Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
← Вернуться к списку статей
Наверх
Компактный пресс для мусора.
Небольшой вес кипы позволяет работать на прессе одному оператору без использования механических средств.
Позволяет устранить нарекания СЭС и пожарной инспекции.
Прессы серии МИНИ отличаются пониженным энергопотреблением.
Данная модель предназначена для прессования макулатуры, отходов текстильной и швейной промышленности.
Возможна комплектация с бункерной дверью (доплата к стоимости 5%).
|
|
Технические характеристики |
|
| Усилие прессования | т | 4 |
| Характеристики силовой установки | 220В 2,2 кВт | |
| Габариты (в×ш×г) | мм | 2000х900х500 |
| Загрузочное отверстие(в×ш) | мм | 550×600 |
| Масса пресса | кг | 250 |
| Размер тюка (в×ш×г) | мм | 400×600×350 |
| Вес тюка до (в зависимости от материала) | кг | 15 ÷ 30 |
| Цикл прессования | сек | 35 |
| Удаление тюка | механизированное | |
| Увязка тюка | ручная | |
| Количество ниток обвязки | шт | 2 |
| Цена в стандартном исполнении: | от 154 000 руб. | |
| Цена в автоматическом кнопочном исполнении: | от 226 000 руб. |

Пресс ПГП-4 мини является одним из самых компактных и недорогих устройств серии «мини», с двигателем 380В. Он монтируется в условиях небольших помещений с ограниченным объемом и отлично подходит для установки в небольших:
- магазинах;
- торговых объектах;
- рынках;
- складских помещениях.
Применяется для сжатия объема бумажного и картонного мусора, полимерной и гибкой тары. Пресс ПГП-4 мини позволяет существенно снижать расходы на вывоз отходов более, чем в 4 раза. Кроме того, получаемые в результате прессования тюки занимают в несколько раз меньше пространства и снижают риски получения штрафов со стороны соответствующих служб.
Если перед Вашим производством возникла необходимость утилизации и вывоза отходов, обращайтесь к нам. Мы реализуем высококачественные и производительные прессы для пакетирования макулатуры и прочих отходов, которые станут лучшим решением производственных проблем. Высокую производительность прессов, а также выгодные условия сотрудничества с нашей компанией уже смогли по достоинству оценить многие предприятия промышленности и небольшие организации. Убедитесь и Вы – покупайте пресс ПГП-4 мини по действительно доступной стоимости.
Конструкция и характеристики
О преимуществах использования этого пресса можно говорить очень долго, все они связаны с его техническими параметрами. Пресс обладает целым рядом эксплуатационных преимуществ:
- Компактным габаритам, позволяющим экономить площадь для размещения прессов, a также освобождать пространство для складирования прессованного мусора;
- выходе прессованной кипы небольших габаритов 400*600*35 мм и массы 15-30 килограмм, поэтому пресс может обслуживать один человек;
- возможностью функционирования в российских климатических условиях при температуре от -35 C +40 C;
- выходу тюка с помощью цепей, фиксируемых в процессе обвязки.
Поэтому его можно устанавливать даже в небольших помещениях. Пресс совершенно неприхотлив к установке, его можно ставить даже на улице, обеспечив навесом для защиты от атмосферных осадков и поставив на ровную поверхность, чтобы предотвратить перекос плиты. Его также отличает простота эксплуатации – никакой специальной подготовки для оператора не потребуется. Техническое обслуживание агрегата может производиться всего один раз в 6 месяцев – оно сводится к элементарной замене масла и фильтров
Кроме этого, пресс ПГП-4 мини обладает высокой производительностью — за смену (8 рабочих часов) на нем можно спрессовать 600 кг вторичного сырья. Подключается к сети 380 В, двигатель имеет мощность 1,5 кВ, что позволяет существенно экономить электроэнергию.
Купить ПГП-4 мини
Мы предлагаем широкий ассортимент прессовального оборудования по доступной стоимости. Все агрегаты сертифицированы и имеют официальную гарантию от производителя. Кроме того, мы гарантируем:
- доступную стоимость;
- быструю доставку;
- предпродажную подготовку и тестирование;
- полное документальное сопровождение сделки.
Для заказа стоит просто набрать наш номер — консультанты компании ответят на любой интересующий вопрос и предоставят наиболее исчерпывающую информацию.
ПГП-4 мини представляет собой компактное электрогидравлическое оборудование для прессования отходов в небольших количествах, что делает его востребованным в сфере малого бизнеса и предприятий имеющих ограниченное количество твердых бытовых отходов – до 1 тонны в день: магазины, рынки и торговые точки, швейные цеха, точки быстрого питания и другие производства не промышленного масштаба.
Гидравлический пресс ПГП — 4 мини, обладает компактным размерам, и предназначается для прессования и обработки определенного вида отходов и мусора (твердых бытовых отходов – ТБО).
ПГП-4 мини доступны в двух модификациях:
— ПГП-4 мини Бункерного типа (для удобной загрузки мелкой фракции вторсырья: пищевая упаковка, алюминиевая банка, пищевой пластик и мелкая тара). Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
— Стандартная — универсальная модель ПГП-4 мини с глухой задней стенкой имеющей проемы для увязки тюка, открывание загрузочной двери с лева-направо. Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
Для запрессовки и пакетирования в ПГП-4 мини допустимы: текстиль, ветошь, синтетические наполнители текстильной промышленности, картон (картонная упаковка и коробки), бумага – включая отходы полиграфического производства, отходы поли-пропиленовой упаковки (стрейч, пленка, полипропиленовая лента), отходы пищевой промышленности и точек общепита (пластиковая и бумажная посуда и упаковка, пищевая жестяная и алюминиевая тонкостенная тара).
Оптимальное конструктивное решение ПГП-4 мини позволяет легко управлять прессом и обслуживать агрегат с минимальными физическими затратами оператора на загрузку отходов и выгрузку готовой кипы.
Качество сборки пресса ПГП-4 мини соответствует высокому качеству комплектующих деталей импортного производства. Шток и цилиндр производства Румыния и гидрораспределитель из Болгарии гарантируют нашему оборудованию отличную работу. Специальное хромовое покрытие штока продлевает срок его эксплуатации ПГП-4 мини в несколько раз.
Процесс работы ПГП-4 мини ( В инструкции по эксплуатации подробно описан процесс работы на ПГП) прессования и формирования кипы включает в себя:
- Подготовка и укладка ниток обвязки в ручьи для обвязки, расположенных на дне пресс-камеры;
- Непосредственно укладка отходов в пресс-камеру и запрессовка, данный этап включает в себя несколько циклов прессования (от 4 до 8 циклов опускания и поднятия пресс-плиты), с целью формирования кипы нужного размера по высоте и плотности;
- Обвязка кипы (шпагатом, веревкой, полипропиленовой лентой, либо вязальной проволокой)
- -выброс готовой кипы с помощью выгрузочной цепи, либо в ручную.
Размер готовой кипы ПГП-4 мини (ширина — 600мм, глубина – 400мм, высота – до 600мм), является оптимальным для ее складирования, перемещения и транспортировки, без использования специальных погрузочных средств, вес кипы может составлять от 10 до 40 кг (в зависимости от состава отходов и эффективности и плотности прессовки)
Основными достижениями пгп-4 мини стали:
— Снижение веса, высоты и габаритов конструкции, вес в 250 кг и высотой 2 метра..
— Эргономичный размер и вес готового тюка (20-40кг, Ш/В/Г,мм — 600/500/400), оптимален для манипуляций с помощью человеческой силы, без применения спец.средств по подъему и перемещению готовой кипы.
— Ускоренный цикл прессования (20-27 сек.) и возможность обработки 80-140 кг вторсырья в час, с выходом 4-5 тюков, весом 20-40 кг.
— Увеличенное окно загрузки — Ш/В/Г,мм — 600/500/400, позволяющее помещать в пресс объемные материалы для прессования (коробки, мусорные мешки и т.д).
— Основные рабочие элементы и узлы гидросистемы ПГП-4 мини вынесены из гидробака наружу — что обеспечивает визуальный крнтроль за их целостностью и исправностью, а в случае замены упрощает ремонт и монтаж.
Пресс ПГП-4 мини можно устанавливать как в теплых, так и в холодных помещениях, с температурой среды от –25оС до +45оС. Для работы оборудования при низких температурах, от –15оС и ниже, используется гидравлическое всесезонное масло ВМГЗ (не входит в комплект поставки). Все основные гидравлические агрегаты данного пресса выведены на внешнюю сторону, что позволяет легко производить их обслуживание, диагностику, ремонт либо замену. Модификации прессов ПГП-4 мини на 220В — дороже аналогичных на 380В — уточняйте у менеджеров, гидравлическое промывочное масло, после испытания и и установки давления — сливается и в комплект поставки ПГП-4 мини не включается.
")
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Устранение неисправностей и гарантийное и техническое обслуживание пресса осуществляется только квалифицированным персоналом имеющим допуск к проведению данного вида работ. Сервисный центр ООО «ЧистоГрад» 8 800 250-50-80 (звонок по России бесплатный) Скачать в формате WORD / PDF← Вернуться к списку статей
Наверх
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
← Вернуться к списку статей
Наверх
Компактный пресс для мусора.
Небольшой вес кипы позволяет работать на прессе одному оператору без использования механических средств.
Позволяет устранить нарекания СЭС и пожарной инспекции.
Прессы серии МИНИ отличаются пониженным энергопотреблением.
Данная модель предназначена для прессования макулатуры, отходов текстильной и швейной промышленности.
Возможна комплектация с бункерной дверью (доплата к стоимости 5%).
|
|
Технические характеристики |
|
| Усилие прессования | т | 4 |
| Характеристики силовой установки | 220В 2,2 кВт | |
| Габариты (в×ш×г) | мм | 2000х900х500 |
| Загрузочное отверстие(в×ш) | мм | 550×600 |
| Масса пресса | кг | 250 |
| Размер тюка (в×ш×г) | мм | 400×600×350 |
| Вес тюка до (в зависимости от материала) | кг | 15 ÷ 30 |
| Цикл прессования | сек | 35 |
| Удаление тюка | механизированное | |
| Увязка тюка | ручная | |
| Количество ниток обвязки | шт | 2 |
| Цена в стандартном исполнении: | от 154 000 руб. | |
| Цена в автоматическом кнопочном исполнении: | от 226 000 руб. |
Пресс ПГП-4 мини является одним из самых компактных и недорогих устройств серии «мини», с двигателем 380В. Он монтируется в условиях небольших помещений с ограниченным объемом и отлично подходит для установки в небольших:
- магазинах;
- торговых объектах;
- рынках;
- складских помещениях.
Применяется для сжатия объема бумажного и картонного мусора, полимерной и гибкой тары. Пресс ПГП-4 мини позволяет существенно снижать расходы на вывоз отходов более, чем в 4 раза. Кроме того, получаемые в результате прессования тюки занимают в несколько раз меньше пространства и снижают риски получения штрафов со стороны соответствующих служб.
Если перед Вашим производством возникла необходимость утилизации и вывоза отходов, обращайтесь к нам. Мы реализуем высококачественные и производительные прессы для пакетирования макулатуры и прочих отходов, которые станут лучшим решением производственных проблем. Высокую производительность прессов, а также выгодные условия сотрудничества с нашей компанией уже смогли по достоинству оценить многие предприятия промышленности и небольшие организации. Убедитесь и Вы – покупайте пресс ПГП-4 мини по действительно доступной стоимости.
Конструкция и характеристики
О преимуществах использования этого пресса можно говорить очень долго, все они связаны с его техническими параметрами. Пресс обладает целым рядом эксплуатационных преимуществ:
- Компактным габаритам, позволяющим экономить площадь для размещения прессов, a также освобождать пространство для складирования прессованного мусора;
- выходе прессованной кипы небольших габаритов 400*600*35 мм и массы 15-30 килограмм, поэтому пресс может обслуживать один человек;
- возможностью функционирования в российских климатических условиях при температуре от -35 C +40 C;
- выходу тюка с помощью цепей, фиксируемых в процессе обвязки.
Поэтому его можно устанавливать даже в небольших помещениях. Пресс совершенно неприхотлив к установке, его можно ставить даже на улице, обеспечив навесом для защиты от атмосферных осадков и поставив на ровную поверхность, чтобы предотвратить перекос плиты. Его также отличает простота эксплуатации – никакой специальной подготовки для оператора не потребуется. Техническое обслуживание агрегата может производиться всего один раз в 6 месяцев – оно сводится к элементарной замене масла и фильтров
Кроме этого, пресс ПГП-4 мини обладает высокой производительностью — за смену (8 рабочих часов) на нем можно спрессовать 600 кг вторичного сырья. Подключается к сети 380 В, двигатель имеет мощность 1,5 кВ, что позволяет существенно экономить электроэнергию.
Купить ПГП-4 мини
Мы предлагаем широкий ассортимент прессовального оборудования по доступной стоимости. Все агрегаты сертифицированы и имеют официальную гарантию от производителя. Кроме того, мы гарантируем:
- доступную стоимость;
- быструю доставку;
- предпродажную подготовку и тестирование;
- полное документальное сопровождение сделки.
Для заказа стоит просто набрать наш номер — консультанты компании ответят на любой интересующий вопрос и предоставят наиболее исчерпывающую информацию.
ПГП-4 мини представляет собой компактное электрогидравлическое оборудование для прессования отходов в небольших количествах, что делает его востребованным в сфере малого бизнеса и предприятий имеющих ограниченное количество твердых бытовых отходов – до 1 тонны в день: магазины, рынки и торговые точки, швейные цеха, точки быстрого питания и другие производства не промышленного масштаба.
Гидравлический пресс ПГП — 4 мини, обладает компактным размерам, и предназначается для прессования и обработки определенного вида отходов и мусора (твердых бытовых отходов – ТБО).
ПГП-4 мини доступны в двух модификациях:
— ПГП-4 мини Бункерного типа (для удобной загрузки мелкой фракции вторсырья: пищевая упаковка, алюминиевая банка, пищевой пластик и мелкая тара). Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
— Стандартная — универсальная модель ПГП-4 мини с глухой задней стенкой имеющей проемы для увязки тюка, открывание загрузочной двери с лева-направо. Выгрузка кипы вперед. Выкидывание кипы механизированно — с помощью накидной цепи.
Для запрессовки и пакетирования в ПГП-4 мини допустимы: текстиль, ветошь, синтетические наполнители текстильной промышленности, картон (картонная упаковка и коробки), бумага – включая отходы полиграфического производства, отходы поли-пропиленовой упаковки (стрейч, пленка, полипропиленовая лента), отходы пищевой промышленности и точек общепита (пластиковая и бумажная посуда и упаковка, пищевая жестяная и алюминиевая тонкостенная тара).
Оптимальное конструктивное решение ПГП-4 мини позволяет легко управлять прессом и обслуживать агрегат с минимальными физическими затратами оператора на загрузку отходов и выгрузку готовой кипы.
Качество сборки пресса ПГП-4 мини соответствует высокому качеству комплектующих деталей импортного производства. Шток и цилиндр производства Румыния и гидрораспределитель из Болгарии гарантируют нашему оборудованию отличную работу. Специальное хромовое покрытие штока продлевает срок его эксплуатации ПГП-4 мини в несколько раз.
Процесс работы ПГП-4 мини ( В инструкции по эксплуатации подробно описан процесс работы на ПГП) прессования и формирования кипы включает в себя:
- Подготовка и укладка ниток обвязки в ручьи для обвязки, расположенных на дне пресс-камеры;
- Непосредственно укладка отходов в пресс-камеру и запрессовка, данный этап включает в себя несколько циклов прессования (от 4 до 8 циклов опускания и поднятия пресс-плиты), с целью формирования кипы нужного размера по высоте и плотности;
- Обвязка кипы (шпагатом, веревкой, полипропиленовой лентой, либо вязальной проволокой)
- -выброс готовой кипы с помощью выгрузочной цепи, либо в ручную.
Размер готовой кипы ПГП-4 мини (ширина — 600мм, глубина – 400мм, высота – до 600мм), является оптимальным для ее складирования, перемещения и транспортировки, без использования специальных погрузочных средств, вес кипы может составлять от 10 до 40 кг (в зависимости от состава отходов и эффективности и плотности прессовки)
Основными достижениями пгп-4 мини стали:
— Снижение веса, высоты и габаритов конструкции, вес в 250 кг и высотой 2 метра..
— Эргономичный размер и вес готового тюка (20-40кг, Ш/В/Г,мм — 600/500/400), оптимален для манипуляций с помощью человеческой силы, без применения спец.средств по подъему и перемещению готовой кипы.
— Ускоренный цикл прессования (20-27 сек.) и возможность обработки 80-140 кг вторсырья в час, с выходом 4-5 тюков, весом 20-40 кг.
— Увеличенное окно загрузки — Ш/В/Г,мм — 600/500/400, позволяющее помещать в пресс объемные материалы для прессования (коробки, мусорные мешки и т.д).
— Основные рабочие элементы и узлы гидросистемы ПГП-4 мини вынесены из гидробака наружу — что обеспечивает визуальный крнтроль за их целостностью и исправностью, а в случае замены упрощает ремонт и монтаж.
Пресс ПГП-4 мини можно устанавливать как в теплых, так и в холодных помещениях, с температурой среды от –25оС до +45оС. Для работы оборудования при низких температурах, от –15оС и ниже, используется гидравлическое всесезонное масло ВМГЗ (не входит в комплект поставки). Все основные гидравлические агрегаты данного пресса выведены на внешнюю сторону, что позволяет легко производить их обслуживание, диагностику, ремонт либо замену. Модификации прессов ПГП-4 мини на 220В — дороже аналогичных на 380В — уточняйте у менеджеров, гидравлическое промывочное масло, после испытания и и установки давления — сливается и в комплект поставки ПГП-4 мини не включается.
Пресс ПГП-4 мини (380В)
Цена:
132000
Усилие прессования, тн:
4
Вес тюка, кг:
15-30
Вес тюка картон, кг:
25
Вес тюка пленка, кг:
30
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-4-5 мини (380В)
Цена:
147000
Усилие прессования, тн:
5
Вес тюка, кг:
20-35
Вес тюка картон, кг:
30
Вес тюка пленка, кг:
35
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-4-6 мини (380В)
Цена:
150000
Усилие прессования, тн:
6
Вес тюка, кг:
20-40
Вес тюка картон, кг:
35
Вес тюка пленка, кг:
40
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
1,5
")
Пресс ПГП-6-4 мини (380В)
Цена:
152000
Усилие прессования, тн:
4
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-1 мини (220В)
Цена:
154000
Усилие прессования, тн:
4
Вес тюка, кг:
15-30
Вес тюка картон, кг:
25
Вес тюка пленка, кг:
30
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-6-5 мини (380В)
Цена:
157000
Усилие прессования, тн:
5
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6 мини (380В)
Цена:
160000
Усилие прессования, тн:
6
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-5-1 мини (220В)
Цена:
165000
Усилие прессования, тн:
5
Вес тюка, кг:
20-35
Вес тюка картон, кг:
30
Вес тюка пленка, кг:
35
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-7 мини (380В)
Цена:
166000
Усилие прессования, тн:
7
Вес тюка, кг:
22-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-6-1 мини (220В)
Цена:
168000
Усилие прессования, тн:
6
Вес тюка, кг:
20-40
Вес тюка картон, кг:
35
Вес тюка пленка, кг:
40
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-8 мини (380В)
Цена:
170000
Усилие прессования, тн:
8
Вес тюка, кг:
25-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-6-4-1 мини (220В)
Цена:
170000
Усилие прессования, тн:
4
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2,2
")
Пресс ПГП-6-7 мини (380В)
Цена:
172000
Усилие прессования, тн:
7
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6-5-1 мини (220В)
Цена:
176000
Усилие прессования, тн:
5
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-9 мини (380В)
Цена:
177000
Усилие прессования, тн:
9
Вес тюка, кг:
30-50
Вес тюка картон, кг:
45
Вес тюка пленка, кг:
50
Вес тюка пластик, ПЭТ, кг:
23
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-6-1 мини (220В)
Цена:
177000
Усилие прессования, тн:
6
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
—
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-8-1 мини (380В)
Цена:
184000
Усилие прессования, тн:
8
Вес тюка, кг:
25-45
Вес тюка картон, кг:
40
Вес тюка пленка, кг:
45
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
")
Пресс ПГП-4-12 мини (380В)
Цена:
185000
Усилие прессования, тн:
12
Вес тюка, кг:
30-60
Вес тюка картон, кг:
50
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
25
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-6-9 мини (380В)
Цена:
188000
Усилие прессования, тн:
9
Вес тюка, кг:
15-60
Вес тюка картон, кг:
55
Вес тюка пленка, кг:
60
Вес тюка пластик, ПЭТ, кг:
25
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-6-12 мини (380В)
Цена:
192000
Усилие прессования, тн:
12
Вес тюка, кг:
15-70
Вес тюка картон, кг:
60
Вес тюка пленка, кг:
70
Вес тюка пластик, ПЭТ, кг:
30
Габариты, мм:
2300x900x500
Мощность двигателя, кВт:
1.5
")
Пресс ПГП-4-15 мини (380В)
Цена:
197000
Усилие прессования, тн:
15
Вес тюка, кг:
30-70
Вес тюка картон, кг:
65
Вес тюка пленка, кг:
70
Вес тюка пластик, ПЭТ, кг:
30
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
3
")
Пресс ПГП-4-10-1 мини (220В)
Цена:
216000
Усилие прессования, тн:
10
Вес тюка, кг:
35-55
Вес тюка картон, кг:
45
Вес тюка пленка, кг:
55
Вес тюка пластик, ПЭТ, кг:
20
Габариты, мм:
2100х900х450
Мощность двигателя, кВт:
2.2
Пресса пакетировочные серии ПГП мини

