Микрометр резьбовой
Оглавление
- Преимущества
- Недостатки
- Устройство резьбового микрометра
- Принцип работы
- Технические характеристики
- Как пользоваться резьбовым микрометром
- Производители
Микрометр резьбовой используется как инструмент для точных измерений дюймовой и метрической резьбы. Большинство приборов работает со средними диаметрами. Это обусловлено тем, что для определения диаметра нужно обработать как гребень, так и канавку. Таким образом, за один раз приходится измерять как внутренний, так и внешний диаметр резьбы. В некоторых случаях возникает необходимость произведения замеров непосредственно во время нарезки. Эту функцию может осуществить микрометр для резьбы, который для этого закрепляется в специальной стойке.

фото:микрометр резьбовой МВМ 0-25
В отличие от стандартных микрометров, таких как МК 0-25, здесь имеются специальные отверстия, или как их еще называют, гнезда, которые находится в пятке устройства. Также здесь имеется микрометрический винт, что расположен в стержне. Все эти дополнительные детали служат для того, чтобы зафиксировать колки-наконечники, выполненные в роли конических и призматических вставок. Угол колков-наконечников должен совпадать с тем, каким профилем обладает резьба. Таким образом, каждую пару наконечников можно применить только для определенного шага резьбы. Эти детали поставляются вместе с прибором.
Микрометр резьбовой имеет вильчатые колки призматической формы, они должны присоединяться к отверстиям пяток. Конические, в свою очередь, вставляются в микрометрические винты. Если измерение идет дюймовой резьбы, то угол между поверхностями измерения должен равняться 55 градусам. Для метрической – 60 градусам. У каждого колка имеется свой профиль, так как призматический полностью повторяет форму гребня резьбы, конусный — форму впадины.
Некоторые микрометры не имеют в своей конструкции трещотки, которая бы смогла обеспечить для них плавную регулировку применяемого усилия во время измерения. Такие приборы зачастую используют в качестве калибровочных скоб. Для этого их подвергают предварительной жесткой фиксации. Усилие, применяемое при измерении диаметра резьбы, должно соответствовать усилию, которое осуществляется при установке микрометра. Здесь должен обеспечиваться свободных ход детали в колках. Микрометр резьбовой производится по ГОСТ 4380-63.
Преимущества резьбового микрометра
Несомненным преимуществом изделия является то, что оно может использоваться в такой сложной сфере, как измерение резьбу, куда может подойти далеко не каждый инструмент. В комплекте идет набор различных дополнительных деталей, которые помогают работать с любым профилем. Это делает прибор универсальным для использования в промышленности, где приходится встречаться с различными видами резьбы. Благодаря механическому исполнению микрометр всегда готов к действию и не имеет ограничений по сроку эксплуатации, если с ним нормально обращаться.
Недостатки резьбового микрометра
У данного микрометра применение имеет узкоспециализированную сферу применения и он не приспособлен для других измерений. Любая деформация может привести к выходу из строя, при этом запасных частей для ремонта, как правило, не найти.
Устройство резьбового микрометра

фото:устройство резьбового микрометра
Микрометр для измерения резьбы имеет следующие составляющие части:
- Скоба;
- Призматическая вставка;
- Пятка;
- Микровинт;
- Коническая вставка;
- Барабан;
- Стебель;
- Трещотка.
Принцип работы микрометра резьбового
В нулевом положении, когда призматическая и коническая вставка соприкасаются друг с другом, стебель устройства находится на минимальном уровне. При повороте микровинта отодвигается, тем самым передвигаясь по значению шкалы. Основной принцип действия основан на том, что передвижение стебля по шкале прямопропорционально повороту винта. Отодвинув измерительные концы на нужное расстояние, и соединив их вновь до упора на измеряемом предмете, можно получит его размер, которое будет заключаться в том расстоянии, на которое не удалось дойти до нуля.
Технические характеристики
| Тип микрометра | Диапазон измерений,мм | Цена деления, мм | Вставки резьбовые | Погрешности, мм |
|---|---|---|---|---|
| МВМ 25 | 0…25 | 0,01 | М 60° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | М 60° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | М 60° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | М 60° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | М 60° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | М 60° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | М 60° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | М 60° | ± 0,025 |
| МВМ 25 | 0…25 | 0,01 | Д 55° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | Д 55° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | Д 55° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | Д 55° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | Д 55° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | Д 55° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | Д 55° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | Д 55° | ± 0,025 |
Как пользоваться резьбовым микрометром
Измерение резьбы микрометром является сложным и ответственным процессом. Для определения резьбы среднего диаметра следует для начала определиться с ее характеристиками. В данном случае используются стальные пластины, на которых вырезан профиль резьбы, чтобы можно было определиться с шагом. Это делается путем обыкновенного прикладывания до полного совпадения. Только после определения можно приступать к работе микрометром.
Конический колок ставится в канавку резьбы, а призматический – на ее гребень. Это необходимо для того, чтобы зафиксировать устройство в строго перпендикулярной плоскости относительно заготовки. Перед началом работы, прибор настраивается по шаблону или калибру. Чтобы наконечники не крутились и не выпадали, в их хвостовиках имеется прорезь. Хвостовик в канавке удерживается при помощи специальной пружины, а паз закрепляет наконечник и не дает поворачиваться. Данный способ измерения именуется дифференцированным или прямым.

фото:как пользоваться резьбовым микрометром
Чтобы измерить средний диаметр в калибре, то необходимо применять косвенный метод. Благодаря ему результаты получаются более точными, так как здесь исключается вероятность, что колки-вставки перекосятся. С двух сторон в углублении резьбы вставляют три одинаковые проволоки, у которых заранее известен диаметр. После этого микрометром измеряют длину поверхности проволок, уложенных в резьбу, затем по специальной формуле вычисляется средний диаметр резьбы.
Фирмы производители
- Микротех (Украина);
- Красный инструментальщик (Россия);
- ПК ГТО (Россия).
Учимся делать измерения разными видами микрометров
Содержание
- 1 Конструкция инструмента и его применение
- 2 Принцип измерения и что меряют микрометром
- 3 Микрометры их виды по способу отображения показаний
- 4 Что такое аналоговый микрометр и как он измеряет
- 5 Рычажный микрометр и его конструкция
- 6 Электронный прибор с циферблатом для измерения с высокой точностью
- 7 Лазерный микрометр как меряет и для чего нужен
- 8 Виды микрометров по сфере их использования
- 9 Особенности калибрования микрометра самостоятельно
- 10 Выставляем ноль на микрометре или как правильно калибровать
- 11 Как надо измерять микрометром пошаговое обучение с видео инструкцией
- 12 Как пользоваться часовым микрометром
- 13 Учимся работать резьбовым микрометром
- 14 Уход за инструментом
- 15 Ориентируемся с ценами на приборы разных типов
Чтобы узнать размер детали до малых долей миллиметров, применяется такой вид измерительного прибора, как микрометр. Он является родственником штангенциркуля, однако отличается от него не только внешне, но и получаемыми результатам измерений. Когда стоит вопрос об уточнении размера детали до сотых и даже тысячных долей миллиметров, то без такого прибора не обойтись. Только далеко не каждый знает, что это за прибор, как он устроен, а особенно, как правильно выполнять измерительные работы микрометром. В этом поможет разобраться инструкция, представленная в материале.
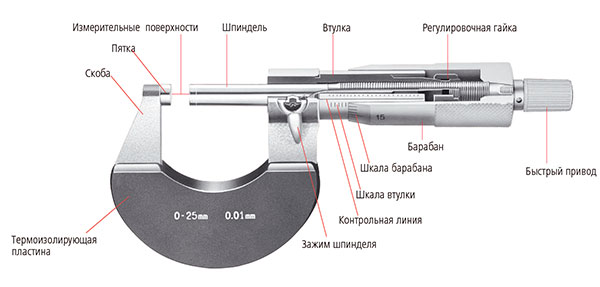
Конструкция инструмента и его применение
Чтобы узнать, как пользоваться микрометром, необходимо сначала разобраться с конструктивными особенностями этого инструмента. Конструктивно он напоминает штангенциркуль, но с незначительными отличиями во внешности. Одно из самых главных отличий — это непонятная система исчисления, которая отображена на цилиндрическом основании. Многих вводит заблуждение такая конструкция, и возникает желание отказаться от проведения измерительных процедур. Однако все намного проще, и в материале подробно описан принцип использования микрометра для вычисления минимальных значений измеряемой детали.

