При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
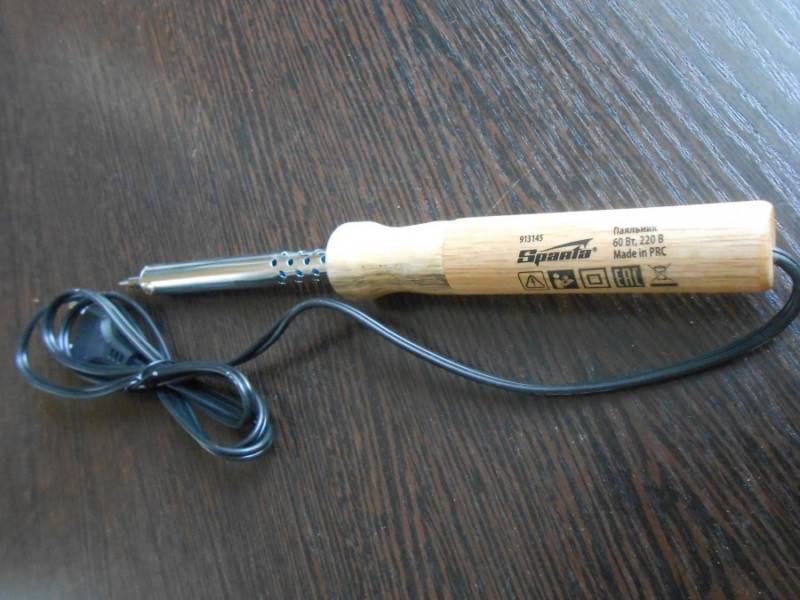
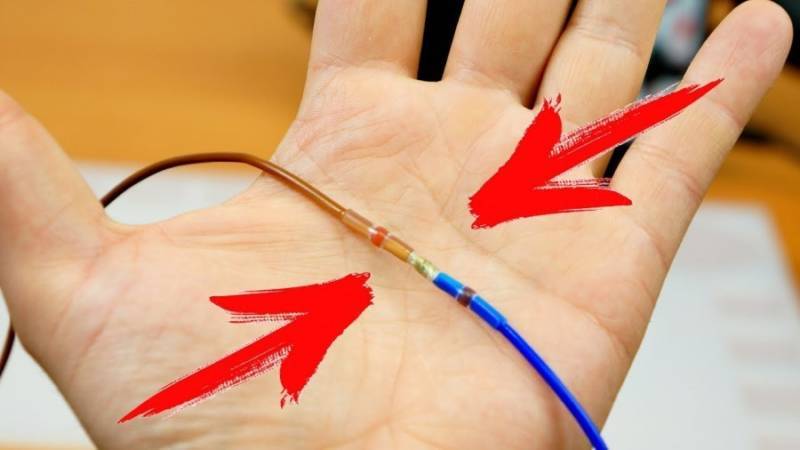
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
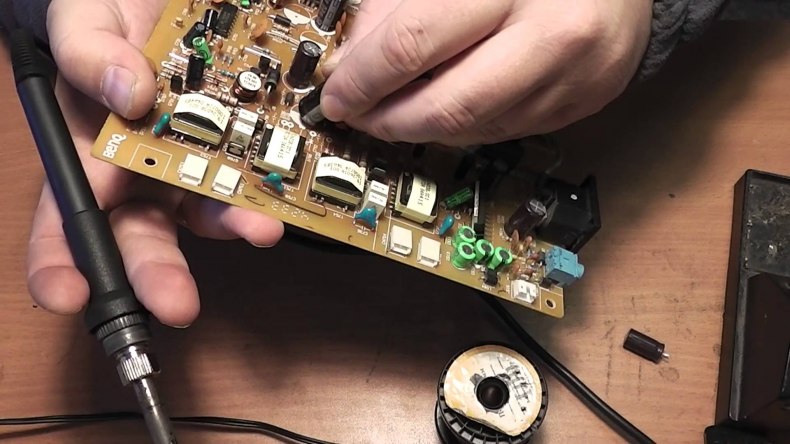
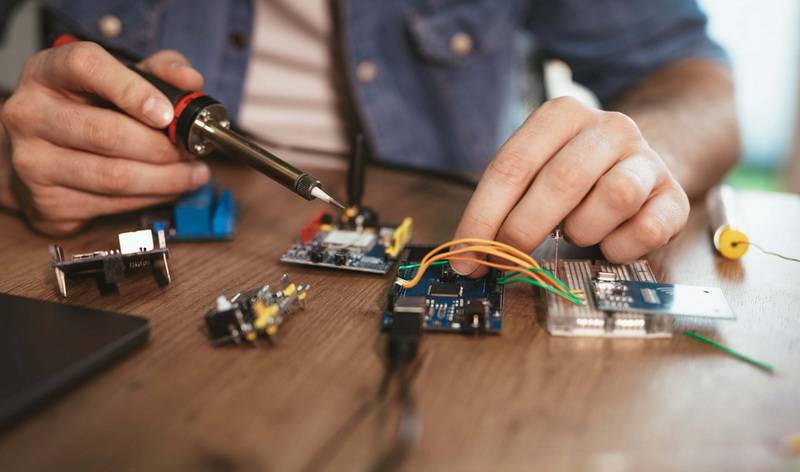
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
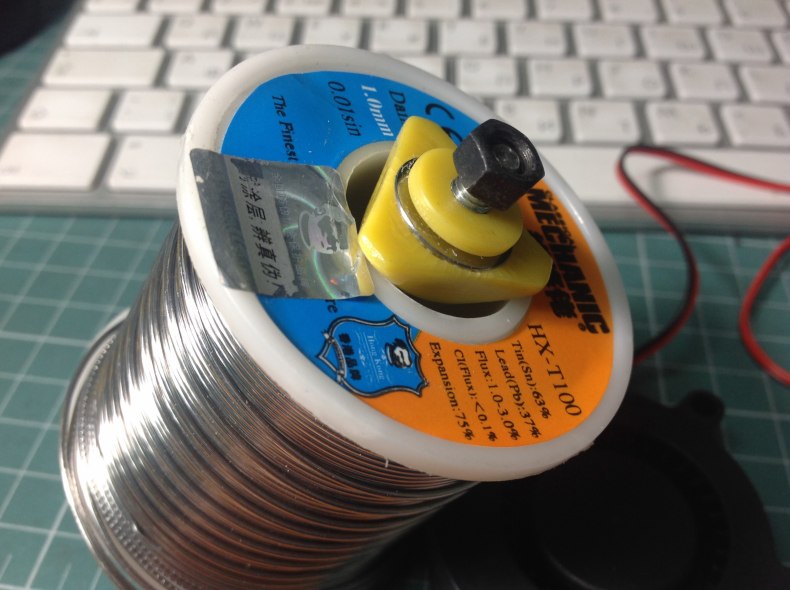