У Вас есть вопросы по данному товару?
В наличии
Артикул:
Серия Мини — это те же пресса, только более компактные во всех смыслах слова. В том числе и по ценам.
Пресс макулатурный пакетировочный (пресс для макулатуры) – оборудование для переработки отходов и макулатуры, которое предназначено и с успехом используется для прессования бумажных, пластиковых и прочих отходов, для прессования алюминиевых банок в компактные брикеты, позволяя существенно снизить объем вывозимых на переработку или утилизацию отходов, значительно уменьшить место для складирования отходов производства, избавиться от нареканий контролирующих государственных органов.
К примеру плотность картона до переработки может быть на уровне 30-50 кг/м3, а после спрессовывания в пакетировочном прессе плотность повышается в десять и более раз и достигает 350-600 кг/м3. Для ПЭТФ бутылки — 17-25 кг/м3 до прессования и 110-290 кг/м3, для полиэтилена — 12-16 кг/м3 навалом и 110-310 кг/м3 после прессования, для алюминия — 25-50 кг/м3 россыпью и 80-310 кг/м3 после прессования в пакетировочном прессе, для консервных стальных банок 80-110 кг/м3 до прессования и 290-610 кг/м3 в спрессованном брикете, для бумаги и газет — 200-380 кг/м3 навалом и после прессования в аккуратные брикеты плотность достигает 440-600 кг/м3. Пресс макулатурный пакетировочный (пресс для макулатуры), область применения – это мебельные фабрики, предприятия пищевой, бумажной промышленности, торговые центры, супермаркеты, складские комплексы и типографии. Пресс для ТБО (для твердых бытовых отходов) идеально подходят для прессования одноразовой посуды в кафе, предприятиях быстрого питания, фаст-фудов. Вся посуда, сложенная в пластиковые пакеты отлично прессуется в аккуратные брикеты. Все эти предприятия испытывают на себе проблему утилизации отходов. Пресс для ТБО отлично решает эту задачу полностью и позволяет на этом еще и заработать. А именно прессованный мусор (бумага, картон, пластик, алюминиевая тара) сдаются в пункты приема и переработки отходов за деньги. Пресс для ТБО способствует сохранению окружающей среды. Плюс к этому получаете экономическую выгоду от использования оборудования для переработки мусора. Временное же хранение брикетов не требует больших площадей. Гидравлический пресс выбирать необходимо с учетом планируемого объема перерабатываемого материала. Так же немаловажно выбрать размер получаемого при помощи пакетировочного пресса тюка для последующего его хранения и транспортировки.
Пресс для макулатуры, пресс для ТБО отходов, при правильном подходе их использование приносит ощутимую экономическую выгоду. Уменьшаются транспортные расходы на вывоз, экономится место на складе или в местах временного хранения отходов, удобно производить сортировку. Очень важным моментом является возможность точно оценить объем производимых отходов и планировать меры по их минимизации, так как учитывать брикеты, имеющие равномерную плотность гораздо удобнее и легче.
| Марка пресса | Усилие прессо- вания, т | Силовые характеристики | Габарит пресса (ВхШхГ), мм | Масса пресса кг. | Окно загрузки (ВхШхГ), мм |
| ПГП-2 мини | 2 | 380В 0,75кВт | 2100×750×450 | 250 | 550×500 |
| ПГП-2-1 мини | 2 | 220В 1,5 кВт | 2100×750×450 | 250 | 550×500 |
| ПГП-4 мини | 4 | 380В 1,5 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-1 мини | 4 | 220В 2,2 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-5 мини | 5 | 380В 1,5 кВт | 2100×900×450 | 250 | 550×600 |
| ПГП-4-5-1 мини | 5 | 220В 2,2 кВт | 2100×900×450 | 300 | 550×600 |
| ПГП-4-6 мини | 6 | 380В 1,5 кВт | 2100×900×450 | 300 | 550×600 |
| ПГП-4-6-1 мини | 6 | 220В 2,2 кВт | 2100×900×450 | 350 | 550×600 |
| ПГП-4-7 мини | 7 | 380В 2,2 кВт | 2100×900×450 | 350 | 550×600 |
| ПГП-4-8 мини | 8 | 380В 3,0 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-8-1 мини | 8 | 220В 2,2 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-9 мини | 9 | 380В 2,2 кВт | 2100×900×450 | 400 | 550×600 |
| ПГП-4-10-1 мини | 10 | 220В 2,2 кВт | 2100×900×450 | 380 | 550×600 |
| ПГП-4-12 мини | 12 | 380В 3,0 кВт | 2100×900×450 | 440 | 550×600 |
| ПГП-4-15 мини | 15 | 380В 3,0 кВт | 2100×900×450 | 460 | 550×600 |
| ПГП-6 мини | 6 | 380В 1,5 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-1 мини | 6 | 220В 2,2 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-4 мини | 4 | 380В 1,5 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-4-1 мини | 4 | 220В 2,2 кВт | 2300×900×500 | 350 | 550×580 |
| ПГП-6-5 мини | 5 | 380В 1,5 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-5-1 мини | 5 | 220В 2,2 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-7 мини | 7 | 380В 2,2 кВт | 2300×900×500 | 400 | 550×580 |
| ПГП-6-9 мини | 9 | 380В 2,2 кВт | 2300×900×500 | 420 | 550×580 |
| ПГП-6-12 мини | 12 | 380В 3,0 кВт | 2300×900×500 | 460 | 550×580 |
| Марка пресса | Габарит кипы (ВхШхГ), мм |
Вес кипы, кг | Производительность за смену (8 рабочих часов) кг | Материал прессования | ||||
| макулатура | текстиль | полиэтилен | ПЭТ бутылки |
отходы тонколистных цветных металлов | ||||
| ПГП-2 мини | 400х500х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-2-1 мини | 400х500х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4 мини | 400х600х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4-1 мини | 400х600х350 | 15 ÷ 30 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-4-5 мини | 400х600х350 | 20 ÷ 35 | до 600 кг. | да | да | да | нет | нет |
| ПГП-4-5-1 мини | 400х600х350 | 20 ÷ 35 | до 600 кг. | да | да | да | нет | нет |
| ПГП-4-6 мини | 400х600х350 | 20 ÷ 40 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-6-1 мини | 400х600х350 | 20 ÷ 40 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-7 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | нет |
| ПГП-4-8 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | да |
| ПГП-4-8-1 мини | 400х600х350 | 25 ÷ 45 | до 600 кг. | да | да | да | да | да |
| ПГП-4-9 мини | 400х600х350 | 30 ÷ 50 | до 600 кг. | да | да | да | да | да |
| ПГП-4-10-1 мини | 400х600х350 | 35 ÷ 55 | до 600 кг. | да | да | да | да | да |
| ПГП-4-12 мини | 400х600х350 | 30 ÷ 60 | до 600 кг. | да | да | да | да | да |
| ПГП-4-15 мини | 400х600х350 | 30 ÷ 70 | до 600 кг. | да | да | да | да | да |
| ПГП-6 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-4 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-4-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-5 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-5-1 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | нет | нет | нет |
| ПГП-6-7 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-9 мини | 500х600х400 | 15 ÷ 60 | до 600 кг. | да | да | да | да | нет |
| ПГП-6-12 мини | 500х600х400 | 15 ÷ 70 | до 600 кг. | да | да | да | да | да |
Цены в рублях, с НДС
Доставка до терминала ТК в г. Москва от 3 000 рублей до 6 000 рублей. Уточняйте.
| ПГП-2 мини | от 93 461 |
| ПГП-2-1 мини | от 102 506 |
| ПГП-4 мини | от 96 255 |
| ПГП-4-1 мини | от 111 815 |
| ПГП-4-5 мини | от 106 893 |
| ПГП-4-5-1 мини | от 119 840 |
| ПГП-4-6 мини | от 109 140 |
| ПГП-4-6-1 мини | от 122 087 |
| ПГП-4-7 мини | от 120 589 |
| ПГП-4-8 мини | от 123 906 |
| ПГП-4-8-1 мини | от 139 742 |
| ПГП-4-9 мини | от 128 614 |
| ПГП-4-10-1 мини | от 156 969 |
| ПГП-4-12 мини | от 134 499 |
| ПГП-4-15 мини | от 151 191 |
| ПГП-6 мини | от 116 202 |
| ПГП-6-1 мини | от 128 614 |
| ПГП-6-4 мини | от 110 745 |
| ПГП-6-4-1 мини | от 123 692 |
| ПГП-6-5 мини | от 113 955 |
| ПГП-6-5-1 мини | от 127 865 |
| ПГП-6-7 мини | от 125 404 |
| ПГП-6-9 мини | от 138 565 |
| ПГП-6-12 мини | от 139 956 |
Представленная инструкция по настройке и работе с тигелем включает в себя:
>> Общая конструкция
>> Установка
>> Эксплуатация
>> Регулировка
>> Система смазки
>> Техническое обслуживание
>> Общие неисправности и их устранение
>> Схема электрическая принципиальная
Вырубной пресс принадлежит к серии ML – машинам, конструкция которых практически одинаковая за исключением размера стола. Эта машина была специально разработана для вырубных работ по различным видам картона, кож, пластика и т.д. Главным образом машину используют для операций вырубки и биговки картонных изделий, а также для создания неглубоких объемных выпуклостей (холодное конгревное тиснение) Серия машин ML имеет стол большого размера, высокое рабочее давление, стабильна и легка в эксплуатации, быстрый и чувствительный тормоз.
Основные технические параметры представлены на страницах тигельного пресса ML-750A, ML-930A и ML-1040A.
Общая конструкция
1. Привод (смотрите Рис.1 и Рис.2)
Машина приводится в движение с помощью двигателя (32). Двигатель приводит в движение маховик (38), который может набирать и сохранять большую кинетическую энергию, благодаря чему происходит экономия энергии движения. Передача вращения осуществляется ременной передачей (42). В процессе работы под действием электромагнитной муфты фрикционный диск (39) начинает вращаться от маховика и приводит в движение ведущий вал (50). Затем приводится в движение большая шестерня (46). Эксцентрично расположенная на большой шестерне (46) ось (43) соединительной тягой (шатуном) (23) приводит в возвратно-поступательное движение подвижную плиту (8). Защитой от интенсивного износа поверхности оси является втулка задняя (44).
2. Корпус и подвижная плита (смотрите Рис.1 и Рис.2)
Корпус машины (1) является её основной опорой. При открытии плит рабочая поверхность наклонена под углом 15° к горизонту. Дуговая опора (7) подвижной плиты, «серьга» (3), соединенная с подвижной плитой и опирающаяся на подшипник (37) – вместе эти элементы позволяют столу совершать поворот подвижной плиты по заданной траектории.
При закрытии стола направляющий блок (6) касается направляющей (5) по горизонтали и поддерживает подвижную плиту. Рабочие плоскости при этом параллельны. Верхний и нижний «сухари» (34) охватывают направляющую, а «серьга» позволяет столу перемещаться в горизонтальном направлении, находясь в вертикальном положении. Таким образом, последние сантиметры рабочего хода подвижная плита проходит в состоянии, при котором она параллельна неподвижной плите, что позволяет производить более качественный рез (в особенности избежать «смазывания» уголков).

