug of identical specification is used.
-
Page 11: Safety Symbols
Read instruction manual before use. INVENTORY Any damage or deficiency should be reported to your CLARKE dealer immediately. Some of the components are stored within the machine side compartment. The components include the following: •…
-
Page 12
OVERVIEW NO DESCRIPTION NO DESCRIPTION Pull Handle Torch Carry Handle Torch Hose Gas Connection Point Earth Clamp Side Panel Wheels Control Panel Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com… -
Page 13: The Control Panel
THE CONTROL PANEL 1. Thermal overload light. If the duty cycle is exceeded as a result of welding too long with a high current, the yellow overload light will illuminate and the welder will turn off. When the welder has cooled down (approx. 5 to 10 minutes), the power will be restored and welding can recommence.
-
Page 14: Opening The Side Panel
When replacing the glass panels, only use parts supplied by Clarke International. The dark panel is a certified, specific optical class and should not be exchanged for any other type. 5. The clear glass panel should be replaced when it becomes badly pitted.
-
Page 15: Preparation For Use
PREPARATION FOR USE FITTING THE WHEELS 1. Fit two e-clips onto the axle in the positions shown. 2. Slide the axle into the wheel supports. 3. Fit two e-clips onto the opposite end of the axle in the same positions. 4.
-
Page 16: Fitting The Handle
MOUNTING THE WELDING WIRE SPOOL Warning: Ensure that the welder is not connected to the mains supply. NOTE: Spools of welding wire are available from your Clarke dealer. 1. Open the side panel, by pushing the latch down and allowing the side panel to drop down.
-
Page 17: Setting The Drive Roller Size
SETTING THE DRIVE ROLLER SIZE 1. Loosen the tensioning knob and pivot it towards you. 2. Lift up the arm. 3. Take hold of the triangular knob on the drive roller cover and rotate it 90°anticlockwise to release it. 4. Pull the roller retainer off the drive spindle to reveal the roller.
-
Page 18
4. Pass the wire through the guide, over the drive roller and into the torch liner. • Push about 10-15 cm into the torch liner. 5. Lower the arm and replace the tensioning knob. • Tighten the tensioning knob sufficiently to hold firmly, but do not fully tighten. -
Page 19: Mig Welding Principles
The gas is used to prevent oxidation and to shield the arc and the weld from atmospheric contamination. The choice of gas is dependent upon the material being welded, Two types are available from Clarke International. Carbon Dioxide (CO ) For Mild Steel Part No.
-
Page 20: Operating The Welder
WELDING WITHOUT GAS 1. If using 0.9mm flux cored wire, connect the terminal as shown. • The earth cable (Thicker Lead) should be connected to the positive (Red) terminal. • The cable from torch (Thinner Lead) should be connected to the Negative (Black) terminal.
-
Page 21: Operation
OPERATION CAUTION: THE DUTY CYCLE MUST BE ADHERED IN ORDER TO PREVENT THE THERMAL OVERLOAD PROTECTION FROM ACTIVATING 1. With the welding current set and the wire trimmed, set the wire feed control to 6. 2. Plug the machine into the mains supply and switch on. 3.
-
Page 22: Thermal Overload
THERMAL OVERLOAD The ‘Thermal Overload’ shuts off the welder when it becomes too hot, due to the duty cycle being exceeded. This is to prevent any damage to the welder. When this occurs, the warning lamp shown will light up. Allow the welder to cool until the amber light extinguishes before resuming work.
-
Page 23: Maintenance
