- Manuals
- Brands
- LORCH Manuals
- Welding System
- Saprom S
- Service manual
-
Contents
-
Table of Contents
-
Troubleshooting
-
Bookmarks
Quick Links
Related Manuals for LORCH Saprom S
Summary of Contents for LORCH Saprom S
-
Page 1
Service Manual Saprom S… -
Page 2: Table Of Contents
Contents Subject Page Machine Machine Elements Safety precautions Common Logic Functions Schematic S-Series Troubleshooting guide Pc-board DP-MAPRO Pc-board DMR Pc-board DS20BF Pc-board DK-DCDRV / DK-S3DRV Pc-board DK-PWRUP Pc-board PWRUP04 Pc-board DP-S3NEFI Pc-board DK-GLCL Pc-board DP-UFI Pc-board DP-UFI-BO Pc-board DP-EMV Pc-board LSW Pc-board DS-VA Pc-board PP-90R Pc-board DS-ERW…
-
Page 3: Machine
Machine Machine Elements torch air intake pressure reducer transport wheels gas cylinder* main switch tray area display current/voltage facility for transport ground clamp handle connector for ground cable front panel display cover connections *)option…
-
Page 4: Safety Precautions
Safety precautions Requirement Use and maintenance of welding and cutting machines can be dangerous. Please draw user´s attention to follow the safety precautions to avoid injuries. Welding and cutting machines must be used appro- priate and only by specialist staff. Please inform yourself constantly about the valid safety precautions and regulations of accident prevention by working with this machine.
-
Page 5: Common Logic Functions
Common Logic Functions component function associated event fan (power unit) power modul temperature over 40°C fan (power unit) power modul temperature below 40°C fan (cooling system) after detection „welding current on“ fan (cooling system) after welding process, two minutes post-cooling time pump after detection „welding current on“…
-
Page 6: Schematic S-Series
Schematic S-Series…
-
Page 7: Troubleshooting Guide
Troubleshooting guide code description reason removal E 00 no program no welding parameters available for selected material- select other material-wire-gas combination wire-gas combination (no reasonable combination) E 01 thermal overload thermal sensor of power unit measures a too high tem- let machine cool down in standby (*1) perature E 02…
-
Page 8: Pc-Board Dp-Mapro
Pc-boards Pc-board DP-MAPRO The pc-board DP-MAPRO is responsible for the welding sequence and is managing the process control of the S-Series. (MAPRO = MAster-PROcess) Functions — Logicfunctions of the welding process — generating and monitoring supply voltages — driving powerup-relais — driving power unit/units — monitoring control and operating elements (DS20BF, remote control, torch buttons) — driving fans…
-
Page 9
Overview fuses DP-MAPRO fuse value [A] Safeguarding Si 6 fans (power unit) Si 7 cooling pump Measuring Points designation measure point result solenoid valve X10/1 +24V DC X10/2 supply voltage X6/1 230V AC control transformer X6/3 supply voltage X7/1 230V AC fan group 1 X7/2 supply voltage… -
Page 10
Picture Pc-board DP-MAPRO… -
Page 11: Pc-Board Dmr
Pc-board DMR The pc-board DMR is the wire feed motor control of the machine. Functions — control and monitoring wire feed motor — driving solenoid valve — control and monitoring of operating elements (DS20BF, remote control, torch buttons) — monitoring wire insert button — supply pc-board PP90R (Push-Pull) LED displays normal…
-
Page 12
Picture Pc-board DMR… -
Page 13: Pc-Board Ds20Bf
Pc-board DS20BF The pc-board DS20BF is the front panel with all buttons, rotary impulse encoder and all displays. Functions — operating/setup the machine — display of all welding parameters — display error messages — display machine parameters (version operating system, actual values etc.) Picture Pc-board DS20BF…
-
Page 14
At a machine with separated front panels, the pc-boards DS21BF and DS22BF are used. -
Page 15
Display test The display has a internal function test. To execute the test press the buttons „-“ (TA13) and „manual mode“ (TA4) at the same time. Now the LCD-Display shows „Display Test“ and the version number of the operating system. Press any button to start the first test, where all LEDs and the LCD-Display are turned on and off al- ternately. -