Рис. 1 Общая конструкция машины
1. Корпус машины. 2. Переключатель защитного рычага. 3. Направляющая подвижной плиты («серьга»). 4. Ручка с пультом. 5. Направляющая. 6. Направляющий блок (подробнее см. рис. 6а, стр.9). 7. Дуговая опора. 8. Подвижная плита. 9. Пульт рабочего цикла. 10. Бамперный блок. 11. Поперечина. 12. Ручка холостого хода. 13. Эксцентриковая втулка. 14. Левая соединительная тяга. 15. Нажимная защитная планка. 16. Защитная рама. 17. Ручка фиксации заключной рамки. 18. Пульт управления. 19. Заключная рамка (опционально – заключное устройство). 20. Рым-болт. 21. Фиксатор заключной рамки. 22. Кожух шестерни. 23. Правая соединительная тяга. 24. Фиксатор. 25. Регулировочный винт. 26. Кожух маховика. 27. Указатель направления. 28. Ведущий вал (с квадратом для вращения ручкой). 29. Опорный винт. 30. Упор для рамы. 31. Ролик для установки заключной рамы. 32. Двигатель. 33. Платформа двигателя. 34. Верхний и нижний «сухари». 35. Фиксирующие винты. 36. Эксцентриковый вал. 37. Подшипники.
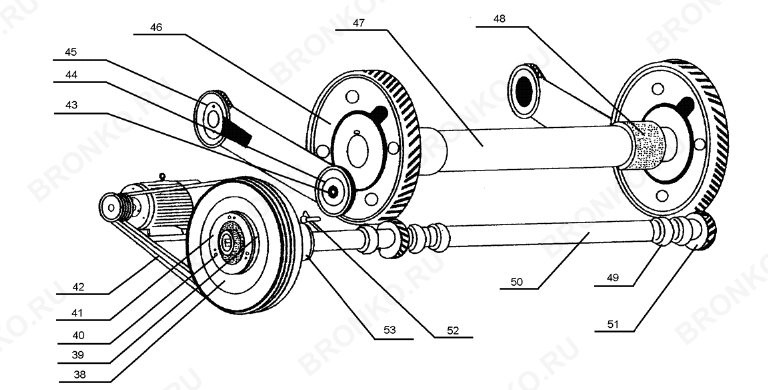
Рис. 2. Привод (вид сзади)
38. Маховик. 39. Фрикционный диск. 40. Регулировочные винты. 41. Тормозной диск. 42. Ременная передача. 43. Ось. 44. Втулка задняя. 45. Передний зубчатый эксцентрик. 46. Большая шестерня. 47. Главный вал. 48. Подшипник главного вала. 49. Подшипник ведущего вала. 50. Ведущий вал. 51. Шестерня. 52. Токосъемная щётка. 53. Токосъемное кольцо.
3. Устройство обеспечения защиты
1) Защитная рама
Защитная рама (16), установленная над корпусом машины, позволяет незамедлительно останавливать подвижный стол с помощью срабатывания концевых выключателей защиты SQ2 и SQ3.
2) Нажимная защитная планка
Нажимная защитная планка (14) установлена у верхней кромки подвижной плиты; нажмите на неё, это приведёт к срабатыванию концевых выключателей SQ4 и SQ5, в результате чего произойдёт немедленная остановка подвижной плиты.
3) Защитный рычаг
Ручка с пультом (4) расположена с левой стороны подвижной плиты; нажмите её вниз (концевой выключатель SQ6 (2), расположенный снизу ручки, активизируется) – подвижная плита сразу остановится.
Установка тигельного пресса
Первоначально машина упакована в коробку. При транспортировке и распаковке старайтесь избегать ударов и рывков, чтобы избежать проблем с последующей работой машины. Если необходимо переместить машину, то переносите её, используя специальный рым-болт (20) на корпусе машины. Перемещайте машину только в горизонтальном положении.
Машина должна устанавливаться на твёрдую и ровную горизонтальную поверхность.
Данная машина работает от трёхфазной сети переменного тока, в связи с этим рядом с машиной должен располагаться рубильник и предохранитель для её остановки и проведения технического обслуживания.
Установите в крепёжные отверстия специальные болты, а опорный болт (29) на кронштейне маховика аккуратно затяните, не туго, чтобы избежать смещения вала. Избегайте поднятия или провисания кронштейна маховика для предотвращения изгиба и поломки ведущего вала.
Машину следует заземлить, сопротивление заземления – менее 10 Ом.
После установки сначала проверьте затяжку всех винтов и залейте достаточно масла в масляную систему. Только после этого можете произвести контрольный запуск машины.
Подключите машину к трёхфазной сети, проверьте направление вращения двигателя на соответствие его работы указателю направления (27), в противном случае, следует изменить подключение фаз.
Дайте машине поработать без нагрузки в течение нескольких минут, убедитесь, что машина работает правильно и не издаёт посторонних шумов. Проверьте все устройства защиты на предмет их чувствительности и надёжной работы.
Эксплуатация тигельного пресса
Работа и электронное управление (смотрите электрическую схему)
При подаче электропитания загорается красная индикаторная лампочка (HL1), это означает, что машина готова к работе.
Нажмите “Старт” (SB3 или SB4), включается и замыкается пускатель двигателя (КМ1), запускается двигатель, вращается маховик, загорается зелёная индикаторная лампочка (HL2), которая показывает, что двигатель начал работать.
Если двигатель работает, нажмите “Пуск” (SB5 или SB6), включается и замыкается реле управления (КА) и пускатель муфты (КМ2). Загорается жёлтая индикаторная лампочка (HL3), которая показывает включение электромагнитной муфты; происходит движение подвижной плиты. Любое действие концевых выключателей защиты (SQ2-SQ6) приводит к разрыву цепи пускателя муфты (КМ2), что вызовет останов подвижной плиты в любом ее положении.
Нажмите “Стоп” (SB1 или SB2), двигатель остановится.
При открытии и закрытии плиты активизируется концевик счетчика (SQ8), что вызывает увеличение показаний счётчика. Выключите переключатель счётчика (SA3), чтобы заблокировать его. Кнопку на счётчике сбросит его на ноль.
Работа в режиме холостого хода
Ручка холостого хода (ручка сброса давления) (12) крепится к поперечине (11), которая соединяет две эксцентриковые втулки (13) с обеих сторон подвижного стола. Потяните за ручку холостого хода, поперечина повернет эксцентриковые втулки, и расстояние между плитами увеличится. Во время работы, при обнаружении неправильного положения бумаги, потяните за ручку холостого хода, чтобы избежать рабочего удара плиты и лишнего расхода бумаги. На холостом ходу счетчик не работает
Ручная проверка работоспособности
При заклинивании плиты или при необходимости регулировки зазоров между плитами можете воспользоваться специальной ручкой для перемещения подвижной плиты. [www.bronko.ru®] Сзади машины на коробке электронного управления находится переключатель (SВ1), который обычно стоит в положении “WORK”; поверните его в положение “Calibration” (TEST). В это время происходит размыкание пускателя двигателя (КМ1), а пускатель электромагнитной муфты (KM2) автоматически замыкается и растормаживает муфту. Поверните ручку для осуществления пробной работы машины.
Внимание! До начала тестирования маховик должен быть полностью остановлен. Не насаживайте ручку на квадрат вала до полной остановки маховика во избежание случайного повреждения вследствие инерции маховика.
Любая проверка работоспособности должна выполняться после включения электромагнитной муфты, в противном случае, машина будет оставаться в режиме торможения. После проверки вытащите ручку во избежание несчастного случая вследствие движения маховика. Переключатель должен быть переведён в положение “WORK”, в противном случае электромагнитная муфта будет во включенном положении, а пускатель двигателя (КМ1) заблокирован.
Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-вырубными ножами в заключную раму, затем раму закрепите на неподвижном столе машины. Проверь-те высоту линии резки и загрузку машины. В соответствии с рис.5 убедитесь, что штанц-форма установлена по центру, в противном случае это приведет к неравномерной нагрузке и повлияет на качество продукции и нормальную работу машины.
Приложите заключную раму к неподвижному столу, установив нижнюю её сторону в упор нижнего держателя рамы (30). Зажмите верх рамы стола при помощи фиксатора заключной рамы (21) и затяните фиксирующую ручку заключной рамы (17).