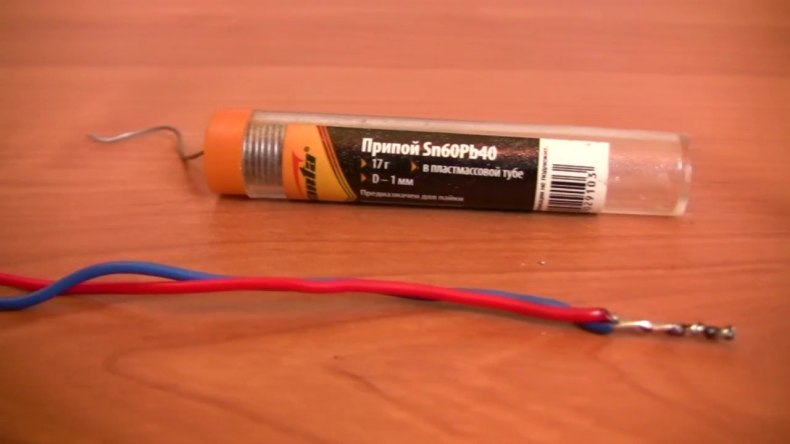
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
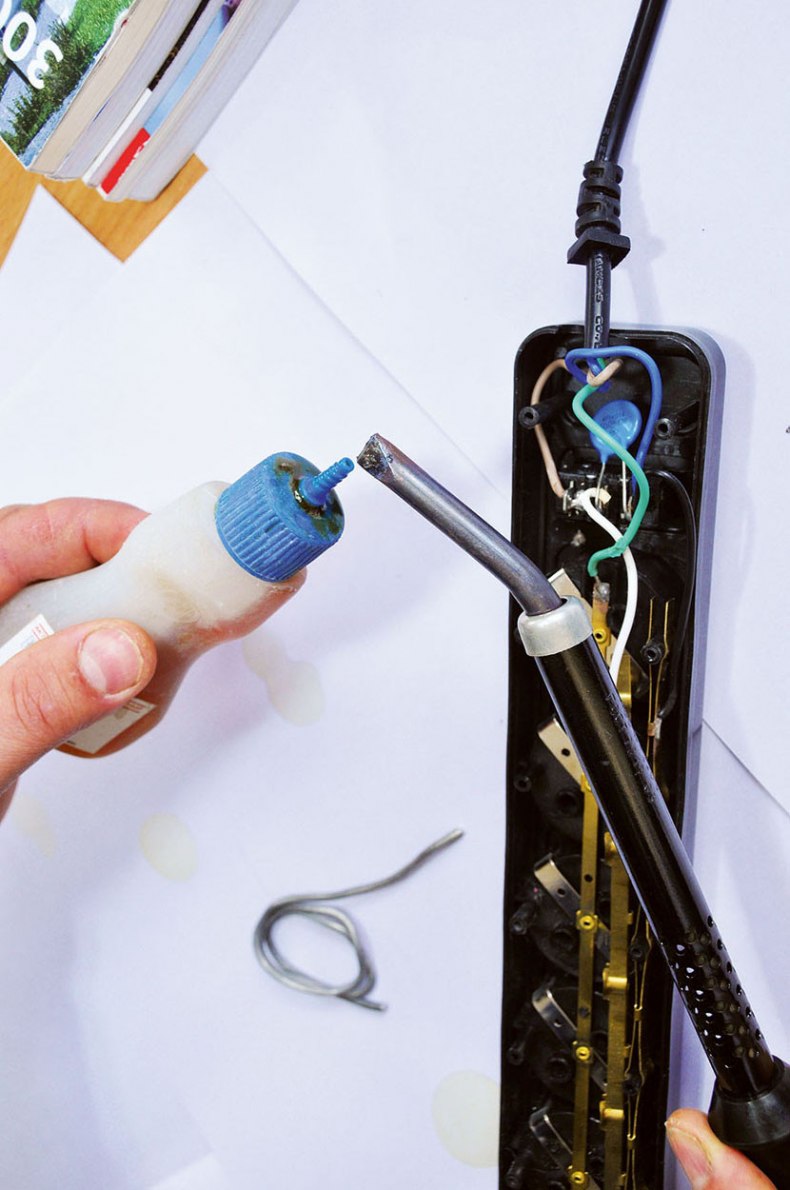
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
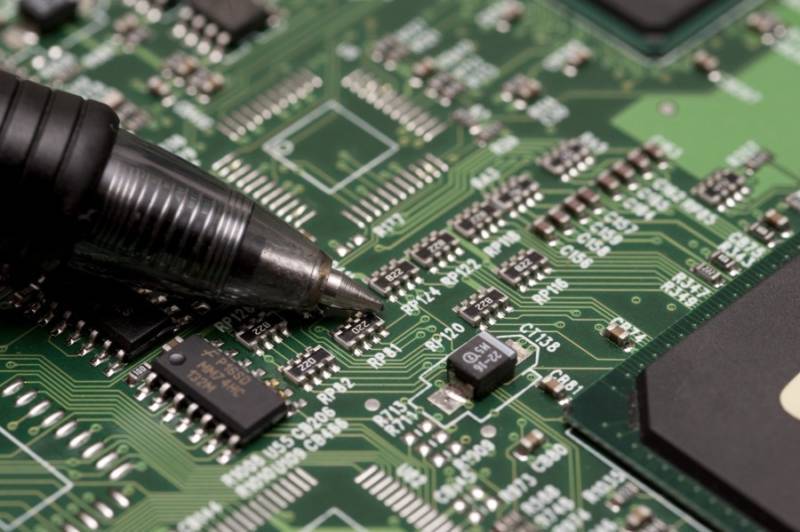
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Оплетка для удаления припоя
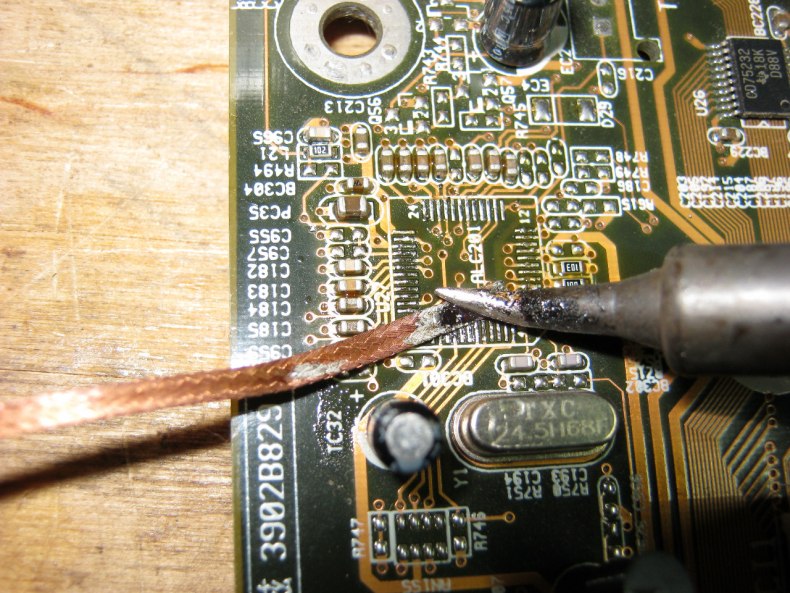
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