Рассматриваемый тип измерительного прибора состоит из целого ряда составных элементов. К таковым элементам относятся следующие детали:
- Скоба или основание, в котором размещается измеряемая деталь. Кстати размеры скобы бывают разными, что определяет возможность измерения деталей соответствующих размеров
- Пятка — это неподвижная часть (губка) на скобе, которая служит в качестве зажимного устройства при измерении деталей
- Подвижный винт или губка — он отвечает не только за прижим детали, но и за отображение соответствующих сведений, что зависит от размера детали
- Зажим — расположен на скобе, и служит для фиксации подвижной губки в соответствующем положении. Этот зажим нужен для того, чтобы при снятии замеров губка не сместилась со своего положения
- Шкала стебля — имеет горизонтальное расположение, и состоит из двух частей, разделенных линией. Нижняя часть отвечает за показания целого числа в миллиметрах, а верхняя за десятые доли. Прямая линия служит для проведения расчетов по нониусной шкале
- Барабан — цилиндрическая подвижная деталь, которая перемещается вместе с подвижной губкой. На барабане нанесена по окружности нониусная шкала (ее еще называют круговой), по которой определяются сотые и даже тысячные доли миллиметров
- Трещоточный узел — это механизм, который позволяет плотно зафиксировать деталь в губках, но при этом исключить ее деформирование. Трещотка выставлена на соответствующую силу момента, поэтому при плотном соединении подвижной губки со стенкой измеряемой детали, происходит ее прокручивание
Прибор имеет простую конструкцию. В зависимости от видов, конструкция может несколько отличаться, однако один из первых измерителей был обычный прибор, как показано на фото выше. Такие устройства пользуются спросом и сегодня, и встречаются довольно часто в разных сферах. В домашнем хозяйстве микрометр также необходим, так как часто возникает необходимость измерить диаметр поршня или размер мелких деталей. Многие даже не знают, что можно измерять этим прибором, поэтому стоит разобраться.
Принцип измерения и что меряют микрометром
В основе принципа работы рассматриваемого устройства лежит некое понятие, как винтовая пара. Применяться винтовая пара начала достаточно давно, и служила для настройки прицелов корабельных пушек. Вскоре после этого на основании винтовой пары был изобретен измерительный прибор, который получил названием микрометр. Он так называется, так как позволяет измерить деталь до сотой и даже тысячной доли миллиметра.

Подвижный барабан соединен с винтом, который служит для зажима детали. Перемещение барабана позволяет производить измерительные манипуляции, так как именно по тому, где остановится этот элемент, зависят размеры измеряемой детали. На барабане нанесена шкала, имеющая 50 делений. Шаг микровинта при этом составляет 0,5 мм, а один оборот барабана также равен расстоянию в 0,5 мм. Чтобы получить итоговый результат размера детали, необходимо сложить полученные значения.
Это интересно! Сила затягивания винта играет очень большую роль, так как малейшее перетягивание приведет к тому, что нарушится целостность резьбы, и прибор станет непригодным к измерениям. Отсутствие трещотки также приводило бы к деформациям мелких и хрупких измеряемых деталей (например, проволока).
Рассматриваемый тип измерительного прибора применяется для измерения следующих деталей:
- Диаметры поршней, а также размеры коленвала
- Расстояние между зубьями шестерней, зубчатых колес и цепей
- Толщину стенок труб
- Толщину листовых конструкций
- Толщину проволоки
- Размеры резьбы
- Диаметр сверла
- Внутренние диаметры разных изделий
Для проведения измерений тех или иных деталей, требуется применение соответствующих видов микрометров. Какие они бывают, подробно описано ниже. При любом раскладе, микрометр всегда поможет определить размер тех или иных деталей с максимально-высокой точностью. Для того чтобы убедиться в этом, рассмотрим виды инструментов по типу отображения показаний.
Микрометры их виды по способу отображения показаний
Свое применение устройства нашли не только в домашнем хозяйстве, но также применяются профессионалами, например, токарями, слесарями и работниками других сфер. Эти специалисты знают все особенности измерения микрометром, но если возникла потребность уточнить размер детали с высокой точностью значений, тогда для начала надо разобраться с видами выпускаемых устройств. По способу отображения значений, микрометры классифицируются на аналоговые, стрелочные или часовые, цифровые и лазерные. Что представляет собой каждая модификация устройства, и в каких случаях стоит использовать те или иные виды измерителей, выясним далее подробно.
Что такое аналоговый микрометр и как он измеряет
Аналоговый микрометр еще называют механическим, так как он имеет простой принцип работы и конструкцию. Исходя из простоты конструкции, прибор долговечен, поэтому даже сегодня встречаются часто устройства, выпущенные еще во времена СССР. Механический микрометр устойчив к физическому воздействию, и ко всем преимуществам, можно прибавить относительно невысокую стоимость, которая составляет от 400-500 рублей в зависимости от модели.

Это интересно! На всех видах микрометров зажимы бывают разными, и представленные в виде рычажного переключателя или перемещающейся шайбы. Оба варианта фиксации являются надежными, но главный недостаток шайбовых устройств в том, что не видно, когда зажим включен.
Рычажный микрометр и его конструкция
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.

Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно! На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.
Электронный прибор с циферблатом для измерения с высокой точностью
Одним из самых простых и точных микрометров считается электронный. Он совмещает в себе конструкцию аналогового и стрелочного устройства, и при этом позволяет выявить размер с максимально-высокой точностью. Востребованы такие модели там, где важны тысячные доли миллиметров.