Page 16: Pc-Board Dk-Dcdrv / Dk-S3Drv
Pc-board DK-DCDRV / DK-S3DRV The pc-board DK-DCDRV is managing the primary drive level of the power unit Saprom S5 and S8. The pc-board DK-DCDRV is managing the primary drive level of the power unit Saprom S3. Functions — encoding power unit — connection temperature sensor of heat sink — supply pc-board LSW — monitoring DC link voltage and supply voltage…
-
Page 17
Measuring Points designation Messpunkt Messergebnis supply voltage pc-board X2/1 15V DC X2/6 supply voltage pc-board X2/3 -15V DC X2/6 thermal sensor X3/1 10kΩ at 25°C X3/2 (about +2V DC) Picture Pc-board DK-DCDRV / DK-S3DRV… -
Page 18: Pc-Board Dk-Pwrup
Pc-board DK-PWRUP The pc-board DK-PWRUP is the power up-circuit of the Saprom S3. Functions — reducing start-up peak current for capacitors — supply and safeguarding of control transformer Measuring Points Beschreibung Messpunkt Messergebnis mains input L1 mains input L2 400V AC mains input L3 mains output L1 mains output L2…
-
Page 19: Pc-Board Pwrup04
Pc-board PWRUP04 The pc-board DK-PWRUP is the power up-circuit of the Saprom S5 und S8. Functions — reducing start-up peak current for capacitors — supply and safeguarding of control transformer Measuring Points designation measure point result mains input L1 mains input L2 400V AC mains input L3 mains output L1…
-
Page 20: Pc-Board Dp-S3Nefi
Pc-board DP-S3NEFI The pc-board DP-S3NEFI is the mains filter and power up board of the Saprom S3 mobile. Functions — mains filter — reducing start-up peak current for capacitors — supply and safeguarding for control transformer Measuring Points designation measure point result mains input L1 400V AC…
-
Page 21: Pc-Board Dk-Glcl
Pc-board DK-GLCL The pc-board DK-GLCL is for wiring the secondary rectifier diodes. Functions — wiring — pulse smoothing Picture pc-board DK-GLCL…
-
Page 22: Pc-Board Dp-Ufi
Pc-board DP-UFI The pc-board DK-UFI is for wiring the welding sockets. Functions — wiring welding sockets — providing output voltage Measuring points designation measure point result secondary output voltage ca. 81V DC (nm MMA mode) socket „+“ ca. 81V DC socket „-“…
-
Page 23: Pc-Board Dp-Ufi-Bo
Pc-board DP-UFI-BO Functions — wiring welding sockets — providing output voltage Picture Pc-board DP-UFI-BO 650.5311.x DP-UFI-BO RP393/2 D00.0107.2-00 Pc-board DP-EMV Functions — EMC filter Picture Pc-board DP-EMV 650.5316.x DP-EMV RP399/2 D00.0107.1-00…
-
Page 24: Pc-Board Lsw
Pc-board LSW The pc-board LSW is a potential free current sensor. Functions — measuring the welding current Measuring points designation measure point result supply voltage X1/1 X1/3 +30V DC Picture Pc-board LSW Pc-board DS-VA Digital display Functions: — display nominal and actual values of welding voltage and welding current — hold-function of the last welding values LED displays normal…
-
Page 25: Pc-Board Pp-90R
Pc-board PP-90R management for Lorch Push-Pull torches. Functions: — supply Push-Pull motor — managing start signal Measuring points: designation measuring point result supply voltage X1/2 42VAC X1/5 motor voltage X1/4 +60VDC X1/1 drive level relay X1/7 +24VDC X1/6 Picture Pc-board PP-90R:…
-
Page 26: Pc-Board Ds-Erw
Pc-board DS-ERW The pc-board DS-ERW is the extension pc-board for machines with additional wire feed case. Functions — switching between wire feed 1 / wire feeder 2 — driving solenoid valve — driving water valves LED displays normal state designation 1 (green) wire feed unit 1 active wire feed unit 2 active…
-
Page 27: Control Transformer
Control Transformer The control transformer 655.8021.0 is used in Saprom S3, S5 and S8. Te control transformer 655.8023.0 is used in Saprom S3 mobile. Pos. 42V/4A 400V 0.42V 19V/3A 0.19V 655.8021.0 18V/1A 230V/2,5A 0.18V 18V/0,4A 0.18V primary 18V/0,4A secondary 0.18V 0.400V Pos.
This manual is also suitable for:
Sapron s