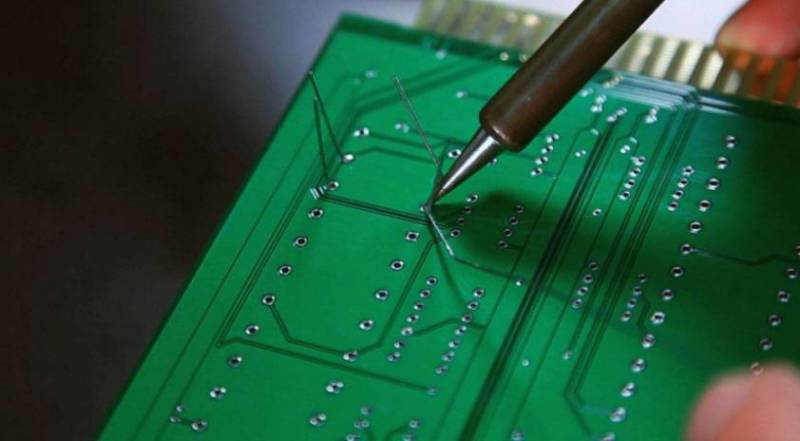
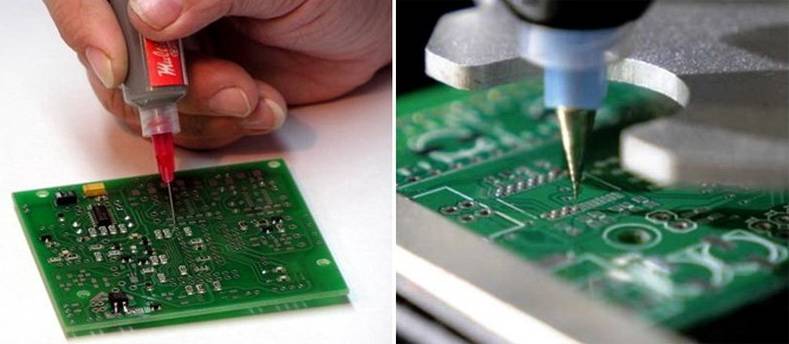
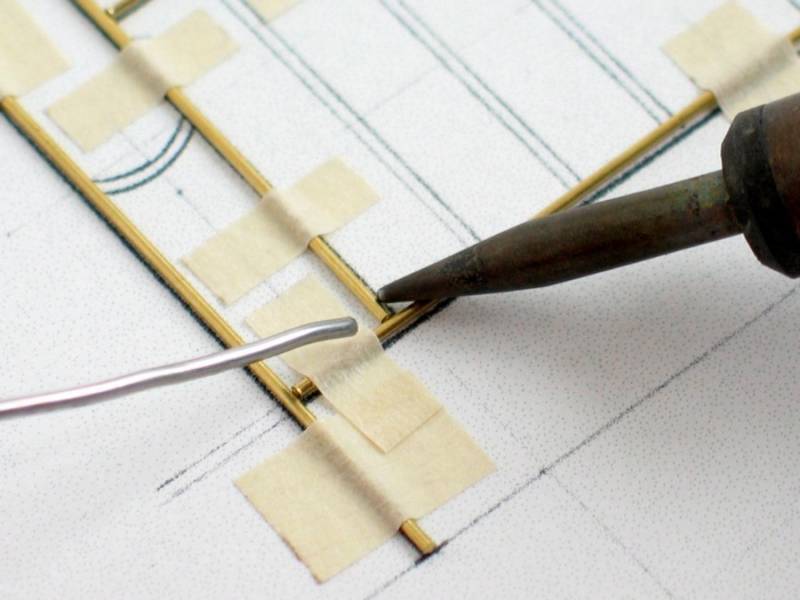
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
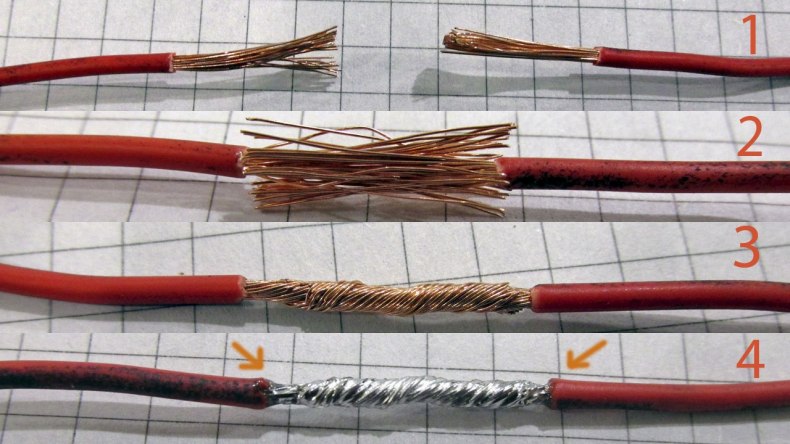
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
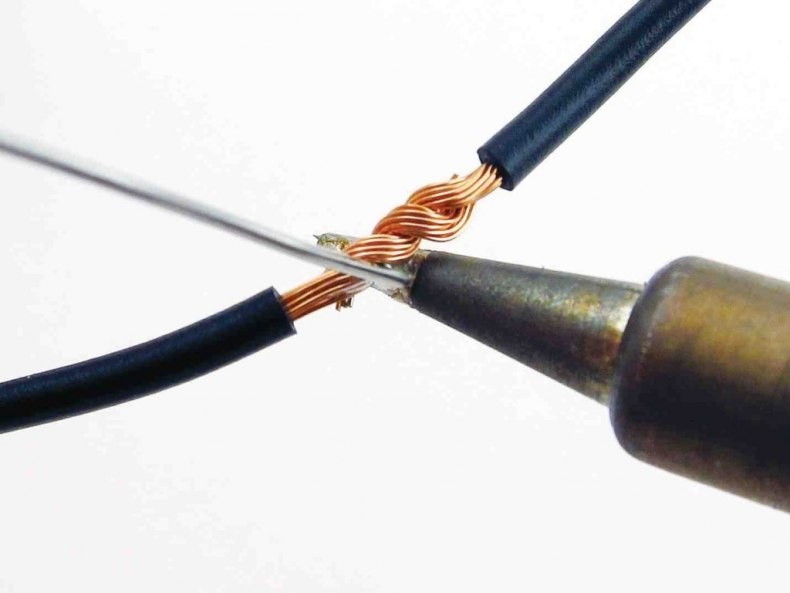
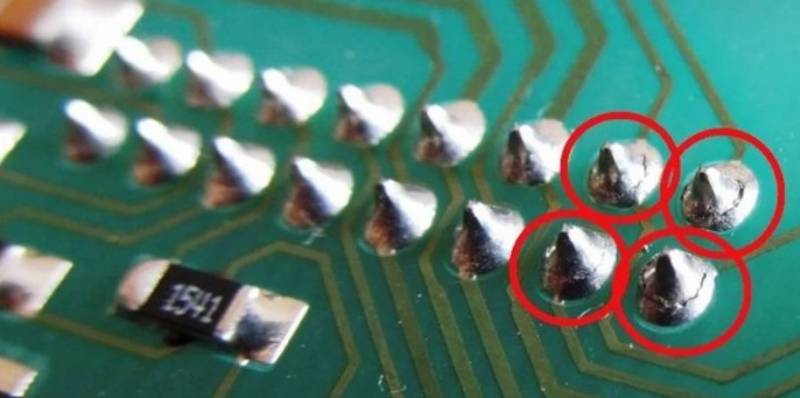