Прибор вместо нониусной шкалы имеет электронный дисплей, на который выводятся соответствующие показания при измерительных манипуляциях. Измерять электронным прибором проще всего, а вероятность ошибиться в измерениях, сведена к нолю. Недостаток такого устройства лишь в его высокой цене, которая в 3-4 раза выше, чем стоит стрелочным измеритель. Некоторые модели даже имеют не только дисплей, но и нониусную шкалу, что позволяет удостовериться в точности показаний. Производители выпускают также противоударные устройства, которые обойдутся несколько дороже.
Это интересно! Кроме самого дисплея, в конструкции электронных моделей микрометров имеются также кнопки для настройки прибора, а также сохранения в памяти измеренных значений. Некоторые модели можно подключать к компьютеру для обмена информацией.
Лазерный микрометр как меряет и для чего нужен
Когда в измерениях важную роль играют не только сотые и тысячные, но и десятитысячные значения, тогда рекомендуется применять лазерные микрометры. Принцип их работы кардинально отличается от аналоговых, стрелочных и цифровых. Значения определяются по величине отклонения лазерного луча, в котором располагается измеряемая деталь.
При помощи специального фотоэлемента фиксируется разница отклонения, и эти результаты выводятся на дисплей. Такие модели считаются самыми точными, но и при этом одними из самых дорогих. Приборы нельзя ронять, а также они нуждаются в специальных настроечных манипуляциях.

Это интересно! Лазерные устройства не предназначены для применения в быту, так как в этом нет необходимости. Они стоят очень дорого, а также измеряют размеры деталей с высокой точностью. Применяются они преимущественно в специализированных контрольно-измерительных лабораториях.
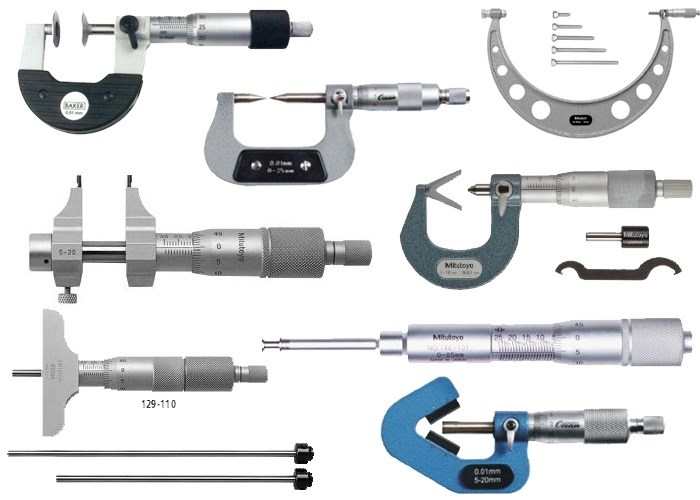
Виды микрометров по сфере их использования
Рассматриваемые устройства на виды классифицируются не только по способу отображения информации, но еще и по области их применения. Это означает, что для получения точных сведений об измерениях разных деталей, рекомендуется использовать соответствующие микрометры. К примеру, измерить толщину стального листа можно обычным универсальным измерителем, но для получения точных результатов (что немаловажно), рекомендуется воспользоваться специализированным прибором для выявления толщины листовых материалов. Какие виды микрометров по сфере их применения бывают, рассмотрим более детально.
- Гладкий прибор — используется для выявления габаритных размеров деталей, имеющих плоскую или круглую форму

- Измеритель труб — чтобы узнать наружный или внутренний диаметр трубы, для этого используется штангенциркуль. Микрометр для труб служит для определения толщины стенок трубы. Обычно такие манипуляции выполняются на стадии производства металлопроката, с целью проверки их качества. Еще измерения проводятся на трубах, которые эксплуатируются, чтобы определить толщину коррозионного слоя

- Зубомер — когда надо узнать размер и расстояние между зубьями шестерней и шестеренчатых колес. Прибор имеет специальные насадки конической формы, которые закреплены на пятке и подвижном винте. В комплектацию к зубомерам входит эталонная заготовка для выявления точности прибора

- Листовой измеритель — если надо узнать точный размер листовых материалов, то для таких целей применяются микрометры со специальной шкалой. Шкала имеет малый диапазон измерений, поэтому прибор обеспечивает получение высокоточных результатов. Микрометры листовые МЛ бывают двух типов — с плоскими насадками и продолговатым основанием. Применяются они в зависимости от размеров заготовок

- Проволочные микрометры рассчитаны на измерения диаметра проволоки и размера шариков от подшипников. Они отличаются компактностью своей конструкции, так как не имеют основания в виде скобы

- Универсальные микрометры — отличное решение для тех, кто часто использует прибор для измерения разных деталей (резьба, листы стали, трубы и прочее). Этим прибором можно измерить практически любую деталь, за счет чего он и получил название универсального устройства. Универсальность обеспечивается за счет применения сменных насадок, закручивающихся и выкручивающихся в зависимости от детали, размер которой надо узнать

- Призматические устройства — инструмент получил свое название за счет специальной конструкции неподвижной опоры, имеющей форму призмы. Применяется для выявления диаметров многолезвийного инструмента

- Канавочный микрометр глубиномер — служит для определения размера углублений. Принцип работы аналогичен работе штангенциркуля, только вместо плоской шкалы, прибор имеет нониусную цилиндрическую разметку. Отличается от штангенциркуля тем, что отображает показания с большей точностью

- Прибор для измерения резьбы — измерить резьбу можно при помощи штангенциркуля, но сделать это специализированным микрометром не только проще, но и точнее. Прибором измеряется резьба метрического и дюймового типа, для чего микрометр комплектуется специальными насадками

- Двойной — конструктивно прибор имеет вид двух микрометров, которые объединили на одном основании. Служит устройство для снятия замеров одной заготовки, то есть когда надо узнать разные размеры, например, при снятии диаметров поршней

- Прибор для измерения горячего проката — используется для выявления толщины производимых деталей еще на стадии их изготовления. Прибор сильно отличается от своих собратьев, так как имеет колесо со шкалой

- Нутрометр — это разновидность микрометров, которые служат для уточнения внутренних диаметров изделий. В отличие от штангенциркулей, позволяют померить минимальные внутренние диаметры труб и прочих аналогичных заготовок