Check the hose for security and damage. As a general rule the power supply should be inspected at least annually. Consult your CLARKE dealer for advice if necessary. Wire feed unit: The feed roller wire guide plays an important part in obtaining consistent results.
-
Page 24: Troubleshooting
TROUBLESHOOTING Your CLARKE MIG Welder has been designed to give long and trouble free service. If however, having followed the instructions in this booklet carefully you still encounter problems, the following points should help identify and resolve them. PROBLEM CAUSE…
-
Page 25
If you have any problems which cannot be resolved by reference to the above, or if you require spare parts for your welder please contact your local Clarke dealer. Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com… -
Page 26: Rating Plate
RATING PLATE Name and address of manufacturer Load Voltage symbol Model number, part number Energy Input symbol Batch number Rated supply voltage Single phase transformer-rectifier Rated maximum supply current British Standards applied Maximum effective supply current Welding process This symbol indicates that the unit is suitable for carrying out welding operations in an environment which has an increased risk of electric…
-
Page 27: Specifications
Rated Max Input Current (A) Welding Capacity (Mild Steel) 4 mm (maximum) CLARKE International reserve the right to change specifications at any time without prior notice DUTY CYCLE The duty cycle determines the machine ‘down time’. i.e 10% means 1 minutes operation followed by 9 minutes of rest.
-
Page 28
CONSUMABLES The following are some of the accessories available from your CLARKE dealer. Please quote the part numbers shown below: Part Description Part Comment number Welding Wire Flux cored mild steel (mini 8132110 Use for no gas welding Spools spool) 0.9mm Mild steel (mini) — 0.6mm… -
Page 29: Arc Activated Headshields
ARC ACTIVATED HEADSHIELDS These highly popular headshields activate instantly when the arc is struck and allow you to have both hands free when welding. Model Grinding Solar Fixed Flip Up Part Activated function Powered Shade Number ✔ ✔ ✔ GWH4 6000706 ✔…
-
Page 30
DECLARATION OF CONFORMITY-UK Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com… -
Page 31: Declaration Of Conformity-Eu
DECLARATION OF CONFORMITY-EU Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com…
This manual is also suitable for:
6014505
Весной я публиковал обзор бюджетного MMA инвертора, в комментариях заинтересовались подозрительно дешевым MIG сварочником. Продавец заметил и предложил протестировать его, чтобы подтвердить или опровергнуть опасения. Клеммы тут несъемные, регулировка напряжения и тока совмещены в одну крутилку, механизма подачи газа нет, питается проволокой с флюсом диаметром 0.8мм, катушка 1кг имеется в комплекте. ПН(Rated load duration) при 140А составляет 40%, при 89А можно работать непрерывно. Подробнее под катом
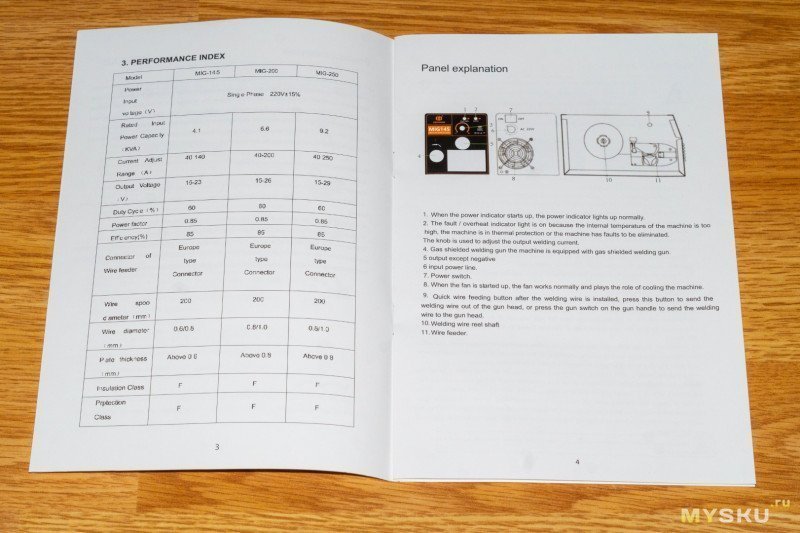
Характеристики
Входное напряжение: ~ 220 В ± 15%
Входной ток: 25A
Выходное напряжение: 15-23 В
Напряжение без нагрузки: 62В
Выходной ток: 40-140A
Максимальная номинальная входная мощность: 4940
Максимальная выходная мощность: 2940 Вт
Максимальная входная мощность: 4940 Вт
Рекомендуемый предохранитель: 40A
Продолжительность нагрузки: 140A 40% 89A 100%
Толщина свариваемых деталей: 0.8-4мм
Диаметр проволоки: 0.6-0.8мм
Распаковка и внешний вид
Приходит в картонной коробке. На проволоку дают отдельный трек и она приходит отдельно, в заказе этот трек основной, так что я поначалу решил, что аппарат спёрли, но открыл подробности заказа с ПК и увидел дополнительный трек