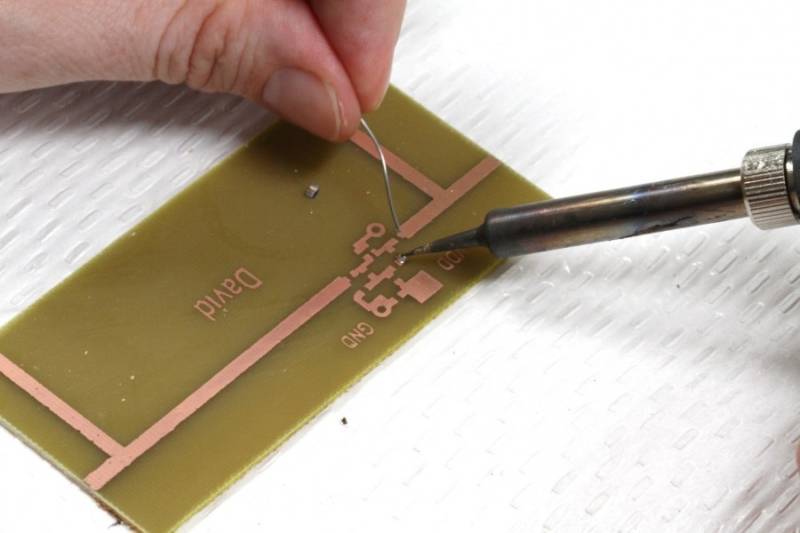
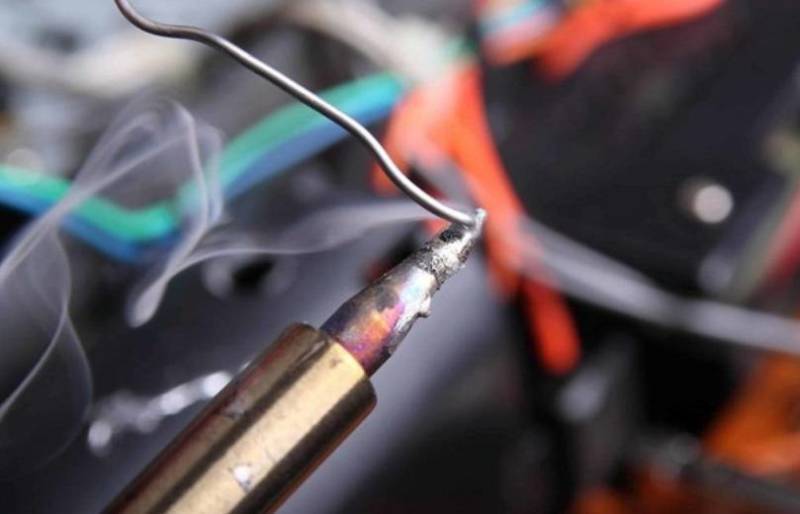
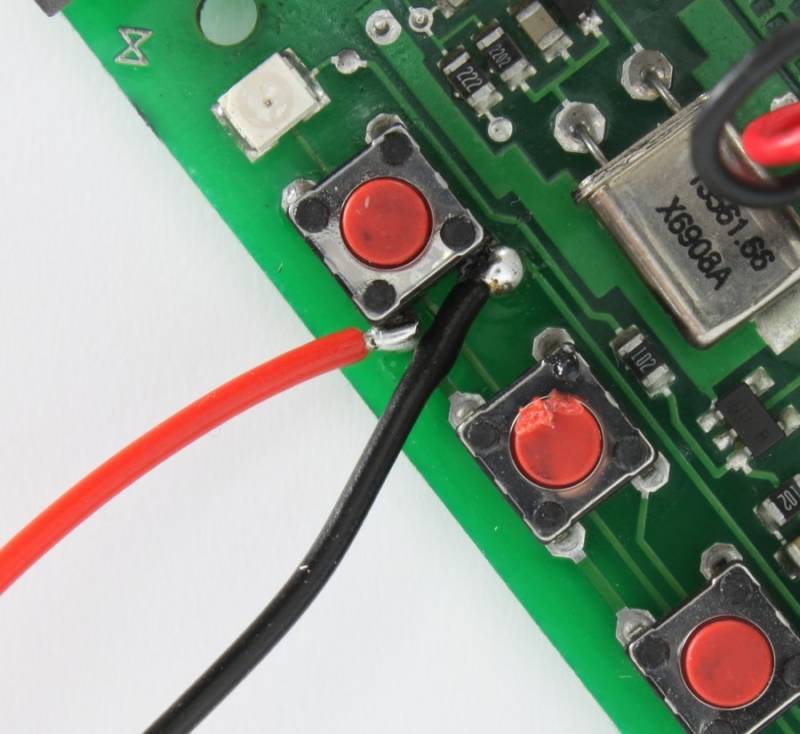
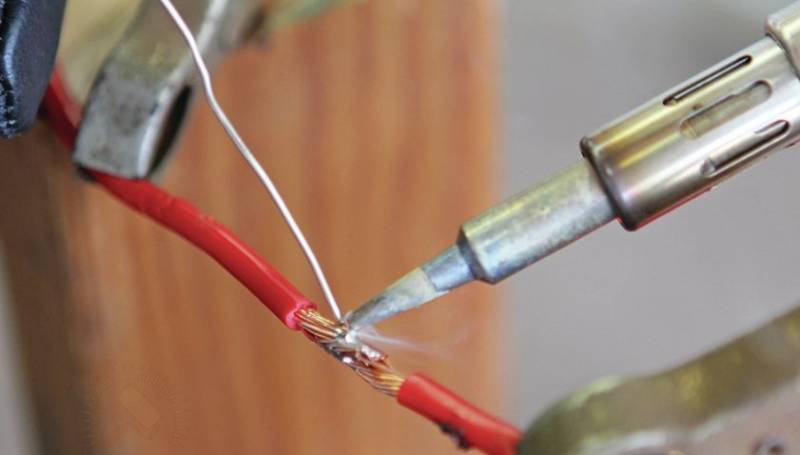
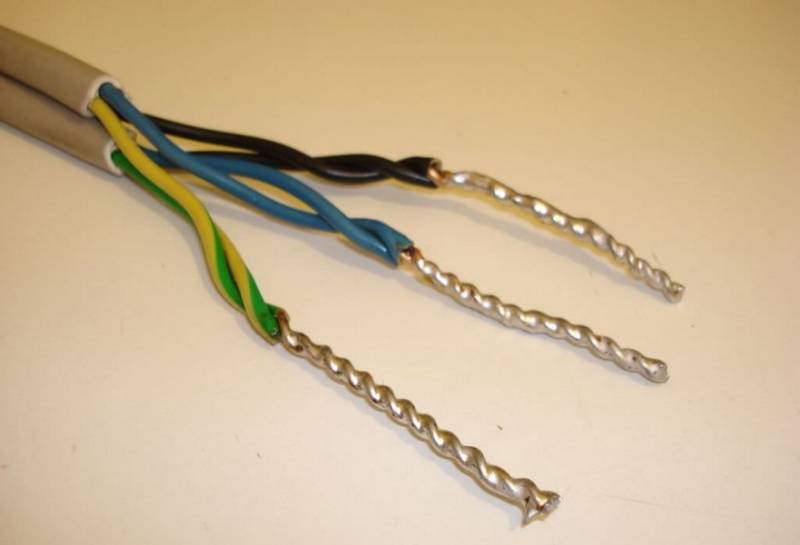
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
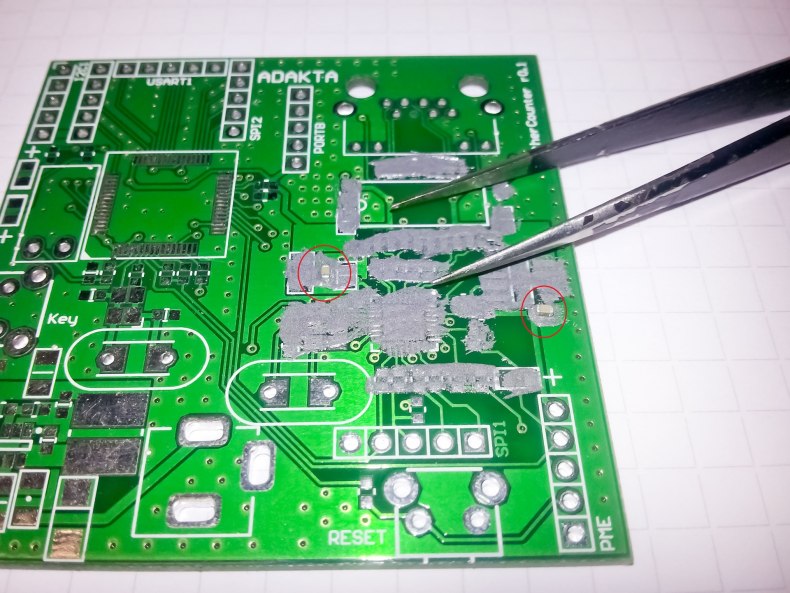
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
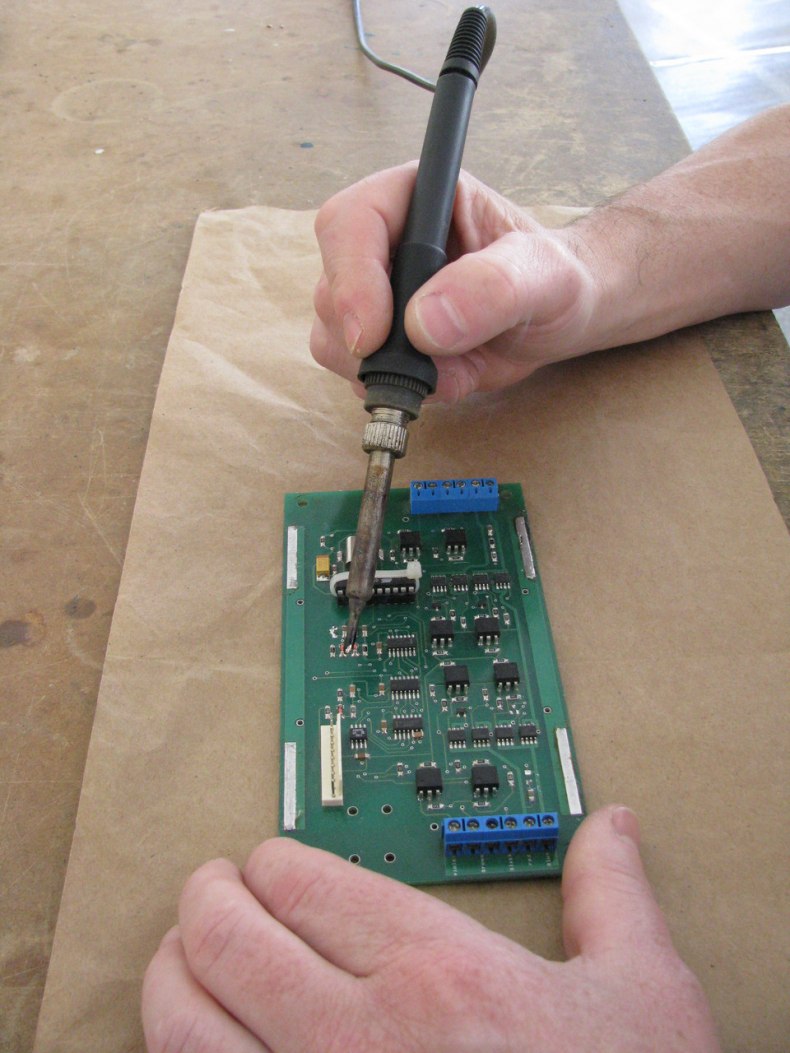