-
Уже зарегистрированы? Войти
-
Регистрация
Информация о файле
Паспорт на мультипроцессорный импульсный сварочный полуавтомат Lorch Saprom S series Mig-Mag, Германия
Формат pdf
Производитель прекратил поставки в РФ
 Импульсный сварочный полуавтомат LORCH S3 mobil SpeedPulse XT
Импульсный сварочный полуавтомат LORCH S3 mobil SpeedPulse XT
Описание
Улучшенный процесс импульсной сварки в серии S SpeedPulse XT сохраняет все технологические преимущества процесса сварки в серии S и создает еще более простую, комфортную, лучшую в управлении импульсную сварку с регулировкой напряжения.
Особенности полуавтоматов LORCH S SpeedPulse XT
- Импульсная сварка. Современная процессорная техника обеспечивает оптимальную согласованность всех параметров и компонентов, участвующих в сварочном процессе. При этом достигаются пиковые значения при продолжительности включения и максимум производительности.
- Интеллектуально-цифровая управляющая техника. Используя такие процессы, как SpeedPulse XT, TwinPuls XT, SpeedArc, SpeedArc XT, Pulse и TwinPuls, а также дополнительные опции SpeedUp, SpeedCold, SpeedPulse и SpeedRoot Вы будете сваривать быстрее и качественнее, эффективнее и почти без брызг.
- Интуитивное управление. Панель управления с хорошим качеством отображения, а также интуитивно понятный пользовательский интерфейс обеспечат Вам быстрое включение в работу.
- Универсальность. Аппараты серии S SpeedPulse XT работают как с газовой смесью, так и под CO₂.
- Адаптивность. Вы можете свободно конфигурировать любой сварочный аппарат серии S SpeedPulse XT, чтобы он идеально соответствовал Вашим сварочным задачам. Это же самое правило распространяется на выбор механизмов подачи проволоки. Таким образом, Вы можете заказать свой аппарат в компактном, декомпактном или варианте с двумя подающими.
- Память программ Tiptronic. С помощью Tiptronic Вы сможете сохранить идеальные настройки для каждого шва, чтобы позже при поступлении аналогичного задания просто запустить их на аппарате или на горелке Powermaster.
- Job Tool. Компьютерное ПО для сохранения, обработки и передачи сварочных заданий, хранящихся в сварочном аппарате, и настроек их параметров для других источников питания.
- Дистанционное управление. Каждый аппарат серии S SpeedPulse XT имеет дистанционное управление. Посредством горелки Powermaster, или с помощью внешней панели управления. И в случае с электродной сваркой можно встроить дистанционный регулятор.
- PushPull. При использовании принципа PushPull блок подачи проволоки источника сварочного тока для сварки MIG-MAG комбинируется с независимой системой на сварочной горелке. Так, с помощью горелки PushPull или NanoFeeder Вы можете увеличить радиус работ.
- Энергетическая эффективность. Аппарат серии S SpeedPulse XT объединяет производительность с эффективной инверторной технологией и функционалом режима ожидания. Всё это поможет Вам снизить издержки и одновременно добиться идеального результата сварки.
- Сертификат EN 1090. Благодаря дополнительно (опционально) предлагаемой к аппарату S SpeedPulse XT папке EN 1090 WPS Вы будете избавлены от трудоёмких и дорогостоящих отдельных испытаний Ваших результатов сварки. В папке собраны сертифицированные независимыми организациями инструкции по сварке для всех применимых стандартных сварочных технологий.
- Мобильность. Аппараты серии S SpeedPulse XT в мобильном исполнении, т.е. с комплектом колёс Trolley, можно без труда переносить и перевозить, что повышает уровень Вашей мобильности.
Концепция управления LORCH S SpeedPulse XT
 |
|
Инновационная регулировка динамики
Серия S SpeedPulseXT оснащается инновационной регулировкой динамики, позволяющей осуществлять индивидуальную тонкую настройку любых сварочных программ (Synergic, SpeedArc XT, SpeedPulse XT и TwinPuls XT) с учётом параметров заготовки и согласно поставленной сварочной задаче. Один поворот ручки – и характеристика сварочной дуги превращается из мягкой в жёсткую. Для ещё более качественного шва и настоящего удовольствия от достойных результатов сварки. Регулировка динамики позволяет формировать более широкую или узкую сварочную дугу — по желанию сварщика.
- Концепция управления по принципу «3 шага до сварки».
- Синергетическое управление.
- Интуитивное сопровождение.
- Простой выбор процессов и программ.
- Бесступенчатая регулировка сварочного тока.
- Режим Quatromatic (управление исполнением программы с помощью кнопки горелки).
- Регулировка динамики сварочной дуги (в случае с Synergic, SpeedArc XT, SpeedPulse XT, TwinPuls XT).
- Индивидуальная регулировка длины сварочной дуги для начальной, рабочей и заключительной фазы.
- Память заданий Tiptronic для 100 заданий сварки.
- Цифровая индикация напряжения и силы тока.
- Возможность подключения сварочной горелки с дистанционным управлением Powermaster.
- Замер и компенсация сварочного контура.
Инновационная регулировка динамики
Серия S SpeedPulseXT оснащается инновационной регулировкой динамики, позволяющей осуществлять индивидуальную тонкую настройку любых сварочных программ (Synergic, SpeedArc XT, SpeedPulse XT и TwinPuls XT) с учётом параметров заготовки и согласно поставленной сварочной задаче. Один поворот ручки – и характеристика сварочной дуги превращается из мягкой в жёсткую. Для ещё более качественного шва и настоящего удовольствия от достойных результатов сварки. Регулировка динамики позволяет формировать более широкую или узкую сварочную дугу — по желанию сварщика.
Преимущества S SpeedPulse XT
SpeedPulse XT превращает пользователя в высококлассного профессионала. И главная заслуга в этом вопросе принадлежит, прежде всего, регулирующей технике серии S-XT. Она позволяет объединить высокоэффективный процесс со всеми преимуществами сварки SpeedPulse. SpeedPulse XT освобождает сварщика от ненужных нагрузок и дает ему дополнительную свободу для того, чтобы путем изменения дистанции горелки влиять на сварочную дугу. Корме того, обеспечиваются ранее недостижимые значения скорости и точности работы. А если быть совсем точным, что все происходит в пределах одной и той же импульсной фазы. Таким образом, сварщик может интуитивно направлять дугу спокойнее и увереннее, а значит и небольшие поправки осуществляются легко и без задержек по ходу сварки. А достойный результат виден невооруженным глазом. В сочетании с чрезвычайно стабильной и устойчивой сварочной дугой достигается улучшенное управление процессом, а также более высокое качество шва, практически полное отсутствие брызг, и следовательно, значительно меньший объём операций по зачистке и механической обработке шва.
Беспроблемное прохождение мест прихватки