Рис. 5. Установка штанц-формы
1 – правильная (симметричная) установка; 2, 3 – несим-метричная, неверная установка; 4 – большая площадь дополнительных вставок.
После установки проверьте зазор между плитами, запустив машину в ручном режиме – он не должен быть слишком маленьким. Малый зазор может привести к повреждениям машины или штанц-формы. [www.bronko.ru®]
Примечание: При оснащении машины заключным устройством, штанц-форма закрепляется непосредственно на машине
Регулировка
Регулировка зазора между плитами (давления)

Рис. 6. Узлы регулировки:
а) регулировка зазора между плитами и горизонтальной (право-лево) параллельности; б) регулировка вертикальной (верх-низ) параллельности плит.
Во время работы расстояние между плитами (давление) должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями, предъявляемыми к вырубке. Целью регулировок является достижение минимально возможной непараллельности поверхностей станины и подвижной плиты, слишком большое отклонение усложняет приладку штанц-формы для достижения качественных результатов вырубки. Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг (по рис. 6) с тем, чтобы отрегулировать зазор и параллельность плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор (согласно рисунку 6 a).
Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» (34) с обеих сторон подвижного стола. Ослабьте эксцентриковый вал «серьги» (36) и ослабьте фиксирующие винты (35). Проверьте зазор между «сухарями» (34) и направляющей (5), зазор δ должен быть в пределах 0.5-0.10 мм (по рис.6б). При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если машина эксплуатируется на протяжении большого периода времени, то дуговая опора (7) или направляющая (5) могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари» (рис. 6б). Точно отрегулируйте зазор между плитами и проверяйте его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание машины. В любом случае после регулировки следует проверить работоспособность машины в ручном режиме в несколько циклов. Проверьте, чтобы все части машины работали надлежащим образом и были в исправном состоянии.
Регулировка муфты
Данная машина оборудована электромагнитной муфтой постоянного тока.
Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном. Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. [www.bronko.ru®] При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение машины. От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию машины. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации машины крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей машины или из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы:
1) Загрязнение деталей муфты маслом и мелкими частицами. Это приводит к проскальзыванию частей муфты.
2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно. 3) Ухудшение изоляции и появление утечки тока.
4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
6) Износ подшипника вала.
7) Износ подшипника маховика.
 Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
Система смазки
Вследствие большого давления и больших нагрузок на рабочие части машины её смазка имеет очень большое значение. При недостатке масла коэффициент трения может сильно увеличиться, что может привести к серьёзным повреждениям машины. На машинах, оснащенных ручной централизованной смазочной системой прокачивайте масляную помпу каждые 2-3 часа работы. На машинах оснащенных автоматической централизованной смазочной системой установите режим прокачки масла каждые 2 часа. (Программирование автоматической смазочной системы см. в отдельном руководстве). [www.bronko.ru®] Это позволит добиться нормальной работы машины на протяжении долгого периода времени.
Предупреждение: Работа без смазки строго запрещается.
Перед началом каждой смены необходимо закачать масло (например ТАД-17 или 10W-40) через пресс-масленки (А) на эксцентриках между плитой и тягами, и налить жидкое масло (например И-20) в воронкообразные масленки (В) спереди и сзади каждой тяги.

Во время работы все узлы смазываются централизованной системой.
Масляная помпа смазывает направляющие блоки (6), дуговые опоры качения (7), эксцентриковый вал (36) «серьги», большие шестерни (46) и подшипники скольжения (44, 45) соединительных тяг (14, 23).
В течение работы регулярно проверяйте поступление масла во все рабочие области. Особое внимание следует обращать на поступление масла в подшипники скольжения (44, 45). Для этого необходимо тщательно вытереть от масла области вокруг подшипников на тягах (14, 23) и через некоторое время проверить появление подтеков масла на наружной стороне тяги. Отсутствие подтеков означает непрохождение масла в данный подшипник скольжения. В данном случае необходимо немедленно прекратить работу и связаться с сервисной службой БРОНКО. Используйте индустриальное масло И-20 для данной машины.
Подшипники главного вала дополнительно, в случае необходимости смазывается маслом посредством двух стеклянных масляных бачков. Следите за наличием в них масла. Если требуется смазка, то отрегулируйте количество поступающего из бачка масла. Если машина не используется, то установите переключатели в соответствующее положение, чтобы прекратить подачу масла.
Техническое обслуживание
Данная машина имеет простую конструкцию и проста в эксплуатации. Однако, из-за неправильного обращения с ней, могут возникнуть различного рода неисправности. Пользователь должен выполнять требования инструкции по эксплуатации относительно правильной эксплуатации машины, её регулировки и технического обслуживания с тем, чтобы обеспечить нормальную работу машины, повысить качество продукции и увеличить срок службы данного изделия.
(1) Постоянно проверяйте все части машины на предмет их работоспособности. При обнаружении каких-либо проблем или неисправных деталей своевременно производите ремонт или замену.
(2) При обнаружении необычного шума со стороны машины найдите источник шума, устраните его причину и только после того, как убедитесь, что всё в порядке, можете продолжать эксплуатацию машины.
(3) Во время работы машины запрещается попадание каких-либо металлических или других твёрдых материалов на её рабочие поверхности, в противном случае, машина может быть серьёзно повреждена.
(4) Во время работы периодически удаляйте остатки бумаги, чтобы избежать их попадания на поверхность направляющей. Машина может быть повреждена при попадании даже тонких кусочков на поверхность направляющей. Также следите, чтобы остатки бумаги не попадали в ременную передачу.
(5) При установке и креплении ножей, а также при корректировке зазора между плитами следите, чтобы машина не была перегружена, держите поверхность станины и подвижной плиты параллельными друг другу. Нож для резки должен быть острым, в противном случае, с работой машины могут возникнуть серьёзные проблемы. Крайне важно избегать подачи нагрузок, сверх требуемых. В процессе вырубки ножи должны оставлять следы на металлической пластине, но не врубаться в нее глубоко. Следы должны обнаруживаться визуально, и быть едва заметными при проведении ногтём по поверхности декельной плиты.
(6) Перед каждым пуском проверяйте наличие смазки.
(7) При запуске машины сначала проверяйте защитные устройства на предмет их чувствительности и надёжной работы, убедитесь в безопасной и надёжной работе машины.
(8) Проверяйте изоляцию электрической системы машины.
(9) Масляные каналы системы смазки необходимо регулярно проверять и прочищать при необходимости, держать под контролем поступление смазки к подшипникам. [www.bronko.ru®] На машинах с ручной централизованной смазочной системой смазку производить каждые 2-3 часа.
(10) При расположении штампа с биговально-высечными ножами в заключной раме необходимо учитывать области концентрации ножей и распределять нагрузку на обе стороны пресса равномерно, во избежание перекосов в подшипниках и заклинивания.
(11)Машина должна эксплуатироваться не более 8 часов в сутки.
Общие неисправности и их устранение
(1) Заклинивание
Заклинивание (когда машина неожиданно останавливается в положении закрытия, происходит проскальзывание ременной передачи или муфты, остановка двигателя) может быть вызвано следующими причинами:
1) Зазор между плитами неправильно отрегулирован, он слишком мал, а давление слишком велико.
2) Расстояние отрегулировано правильно, но используемый картон превышает допустимую толщину и количество листов.
3) Перегрузка по суммарной длине ножей.
4) Ремень передачи от двигателя слишком ослаблен или повреждена электромагнитная муфта.
Независимо от причины “заклинивания” сразу же остановите двигатель, вручную проверните вал в соответствии с п. 5.4 с помощью специального ключа в сторону обратную (!) рабочему ходу, чтобы открыть подвижную плиту. Затем проверьте зазор между плитами и отрегулируйте его. Если причина в подаче картона, то уменьшите подачу бумаги. [www.bronko.ru®] Если причина в перегрузке машины, то уменьшите её.
Если заклинивание вызвано причиной номер 4, то натяните ремни или отрегулируйте муфту в соответствии с п. 6.2.
(2) «Сбились» установочные настройки, подвижный стол отклоняется во время работы, приводя к неоднородной и неровной линии рубки или двойным линиям. Это может быть вызвано:
1) В большинстве случаев это происходит из-за отклонения линии рубки от симметричной позиции, когда подвижная плита отклоняется к одной стороне, вызывая перекос в процессе рубки. 2) Износом прямой или дуговой направляющих (5,7).
3) Ослаблением крепежа или износом верхнего/нижнего «сухарей» (34), что приводит к колебаниям во время работы.
4) Износом поверхности серьги (3).
5) Износом втулки задней (44).
Установите ножи и отрегулируйте линии вырубки симметрично относительно центральных осей плиты настолько, насколько это возможно.
Проверьте и отрегулируйте зазор между верхним и нижним «сухарями» подвижной плиты и верхней и нижней поверхностью направляющей основания в пределах 0.05-0.10 мм.
Проверьте соединение направляющей с серьгой и замените пластину направляющей или подшипники, если это потребуется.
(3) В некоторых местах происходит недоруб.
1) Ножи не настроены должным образом. Возможно, потребуются приправочные подкладки.
2) Режущая кромка ножа затупилась.
3) Поверхности плит установлены не параллельно.
4) Деформация плоскости и неровность поверхности опорной плиты.
5) Износ медной втулки соединительной тяги, прямой направляющей или «сухарей».
(4) Происходит нагрев подшипников, или со стороны подшипников раздаются сильные посторонние шумы.
1) Машина не отрегулирована.
2) Подшипники повреждены или плохо смазаны.
3) Сальники подшипников слишком тугие для нормальной работы.
(5) Двигатель не запускается.
1) Обрыв фазы, перегрузка двигателя или перегорел предохранитель.
2) Включение двигателя заблокировано ручкой ручного вращения (SQ7).
3) Не работает электрическая цепь управлением машиной, плохие электрические контакты или выход из строя электрических компонент.
(6) Не происходит рабочее движение подвижной плиты.
1) Сработало какое-либо защитное устройство – концевой выключатель находится в разъединённом положении.
2) Проблемы с выпрямителем или питанием муфты.
3) Токосъемная щётка контактного кольца находится в недостаточном контакте или происходит увеличение постоянного тока через сопротивление. [www.bronko.ru®]
4) Выход из строя обмотки муфты.
5) Рабочий зазор электромагнитной муфты увеличен.
6) Проблемы с электронной цепью управления или выход из строя электрических компонентов.
Схема электрическая принципиальная