Все виды рассматриваемых устройств имеют свои плюсы и минусы, поэтому для измерения соответствующих деталей рекомендуется выбирать соответствующий микрометр. Это позволит получить максимально-точные результаты. Чтобы эти результаты были точными, следует для начала откалибровать инструмент.
Особенности калибрования микрометра самостоятельно
Когда прибор используется часто, то его шкала часто сбивается (касается всех моделей). Чтобы получить точные данные при проведении измерений, рекомендуется научиться правильно делать калибровку. Калибровка подразумевает собой выставление точности. Чтобы узнать, не нарушилась ли точность измерителя, следует воспользоваться эталонными образцами. Обычно такие образцы имеются в комплектации к прибору.
Перед тем, как произвести контрольный замер микрометром, следует тщательно очистить зажимные губки инструмента. Делается это путем использования листа бумаги, который надо зажать в губках, а затем плавно удалить его, не повредив при этом. Такой способ позволяет произвести очистку поверхности от жира и пыли.
Это интересно! Нельзя применять для очистки поверхности губок абразивные материалы, так как это приведет к истиранию поверхности, и в итоге снижению точности измерений.
Как только подготовительные работы выполнены, следует зафиксировать в губках инструмента эталонный образец, и проверить значение по шкале. Если совпадает, тогда прибор не нуждается в настройке. В такой настройке нуждаются не только аналоговые, но и стрелочные с цифровыми приборами.
Выставляем ноль на микрометре или как правильно калибровать
Как пользоваться микрометром, знают далеко не многие, и еще меньше людей знает о том, что перед началом работ надо выставить прибор на ноль. Что это значит, когда и как надо это делать, выясним дальше.
На ноль прибор надо выставлять тогда, когда при калибровании выявляется, что прибор показывает неточные данные. Установка на ноль — это и есть калибрование инструмента, и выполняется этот процесс очень легко. Для этого необходимо взять в руки прибор, и проверить совпадение нолевой риски на подвижном барабане с центральной отметкой на стебле. Чтобы выполнить проверку, для этого лапки необходимо свести друг с другом до момента срабатывания трещотки. После этого делаем следующие действия:
- Проверяем совпадение. Если ноль не совпадает с отметкой на неподвижной шкале, тогда приступаем к регулировочным манипуляциям
- Для этого понадобится воспользоваться специальным шестигранным ключом или выполнить работы вручную, что зависит от модификации
- Сначала сводим губки друг с другом
- При помощи переключателя фиксируем их в неподвижном состоянии губку
- Ослабляется крепление трещотки, а затем перемещается барабан до совпадения ноля со шкалой на стебле
- Закрутить трещотку, удерживая в таком положении барабан
На этом выставление ноля на микрометре считается завершенным. Ниже на видео показан принцип калибрования микрометра при помощи шестигранного ключа. Принцип практически идентичный, только ключом надо выкрутить крепление барабана, чтобы иметь возможность его совмещения ноля с осевой линией.
Как надо измерять микрометром пошаговое обучение с видео инструкцией
К измерениям надо приступать сразу после того, как прибор был откалиброван. Для этого основание прибора зажимает в тисках, чтобы дальнейшие манипуляции проводились легко. В губках зажимается деталь, размеры которой надо узнать. Причем делать это надо правильно, ведь при малейшей перетяжке возникнет повреждение резьбового соединения. После того как подвижная губка упрется в деталь, надо привести в движение трещотку. С ее помощью губка предотвратит нарушение целостности детали или разрушение конструкции прибора. После этого следует перевести зажим в режим фиксации, и приступить к считыванию показаний.
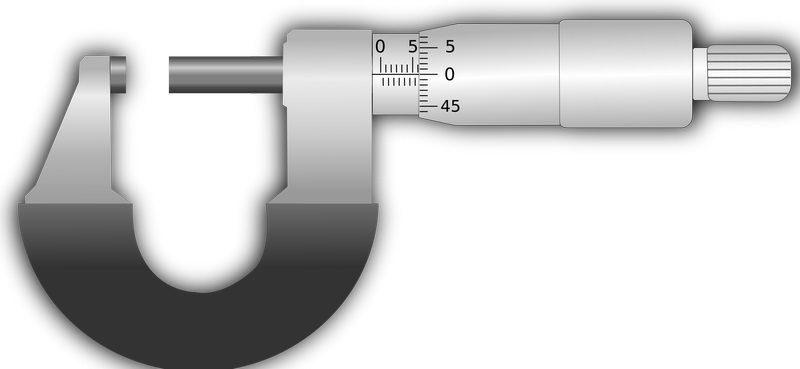
Инструкция по считыванию показаний имеет следующий вид:
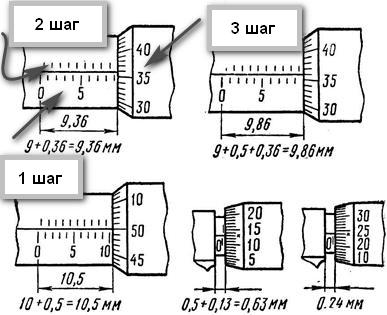
- На стебле имеется две шкалы. Нижняя шкала является основной, а верхняя показывает десятые доли миллиметров. Есть модели, на которых верхняя шкала является основной, а нижняя показывает десятые доли миллиметров (надо ориентироваться на наличие цифр возле штрихов)

- На барабане шкала предназначена для отсчитывания сотых долей миллиметров
- Сначала смотрим на нижнюю шкалу, и определяем целое число в миллиметрах. К примеру, если барабан остановился за цифрой 5, тогда значение будет равняться 5 мм
- Далее смотрим на верхнюю часть шкалы стебля. В верхней части шкала имеет деление 0,5 мм, и отсчет по ней выполняется просто. Если барабан остановился за риской, которая находится за нижней отметкой, тогда к значению надо прибавить 0,5 мм. Если же барабан остановился сразу за риской снизу, и при этом верхняя риска находится за нижним значением, тогда половину прибавлять не нужно.
- Далее проводится расчет сотых долей миллиметров по вращающемуся барабану. Для этого ориентируемся по прямой линии на стебле. Для этого определяем значение на шкале барабана, которая совпадет с линией на стебле. К примеру, барабан остановился на значении 40. Прибавляем это значение к полученному числу: 5,5+0,40=5,9 мм

Для того чтобы понять принцип исчисления, ниже приведен подробный пример с пошаговым описанием.
Ориентируясь на инструкцию, произвести исчисления по микрометру не составит большого труда. Аналогично выполняется расчет на всех видах аналоговых микрометров. Если измерения выполнять электронным прибором, то все исчисления выполняются автоматически, и пользователю остается их только считать с дисплея. Часто пользователи задаются вопросом о том, как пользоваться микрометром часового типа. Принцип измерения аналогичен, но имеет некоторые отличия.
Как пользоваться часовым микрометром
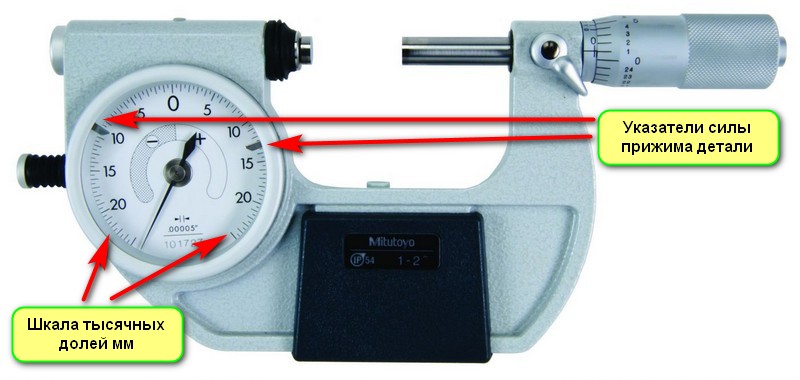
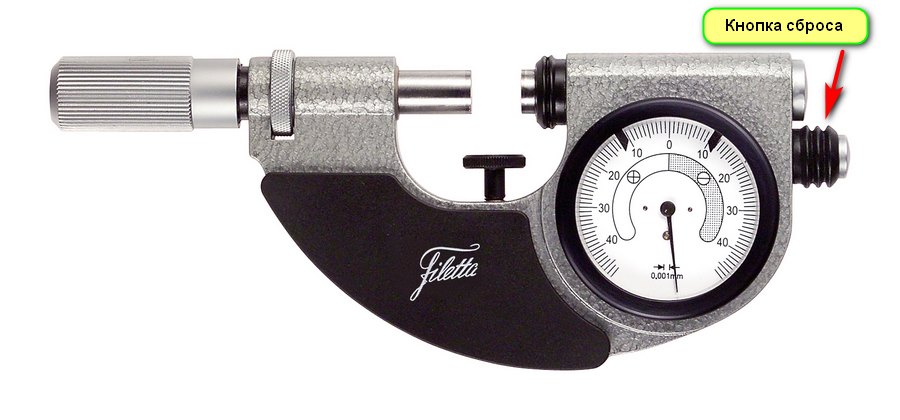
В отличие от аналоговых устройств, микрометры часового типа позволяют выполнять исчисления до тысячных долей миллиметров. Как пользоваться часовыми или рычажными устройствами, известно не многим, и если к вам в руки попал прибор такого типа, тогда следует научиться пользоваться им.