Процедура пайки включает такие шаги как:
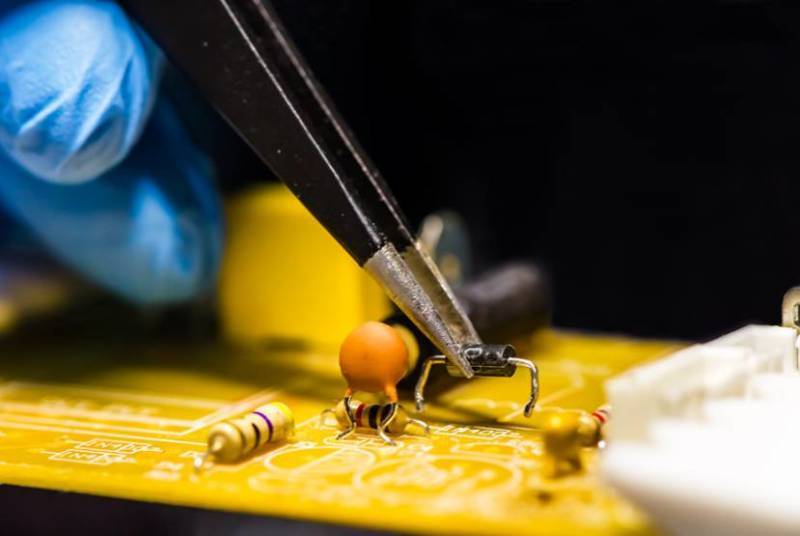
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
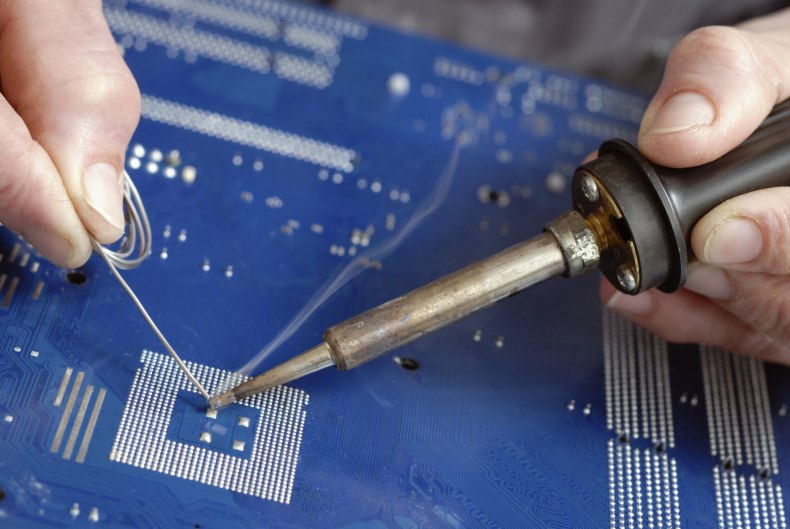
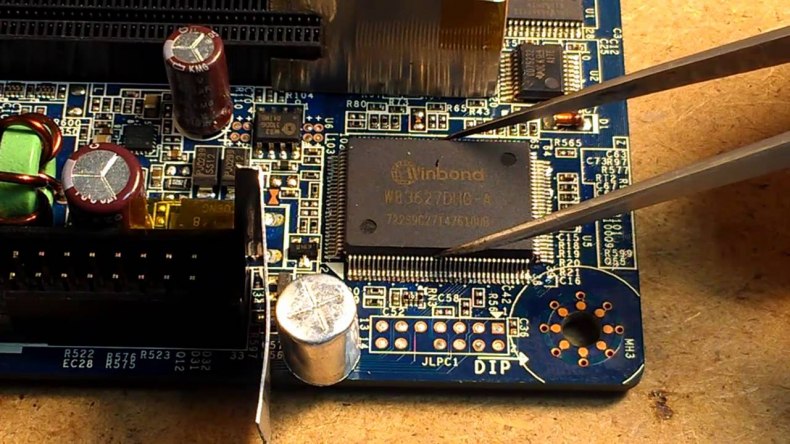
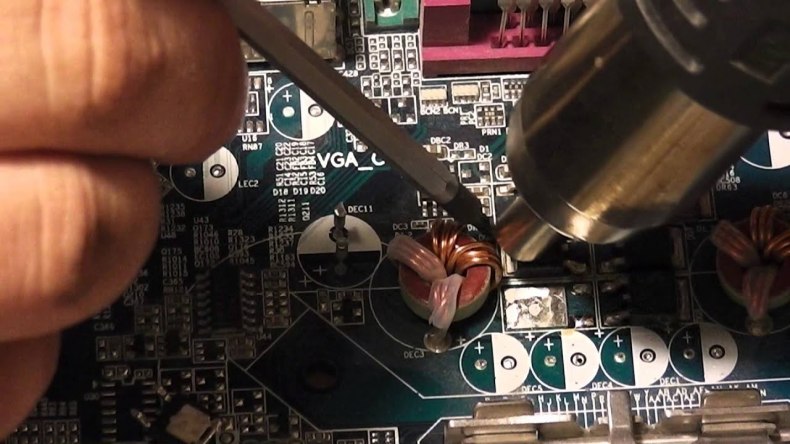
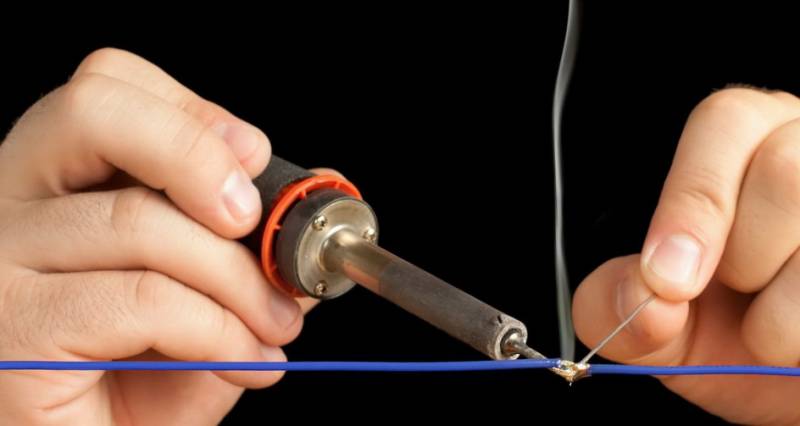
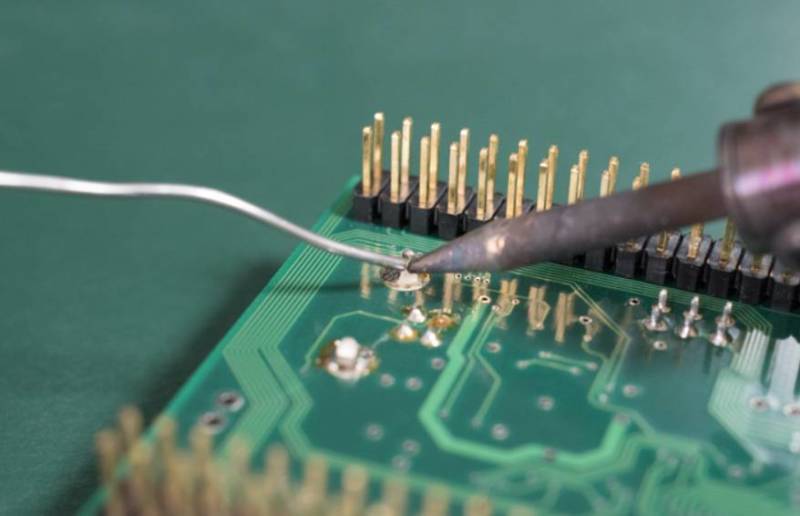
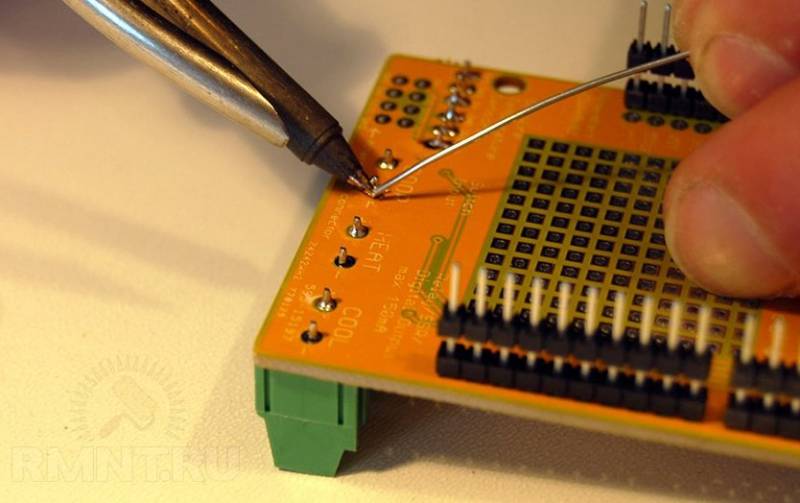