Там, где другие импульсные сварочные дуги порой «спотыкаются» на местах прихватки, аппарат серии S-XT со SpeedPulse XT не сбивается с ритма и продолжает филигранно делать свою работу. Разницу можно ощутить на слух. Регулирующая техника заботится не только о сварке почти без брызг, но и практически исключает казалось бы неизбежные и отчасти весьма неприятные частотные изменения. В результате сварки Вы сможете услышать не только приятное равномерное звучание дуги, но и получить безупречное качество сварного шва.
Технология «Smart Start — Smart End»

В случае с серией S-XT у Вас есть возможность раздельной и индивидуальной регулировки длины сварочной дуги для начальной, рабочей и заключительной фазы, и, тем самым, для целенаправленного воздействия на энерговложение. Простое и интеллигентное решение для сокращения или даже полного предотвращения таких явлений, как начальный непровар сварного шва. А также реальная помощь в достижении конечной цели в виде безупречного заваривания концевого кратера.
Гибкое регулирование длины дуги
В случае с серией S-XT сварщик на интуитивном уровне лучше контролирует импульсную сварочную дугу и может гораздо проще реагировать на изменяющиеся условия сварки путём варьирования дистанции горелки. Таким образом, существенно упрощается обработка даже сложных участков, например, углов, не говоря уже о неравномерных зазорах или неровностях заготовки.

Особенно мало брызг

Эффективность промышленной сварки означает в первую очередь сокращение трудоёмких доработок после завершения самой сварки. Именно поэтому придаем особое значение сокращению образования брызг. Это достигается большим числом методов оптимизации, например, более быстрыми и одновременно плавными настроечными операциями при импульсной сварке с помощью SpeedPulse XT. Таким образом образование брызг снижается практически до нуля.
Дополнительные опции охлаждения

Наряду со стандартным охлаждением в 1,1 кВт в новой серии S-XT для декомпактных аппаратов предлагаются ещё два опциональных варианта охлаждения. В одном из случаев достигается увеличение производительности охлаждения вплоть до 35 % – идеальное решение для интенсивной промышленной эксплуатации. Кроме того, улучшенное охлаждение сокращает нагрузку на систему горелки, что может весьма позитивно сказаться на сроке службы горелок и расходных частей. Для тех, кому приходится преодолевать длинные дистанции перемещений в 20 метров и более, предлагается ещё один вариант с большим насосом. Он обеспечивает перенос всей мощности именно туда, где она и требуется сварщику.
Технические характеристики LORCH S SpeedPulse XT
| Характеристика | S3mobil SpeedPulseXT |
| Сварочный ток (MIG/MAG), А | 25-320 |
| Сварочный ток при ПВ 100%, А | 250 |
| Сварочный ток при ПВ 60%, А | 280 |
| ПВ при максимальном токе, % | 40 |
| Сетевое напряжение, В | 3∼400 |
| Допустимый перепад сети, % | ±15 |
| Сетевой предохранитель инерционный, А | 16 |
| Габаритные размеры источника (Д*Ш*В), мм | 812*340*518 |
| Габаритные размеры источника c подающим механизмом (Д*Ш*В), мм | — |
| Масса источника, с газовым охлаждением, кг |
34 |
| Масса подающего механизма, кг | — |
| Масса блока охлаждения (для аппаратов с водяным охлаждением), кг | — |
Подающий механизм для аппаратов S SpeedPulse XT

Управление
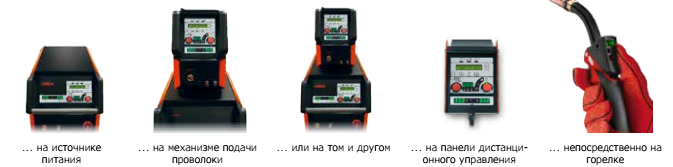
Размещение механизма подачи проволоки

Программные возможности
| Программные продукты | S SpeedPulse XT |
| Стандартные сварочные программы Synergie MIG-MAG | включено |
| SpeedArc XT * (включ. SpeedArc) | включено |
| Pulse (включая TwinPuls) | включено |
| SpeedPulse XT * (включ. SpeedPulse, Speed-TwinPuls, Twinpuls XT) | включено |
| SpeedRoot | опция |
| SpeedCold | опция |
| SpeedUp | опция |
| TIG (с ContacTIG) | опция |
| Комплектация «Варианты системы охлаждения» | |
| Система охлаждения (1,1 кВт) | включено |
| Усиленное охлаждение (1,5 кВт)** | опция |
| Система охлаждения с большим насосом (для значительных дистанций 20 м и высот подачи)** | опция |
Все аппараты имеют функцию электросварки в серийной комплектации.
* Инновационная регулировка динамики.
** Предлагается только в сочетании с декомпактными аппаратами (версия B).
![]()
Программные возможности
| Программные продукты | S SpeedPulse XT |
| Стандартные сварочные программы Synergie MIG-MAG | включено |
| SpeedArc XT * (включ. SpeedArc) | включено |
| Pulse (включая TwinPuls) | включено |
| SpeedPulse XT * (включ. SpeedPulse, Speed-TwinPuls, Twinpuls XT) | включено |
| SpeedRoot | опция |
| SpeedCold | опция |
| SpeedUp | опция |
| TIG (с ContacTIG) | опция |
| Комплектация «Варианты системы охлаждения» | |
| Система охлаждения (1,1 кВт) | включено |
| Усиленное охлаждение (1,5 кВт)** | опция |
| Система охлаждения с большим насосом (для значительных дистанций 20 м и высот подачи)** | опция |
Все аппараты имеют функцию электросварки в серийной комплектации.
* Инновационная регулировка динамики.
** Предлагается только в сочетании с декомпактными аппаратами (версия B).