Виды прессов
Прессы для бумажных отходов выпускают самые различные как по габаритам, так и по производительности и принципу действия. Бывают мини-установки, оборудование среднего размера и крупные промышленные модели, мобильные установки или стационарные.

По конструкции и способу спрессовывания различают следующие типы прессов:
- механический;
- гидравлический;
- гидромеханический;
- пакетировочный.
Механический пресс для макулатуры
Такая установка работает с помощью винтового привода, который бывает электромеханическим или ручным. Усилие пресса находится в пределах 4–32 тонны.

Ручной винтовой пресс работает за счёт энергии большого маховика, разгоняемого вручную. Предельное усилие прессования в таких прессах определяется диаметром маховика и его высотой. Резьба на винте самостопорящая и многоходовая.
Винтовой пресс выполняется вертикально с литой чугунной станиной и гайкой из антифрикционной бронзы.
В винтовом прессе с механическим приводом вращение гайки производится с помощью электродвигателя и зубчатой или клиноременной передачи.
Недостатком таких конструкций является необходимость установки защиты от перегрузки по крутящему моменту. В конце прессования должен срабатывать предохранитель.
Из достоинств — небольшие размеры и вес. Некоторые модели можно установить на улице.
Гидравлический пресс для бумажных отходов
Установка получила большее распространение, несмотря на то, что она более габаритная, чем механическая. В состав оборудования входит насосная установка, механизм выталкивания и система управления. Рабочей частью являются ползунки и гидроцилиндры. Рабочая жидкость перегоняется из нижней полости цилиндра в верхнюю.
Прессование производится с усилием 2.5–3 атмосферы по показанию манометра.
Гидравлические прессы бывают:
- с ручным управлением;
- полуавтоматические;
- автоматические.

Гидромеханические прессы для макулатуры
Устройства состоят из гидроцилиндра и рычажного механизма. Они отличаются тем, что в конце движения плиты скорость снижается, а усилие пресса увеличивается многократно, а также экономным расходом энергии.

Пакетировочный пресс
Автоматический пресс имеет горизонтальную компоновку. Агрегат выталкивает готовый пакет из рабочей зоны и создаёт узел для перевязки.

Виды установок и их характеристики
За годы работы инженеры спроектировали множество видов прессовочных установок как для предприятий малого бизнеса, так и для крупных промышленных производств. Отличаются они габаритами и способами загрузки.
Разновидности пресс-машин для картона, бумаги и других бытовых отходов:
- мини-установки;
- стандартные модели;
- промышленные.
По типу загрузки различают горизонтальные и вертикальные, однокамерные и двухкамерные машины. Универсальные станки с двумя загрузочными камерами способны одновременно спрессовывать разные виды отходов.
У вертикальных аппаратов компактные размеры отсека для подачи макулатуры и низкая производительность. Для крупногабаритного стационарного оборудования применяется горизонтальный способ загрузки. Мощные прессы имеют непрерывный цикл работы и отлично справляются с плотными материалами, металлическими отходами толщиной не более 1,5 мм. Мусор собирают и подвозят к месту для последующего прессования. Сила сжатия составляет 55−200 т.
По типу привода прессы бывают:
- гидравлические;
- механические;
- гидромеханические.
Гидравлические устройства (гидропресс) — это основной вид станков для прессовки картона и бумажного сырья. Гидромеханические машины имеют гидравлический и рычажный привод. Рабочий процесс характеризуется высокой скоростью и небольшим усилием в начале хода, а по окончании цикла — увеличенным усилием при низкой скорости.
Механические устройства не нужно подключать к электропитанию. Однако из-за низкой производительности и ограниченного списка обрабатываемых материалов ручные станки применяются в условиях небольших производств.
Объемы перерабатываемого сырья
Самые простые прессы, уплотняющие только лёгкие материалы типа бумаги и картона, создают усилие давления от 4 до 10 тонн.
Прессы со средним давлением от 10 до 15 тонн могут обрабатывать изделия из термопластика.
Прессы с большим усилием давления до 30 тонн уплотняют даже изделия из листового металла. Стоимость их высокая, поэтому необходимо экономическое обоснование при покупке такого агрегата.

Габариты оборудования
Размеры прессов напрямую зависят от того, какой объём макулатуры или других отходов необходимо переработать. По габаритам оборудование подразделяется на следующие форматы:
- мини;
- стандарт;
- профессиональные.
Мини. Такие прессы не требуют крепления к поверхности, их легко перемещать и просто ими управлять. Объём макулатуры в таком агрегате сокращается всего лишь в 3 раза, производительность его низкая. Для домашнего использования частным лицам, небольших офисов, торговых рыночных павильонов он вполне подойдёт.

Стандарт. Предназначены для:
- складов;
- пунктов, принимающих макулатуру;
- магазинов;
- компаний, работающих с большим объёмом бумаг.
Эти агрегаты нуждаются в прочном креплении к горизонтальной поверхности. Создаваемое ими давление позволяет сократить объём макулатуры в пять раз.

Профессиональные. Предназначены для полиграфических предприятий, комплексов крупных складов с огромным потоком отходов бумаги и картона. Эти отходы после прессования сокращаются в объёме в 10 и более раз. Прилагаемое усилие составляет 30 тонн. Установка такого промышленного пресса и его обслуживание производится только квалифицированным персоналом. Для установки требуется помещение с определёнными габаритами, просторное и высокое.

Классификация оборудования по способу загрузки сырья
Способы загрузки отходов различаются у разных типов прессов и могут быть:
- вертикальными;
- горизонтальными;
- угловыми.
В состав оборудования Мини и Стандарт входят преимущественно прессы в вертикальном исполнении.
К профессиональным относятся гидравлические прессы для отходов горизонтального исполнения. Они могут прессовать не только бумажные отходы, но и сжимать вторсырье: твердый бытовой мусор, пластиковые бутылки и прочее.
Управление прессом для макулатуры
Управление процессом прессования отходов осуществляется с помощью специального рычага. Рычаг приводит в движение прессующие ползуны. Их можно остановить в любой момент с помощью блокировки. Давление контролируется по показаниям манометров.
Управление осуществляется одним человеком и не требует особых знаний и умений.
Детали агрегата нуждаются в постоянной смазке, особенно при частой работе.

Эксплуатация тигельного пресса
Работа и электронное управление (смотрите электрическую схему)
При подаче электропитания загорается красная индикаторная лампочка (HL1), это означает, что машина готова к работе. Нажмите “Старт” (SB3 или SB4), включается и замыкается пускатель двигателя (КМ1), запускается двигатель, вращается маховик, загорается зелёная индикаторная лампочка (HL2), которая показывает, что двигатель начал работать. Если двигатель работает, нажмите “Пуск” (SB5 или SB6), включается и замыкается реле управления (КА) и пускатель муфты (КМ2). Загорается жёлтая индикаторная лампочка (HL3), которая показывает включение электромагнитной муфты; происходит движение подвижной плиты. Любое действие концевых выключателей защиты (SQ2-SQ6) приводит к разрыву цепи пускателя муфты (КМ2), что вызовет останов подвижной плиты в любом ее положении. Нажмите “Стоп” (SB1 или SB2), двигатель остановится. При открытии и закрытии плиты активизируется концевик счетчика (SQ8), что вызывает увеличение показаний счётчика. Выключите переключатель счётчика (SA3), чтобы заблокировать его. Кнопку на счётчике сбросит его на ноль.
Работа в режиме холостого хода
Ручка холостого хода (ручка сброса давления) (12) крепится к поперечине (11), которая соединяет две эксцентриковые втулки (13) с обеих сторон подвижного стола. Потяните за ручку холостого хода, поперечина повернет эксцентриковые втулки, и расстояние между плитами увеличится. Во время работы, при обнаружении неправильного положения бумаги, потяните за ручку холостого хода, чтобы избежать рабочего удара плиты и лишнего расхода бумаги. На холостом ходу счетчик не работает
Ручная проверка работоспособности
При заклинивании плиты или при необходимости регулировки зазоров между плитами можете воспользоваться специальной ручкой для перемещения подвижной плиты. [®] Сзади машины на коробке электронного управления находится переключатель (SВ1), который обычно стоит в положении “WORK”; поверните его в положение “Calibration” (TEST). В это время происходит размыкание пускателя двигателя (КМ1), а пускатель электромагнитной муфты (KM2) автоматически замыкается и растормаживает муфту. Поверните ручку для осуществления пробной работы машины. Внимание! До начала тестирования маховик должен быть полностью остановлен. Не насаживайте ручку на квадрат вала до полной остановки маховика во избежание случайного повреждения вследствие инерции маховика. Любая проверка работоспособности должна выполняться после включения электромагнитной муфты, в противном случае, машина будет оставаться в режиме торможения. После проверки вытащите ручку во избежание несчастного случая вследствие движения маховика. Переключатель должен быть переведён в положение “WORK”, в противном случае электромагнитная муфта будет во включенном положении, а пускатель двигателя (КМ1) заблокирован.
Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-вырубными ножами в заключную раму, затем раму закрепите на неподвижном столе машины. Проверь-те высоту линии резки и загрузку машины. В соответствии с рис.5 убедитесь, что штанц-форма установлена по центру, в противном случае это приведет к неравномерной нагрузке и повлияет на качество продукции и нормальную работу машины.
Приложите заключную раму к неподвижному столу, установив нижнюю её сторону в упор нижнего держателя рамы (30). Зажмите верх рамы стола при помощи фиксатора заключной рамы (21) и затяните фиксирующую ручку заключной рамы (17).

Рис. 5. Установка штанц-формы 1 – правильная (симметричная) установка; 2, 3 – несим-метричная, неверная установка; 4 – большая площадь дополнительных вставок.
После установки проверьте зазор между плитами, запустив машину в ручном режиме – он не должен быть слишком маленьким. Малый зазор может привести к повреждениям машины или штанц-формы. [®] Примечание: При оснащении машины заключным устройством, штанц-форма закрепляется непосредственно на машине
Как выбрать пресс

Ориентироваться нужно, прежде всего, на объемы требуемой переработки. Исходя из этого, подбирают необходимую производительность, емкость рабочей камеры.
Немаловажное значение имеют потребляемая мощность и габариты установки.
Для небольших потребностей предпочтительны компактные модели. Их можно установить в маленьком помещении и даже в машину для вывоза макулатуры.
Некоторые установки могут спрессовывать в тюки текстильные и пластиковые изделия: одноразовую посуду, бутылки. Такое оборудование поможет утилизировать и вывозить отходы значительно быстрее и проще.
Регулировка
Регулировка зазора между плитами (давления)

Рис. 6. Узлы регулировки: а) регулировка зазора между плитами и горизонтальной (право-лево) параллельности; б) регулировка вертикальной (верх-низ) параллельности плит.
Во время работы расстояние между плитами (давление) должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями, предъявляемыми к вырубке. Целью регулировок является достижение минимально возможной непараллельности поверхностей станины и подвижной плиты, слишком большое отклонение усложняет приладку штанц-формы для достижения качественных результатов вырубки. Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг (по рис. 6) с тем, чтобы отрегулировать зазор и параллельность плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор (согласно рисунку 6 a).
Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» (34) с обеих сторон подвижного стола. Ослабьте экс (36) и ослабьте фиксирующие винты (35). Проверьте зазор между «сухарями» (34) и направляющей (5), зазор δ должен быть в пределах 0.5-0.10 мм (по рис.6б). При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если машина эксплуатируется на протяжении большого периода времени, то дуговая опора (7) или направляющая (5) могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари» (рис. 6б). Точно отрегулируйте зазор между плитами и проверяйте его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание машины. В любом случае после регулировки следует проверить работоспособность машины в ручном режиме в несколько циклов. Проверьте, чтобы все части машины работали надлежащим образом и были в исправном состоянии.
Регулировка муфты
Данная машина оборудована электромагнитной муфтой постоянного тока.
Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном. Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. [] При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение машины. От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию машины. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации машины крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей машины или из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы: 1) Загрязнение деталей муфты маслом и мелкими частицами. Это приводит к проскальзыванию частей муфты. 2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно. 3) Ухудшение изоляции и появление утечки тока. 4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки. 5) Износ пружин, приводящий к уменьшению толкающего усилия. 5) Износ пружин, приводящий к уменьшению толкающего усилия. 6) Износ подшипника вала. 7) Износ подшипника маховика.  Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
Наиболее востребованные модели оборудования
В большом ассортименте гидравлические прессы для макулатуры производятся на Арзамасском .
Предлагаемые модели оснащены системами автоматического выгружения готовых спрессованных кип. Отдельные элементы этих систем разработаны в Италии, а элементы точной автоматики производятся во Франции.
Это оборудование работает надежно в любых условиях, даже при отсутствии отопления в помещении, в котором оно установлено, и при минусовых температурах.
На вертикальных прессах получают кипы с массой:
- до 200 кг на малых прессах;
- до 350 кг на средних прессах;
- до 600 кг на крупных прессах.
Это говорит о том, что любой потребитель может сделать выбор для себя.
Гидравлические прессы в горизонтальном исполнении имеют значительно более высокую производительность. Кроме бумажных отходов, они применяются для прессования твердых бытовых отходов, пластика, алюминиевых банок. Они отличаются быстрой и эффективной загрузкой сверху, нет необходимости выравнивания слоя. Кипа формируется через 5–6 загрузок и имеет высокую плотность.

Горизонтальные гидропрессы серии «Мега» с конвейерной установкой имеют следующие характеристики:
- масса спрессованной кипы — 200–650 кг;
- размер пакетов — от 1000х800 до 2100х800 мм;
- рабочий ход траверсы — от 1600 до 3300 мм.
Популярными моделями являются следующие:
ПГП-2 мини с вертикальной загрузкой. Габариты: 200х64х42 см. Размер готовых брикетов 50х40х35 см, перерабатывает в день до 500 кг сырья, прилагаемое усилие 2 тонны.

Barinel 1500LP6 с вертикальной загрузкой. Габариты: 160х56х67 см. Размер готовых брикетов 50х50х50 см, прилагаемое усилие 6 тонн, производит до 5 брикетов в час весом до 30 кг каждый.
Пресс пактетировщик ТБО

На основе этого пресса легко сделать пресс меньшего размера и усилия. Делается это путем уменьшения и облегчения конструкции, уменьшения давления в гидравлической системы, или замены цилиндров на цилиндры с меньшим диаметром поршня.
Работает от гидравлической станции которая может быть установлена на нем или быть выносная. Рама сварена из стальной профильной трубы 60*100
Все промежуточные пространства зашиты профильной трубой меньшего размера С нутрии обшит листовым металлом толщиной не мене 3 мм.
На полу установлены швеллера для протаскивания обвязочной проволоки или веревки. Лапа пресса изготовлена из профильной трубы 60*60.
Спереди стоит две двери. Нижняя для выгрузки готовой кипы, верхняя для загрузки и догрузки сырья. Двери установлены на точеных петлях диаметром 45мм.
Если пресс используется для прессования картона то на нижнюю дверь привариваются металлические угольники. Они нужны для предотвращения поднятия картона при его до загрузки.
Фиксируются двери за защелки тип крючок вырезанные из листовой стали толщиной 10мм. При поисках гидравлических цилиндров, рассматривались специализированные, изготовленные под заказ, и от сельскохозяйственной техники. Специализированные весьма дорогие и у них долгий срок поставки.
Заказные еще дороже и также долгий срок изготовления. Остановились на цилиндрах от сельскохозяйственной техники. Они легкодоступны не дорогие и в случае ремонта доступны ремкомплекты. Но их прошлось дорабатывать. Изготовить и приварить установочные фланцы.
Гидрораспределитель и рукава высокого давления также взяты распространенные от сельхозтехники. Двухцилиндровая система выбрана по причине отсутствия дополнительной направляющей. Также цилиндры работают в паре что уменьшает их износ.
Длина хода гидроцилиндров 1 метр. Диаметр поршня 85 мм. Стандартные поворотные крепления на штоках цилиндров отпилены и они жестко приварены к лапе пресса. Методом плазменной резки изготовлены фланцы для крепления цилиндров к прессу. Всего четыре штуки. Два штуки основательно приварены к нижним частям цилиндров другие две ответные к прессу. При установке все соединяется болтами м 12 в количестве 16 штук.
Рукавами высокого давления гидроцилиндры через тройники параллельно соединены и подключённые к гидрораспределителю типа Р-40. Распределитель в целях повышения безопасности выбран без фиксации в крайних положениях. Если отпустить рычаг то цилиндры остановятся.
Распределитель подключен в свою очередь рукавами высокого давления к гидравлической насосной станции высокого давления. Если планируется прессование пластиковых бутылок то в гидравлическую систему между распределителем, и цилиндрами устанавливается дроссель. Его в процессе наладки его необходимо отрегулировать на номинальный поток жидкости. Он предотвращает гидра удары при поднятии лапы.
Гидрораспределитель в своем составе имеет разгрузочный клапан. Путем регулировки этого клапана устанавливается максимальное рабочее давление. Так как возможна работа на открытых площадках то вся конструкция покрыта грунтовкой и окрашена краской устойчивой к атмосферным осадкам. Работают на прессе следующим образом
В швеллер на полу прокладывается обвязочный материал один конец с запасом остается снаружи другие концы протягиваются через отверстия в задней стенке.
Закрывается нижняя дверь. На дно ложится упаковочный материал (ткань, картон или другое) Закладывается сырье для прессования Закрывается верхняя дверь производится первоначальное прессование. Лапа поднимается и производится догрузка материала.
Так повторяется пока не образуется кипа нужного размера.
Перед последним прессованием на верх укладывается упаковочный материал. Производится финишное прессование.
Обе двери открываются, сквозь лапу из отверстий в задней стенке протаскиваются концы обвязочного материала и соединяются (связываются, заклепываются или другим способом) связывая кипу.
Лапа пресса поднимается после чего готовою кипу можно вытаскивать.
Для справки.
Прессования в кипу упаковочного картона поднимает его стоимость до двух раз. Объем при это уменьшается до 5 раз что очень экономически выгодно сказывается на перевозке. Прессования в кипу бутылок ПЭТ поднимает до 5 раз. Объем при это уменьшается до 15 раз что тоже очень выгодно сказывается на перевозке. Также кипы гораздо удобней при погрузочно-разгрузочных работах. Далее это вторсырье отправляется на заводы для переработки.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Пресс для макулатуры своими руками
Простейшее оборудование для изготовления брикетов из бумажных отходов можно сделать самостоятельно, воспользовавшись чертежами устройств, которые легко найти в интернете. Для проектирования необходимо задать габариты установки, желаемый ход траверсы и допустимое усилие давления.
Исходя из размеров камеры для прессования макулатуры и желаемого усилия пресса, выбирается обычный гидравлический домкрат, который будет служить напорным устройством. Траверса будет перемещаться в направлении, зависящем от места установки домкрата. Более удобной является верхняя компоновка домкрата, при которой траверса двигается вниз.

Изготовление станины и домкрата
Для сооружения станины используют толстый листовой материал из качественной строительной стали 12 ГС, изготовленной по ГОСТ 19282. Элементы станины из такой стали лучше свариваются. Станина представляет собой прямоугольную закрытую раму.
Возможности домкрата определяют размеры станины и траверсы. У траверсы должен быть свободный холостой ход. Это необходимо для того, чтобы можно было загрузить отходы. После создания пакета макулатуры траверса должна вернуться в исходное положение. Для этого в конструкции предусматривают две пружины, которые располагают симметрично.

Монтаж системы управления
На последнем этапе монтируется электрическая система управления приводом. Чаще всего она представляет собой две кнопки, как самый простой вариант.
По уровню развиваемого усилия (до 120 кН) самодельные прессы для макулатуры не уступают покупным готовым моделям такого оборудования.

Разработка упора
Стойка и упор самодельного пресса
Следующий этап – разработка съемного упора, который будет перемещаться по стойкам, передавая при этом давление от домкрата на обрабатываемый материал. Для этого подойдут отрезки стальной полоски, длина которых должна быть немного меньшей, чем расстояние между стойками. Соединив сваркой такие отрезки, такая самостоятельно сделанная деталь фиксируется для перемещения по стойкам. Для этого используются две стальные пластины, длина которых равна длине упора вместе с шириной стоек. Проделав отверстия в этих пластинах и упоре, при помощи обычных гаек они соединяются между собой так, чтобы пластины располагались по обе стороны стоек.