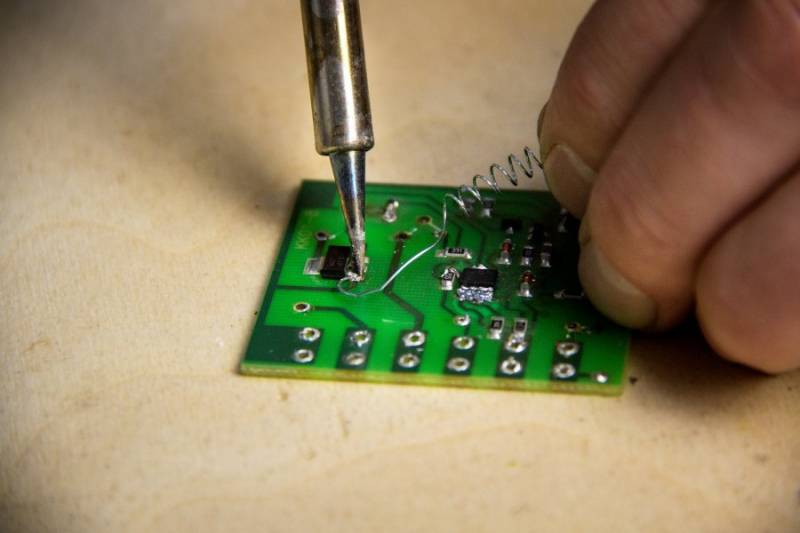
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
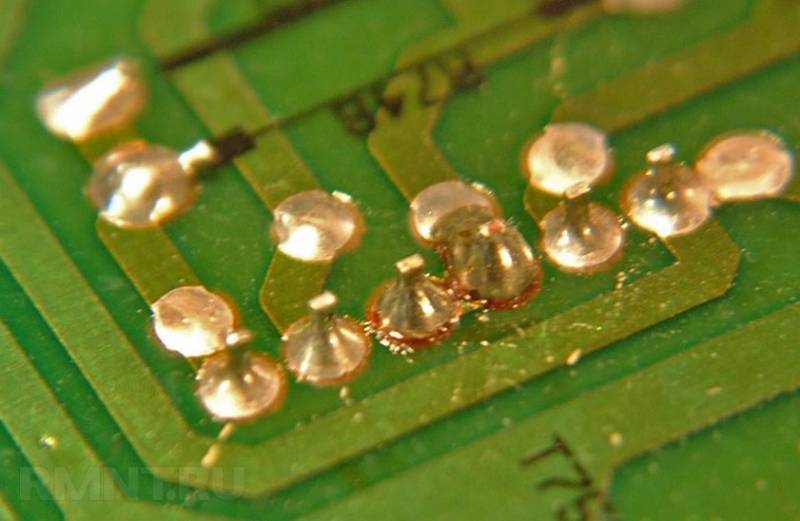
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.
Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.
Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.
Аккумуляторная дрель-шуруповерт Hammer ACD12/2С 216-022

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
Флюс
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.
Флюс для пайки (кислота паяльная) Solins ЛТИ-120, для низкотемпературной пайки печатных плат, флакон ПЭТ, 22 мл, с кистью

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.
Индикаторная отвертка SMARTBUY135 мм, до 500 В, шлицевая, серт, испытания (1/720)

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
Паяльник PROconnect 12-0122-4, 30 Вт красный
- 100 Вт – для медных слоёв толщиной до 1 мм;
Паяльник электрический/Паяльник электрический/Пяльник для микросхем/Паяльник с регулировкой температуры
- От 200 Вт – для крупных деталей и проводов.
Паяльник ЗУБР 55301-200, 200 Вт синий
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Уретановый лак для печатных плат Solins Urethane, 400 мл, аэрозоль
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.
Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.

Фото правильной пайки паяльником





















Как правильно паять паяльником — с кислотой, припоем, канифолью и оловом, правила пайки микросхем, контактов, труб
Современные реалии таковы, что в любой момент может возникнуть ситуация, когда понадобится взять в руки паяльник. Это одновременно и простой, и сложный инструмент.

Нужно знать определенные правила работы с ним, чтобы в конечном итоге не только выполнить пайку правильно, но и не получить травму.

А тем, кто ни разу не работал с этим инструментом, нужно заранее ознакомиться с основными тонкостями.
Содержание
Техника безопасности при пайке
Прежде чем приступить непосредственно к работе с паяльником, нужно ознакомиться с техникой безопасности. Это важно не только для того, чтобы правильно сделать пайку, но и не пораниться:
- Место соединение на деталях, которые будут запаяны, обязательно должно быть чистым. Для этого и выполняют предварительно механическую чистку.
- Поверхность следует заранее обезжирить. И сделать это возможно исключительно с помощью специальных очистителей, которые принято называть флюсами. Важно отдавать предпочтение тем видам флюсов, которые неспособны оказывать негативного воздействия на металл.
- Рабочий кончик жала может иметь не только разные размеры, но и форму. Поэтому нужно заранее определить, какая именно форма и размер подходит для пайки отдельных деталей.
- Мощность для работы нужно выбирать в диапазоне 25-60 Вт. Более высокую мощность выставлять не рекомендуется. Поскольку в таком случае можно повредить место спайки.

Если следовать этим правилам, то можно свести к минимуму вероятность получения травмы. К тому же, это будет гарантировать и высокое качество спайки.
Необходимые материалы и инструменты для пайки
Ознакомившись с инструкцией по технике безопасности, можно приступать к подготовке необходимых материалов и инструментов.

Лучше заранее все подготовить, чтобы непосредственно в процессе работы не возникло проблем.

В работе обязательно понадобятся флюсы и припои. Сразу следует отметить, что в продаже можно найти множество моделей, которые отличаются универсальностью.

Подобное означает, что данные вещества идеально подходят для взаимодействия с любыми материалами. Разумеется, следует заранее определиться с тем, какой вид веществ лучше использовать.

Паяльник
Это основной инструмент, который понадобится для работы. И к его выбору следует отнестись со всей внимательностью.

Ведь его покупают не на один раз. Правильно подобранный паяльник можно использовать на протяжении многих лет.

Нужно сразу нужно отметить, что приобретение дорогостоящего паяльника не является обязательным условием.
Ведь такая необходимость возникает лишь в случае, если человек планирует заниматься радиоделом на профессиональном уровне.

Более того, в таком случае обязательным условием является приобретение целой паяльной станции. А вот для мастера-любителя подойдет и вполне обычный паяльник.

Классической моделью считается нихромовый нагреватель, который оборудован медным жалом. Нагрев происходит достаточно медленно, но плавно. И в этом заключается основное преимущество.

Медное жало не только хорошо держит температуру, но и обладает способностью в некоторой мере компенсировать и теплоотвод, который возникает в месте пайки.

Существует и возможность выпилить жало под конкретный вид пайки. И, казалось бы, что никаких недостатков у такого паяльника нет.

Однако, есть один недостаток, который можно считать весьма существенным. Ведь медь очень быстро выгорает.

Это означает, что жало будет представлять собой расходный материал, запасы которого придется восполнять достаточно часто.

Кроме того, жало придется постоянно обтачивать и для этого понадобится напильник.

Совет для мастера! Прежде чем браться за напильник, лучше немного поработать молотком. Тогда медный стержень будет более уплотненным. И это положительно скажется на удобстве эксплуатации паяльника.

Стандартная форма жала внешне напоминает отвертку. Собственно, эта форма универсальна, поскольку она идеально подходит для выполнения всех работ на любительском уровне.
Латунная или обычная губка
За любым инструментом нужно хорошо следить и ухаживать за его деталями. И паяльник не является исключением в данном плане.

Для ухода за жалом обычно используют специальную губку. В продаже можно найти не только стандартные модели, но и те, которые изготовлены из латуни.
Простому обывателю порой бывает непросто определиться с тем, какую именно губку лучше использовать.

В действительности нет никакой особой необходимости в том, чтобы использовать именно латунную губку.

Работать с ней не всегда просто, и она больше подходит для паяльных станций. Обычный паяльник можно очистить и с помощью стандартной губки с жесткими волокнами.

Примечательно, что внешне они напоминают губки для мытья тела, которые можно спокойно приобрести

Подставка для паяльника
Выбирая паяльник, нужно не забывать о том, что данный инструмент необходимо дополнительно оборудовать подставкой.

Она обеспечит надежную фиксацию и предотвратит повреждение других деталей и оборудования на рабочем столе.

Именно по этой причине и нужно использовать подставку. Конечно, можно приобрести ее в магазине. И она будет отличаться отменным качеством и максимальной фиксацией прибора.

Вот только стоимость подставки несколько высока. И поэтому далеко не каждый начинающий мастер может рассматривать такую покупку серьезно.