Для начала разберемся, зачем нужна шкала на приборе, и как правильно выполнять исчисления. Большинство часовых микрометров имеют опцию контроля силы сжатия губок. Эта опция позволяет избежать деформации заготовки, что особенно актуально, когда надо померить размер детали из мягких материалов, например, медь, алюминий, латунь и т.п. Принцип работы этого механизма следующий:
- При сжатии детали в губках, происходит отклонение стрелки механизма в большую или меньшую сторону. Если сила прижима превышает предел, то стрелка начинает отклоняться выше нолевой отметки на шкале в сторону к плюсовому значению. Если же прижим слабый, то стрелка на шкале будет отклоняться в сторону к минусу
- Показатель необходимого прижима — это когда стрелка устанавливается на ноле. При таком положении можно производить измерительные манипуляции, зафиксировав для этого положение подвижной губки
Обычно все рычажные микрометры не имеют трещотки, так как вместо нее используется механизм определения силы момента в виде стрелки. При таком механизме следует быть внимательными, чтобы не пережать деталь, так как если она будет хрупкая, то деформируется, а при высокой прочности, произойдет повреждение резьбовой конструкции микрометра.
Для измерения рычажным микрометром выполняются аналогичные манипуляции, как и с аналоговыми моделями, только при этом пользователь дополнительно получает информацию о размере не только до десятых и сотых долей миллиметров, но и до тысячных за счет стрелочной шкалы. Принцип проведения измерений стрелочным прибором следующий:
- По стеблевой шкале определяется целое и десятое значение в миллиметрах
- По шкале нониусной или на барабане высчитывается значение сотых долей миллиметров, то есть два знака после запятой
- По стрелочной шкале высчитывается значение тысячных, то есть три знака после запятой. При этом немаловажно учитывать, что значение 10 на стрелочной шкале соответствует величине 0,01 мм. К примеру, когда по стеблевой и нониусной шкале было установлено значение 5,25 мм, а на часовом индикаторе стрелка остановилась на значении 13, тогда приплюсовываем к 5,25 значение 0,013 и получаем 5,263 мм
Пользоваться микрометрами не трудно, но при этом надо знать инструкцию и назначение каждого элемента.
Это интересно! В конструкции стрелочных устройств имеется также опция быстрого определения размеров идентичных деталей, что очень удобно при проведении контроля качества изготавливаемой продукции. Заготовка устанавливается между губками прибора, а отклонение стрелки в большую или меньшую сторону от ноля означает наличие дефекта.
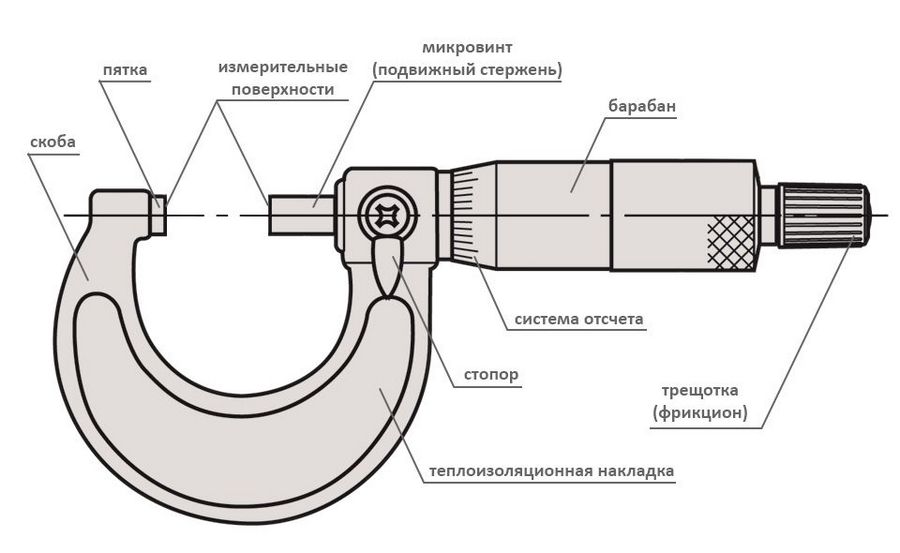
Учимся работать резьбовым микрометром
Актуальным остается вопрос о том, как же необходимо измерять резьбовым микрометром. В этом также не трудно разобраться, когда есть инструкция или опыт знающего специалиста. Для начала надо отметить, что резьбовой микрометр предназначается для измерения средних диаметров крепежной резьбы.

По конструкции прибор полностью идентичен с гладким устройством, только на неподвижной пятке и подвижном винте располагаются соответствующего вида насадки. Одна насадка имеет конусообразную форму, а вторая в виде призмы (вилки). Причем каждая пара насадок в комплектации предназначается для измерения резьбы, имеющей соответствующие шаги:
- 0,4-0,5
- 0,6-0,8
- 1-0,5
- 1,75-2,5
- 3-4,5
В продаже имеются устройства, позволяющие мерять резьбу на соединителях диаметром до 350 мм. При проведении измерений надо учитывать, что цена деления барабана составляет 0,01 мм. Принцип проведения измерительных работ резьбовым микрометром аналогичен работе гладкого устройства. Есть некоторые отличия, которые полезно знать:
- Подвижность пятки
- При смене каждой пары насадок для измерения соответствующей резьбы, понадобится постоянно выставлять прибор на ноль
- Конусообразная насадка устанавливается в микрометрическом подвижном винте, а призматическая в конструкции пятки
- Насадки не следует пытаться вдавить внутрь пазов, так как зазор должен оставаться для того, чтобы их можно было извлекать из посадочных мест
- Установленные насадки не должны выпадать
- Свести губки до момента, чтобы барабанная шкала совместилась не только с центровой разметкой стебля, но и расположилась при этом перед первой риской, как показано на фото ниже

- Стоит заметить, что насадки при этом не должны упираться друг к другу

- На следующем шаге надо перейти к настройке пятки. Для этого она имеет регулировочный винт, при вращении которого происходит перемещение призматической насадки
- Вращается винт до момента упора вставки в конус
- Используя вторую гайку с обратной стороны, следует зафиксировать расположение пятки в установленном виде

- Проводится калибровка. Как это делать, подробно описано выше, и выполняется в аналогичном порядке
- Когда прибор будет откалиброван, то есть, выставлен ноль, можно приступать к измерению резьбы



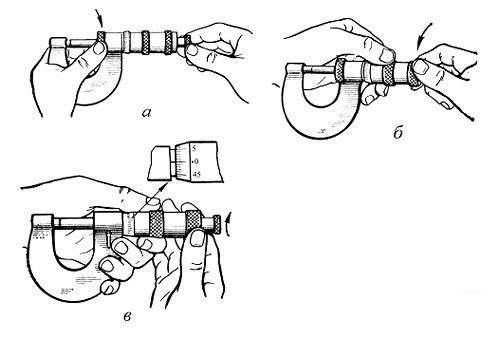
Призматическая часть охватывает межрезьбовой виток, а конусообразная располагается между витками. При этом производятся замеры, как показано на схеме ниже.