Сварочное оборудование LORCH аттестуются НАКС. Стоимость сертификата НАКС рассчитывается отдельно.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543
Для справки:
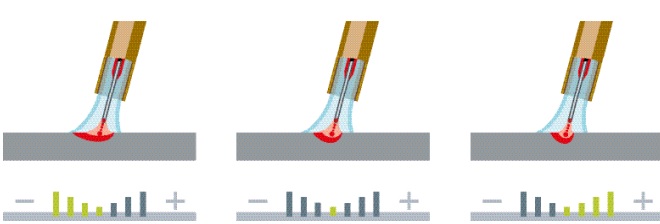
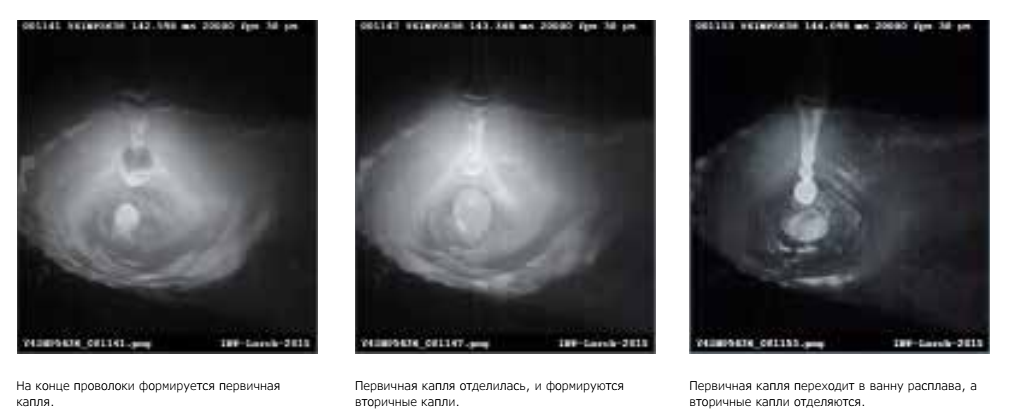
Чем импульсный полуавтомат отличается от полуавтомата, работающем в режиме постоянного тока? В работе импульсного сварочного полуавтомата применяются электрические импульсы, поступающие с определенной частотой и изменяющие процесс сварки. Под действием импульсов происходит сужение шейки капельки расплавленного металла, и капля быстрее переносится в ванну. Причем активно используется как одиночный импульс, так и целая группа импульсов. В отдельных случаях работы импульсных полуавтоматов используется двойной импульс. Практически мы получаем короткое замыкание в результате которого перенос металла становится мелко-капельным и скорость сварки увеличивается в разы.
Обычно, скорость подачи присадочной проволоки не равна скорости ее плавления и переноса в сварочную ванну. Это естественный процесс, который мешает воплотить в жизнь весь потенциал полуавтоматической сварки. В результате, полуавтомат с импульсным режимом сварки помогает ускорить перенос капель расплавленного металла в сварочную ванну. Применение импульсного режима в сварке MIG/MAG позволяет капелькам расплавленного металла переносится намного быстрее, практически литься на основной металл. Причем размер переносимой капли практически равен диаметру проволоки. Данный режим сварки помогает импульсным полуавтоматам увеличивать скорость сварки и максимально приблизить ее к скорости подачи проволоки. Периодичность действия электрических импульсов получается с помощью долгих экспериментальных работ.
Download Service manual of LORCH Saprom S Welding System for Free or View it Online on All-Guides.com.