В комплекте сварочник и инструкция, все кабели уже на своих местах

Провода как и в прошлый раз мягкие, только на питании маркировки нет

А вот на массе заявлено 16 квадратов, длина около одного метра

Горелка стандартная, установлен носик 0.8мм, длина кабеля два метра

В верхней части корпуса помимо ручки есть дополнительные прорези, так что при желании можно прицепить ремень для переноски на плече. Габариты 304*143*155мм

На лицевой стороне расположена крутилка «мощности», чуть выше видны индикатор сети и перегрева

Сзади разместили выключатель питания, 80мм вентилятор и наклейку с основными характеристиками

Справа откидная крышка, для открытия нужно сдвинуть подпружиненный фиксатор по центру

С внутренней стороны нанесена подробная инструкция по «заправке», красная кнопка активирует подачу вручную

Катушка проволоки поставляется в запаянном пакете

Витки дополнительно обернуты бумагой, на торце есть бумажка с характеристиками

Свободный конец подогнут и зафиксирован в отверстии, найти его не сложно

Аппарат вместе с проводами весит порядка 6кг

Инструкция вроде как к этому аппарату

Но характеристики немного отличаются от указанных на корпусе
Подготовка к работе и тестирование
Для начала необходимо установить на место катушку с проволокой. Открываем крышку, отводим в сторону фиксатор, откидываем прижимной механизм и протягиваем проволоку в трубку подачи
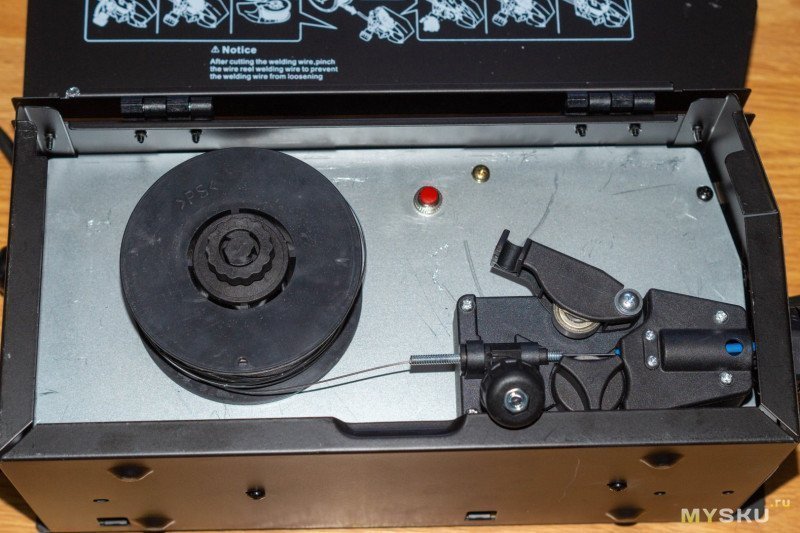
Возвращаем всё на место, для того чтобы не вытягивать проволоку под напряжением, в этой модели предусмотрена кнопка принудительной подачи. Зажимаем её и держим до тех пор, пока она не вылезет из сопла
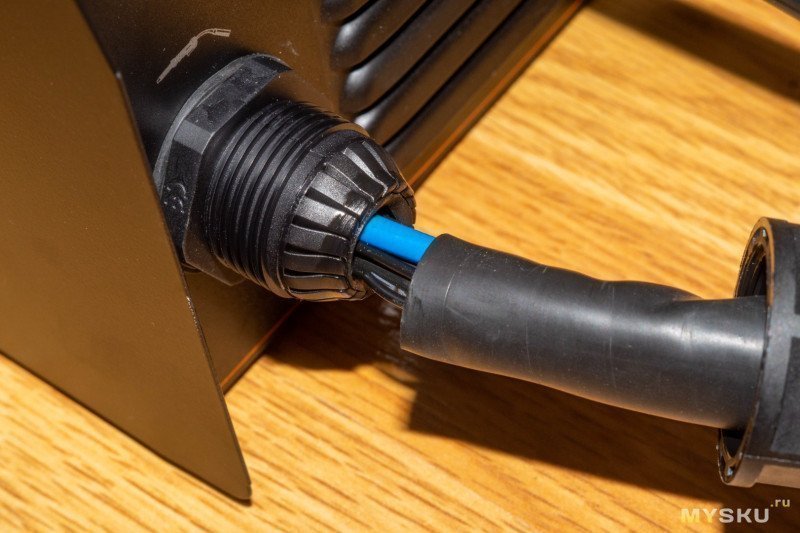
Так же заметил, что на основном проводе слезла внешняя изоляция у основания. Вроде не критично, но непорядок
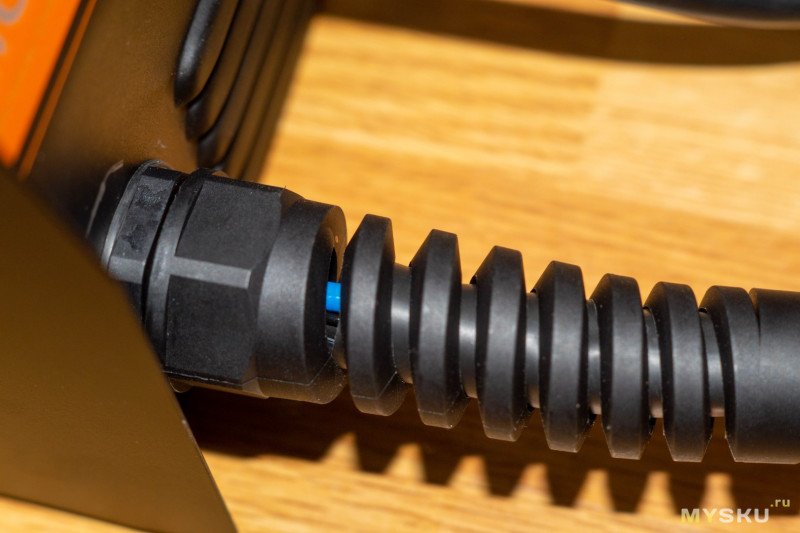
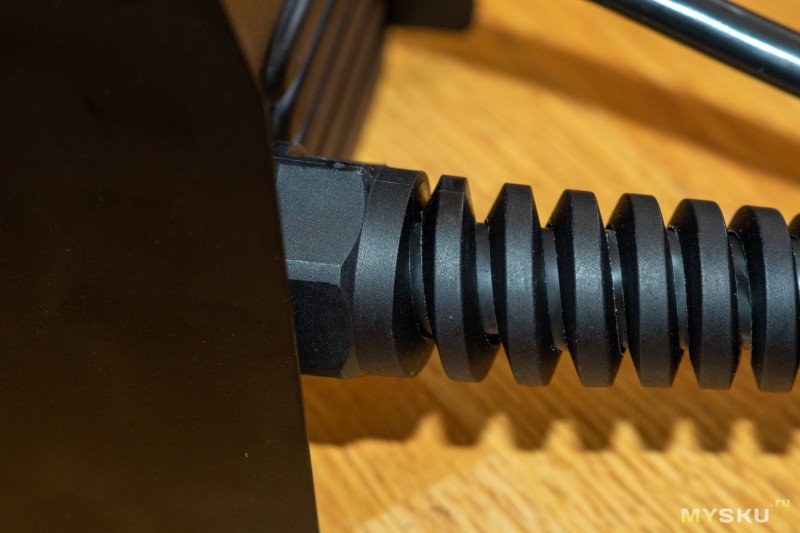
Открутил гайку, внутри оказался механизм фиксации как у садовых шлангов
Отогнул лепестки и натянул на трубку сколько смог