Это интересно! После каждой замены насадок, необходимо обязательно повторять выполнение выше описанных действий, то есть регулировка пятки, совмещение барабана со шкалой стебля, а также установка ноля.
Уход за инструментом
Чтобы прибор служил верой и правдой, надо не только уметь им пользоваться, но еще и правильно хранить. Изготавливаются микрометры из стали, поэтому хранить рекомендуется их исключительно в сухих и проветриваемых помещениях, не допуская воздействия влаги. Перед каждым применением надо не только протирать рабочую часть губок, но еще и выполнять калибровку. Это надо для получения более точных результатов измерений.

Кроме того, подвижный винт перемещается за счет резьбового механизма, который необходимо регулярно смазывать машинным маслом. Электронные приборы требуют соответствующего подхода к хранению, так как при воздействии низких температур происходит быстрый разряд батареек. Практически все виды приборов поставляются в специальных кейсах из пластика, металла или дерева. В этих кейсах необходимо хранить устройства, а также транспортировать их.
Это интересно! Только при грамотном подходе к применению и хранению инструмента, можно добиться полной его сохранности и продолжительного срока службы. Весомым аргументом в уходе за микрометрами является их высокая цена.
Ориентируемся с ценами на приборы разных типов
Чтобы сегодня приобрести микрометр, вовсе не обязательно для этого посещать рынки и специализированные магазины. При необходимости купить микрометр можно в интернет магазине, просмотрев предварительно стоимости приборов, их виды, функции, параметры, а также прочие сведения.
Для сравнения ниже приведено несколько моделей микрометров, а также указана их стоимость по состоянию на 2019 год. Сравнивая электронные модели с аналоговыми устройствами по цене, можно сделать соответствующие вывода о рациональности приобретения тех или иных моделей.
- Калиброн МКЦ-50 — стоит 9500 рублей. Это цифровой прибор, который имеет две системы исчисления — метрическую и дюймовую. Позволяет измерять детали со значением до 0,001 мм
- Эксперт МК-25 — стоит около 1000 рублей. Принадлежит к категории аналоговых устройств гладкого типа. Позволяет измерять детали с точностью до 0,01 мм
- Norgau — аналоговый прибор, цена которого составляет 2400 рублей. Такая стоимость оправдана наличием специального защитного покрытия прибора, защищающего его от коррозии

В завершении надо отметить, что стоимость в зависимости от пункта продажи может отличаться. При этом немаловажно купить прибор для дома или гаража, чтобы всегда при необходимости можно было измерить разные детали. При измерении учитывайте также погрешности приборов. Величину погрешности производители указывают в техническом описании. Чем бы ни приходилось заниматься, а наличие микрометра в арсенале среди измерительного инструмента является необходимым.
Публикации по теме
Сначала стоит сказать, что установка на ноль — это калибрование инструмента, и выполняется этот процесс достаточно легко.
Для этого необходимо взять в руки прибор, и проверить совпадение нулевой риски на подвижном барабане с центральной отметкой на стебле. Чтобы выполнить проверку, для этого лапки необходимо свести друг с другом до момента срабатывания трещотки. Затем, необходимо проверить совпадение, если ноль не совпадает с отметкой на неподвижной шкале, тогда приступаем к регулировочным манипуляциям
Для этого берем специальный шестигранный ключ или выполняем работы вручную, это зависит от модификации.
Сначала сводим губки друг с другом.
При помощи переключателя фиксируем их в неподвижном состоянии.
Ослабляем крепление трещотки, а затем перемещаем барабан до совпадения ноля со шкалой на стебле.
Закручиваем трещотку, удерживая в таком положении барабан.
О том как им пользоваться:
Резьбовой микрометр предназначается для измерения средних диаметров крепежной резьбы.
Использовать микрометр нужно после калибровки.
Прибор позволяет измерить деталь до сотой и даже тысячной доли миллиметра.
Подвижный барабан соединен с винтом, который служит для зажима детали. Перемещение барабана позволяет производить измерительные манипуляции. На барабане нанесена шкала, имеющая 50 делений. Шаг микровинта при этом составляет 0,5 мм, а один оборот барабана также равен расстоянию в 0,5 мм. Чтобы получить итоговый результат размера детали, необходимо сложить полученные значения. То есть если по простому, то помещаем деталь между усиками, закрепляем, и с помощью шкалы определяем размер.
Я, конечно, с микрометром КИМа не работал (только с Мититойо) , но принципы-то общие.
Dok, вставки, надеюсь, под 60 градусов? По логике, 55 были только дюймовые.
Для каждого диапазона шагов резьб есть своя пара вставок.
Естественно, 0, выставленный для диапазона 0.4-0.5 не получится для шага в диапазоне 1-1.5
Вот для подстройки под необходимую пару вставок существует винт на нижней (как бы неподвижной  ) опоре.
) опоре.
Общий алгоритм у меня выглядит так:
Беру таблицу резьб, нахожу изготавливаемую, для простоты — выписываю на отдельную бумажку наружный и делительный диаметры и допуски.
Выбираю необходимую пару вставок. Устанавливаю, верхнюю губку устанавливаю в 0, зажимаю. Устанавливаю нижнюю, свожу в 0 (если 0-25, то да, одну на другую). Разжимаю верхнюю, проверяю 0, при необходимости — повторяю настройку.
Контроль наружного диаметра тоже обязателен! И профиль проверять тоже не помешает. А то бывает, резец немного крошится, а делительный диаметр по -прежнему в допуске.
![]()
|
Характеристика |
Нулевые положения |
Примеры отсчета |
|
нониуса |
||
|
а=1мм; а′=1,9 |
||
|
с=0,1мм; n=10 |
||
|
γ=2 |
||
|
60,5 |
||
|
a=1мм; а′=0,98 |
||
|
с=0,02 мм |
||
|
n=50; γ=1 |
||
|
64,18 |
Рис. 7.2 Нулевые положения шкал штангенциркуля и примеры отсчета в зависимости от модуля γ
|
1 |
2 |
6 |
Рис. 7.3 Штангенциркуль, тип ШЦ11
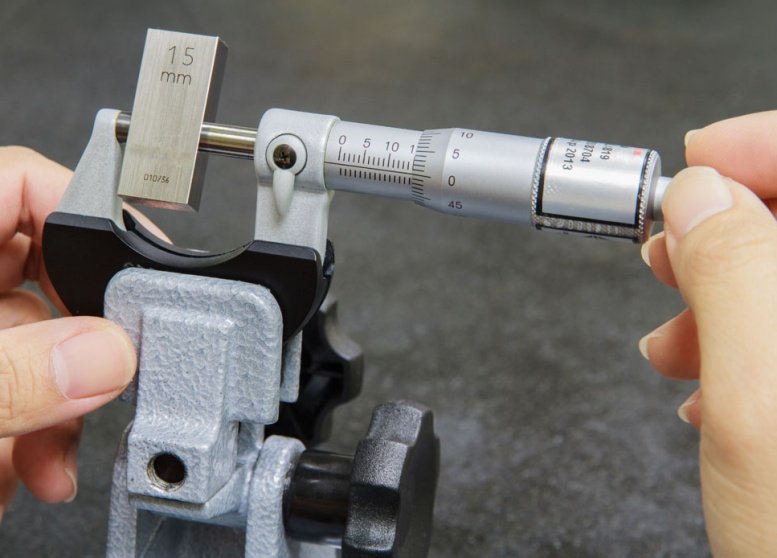
Резьбовой микрометр. Для измерения среднего диаметра наружной резьбы на стержне применяют резьбовой микрометр (рис. 7.4). Внешне он отличается от обычного только наличием измерительных вставок – конусного наконечника, вставляемого в отверстие микровинта, и призмати-ческого наконечника, помещаемого в отверстие пятки. Вставки к микрометру (рис. 7.5) изготовляются парами, каждая из которых предназначена для измерения крепежных резьб с углом профиля 60о и 55о и с опреде-
101