1

2

3

4

5

6

7

8

9

10

11

12

13

14

15

16

17

18

19

20

21

22

23

24

25

26

27

Service Manual
Saprom S
909.0620.1-01
S3 MOBIL SPEEDPULSE XT
Наилучшие свойства сварки.
Самая современная процессорная техника обеспечивает оптимальное взаимодействие всех параметров и компонентов, участвующих в сварочном процессе. При этом при ПВ достигаются пиковые значения и максимум производительности.
Увеличение производительности благодаря скоростным процессам MIG-MAG.
Для максимального расширения возможностей использования в серии S3 mobil доступны все скоростные процессы фирмы Lorch: С помощью имеющихся процессов SpeedPulse XT, TwinPuls XT, SpeedArc XT, а также опциональных обновлений SpeedUp, SpeedCold и SpeedRoot Вы будете выполнять сварку быстрее, качественнее и без сварочных брызг при любом сварочном задании.
Продуманный промышленный корпус.
Прочный металлический корпус, низко расположенная платформа для газового баллона, крановые проушины, держатель горелки: Сварочные установки серии S3 mobil сконструированы так, чтобы они помогали вам в выполнении сварочных заданий на протяжении многих лет.
Гарантирует надежность.
Серия S3 mobil поддается обновлению, то есть Вы в любой момент можете индивидуально подогнать технологическое оснащение своей сварочной установки к новым потребностям. При этом вы сохраняете гибкость и надежность
Пакет, соответствующий EN1090.
Сэкономьте на затратных по времени и дорогих одиночных проверках своих результатов сварки! Входящий в комплект буклет Lorch WPS содержит независимые сертифицированные инструкции по сварке для всех наиболее важных стандартных методов сварки, чтобы Вы могли выполнять сварочные работы в соответствии с EN1090.
Энергоэффективность при максимальной производительности
Серия S3 mobil фирмы Lorch объединяет в себе максимальную производительность с эффективной инверторной технологией и функциональностью Stand-by. Вы сможете снизить свои затраты и одновременно добиться идеального результата сварки.
Варианты изделия в зависимости от страны эксплуатации
Для этого сварочного аппарата фирмы Lorch имеются варианты изделия в зависимости от страны эксплуатации. Они могут отличаться параметрами питания от сети, сетевым штекером или другими свойствами, необходимыми для конкретной страны. Хотите узнать больше информации? Обратитесь к своему ответственному дилеру фирмы Lorch

Technical data
| MIG-MAG welding | |
|---|---|
|
Welding range 3~ 400 V: [A] |
25
— 320 |
|
Weldable Wires Steel: [Ø in mm] |
0,6
— 1,2 |
|
Weldable wires aluminum: [Ø in mm] |
1
— 1,2 |
|
Weldable wires CuSi: [Ø in mm] |
0,8
— 1,2 |
| Voltage setting | |
|---|---|
| Voltage setting: | Continuo |
| MIG-MAG duty cycle | |
|---|---|
|
Duty cycle 100% (40°c): [A] |
250 |
|
Duty cycle 60% (40°c): [A] |
280 |
|
Duty cycle at max. current (40°c): [%] |
40 |
| Electrode welding | |
|---|---|
|
Weldable electrodes: [Ø in mm] |
1
— 6 |
| Process-independent data | |
|---|---|
|
Open circuit voltage: [V] |
78
— 109 |
|
Feed speed standard: [m/min] |
0,1
— 25 |
| Mains | 400 V |
|---|---|
|
Mains voltage 3~ (50/60 Hz): [V] |
400 |
|
Mains fuse 3~ (50/60 Hz): [A] |
16 |
|
Positive mains tolerance 3~ (50/60 Hz): [%] |
15 |
|
Negative mains tolerance 3~ (50/60 Hz): [%] |
15 |
| Mains plug | |
|---|---|
| Mains plug: | CEE 16 |
| Standards and approvals | |
|---|---|
| Protection class: | IP23S |
| Insulation class: | F |
| Norm/Standard: | EN 60974-01 |
| Designation/Certification: | CE, S |
| Cooling type | |
|---|---|
| Cooling type: | Gas-cooled
|
| Dimensions | length x width x height |
|---|---|
|
Dimensions (LxWxH) [mm] |
812
× 340 × 518 |
XT

- “3 steps and weld” operating concept
- Stepless current adjustment
- Digital Volt-Amperage-display
- Simple process and welding programme selection
- Dynamic control (for Synergic, SpeedArcXT, SpeedPulse XT)
- Tiptronic job memory for 100 welding tasks
Other products of the series


Always the best advice:
close, personal and honest.
You are interested in a Lorch welding machine but you are not sure which model is the right one for you or you have other questions? Use our Partner Finder to easily find a competent contact person near you and get personal advice.