Последний этап самостоятельной разработки гидравлического пресса – установка домкрата. Мощность такого станка будет зависеть только от мощности используемого домкрата. Для достижения высокой мощности работы аппарата потребуется использование электропривода. В результате этого можно будет прессовать различную макулатуру своими руками, используя получившиеся брикеты как эффективный вид топлива.
Преимущества пресса для макулатуры
Начинающим предпринимателям и бизнесменам нужно своевременно подумать о том, что они будут делать с бумажными отходами, буквально «съедающими» полезное пространство офисов и складов.
Пресс для макулатуры поможет решить проблему с отходами, ведь основной его функцией является сжатие макулатуры в плотные кипы, которые удобнее хранить и транспортировать.
Выбрать подходящую установку несложно, выбор очень большой. А если со временем агрегат окажется ненужным по каким-либо причинам, его можно сдавать в аренду или выгодно продать.
Техническое обслуживание
Данная машина имеет простую конструкцию и проста в эксплуатации. Однако, из-за неправильного обращения с ней, могут возникнуть различного рода неисправности. Пользователь должен выполнять требования инструкции по эксплуатации относительно правильной эксплуатации машины, её регулировки и технического обслуживания с тем, чтобы обеспечить нормальную работу машины, повысить качество продукции и увеличить срок службы данного изделия.
(1) Постоянно проверяйте все части машины на предмет их работоспособности. При обнаружении каких-либо проблем или неисправных деталей своевременно производите ремонт или замену. (2) При обнаружении необычного шума со стороны машины найдите источник шума, устраните его причину и только после того, как убедитесь, что всё в порядке, можете продолжать эксплуатацию машины. (3) Во время работы машины запрещается попадание каких-либо металлических или других твёрдых материалов на её рабочие поверхности, в противном случае, машина может быть серьёзно повреждена. (4) Во время работы периодически удаляйте остатки бумаги, чтобы избежать их попадания на поверхность направляющей. Машина может быть повреждена при попадании даже тонких кусочков на поверхность направляющей. Также следите, чтобы остатки бумаги не попадали в ременную передачу. (5) При установке и креплении ножей, а также при корректировке зазора между плитами следите, чтобы машина не была перегружена, держите поверхность станины и подвижной плиты параллельными друг другу. Нож для резки должен быть острым, в противном случае, с работой машины могут возникнуть серьёзные проблемы. Крайне важно избегать подачи нагрузок, сверх требуемых. В процессе вырубки ножи должны оставлять следы на металлической пластине, но не врубаться в нее глубоко. Следы должны обнаруживаться визуально, и быть едва заметными при проведении ногтём по поверхности декельной плиты. (6) Перед каждым пуском проверяйте наличие смазки. (7) При запуске машины сначала проверяйте защитные устройства на предмет их чувствительности и надёжной работы, убедитесь в безопасной и надёжной работе машины. (8) Проверяйте изоляцию электрической системы машины. (9) Масляные каналы системы смазки необходимо регулярно проверять и прочищать при необходимости, держать под контролем поступление смазки к подшипникам. [] На машинах с ручной централизованной смазочной системой смазку производить каждые 2-3 часа. (10) При расположении штампа с биговально-высечными ножами в заключной раме необходимо учитывать области концентрации ножей и распределять нагрузку на обе стороны пресса равномерно, во избежание перекосов в подшипниках и заклинивания. (11)Машина должна эксплуатироваться не более 8 часов в сутки.
Пресс вырубной
ZHHJ-2000

Руководство пользователя
Содержание
1. Назначение
2. Основные
технические параметры:
3.
Конструкция и принцип работы:
4. Установка
и настройка
4.1.
Установка
4.2. Запуск
4.3.
Подготовка к настройке
4.4.
Настройка давления
4.5.
Замечания
5. Смазка
6.
Подшипники
7. Главная
панель и электрическое управление
7.1.
Мощность
7.2. Запуск
двигателя
7.3. Начало
работы
7.4.
Остановка пресса вырубного
7.5. Счетчик
8.
Принципиальная электрическая схема и список электрических компонентов.
8.1
Принципиальная электрическая схема
8.2 Список
электрических компонентов
1. Назначение
пресса вырубного
Пресс ZHHJ-2000 предназначена для вырубных работ по
различным видам картона, кожи, пластика и т.д. Главным образом пресс вырубной
используют для операций биговки и вырубки картонных изделий, а также для
создания неглубоких объемных выпуклых изображений.
2.
Основные технические параметры пресса вырубного
|
Внутренний размер заключной рамки, мм |
2000 х 1365 |
|
Максимальное |
200 |
|
Производительность, |
18 |
|
Максимальная |
50 |
|
Габариты |
3630 х 1900 х 2000 |
|
Мощность |
15 |
|
Вес, |
14000 |
3. Конструкция и
принцип работы пресса вырубного
1. Электродвигатель. 2. Электромагнитная муфта. 3. Подвижное
контактное кольцо. 4. Пульт управления. 5. Зажим. 6. Поперечная балка (сброс
давления). 7. Маховик. 8. Тормозная муфта. 9. Ременной шкив. 10. Большие
шестерни. 11. Станина. 12. Устройства для безопасности работы. 13. Подвижная
часть. 14. Эксцентриковый суппорт для настройки расстояния между пластинами.
15. Шатуны. 16. Главный вал. 17. Устройство для ручного развода плит.
Принцип
передачи движения: электромагнитный двигатель ременной передачей приводит в движение
маховик 7, который в свою очередь передает вращение на главный вал 16. При
срабатывании электромагнитной муфты 3, маленькие зубчатые колеса на главном
валу начинают вращать большие шестерни 10, они в свою очередь приводят в
движение эксцентрично закрепленные на них шатуны, которые перемещают подвижную
плиту и обеспечивают рабочее движение.
Руководство пользователя Содержание1. Назначение 2. Основные 3. 4. Установка 4.1. 4.2. Запуск 4.3. 4.4. 4.5. 5. Смазка 6. 7. Главная 7.1. 7.2. Запуск 7.3. Начало 7.4. 7.5. Счетчик 8. 8.1 8.2 Список
|
|
Внутренний размер заключной рамки, мм |
2000 х 1365 |
|
Максимальное |
200 |
|
Производительность, |
18 |
|
Максимальная |
50 |
|
Габариты |
3630 х 1900 х 2000 |
|
Мощность |
15 |
|
Вес, |
14000 |
3. Конструкция и
принцип работы пресса вырубного
1. Электродвигатель. 2. Электромагнитная муфта. 3. Подвижное
контактное кольцо. 4. Пульт управления. 5. Зажим. 6. Поперечная балка (сброс
давления). 7. Маховик. 8. Тормозная муфта. 9. Ременной шкив. 10. Большие
шестерни. 11. Станина. 12. Устройства для безопасности работы. 13. Подвижная
часть. 14. Эксцентриковый суппорт для настройки расстояния между пластинами.
15. Шатуны. 16. Главный вал. 17. Устройство для ручного развода плит.
Принцип
передачи движения: электромагнитный двигатель ременной передачей приводит в движение
маховик 7, который в свою очередь передает вращение на главный вал 16. При
срабатывании электромагнитной муфты 3, маленькие зубчатые колеса на главном
валу начинают вращать большие шестерни 10, они в свою очередь приводят в
движение эксцентрично закрепленные на них шатуны, которые перемещают подвижную
плиту и обеспечивают рабочее движение.
Рис.1 (Fig.2)
4. Установка и настройка
пресса вырубного
4.1. Установка
Подготовьте фундамент согласно рисунку (Fig.3). Установите
пресс, руководствуясь планом установки. Сначала, установите пресс на фундамент,
принимая плоские направляющие за начало отсчета. Затем, поместите уровнемер на
площадке уровня, отрегулируйте горизонтальность положения, чтобы отклонение было
в пределах 0.15 мм/м. Теперь, установите перемычку на площадке уровня,
уровнемер на перемычку, и отрегулируйте относительную высоту в пределах 1.00
мм/м. При измерении, инструмент уровня нужно установить по центру станины (рис.4).
Для наладки, Вы можете использовать клиновые подкладки (рис. 2-4) чтобы
обеспечить горизонтальность и параллельность согласно требованиям. В завершение
выровняйте станину. Избегайте слишком сильного проталкивания клина, следите,
чтобы не возникли деформации главного вала 16. Чтобы проверить, не произошел ли
изгиб вала 16, первым делом поместите уровнемер в среднюю часть, как показано
на рис. 5. Затем замерьте показания на двух больших колесах — оно должно быть в
пределах 0.30мм/м от предыдущего. После того, как все показания удовлетворяют
требованиям, зафиксируйте пресс анкерными болтами и произведите заливку
цементом. После полного высыхания цемента дополнительно затяните болты. Удалите
консервационную смазку, наденьте ремни и кожухи безопасности на большие колеса.
Подключите электропитание.
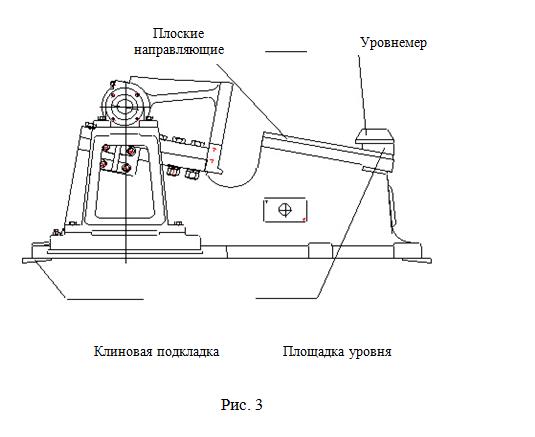
Рис.2
и 3.
 |

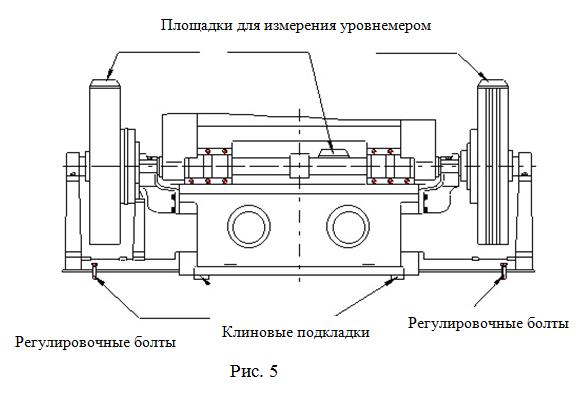
4.2. Запуск
Перед началом запуска пресса,
произведите смазку согласно требованиям, изложенным в пункте 5. Убедитесь, что
рабочая область пресса свободна от посторонних предметов. Проверьте, находятся
ли все подвижные компоненты в нормальном рабочем состоянии. Удалите устройство
ручного поворота с пресса. Поверните рукоятку регулировки скорости на «Ноль»
(пункт 7). Включите электропитание, нажмите кнопку «Старт». Когда
вращение двигателя стало стабильным, поворотом рукоятки регулировки скорости
выберите необходимую скорость вращения, и затем нажмите кнопку «Операция»,
чтобы заставить пресс работать. Нажмите кнопку «Стоп», чтобы
проверить, может ли пресс вырубной быть остановлена немедленно, и проверьте,
надежно ли срабатывают устройства безопасности (планка, педаль) После одного
часа работы пресса проверьте, не происходит ли перегрев и не замечается ли
необычных шумов при работе.

4.3. Подготовка
к настройке
После того, как вы
удостоверились, что пресс работает исправно в холостом режиме, остановите его в
момент, когда подвижная плита будет в закрытом положении. Сдвиньте вниз балку
сброса давления (фиксатор должен выйти из зацепления с профильным блоком, смотри
рис. 6). Затем запустите пресс и остановите ее в открытом положении, установите
штанц-форму с высекально-биговальными лезвиями в зажимное приспособление.
Положите лист картона на подвижную плиту и запустите пресс. Когда плита пойдет
вниз, поставьте поперечную балку сброса давления в первоначальное положение
(фиксатор должен попасть в углубление на профильном блоке). После этого пресс
должен сделать один удар, после чего остановите его. Внимательно осмотрите
пробный лист, если на нем не осталось засечек, отпустите болт, как показано на
рис.6, и выберите нужное положение профильного блока по отношению к зубчатой
рейке. Этим Вы выберите нужное давление и дистанцию между плитами. При
перемещении профильного блока вниз дистанция между плитами увеличивается
(соответственно, уменьшая при этом давление), при перемещении вверх расстояние
будет уменьшаться. При смещении на один зуб дистанция будет изменяться в
пределах 0,03-0,15 мм, в зависимости от текущего положения эксцентрика.
4.4. Настройка
давления
В том случае, если следы от
высечки располагаются неравномерно по поверхности листа, нужно подложить
кусочки плотной бумаги там, где это необходимо, на лицевой части ответной плиты,
либо выклеить эти места скотчем. Если наблюдается очевидный скос влево (вправо)
или вверх (вниз) воспользуйтесь настройками, описанными ниже.
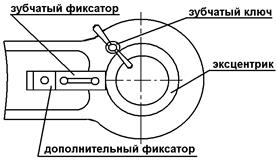
а)
 б)
б)
Рис. 7. Узлы регулировки: а) регулировка зазора между
плитами и их горизонтальной (право-лево) параллельности;
б) регулировка вертикальной (верх-низ) параллельности
плит.
4.4.1. Если наблюдается
очевидный перекос подвижной плиты относительно неподвижной, отпустите
фиксирующие винты дополнительного фиксатора и зубчатого фиксатора (рис.7а),
затем с помощью ключа с зубчатым венцом проверните эксцентриковую зубчатую
втулку (по рисунку — эксцентрик) на необходимое количество зубьев. Этим Вы
изменяете расстояние и давление по левому или правому краю подвижной плиты. При
повороте втулки на один зуб точка центра крепления шатуна к подвижной плите
смещается приблизительно на 0,14 мм.
Внимание: Избегайте
производить настройку только одного бокового эксцентрика во избежание существенных
перекосов плиты и заклинивания пресса. Регулировать боковые эксцентрики нужно
только в случае явных перекосов, либо в случае, когда пресс вырубной уже проработала
долгое время и, вследствие износа или нарушения настройки, качество прорубки
неудовлетворительное. В остальных случаях регулировку нужно осуществлять
равномерно и одновременно по обеим сторонам.
4.4.2. Если наблюдается
очевидное отклонение от параллельности подвижной и неподвижной плит (неравномерность
зазора в верхней/нижней части между плитами), отрегулируйте положение пластин-«сухарей».
Для этого отпустите фиксирующие
винты «сухарей», находящиеся в нижней части основания подвижной плиты (рис.7б)
слева и справа. Затем отрегулируйте зазоры над и под «сухарями». Важно, чтобы
расстояние между «сухарями» оставалось постоянным и скольжение «сухарей» по
направляющей было с минимальным трением во избежание заклинивания. В связи с
этим, следует регулировать положение «сухарей» таким образом, чтобы на величину
уменьшения зазора над верхним «сухарем» был увеличен зазор под нижним «сухарем».
4.5. Замечания
4.5.1. Каждый раз перед
включением двигателя, Вы должны установить рукоятку регулировки скорости в
позицию «Ноль».
4.5.2. Перед отгрузкой с завода
пресс настраивается и тестируется, он отрегулирован в заводских условиях и
обычно не нуждается в перенастройке. Если же требуется перенастройка, то
проводить ее следует согласно данному руководству.
4.5.3 Максимальная скорость
вращения двигателя — 800 оборотов/минуту. Если нагрузка большая, вы должны
избегать установки слишком низкой скорости. В начале работы пресса не начинайте
прессовать сразу, дайте прессу поработать в холостом режиме.
4.5.4. Если установлена
штанц-форма, имеющая слишком большую концентрацию (либо длину) ножей, или если
используется неподходящий материал, то пресс может заклинить. В таком случае, первым
делом, Вы должны нажать кнопку «Стоп», выключив питание. Затем выведите из
зацепления фиксатор и передвиньте вниз балку сброса давления (рис.6). При
помощи специальной рукоятки попытайтесь вручную провернуть главный вал в
направлении ПРОТИВ рабочего движения. Если он не проворачивается, то постарайтесь
добиться сдвига эксцентриков, надавливая на них, при этом увеличивая расстояние
между плитами.
4.5.5. Избегайте попадания
смазки в муфту сцепления и на тормозные накладки, во избежание проскальзывания.
4.5.6. Перед тем, как выключить
мощность, оставляйте плиты в раскрытом положении. Если пресс не используется
долгое время или предназначен для транспортировки, сведите плиты и крепко их
зафиксируйте при помощи блокировочного устройства.
5. Смазка
пресса вырубного
На рис. 9 показаны места для
смазки. Позиции «Е» смазывают густой смазкой (типа солидола) один-два раза в
месяц. Позиции “F” смазывают машинным маслом 80w90 летом, и 10w40 зимой,
следите за попаданием смазки в нужные места, смазывайте должным образом 8-10 раз каждое место. Особенно внимательно следите за смазкой втулок шатунов и больших
зубчатых колес.
а)
Рис. 7. Узлы регулировки: а) регулировка зазора между б) регулировка вертикальной (верх-низ) параллельности 4.4.1. Если наблюдается Внимание: Избегайте 4.4.2. Если наблюдается Для этого отпустите фиксирующие 4.5. Замечания4.5.1. Каждый раз перед 4.5.2. Перед отгрузкой с завода 4.5.3 Максимальная скорость 4.5.4. Если установлена 4.5.5. Избегайте попадания 4.5.6. Перед тем, как выключить 5. Смазка
|
6. Подшипники
пресса вырубного
|
Тип |
Наименование |
Размер |
Кол-во |
Позиция |
|
3513 |
Двухрядный шариковый подшипник |
65х120х31 |
1 |
На левом вала |
|
6534916 |
Двухрядный роликовый подшипник |
95х110х63 |
4 |
Середина вала |
|
6014 |
Однорядный шарикоподшипник |
70х110х20 |
2 |
На правом торце вала |
|
6016 |
Однорядный шарикоподшипник |
80х125х22 |
2 |
Маховик |
|
6216 |
Однорядный шарикоподшипник |
80х140х26 |
2 |
Маховик |
7. Главная панель и
электрическое управление пресса вырубного
7.1. Подключение
Напряжение электропитания
пресса – 380В, если у Вас сетевое напряжение 420В, то соедините провод V1 в
электрическом шкафу с концом провода 420В трансформатора ТС. После включения питания
должна загореться лампа «Индикатор питания» на панели управления (рис.10).
7.2. Запуск
двигателя
Перед стартом двигателя, Вы
должны повернуть ручку регулировки скорости инвертора в положение “min”, затем
нажмите кнопку «Старт», и двигатель начнет работу. После запуска
двигателя, Вы можете медленно поворачивать ручку регулировки скорости, чтобы
подобрать необходимую скорость.
 |
7.3. Начало
работы
После того, как двигатель
наберет необходимую скорость вращения и заработает в нормальном режиме, Вы
можете кнопкой “Операция” начать вырубку. Пресс может работать в двух режимах
работы: непрерывный (“CONTINUOUS”) и с паузой (“DELAYED”). Время паузы устанавливается на реле времени (“DELAY ADJUST”).
7.4. Остановка пресса
Для остановки пресса нажмите
кнопку “Стоп”. Работа будет остановлена также при срабатывании устройства
безопасности, или при нажатии на педаль выключателя.
Когда работа должна быть
немедленно прервана в экстренном случае, Вы должны нажать кнопку аварийной
остановки. Если необходимо перезапустить пресс, Вы должны повернуть и высвободить
кнопку аварийной остановки.
7.5. Счетчик
Когда необходим подсчет ударов,
установите выключатель счётчика в положение «ON«,
и нажмите, «reset» (сброс) на счетчике, чтобы обнулить показания.
8. Принципиальная
электрическая схема и список электрических компонентов пресса
вырубного
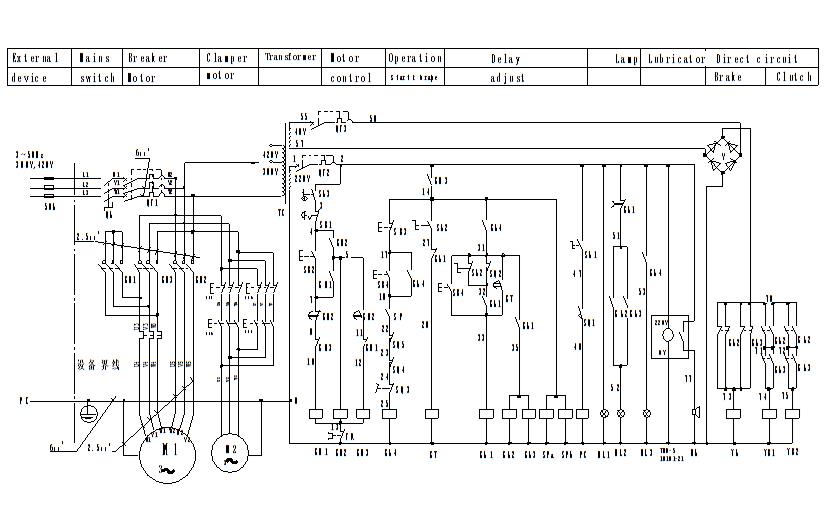
8.1
Принципиальная электрическая схема
8.2 Список
электрических компонентов
CODE |
NAME |
TYPE SPECIFICATION |
QUANT. |
REMARK |
M1 |
MOTOR |
Y160L-6, 11KW |
1 |
970rpm |
M2 |
LOW-SPEED MOTOR |
130TDY115M |
1 |
115rpm |
KM1, KM2, KM3 |
Y-△ STARTER |
QJX4-25d/TH, 220V |
1 |
SET 3SECONDS |
FR |
THERMAL RELAY |
JRS4-25322d/TH |
1 |
|
HL1 |
INDICATING LAMP |
AD16-22D/w31,220V |
1 |
WHITE |
HL2 |
INDICATING LAMP |
AD16-22D/r31,220V |
1 |
RED |
HL3 |
INDICATING LAMP |
AD16-22S/r31,220V |
1 |
RED |
KA1 |
RELAY |
GMR-4,2NO2NC,220V |
1 |
+SK4-320 |
KA2,KA3 |
RELAY |
GMR-8,5NO3NC,220V |
2 |
|
KA4 |
RELAY |
MY4, |
1 |
|
KT |
TIME RELAY |
H3CT-8HB,0.1-10S |
1 |
|
PC |
COUNTER |
JDM5-61S,220V |
1 |
|
QA |
MAINS SWITCH |
JDS-2·2/Z,40A |
1 |
|
QF1 |
CIRCUIT BREAKER |
BKND/40A/3P |
1 |
|
QF2 |
CIRCUIT BREAKER |
BKNC/2A/1P |
1 |
|
QF3 |
CIRCUIT BREAKER |
BKNC/10A/1P |
1 |
|
SA1 |
SWITCH |
LA39 (A)-01X/g |
1 |
|
SA2 |
SWITCH |
LA39 (A)-11X/r |
1 |
|
SA3 |
KEY SWITCH |
LA39 (A)-10Y/a |
1 |
|
SB1 |
BUTTON |
LA39(A)-01Z/rΦ40 |
1 |
|
SB2 |
BUTTON |
LA39 (A)-10/g |
1 |
|
SB3 |
BUTTON |
LA39 (A)-01/r |
1 |
|
SB4 |
BUTTON |
LA39 (A)-20/g |
1 |
|
SB5 |
BUTTON |
LAY5-33/4, YELLOW |
1 |
|
SB6 |
BUTTON |
LAY5-33/5, BLUE |
1 |
|
SP |
PHOTO-ELECTRICAL SWITCH |
E3JK-5M1 |
1 |
|
SQ2 |
PROXIMITY SWITCH |
E2E-X5Y2 |
1 |
|
SQ4,SQ5 |
TRAVEL SWITCH |
LXK2-101 |
2 |
|
SQ3 |
FOOT PEDAL SWITCH |
LST2-11, YELLOW |
1 |
|
SQ1 |
TRAVEL SWITCH |
X2N |
1 |
|
TC |
TRANSFORMER |
JBK4-630380V, 420V/220V, 48V |
1 |
|
V |
DIODE BRIDGE |
35A, 1000V |
1 |
|
YA |
BRAKE COIL |
SELF-MADE |
1 |
|
YB1,YB2 |
CLUTCH COIL |
SELF-MADE |
2 |