ленным шагом. Например, одна пара вставок применяется для измерения резьбы с шагом 1 – 1,75 мм, другая – с шагом 1,75 – 2,5 мм и т.д.
После установки микрометра на ноль вставками обхватывают один виток проверяемой резьбы. Как только вставки войдут в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки
|
Рис. 7.4 Резьбовой микрометр |
Рис.7.5 Вставки к микрометру |
.
Проволочки. Проволочки служат для измерения среднего диаметра резьбы (рис. 7.6). Для этого их закладывают во впадины резьбы, а затем при помощи контактного прибора (микрометра, оптиметра и т. п.) определяют размер М. По известным значениям шага, половины угла профиля резьбы и диаметра проволочек вычисляют действительный размер среднего диаметра резьбы. Так для метрической резьбы (α/2 = 30о) средний диаметр резьбы будет равен: d2 =М –
3d + 0,866 × S, где d – диаметр проволочек, S – шаг резьбы.
Рис. 7.6 Проволочки для измерения среднего диаметра резьбы
102

Измерение среднего диаметра резьбы с помощью трех проволочек находит наибольшее применение. Этим методом пользуются не только для измерения крепежных резьб, но и кинематических (ходовых).
Резьбовые кольца жесткие. Для измерения наружной цилиндрической правой и левой резьбы применяют резьбовые кольца жесткие (рис. 7.7). Так они называются в отличие от регулируемых резьбовых колец. Проверка заключается в свинчивании резьбового кольца с проверяемой деталью. Резьбу проверяют двумя кольцами: проходным (ПР), изготовленным с резьбой полного профиля по всей длине кольца, и непроходным (НЕ), имеющим резьбу неполного укороченного профиля с 2 – 3,5 витками.
Проходное резьбовое кольцо должно свободно свинчиваться с проверяемой деталью и проходить без заклинивания по всей длине нарезки. Непроходные резьбовые кольца не должны навинчиваться на деталь более чем 3,5 оборота.
Для отличия непроходное кольцо имеет снаружи кольцевую выточку. Все кольца маркируются с указанием предельного калибра (НЕ, ПР), размера и типа резьбы. Резьбовые калибры. Для измерения внутренней цилиндрической правой и левой резьбы применяются резьбовые калибры (пробки, рис. 7.8) со вставками и насадками; проходные (ПР) и непроходные (НЕ). Проверяют и измеряют резьбы резьбовыми пробками так же, как и резьбовыми кольцами.
Рисунок 7.7 – Резьбовые кольца жесткие
Наружная резьба диаметром от 6 до 52 мм контролируется иногда резьбовыми роликовыми скобками других конструкций. Конические внутренние и наружные, правые и левые резьбы от 1/8” до 2” измеряют специальными калибрами.
Резьбомеры. Для измерения шага резьбы применяют резьбомеры – наборы шаблонов (тонких стальных пластинок) (рис. 7.9), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или с определенным числом ниток на дюйм для подсчета шага.
103

б)
Рис. 7.8 Резьбовые калибры
Рис. 7.9 Резьбомеры
Изготавливают резьбомеры двух типов: для метрической резьбы с шагом (в мм): 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6 и для дюймовой и трубной резьбы с числом ниток (на один дюйм): 28; 20; 19; 18; 16; 14; 12; 11; 10; 9; 8; 7; 6; 5; 4,5; 4.
Внешне резьбомеры – шаблоны отличаются тем, что на резьбомерах для метрической резьбы выбито клеймо “ М60о”, а на резьбомерах для дюймовой и трубной резьбы выбито клеймо “ Д55о”.
При определении резьбы с натуры, замерив отдельные параметры, получают приближенные данные, с помощью которых по таблицам резьбы в стандартах уточняют ее тип и размер. Необходимость в определении резьбы с натуры может возникнуть в двух случаях: 1) при замене частично изношенной или полностью вышедшей из строя нестандартной резьбовой детали; 2) при монтаже и ремонтных работах, когда по каким – либо причинам неизвестен размер резьбы, а в ходе работы требуется установить новое изделие или узел с подсоединением на резьбе.
На точность измерения при определении резьбы с натуры влияет много факторов, основные из них следующие: а) процент изношенности и загрязненности дета-
104

ли; б) удобство измерения детали; в) вид, качество и чистота измерительного инструмента; г) навыки пользования инструментом, правильная установка его без смещений и перекосов; д) соблюдение температурного режима измерения.
Для более точного определения рекомендуется сделать последовательно три измерения одного и того же размера и как окончательный результат взять их среднее значение. Оценка точности измерения в различных случаях может колебаться от 0,5 до 0,25 мм.
Поскольку в производственной, а тем более учебной практике наиболее часто при выполнении эскизов с натуры пользуются резьбомером, рассмотрим как это измерение выполняется.
Для измерения шага резьбы резьбомером подбирают шаблон – пластинку, зубцы которой совпадают со впадинами измеряемой резьбы (рис. 7.10). Затем читают указанный на пластинке шаг (или число ниток на дюйм). При определении шага по дюймовому резьбомеру делят дюйм (25,4 мм) на количество ниток, указанное на шаблоне, Наружный диаметр резьбы d на стержне или внутренний диаметр резьбы D1 в отверстии измеряют обычным путем штангенциркулем (рис. 7.11) (располагая мерительные губки штангенциркуля в осевой диаметральной плоскости) с торца стержня или отверстия. Имея эти исходные данные, подбирают точное значение резьбы по таблицам стандартных резьб. При отсутствии резьбомера шаг резьбы (или число ниток на дюйм) может быть определен с помощью оттиска на бумаге. Для этого резьбовую часть детали обжимают листком чистой бумаги, с тем чтобы получить на ней оттиски (отпечатки) ниток резьбы, т.е. несколько шагов (желательно не менее 10) (рис. 7.12). Затем по оттиску измеряют расстояние L между крайними достаточно четкими рисками. Сосчитав число шагов n на длине L (при этом надо помнить, что n на единицу меньше числа рисок, так как средняя оценка величины шага данной резьбы определяется не из количества рисок, а из величины расстояния меду ними), определяем шаг.
Рис. 7.10 Измерение шага резьбы шаблон — пластинкой
Пример: оттиск дал 10 четких рисок (т.е. 9 шагов) общей длиной 13,5 мм. Наружный диаметр резьбы при измерении – 14 мм. Определяем шаг: P=13,5 : 9=1,5 мм. По таблице стандартных резьб в стандарте ГОСТ8724 – 81 находим резьбу: М14 × 1,5, т.е. метрическая резьба 2-го ряда с диаметром 14 мм и мелким шагом 1,5 мм.
105