Следовательно, можно рассмотреть и вариант создания такой подставки самостоятельно и из подручных материалов. В интернете можно найти множество схем.

Совет для мастера! Для создания подставки своими руками нужно использовать только те материалы, которые отличаются устойчивостью к высоким температурам.

Припой, канифоль
Припой – это расходный материал, который обычно используют во время работы с паяльником. Ранее мастерам приходилось отдельно покупать эти два элемента.

Но теперь в продаже можно найти модернизированную модель припоя, который уже оборудован канифолью. Она в данном случае играет роль флюса.

И поэтому ее использовать нужно обязательно. Она не просто упрощает сам процесс расплавления материала, но и увеличивает адгезию.

Подобное означает, что пайки будут хорошо держаться. И в течение долгого времени не возникнет даже необходимости задумываться об их повторном создании.

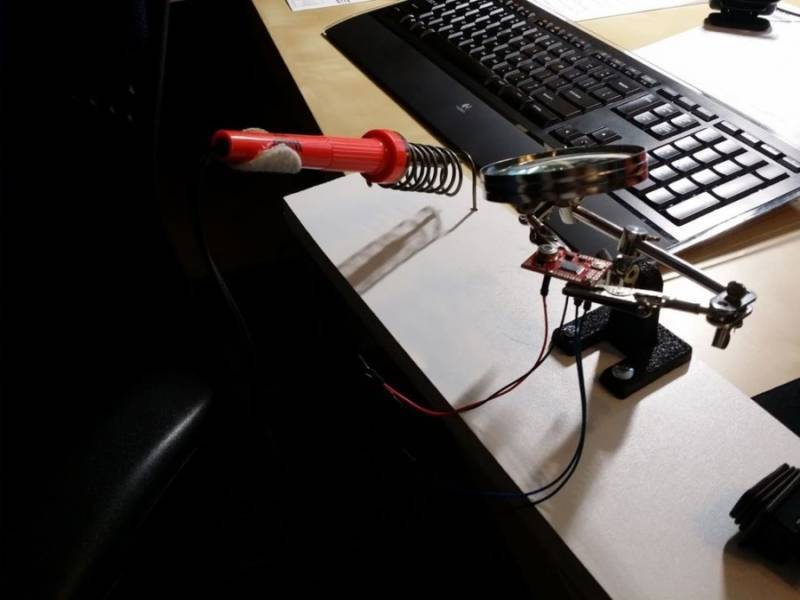
Держатель с лупой «Третья рука»
Модернизация коснулась не только припоя, но и некоторых других дополнительных элементов, которые могут понадобиться в процессе работы.

Например, можно приобрести специальный держатель. Он оборудован лупой.

Именно по этой причине такие держатели называют третьей рукой. Они значительно упрощают процесс работы.

Ведь можно не присматриваться к мелким деталям или надевать очки. Можно просто навести лупу на нужный элемент и внимательно его рассмотреть.

Паять под лупой тоже значительно проще. Вероятно, именно это является причиной того, что сегодня такая модель держателя пользуется широкой популярностью.

Как паять своими руками
Когда все инструменты для работы подготовлены, то можно приступать к пайке. И паять даже самым обычным паяльником будет довольно просто, если заранее разбить весь процесс работы на этапы.
Правильная установка элемента для припайки
Внимательно рассмотрев под лупой все детали будущей спайки, можно приступать к установке элемента для припайки. Делать это нужно максимально аккуратно.
Разумеется, обычно сложности возникают при работе с мельчайшими деталями. Ведь бывает непросто рассмотреть детали и выбрать оптимальное место для выполнения спайки.
Нагревание паяльника до нужной температуры
Для дальнейшей работы понадобится паяльник, который был разогрет до нужной температуры. Ведь работать холодным инструментом не получится.

Некоторые модели паяльников дополнительно оборудованы регулятором температуры. Это значительно упрощает процесс. Особенно, когда работать предстоит мастеру-новичку.

Если такового регулятора нет, то можно просто сделать обычный тест на другом элементе и проверить, достаточно ли хорошо раскалился паяльник. Учитывать нужно и то, что медь медленно нагревается.

Нанесения припоя на стык элементов
Как только паяльник достаточно разогреется, можно на место стыка деталей закладывать припой. Это не обязательно должна быть оловянная проволока.
Можно приобрести и специальную пасту. Многие мастера отмечают тот факт, что работать с пастой проще. И поэтому многие отдают предпочтение именно пасте, а не оловянной проволоке.
Завершение процесса пайки
Как только место стыка затвердеет после полного остывания, можно приступать к завершающему этапу. Он подразумевает полное удаление остатков флюса.

Их обязательно нужно хорошо зачистить, чтобы в дальнейшем подобное не оказывало негативного влияния на процесс эксплуатации устройства. Для удаления флюса рекомендуется использовать щетку.

Возможные проблемы и как их избежать
Если четко следовать инструкции по работе с паяльником и заранее подготовить все необходимые инструменты, то проблем не возникнет.

Однако, больной темой для всех новичков является температура, до которой следует разогревать паяльник.

Именно на этапе разогрева и возникают проблемы. Чтобы этого не произошло, следует заранее определить, какая температура больше подходит для выполнения спаек на разных деталях.
Сделать это проще всего после ознакомления со специальной таблицей. Но как решить проблему, которая связана с невозможностью определить, достаточно ли разогрет инструмент?

Можно провести пробную пайку. Именно так и поступают опытные мастера. Но если этот вариант не подходит, то можно приобрести современную модель паяльника, который оборудован индикатором.

В любом случае, решение этих проблем напрямую зависит от того, желает ли мастер тратить больше средств или максимально экономить.

И поэтому каждый должен действовать, исходя из собственных возможностей, желаний и ожиданий.
Фото паяльника









Об авторе: Эксперт в направлениях электричества, ремонтных работ
Задать вопрос
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Originally posted 2018-04-06 09:12:27.
Как правильно паять паяльником с канифолью и оловом?

Содержание
- Для чего нужна канифоль?
- Выбираем инструмент и материалы
- Технология пайки
- Рекомендации
В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.


Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.

И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.

Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.


Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.


Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.


Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.

Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.


Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
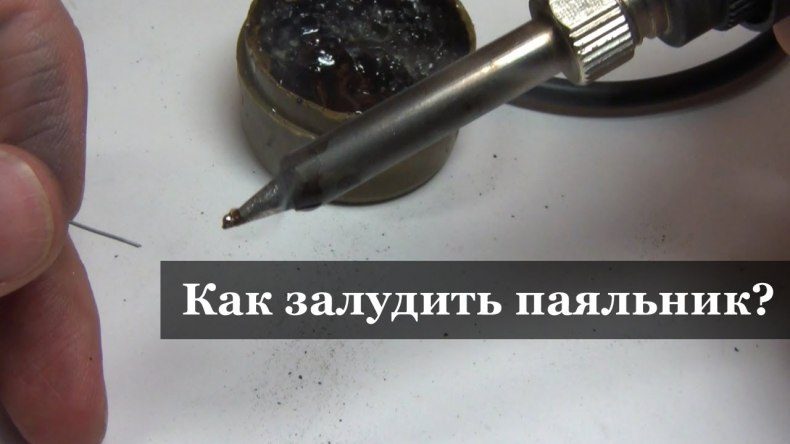
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.

Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.

Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.

Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.


Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.