Затянул гайку, вот сейчас стало хорошо, можно выбираться на улицу
Как говорил выше, потенциометр тут один и он регулирует одновременно скорость подачи проволоки и напряжение. По сути это неотключаемый synergic, не нужно ловить правильные пропорции, просто корректируй мощность в зависимости от толщины заготовки и вари

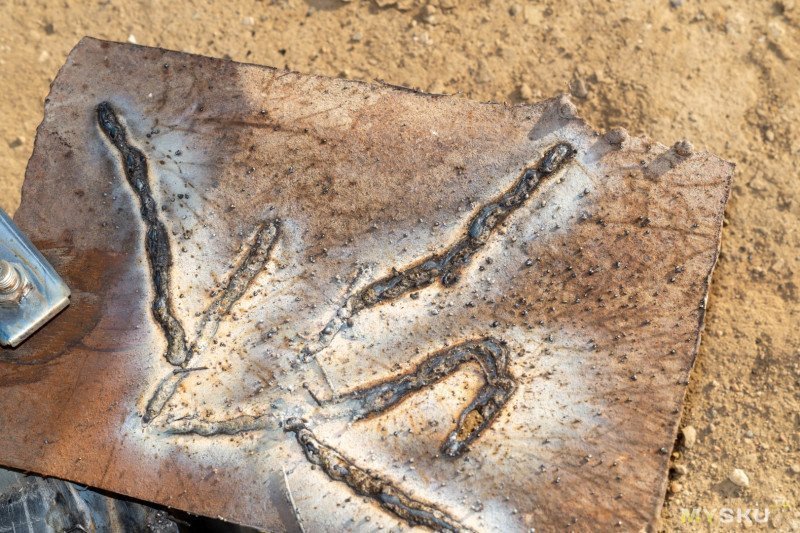
Нашел лист металла толщиной 1.5мм, отрезал кусок и приварил его же край к основанию. Начал с четверти шкалы. Медленно, но верно дело пошло
Увеличил до 50%, процесс ускорился, но если замешкаться на одном месте, начинает прожигать
На 100% край верхней пластины съедает моментально и начинает жечь нижнюю
На фото результат действий с гифок вверху, обвел и подписал процент шкалы для каждого прохода, чуть ниже экспериментировал с одним слоем

С обратной стороны видно, что даже в минимуме металл прогревается хорошо

В характеристиках указана максимальная толщина металла 4мм, посмотрим, проварит ли двойную стенку
Под пластиной было сильное свечение, провар получился нормальный, но насквозь не прожгло

Чтобы нормально посмотреть глубину прогрева, нарезал пластину на несколько кусков

Сделал вот такой бутерброд и проварил стык

Сначала прошелся на максимальной мощности, стараясь тянуть шов равномерно без задержек

После очистки щеткой он выглядит как-то так

Затем повернул потенциометр в минимум и дотянул оставшийся кусок

Пятно нагрева материала стало меньше, оплавленный пруток распределяло в узком коридоре и получился заметный бугорок

С обратной стороны видны места перегрева только в одной половине нижней пластины
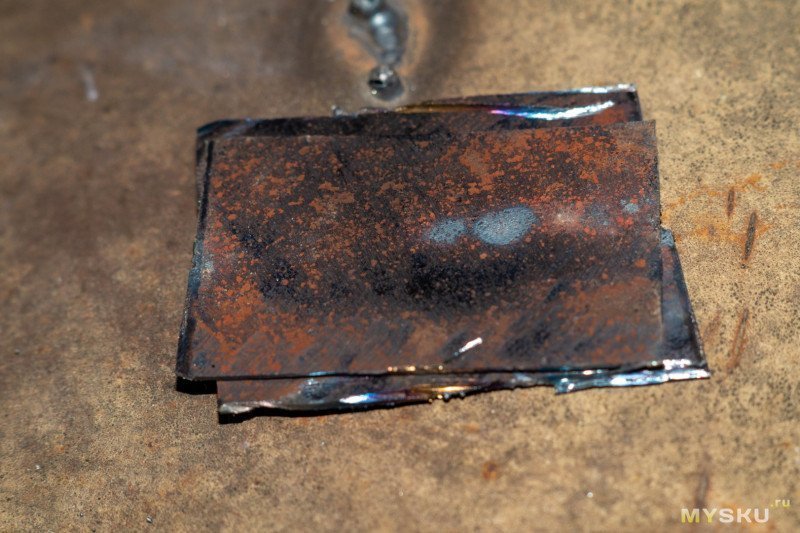
В разрезе видно, что при минимальной мощности нижняя пластина не сварилась с верхними

А вот при максимальной центральный шов уходит на всю глубину

Ну и конечно по традиции съездил в гараж к знакомому, который занимается сваркой не один десяток лет. Первое что ему бросилось в глаза, это размер, поспорил, что через пару лет корпус уменьшат до размера фена, в который будет вставляться катушка проволоки. Я спорить не стал, т.к. ММА такого размера и формы я уже держал в руках.
Сначала помучили такую же 1.5 мм железяку как я, эффект аналогичный, разве что валики равномернее
С обратной стороны. Прожигало так же от 50% мощности если замешкаться

Затем нашли кусок автомобильного порога толщиной 0.8мм, это уже должно быть интереснее

Сразу было 25% шкалы, металл прожгло, на моё предложение снизить мощность, мастер сказал «не ссать, ща всё будет» и ускорился. И действительно, легло ровно
Еще попытка

«Тут главное не тупить», но как новичку скорее всего будет сложно пройти без пробелов или перегрева
Вот результат

С обратной стороны

Затем выставили потенциометр в минимум, тут можно тупить сколько угодно, металл не прожигает
Но мастер сказал, что так работать совсем не весело и долго, оптимальным будет процентов 10 шкалы и протянул аккуратный шов в этом положении для наглядности

Результат

После обработки щеткой фиг поспоришь, отличный шов

И с обратной стороны

Заметил, что когда он варил, сопло после работы было заметно чище, чем у меня, вот что значит опыт )
Внутренний мир
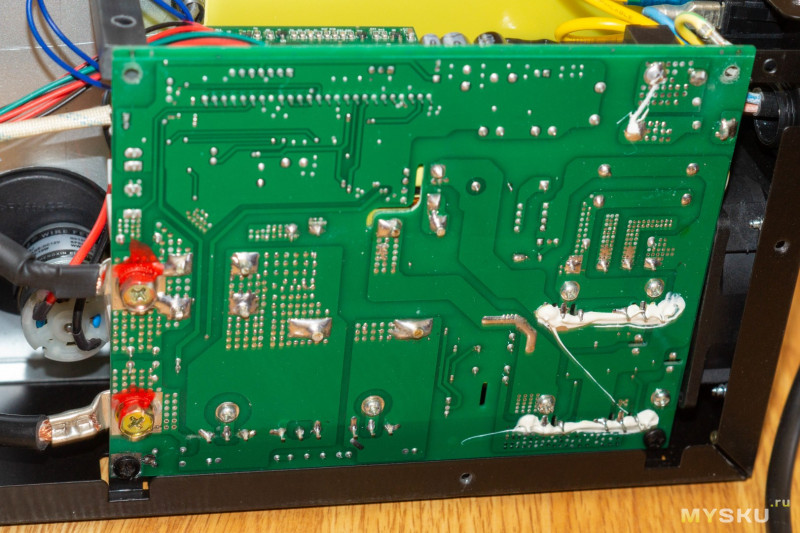
Плата с двух сторон закрыта диэлектрическими листами, провод заземления имеется
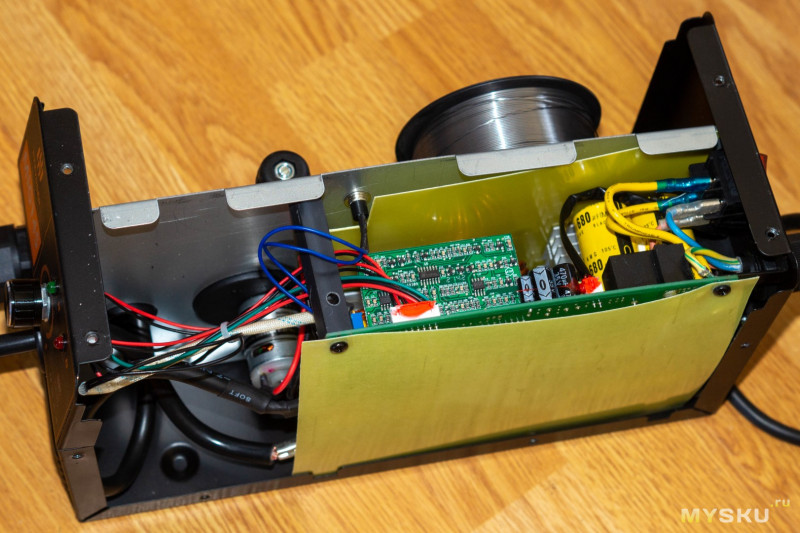
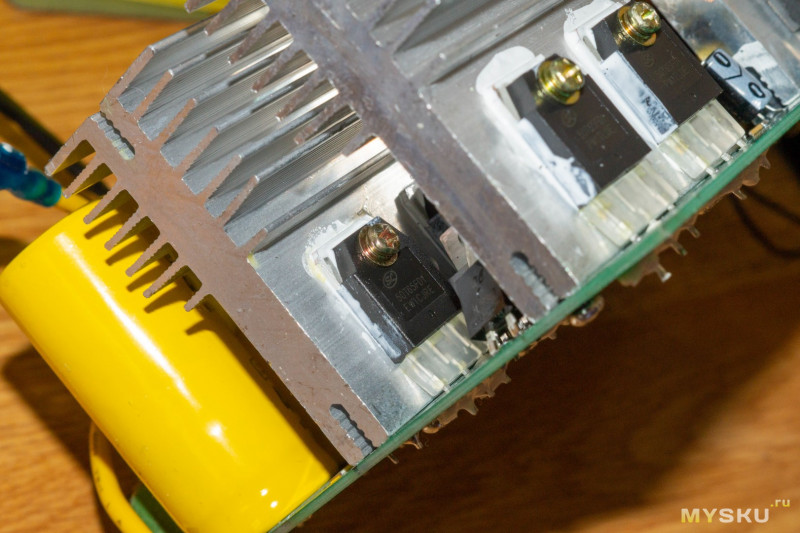
Флюс смыт нормально, по контактам выходных транзисторов прошлись герметиком, но без энтузиазма
На катушках обозначений нет, конденсаторы 400В 680мкФ
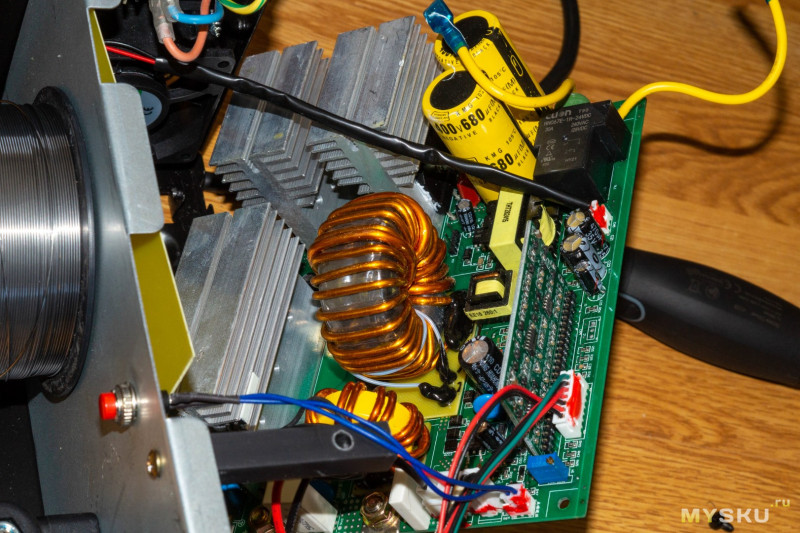
Маркировка диодного моста видна плохо, но похоже на KBJ3510

На выходе три диода NS6603 300В 60А каждый
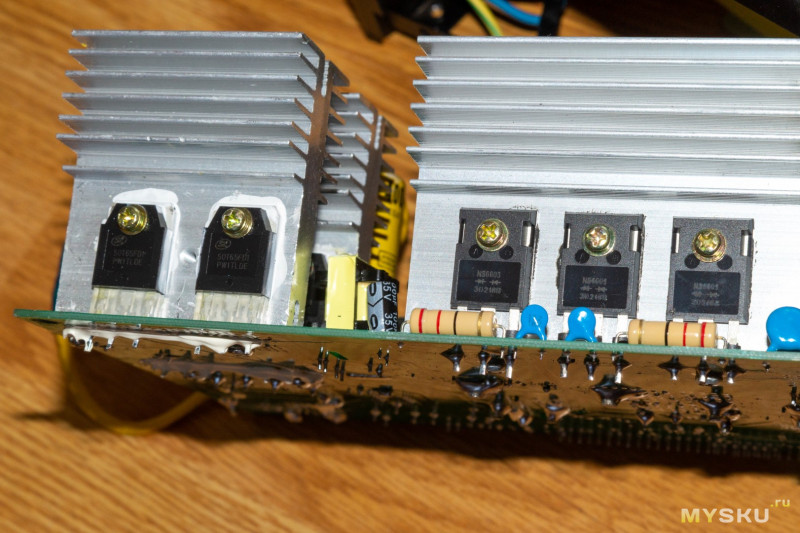
И четыре транзистора 50T65FD1 600В 50А каждый, так что запас как по току, так и напряжению имеется
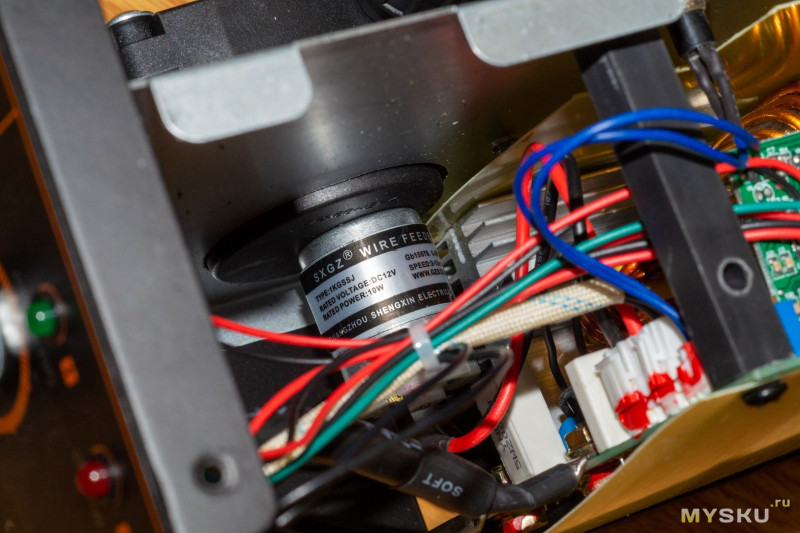
Двигатель системы подачи 12В 10Вт, думаю замену в случае поломки будет не сложно найти
Купон
9USDHVMIG145 снижает цену до $96 по курсу али(6771р), это дешевле, чем будет во время распродажи с 22.08
В мобильном приложении можно получить еще $2 скидки если подписаться на магазин.
В данный момент на складе осталось более 1700 единиц, так что должно хватить всем желающим
Итоги
В весеннем обзоре комментарии специалиста никого не отпугнули, так что включу их в заключении
+ Компактный, лёгкий, можно прицепить шнурок, повесить на плечо и спокойно лезть хоть под потолок
+ «Кузовщину варит @$%&нно, в минимуме даже тебе чего доверил бы приварить не переживая, что сожжешь», обычно в дешевых моделях на нижнем пороге ток высоковат
+ «Н@$я тебе отдельно регулировка напряжения? Если тонкий металл, ставишь в минимум и потихоньку варишь, с толстым поднимаешь подачу пока не появляется провар на нужную глубину, это будет в два раза быстрее, чем еще и вторую крутилку елозить, особенно если ума нет».
Так то регулировка напряжения позволяет корректировать нагрев заготовки не меняя при этом подачу, но для этого нужен опыт, так что возможно новичкам действительно будет проще подстроиться под текущий вариант, когда одновременно с током увеличивается и напряжение. При чем даже в более дорогих моделях предусмотрен режим «SYNERGY», который так же позволяет настраивать параметры одним регулятором, а не двумя/тремя.
+ «Дуга на максимуме ровно потрескивает, з@&%ись идёт, не срывается, по звуку не хуже желтой 3 в 1, а написано ток всего 140А». В максимуме дает на удивление неплохую мощность, по ощущениям на уровне MIG200, мы так же тестировали его(мой обзор снесли в муське), но при этом минимальный ток тут ниже, то есть рабочий диапазон больше, что хорошо.
+ Меньше дымит и не так сильно засоряет поверхность с соплом, как предыдущая тестируемая модель. Вряд ли это заслуга аппарата, а скорее всего достоинство комплектной проволоки, видимо используется иной тип флюса или сплав. В магазине можно заказать ее отдельно всего за $20+ за пару, что ощутимо дешевле местных аналогов, которыми невозможно работать.
Продолжительность нагрузки на полной мощности составляет 40%, что для бюджетного аппарата довольно неплохо и значение поднимается до 100% при 89А. В гаражных условиях лично мне редко попадается металл толще 2-3мм, так что можно хоть всю катушку за раз использовать не прерываясь. Ну и IGBT транзисторы вроде как должны быть надежнее классических.
Ну и т.к. дешевле вариантов я не видел, возможно кто-то захочет придушить жабу и впервые попробовать данный тип сварки, так что стоит сразу поговорить и о минусах использования проволоки с флюсом:
* Ценник расходника ощутимо выше, катушка классической в местных магазинах стоит от 300р за кило, к тому же есть несколько вариантов на выбор: омедненная, алюминиевая, нержавейка. Флюсовую же встречал только одного типа.
* При плавлении наращивается меньше металла, ведь приличную часть объема занимает флюс
* Во время работы образуется много дыма, который может мешать обзору и загрязняет воздух в помещении, так что оно должно хорошо проветриваться. Помимо небольшого количества шлака на шве, деталь вокруг него покрывается белым налётом. Всё это безобразие удаляется без особого труда, но после использования газа отвыкаешь от необходимости постобработки.
Но такова плата за мобильность, баллон с газом таскать то еще удовольствие, а тут 5кг тушку взял и пошел.
Как всегда, приветствуется конструктивная критика. Всем добра =)
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
В данной модели по умолчанию настроен режим Synergic, так что она требует минимальных познаний и идеально подойдет даже тем, кто впервые взял в руки сварку. Рабочий ток составляет от 40 до 140А, рекомендуемый диаметр проволоки 0.6-0.8мм.

| Питание | 220В ± 15% |
| Рабочее напряжение | 15-23В |
| Рабочий ток | 40-140А |
| Рабочий цикл | 40% при 140А, 100% при 89А |
| Совместимая проволока | Флюсовая, диаметр 0.6-0.8мм |
| Размер корпуса | 304х143х155мм |
| Вес | 6кг |
Получил две отдельных посылки, в первой был сварочный аппарат, во второй катушка проволоки
Кабель питания трехжильный, контакт заземления присутствует, провод массы 16 квадратов, MIG горелка небольшая, с мягким рукавом, есть крючок для фиксации на весу
Сварочный аппарат небольшой, на лицевой стороне пара светодиодов и потенциометр, сзади выключатель и шильдик с краткими характеристиками, боковая стенка откидная, под ней находится механизм подачи проволоки
Впервые вижу в бюджетном аппарате кнопку протяжки в горелку
Настройка аппарата упрощена до максимума, единственным потенциометром одновременно регулируется и скорость подачи и рабочее напряжение

Зависимость параметров рассчитали нормально, дуга хорошо держится в минимуме

И в максимуме нехватки подачи не чувствуется
Если зазеваться, можно легко прожечь 2мм пластину уже на 75% мощности
Для проверки максимальной толщины провара положил две небольших пластинки на третью покрупнее

Сварил стык верхних сначала на средней мощности, затем на максимальной

По фото видно, что слева валик больше, с обратной стороны сквозной провар только справа. Ну и на срезе все три пластины сварены так же справа, то есть 4мм внахлёст варить можно, еще и не на самой медленной скорости
Знакомый сварщик немного помучил порог от ваз 2110, процентах на 10 мощности с кузовным металлом вполне можно работать и не бояться наделать дырок

Вот результат издевательств
Кому интересно что внутри, вот немного фотографий, плата чистая, пайка аккуратная
В силовой части рассмотрел NS6603 в количестве 3 штук и 50T65FD1 в количестве 4 штук, запас мощности есть
Мне аппарат понравился, корпус небольшой, лёгкий, при этом мощности вполне хватает для домашних нужд, в минимуме можно варить как тонкий металл(«кузовщина» сейчас 0.6-0.8мм), так и толстый(я тестировал 4мм).
Для полуавтомата неплохо было бы иметь экранчик, отображающий текущее напряжение, но производитель заметно упростил настройку, объединив регулировку подачи и напряжения, так что достаточно немного помучить железяки различной толщины, чтобы привыкнуть к шкале мощности и со временем получается без проблем выставлять нужное значение наощупь не глядя на панель, так что тут это не критично.
В данный момент продавец снизил цену до минимума не дожидаясь 11.11, всего $80 или 5500р по не самому выгодному курсу али
Сейчас на главной
Новости
Публикации

Подошва — один из основных элементов утюга, влияющих не только на качество глажки, но и комфорт использования. В этой статье я рассмотрю основные особенности наиболее распространённых…

Знакомые многим мохнатые плоды киви с вкусной изумрудной мякотью не сразу обрели современный вид и широкую известность. Этот тропический фрукт, а точнее, с биологической точки зрения —…

Раньше я скептически относился к подобного рода пилам из-за небольшой мощности, которую может выдать аккумулятор, но оказалось, что бесколлекторные высокооборотистые движки в паре с редуктором…
С помощью этого SSD накопителя вы сможете дать второе дыхание вашему старому ноутбуку или компьютеру. Если установите его как системный, то операционная система будет загружаться существенно…

Ненамного медленнее, но намного дешевле. Всё это универсальная SSD-флешка Movespeed с разъёмами USB-C и USB-A. Предлагаю посмотреть, чем же придётся расплатиться за двухкратную разницу в цене…

Этот обзор понравится геймерам, которые выросли в 80-х и 90-х годах или просто любят ретро-игры. В этом обзоре пойдет речь про портативную игровую консоль, которая объединяет большинство…
Содержание
- Как правильно настроить сварочный полуавтомат
- Параметры настроек
- Рекомендации по настройке
- Подбор газовой смеси
- Настройка напряжения
- Настройка скорости подачи проволоки
- Регулировка полярности
- Настройка вылета проволоки
- Самые частые сбои и их признаки
- Приобретение сварочных полуавтоматов
- Как настроить сварочный полуавтомат?
- Какие регулировки имеет сварочный полуавтомат?
- Настройка потока защитного газа
- Какой газ использовать?
- Настройка напряжения сварочного полуавтомата
- Настройка скорости подачи проволоки
- Полярность при сварке полуавтоматом
- Вылет проволоки
- Положение наконечника горелки относительно сопла
- Начало работы сварочным полуавтоматом
- Примеры сварочных швов с разными настройками напряжения
Как правильно настроить сварочный полуавтомат
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.

Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.

Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.

Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:

Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:

Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.

Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:

Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Источник
Как настроить сварочный полуавтомат?

Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Источник
Всем привет. Получил на днях сварочный полуавтомат.

В дополнение к старичку Ресанта САИ-190. Наверное, самый дешевый, самый простой.

Из органов управления только одна крутилка.
Регулирует ток и одновременно подачу проволоки.

Инструкция по установке проволоки на внутренней стороне откидной крышки.


С первого раза не удалось заправить проволоку. Открутил жиклер, все получилось. Нужно было выпрямить сразу проволоку.

Для меня это первое знакомство с подобным аппаратом. На работе есть большой, красивый. Видел, как на нем работает специально обученный человек. Красиво. Теперь тоже учусь пользоваться.
Отрезал кусочки от уголка. Толщину не мерил. Примерно, как корпус у аппарата.

Первая попытка


Не очень красиво, но все-таки заварил.
Мне понравилось, покупкой доволен. Тем более за такую цену такой простой в использовании аппарат. В дальнейшем, по-любому, пригодится.

Толчок к покупке получил на
mysku.club/blog/aliexpress/91207.html
Тут обзор, внутренний мир, комменты от сварщика.
+ Компактный, лёгкий, можно прицепить шнурок, повесить на плечо и спокойно лезть хоть под потолок
+ «Кузовщину варит @$%&нно, в минимуме даже тебе чего доверил бы приварить не переживая, что сожжешь», обычно в дешевых моделях на нижнем пороге ток высоковат
+ «Н@$я тебе отдельно регулировка напряжения? Если тонкий металл, ставишь в минимум и потихоньку варишь, с толстым поднимаешь подачу пока не появляется провар на нужную глубину, это будет в два раза быстрее, чем еще и вторую крутилку елозить, особенно если ума нет».
Так то регулировка напряжения позволяет корректировать нагрев заготовки не меняя при этом подачу, но для этого нужен опыт, так что возможно новичкам действительно будет проще подстроиться под текущий вариант, когда одновременно с током увеличивается и напряжение. При чем даже в более дорогих моделях предусмотрен режим «SYNERGY», который так же позволяет настраивать параметры одним регулятором, а не двумя/тремя.
+ «Дуга на максимуме ровно потрескивает, з@&%ись идёт, не срывается, по звуку не хуже желтой 3 в 1, а написано ток всего 140А». В максимуме дает на удивление неплохую мощность, по ощущениям на уровне MIG200, мы так же тестировали его(мой обзор снесли в муське), но при этом минимальный ток тут ниже, то есть рабочий диапазон больше, что хорошо.
+ Меньше дымит и не так сильно засоряет поверхность с соплом, как предыдущая тестируемая модель. Вряд ли это заслуга аппарата, а скорее всего достоинство комплектной проволоки, видимо используется иной тип флюса или сплав. В магазине можно заказать ее отдельно всего за $20+ за пару, что ощутимо дешевле местных аналогов, которыми невозможно работать.
Всем удачи.