В отверстиях определение резьбы этим способом возможно только при достаточно больших диаметрах. Вообще же резьбу отверстий следует измерять на тех деталях, которые ввинчиваются в данное отверстие.
|
Рис. 7.11 Измерение внутреннего диаметра |
Рис. 7.12 Оттиски ниток резьбы |
|
резьбы d1 штангенциркулем |
На практике определение резьбы описанным способом облегчается тем, что для наиболее употребительных диаметров шаги метрической резьбы выражаются или целым числом миллиметров, или числом ,кратным 0,5 мм или 0,25 мм.
Диаметры метрической резьбы, начиная с 6 мм, всегда измеряются целым числом миллиметров.
У дюймовой резьбы диаметр и шаг могут быть с достаточным приближением выражены только в тысячных долях миллиметра, но число ниток на дюйм всегда число целое.
При измерении метрической и дюймовой резьбы может оказаться, что шаблоныгребенки не укладываются между витками резьбы того или иного изделия, а замеряемый диаметр (наружный или внутренний) даже с грубой прикидкой на изношенность не соответствует размерам, установленным стандартом. Такое несоответствие шага и диаметра стандарту указывает на то, что резьба у данного изделия нестандартная. В этом случае на чертеже должны быть обозначены шаг резьбы P,замеренный вышеприведенным или другим способом с достаточной точностью, наружный и внутренний диаметры, общие для болта и гайки.
При замере одного диаметра резьбы (наружного или внутреннего) другой может быть определен подсчетом. Как известно, размер Н – радиально измеренная высота основного расчетного профиля, общего для болта и гайки, может быть представлена в выражении через шаг P ,как через модуль.
Для метрической резьбы: H=0,86603 Р. Для дюймовой: H=0,6403 P
Диаметр d1 для стержня определяем по формуле: d1=d – 2 х0,86603 P — для метрической резьбы, d1=d – 2 х0,6403 Р – для дюймовой резьбы.
Таким же образом можно определить необходимые параметры у специальных ходовых винтов: трапецеидального, упорного, круглого и прямоугольного профиля.
106

8. Задачи для самостоятельного решения
Задание № 1 Построить изображение соединения трубы с соединительной деталью (фитингом). На выполненном чертеже нанести обозначение резьбы.
|
Ф1 |
Муфта прямая длинная (ГОСТ 8955-75*) |
|||||||||
|
Вариант |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Условный |
8 |
10 |
15 |
20 |
25 |
32 |
40 |
50 |
||
|
Проход |
||||||||||
|
Dy, мм |
||||||||||
|
Масштаб |
4:1 |
4:1 |
2:1 |
2:1 |
2:1 |
1:1 |
1:1 |
1:1 |
|
Ф2 |
Тройник прямой (ГОСТ 8948-75*) |
||||||||
|
Вариант |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
|
Условный |
8 |
10 |
15 |
20 |
25 |
32 |
40 |
50 |
|
|
проход Dy, |
|||||||||
|
мм |
|||||||||
|
Масштаб |
4:1 |
4:1 |
2:1 |
2:1 |
2:1 |
1:1 |
1:1 |
1:1 |
|
Ф3 |
Угольник прямой (ГОСТ8946-75*) |
|||||||||
|
Вариант |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
||
|
Условный |
8 |
10 |
15 |
20 |
25 |
32 |
40 |
50 |
||
|
проход Dy, |
||||||||||
|
мм |
||||||||||
|
Масштаб |
4:1 |
4:1 |
2:1 |
2:1 |
2:1 |
1:1 |
1:1 |
1:1 |
107

Задание №2 “ Выполнение разреза резьбового соединения” Содержание задания: вид спереди заменить фронтальным разрезом.
1
2
3
4
5
108

6
7
8
9
10
109

Библиографический список
1.Адрианова Н.А. Соединения разъемные и неразъемные: метод указания [Текст] / Н.А. Адрианова, Ю.А. Рогоза – Омск: Изд-во ОмГТУ, 2005.-52 с.; 22 см. – 500 экз.
2.Бабулин Н.А. Построение и чтение машиностроительных чертежей: учебное пособие для профессионального обучения рабочих на пр-ве [Текст] / Н.А. Бабулин –
изд. 8-е, перераб. – М.: Высш. шк., 1987. – 319 с.; ил.; 23 см. – 150000 экз. –
Б 2104000000(4307000000) − 191 20 − 87 .
052(01) − 87
3.Крылов Н.Н. Начертательная геометрия: учеб. для вузов [Текст] / Н. Н. Крылов, Г.С. Иконникова, В.Л. Николаев, В.СЕ. Васильев; под ред. Н.Н. Крылова. – 8- е изд.,
испр. – М.: высш. шк., .2002. – 224 с.: ил.; 24 см. – 8000 экз. – ISBN 5-06-004319-3.
4.Кудрявцев Е.М. КОМПАС-3D V7.[Текст]: Наиболее полное руководство / Е.М.Кудрявцев; – М.: ДМК Пресс, 2005. -664 с.: ил.(Серия «Проектирование») 24 см. – 3000 экз. – ISBN 5-94074-160-6/
5.Левицкий, В.С. Машиностроительное черчение и автоматизация выполнения чертежей: учебник для вузов[Текст] / В.С. Левицкий. – 5- е изд. переб. и доп. –
М.:Высш.шк.,2003.-429 с.: ил.; 22 см. – 8000 экз.-ISBN 5-06-004035-6.
6.Леонова, Л.М. Альбом чертежей к заданию “ Соединения разъемные и неразъемные”: метод. указания для студентов вузов механических специальностей [Текст] / Л.М. Леонова, К.Л. Панчук, Ф.Н. Притыкин – Омск: Изд-во ОмГТУ, 2005 –
38с.; 29 см. – 100 экз.
7.Леонова Л.М. Составление сборочного чертежа [Текст]: метод.указания к заданию по машиностроительному черчению / Л.М. Леонова, С.Н. Зелинская – Омск:
Изд-во ОМПИ, 1985 – 34 с.; 22 см.; – 1500 экз.
8.Попова Г.Н. Машиностроительное черчение [Текст]: справ.- 3-е изд., перераб. и
доп. – СПб.: Политехника,1999. – 453 с.: ил.; 22 см./ — 20000 экз.-ISBN 5 06 003801-0.
9.Чекмарев А.А. Справочник по машиностроительному черчению [Текст] / А.А. Чекмарев, В.К. Осипов.-2-е изд., перераб., — М.: Высш.шк.,2001.-493 с.:ил.;
22см. – 15000 экз. – ISBN 5-06-001919-5.
10.Чижикова Т.В. Стандартизация, сертификация и метрология. Основы взаимозаменяемости [Текст]: учебник для студентов вузов/Т.В. Чижикова.-М.: Колос, 2002. – 240 с.; ил.; 22 см; – 2000 экз. – ISBN 5-9532-0008-0.
11.Стандарты ЕСКД по состоянию на 2004 г.
12.Национальные стандарты. Указатель 2004 г. (по сост. на 1 января 2004 г.) Изд. официальное. Государственный комитет РФ по стандартизации и метрологии. – М.: ИПК изд-во стандартов 2004.-изд.№ 3148/6 – 229 с.
110
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #