На профессиональном уровне не всегда достаточно болгарки и гравера. На большие объемы черного металла уже нужна резка металла газовым резаком. А о том, в чем его преимущества и как им пользоваться – читайте в этой статье.

Преимущества и недостатки
Газовый резак качественно отличается от простых электрических инструментов по ряду признаков:
- Возможная резка металлопроката любого размера. Кислород-пропаном можно прорезать сталь до 20 сантиметров в 1 заход. Для примера, даже 180-й болгаркой придется делать 5-7 проходов.
- Пропан дешевый, в сравнении с другими газами. В сравнении с тем же ацетиленом, пропан дешевле в половину. Тем более заправка баллона возможна на любой АЗС.
- Другие виды резаков имеют скорость куда ниже, в сравнении с газом. Особенно с болгаркой или гравером.
Однако, есть и минусы:
- Формально газовым резаком можно резать любые металлы. Но в сравнении с той же болгаркой, не получится работать с деревом или пластиком.
- Рез получается весьма грубым из-за невысокого контроля огненной иглы. Будут образовываться рваные края, которые придется исправлять напильником, той же болгаркой, наждаком.
- Толщина реза также получится немаленькой — до 5 миллиметров.
- Температура горения пропана в кислородной среде на 400 градусов ниже, в сравнении с ацетиленом.
Как правильно работать газовым резаком: подготовительный этап
Сначала обеспечим безопасность и подготовим все необходимое. Понадобится:
- Углекислотный огнетушитель. Резка металла резаком проводится при температуре выше 1800 градусов, поэтому нам необходима защита. Углекислота будет наиболее эффективной, в сравнении с порошком. Кстати, не помешает еще и ведро с песком.
- Огнеупорный костюм. В принципе, подойдет обычная экипировка газосварщика. Она сделана из брезента, пропитанного огнеупорным составом. Еще понадобятся защитные перчатки и ботинки.
- Очки. От яркости раскаленных газов легко получить эффект «зайчиков», поэтому нужны обычные светофильтровые очки, желательно 3 уровня.
- Инструмент для разметки.
- Защита ушей. Строительные наушники или беруши.
- Зажигалка для резака. Обычные спички или зажигался не подходят – руки оказываются слишком близко к факелу. Можно купить то, что в магазине продается под названием «бытовая зажигалка».

Отдельно подготавливаем рабочее место. В идеале купить или сделать сварочный стол с вытяжкой. Но для начала подойдет подложка из шамотного кирпича. На 2-3 метра вокруг места работ не должно быть легковоспламеняемых предметов: бумага, растворители, горючее, масла.
Необходимое оборудование
Теперь соберем необходимо оборудование. Всего нам понадобится:
- Баллоны. Чтобы собрать резак пропановый кислородный, просто покупаем соответствующие баллоны. Это можно сделать в любом магазине со сварочным оборудованием. Они многоразовые и их можно перезаправлять в той же торговой точке или на заправочной станции.
- Рукава. Для пропана понадобится рукав 1 класса с диаметром от 1 до 2 сантиметров. Желательно, чтобы он был красным для удобства. Кислородный имеет тот же диаметр, но 3 класс прочности.
- Редукторы. Они покупаются для каждого газа отдельно. Нам необходим пропановый (например, БПО-5ДМ) и кислородный (БКО-50ДМ). Кстати, перепутать их не получится, так как на пропане обратная резьба.
- Обратные клапаны. На входе в горелку устанавливается огнеоградители, также имеющие газовую градацию. Без них запускать резак не стоит, так как в случае хлопка, горение перейдет в рукав и может дойти до баллона.
- Горелка «кислород-пропан». Купить можно в любом интернет-магазине инструментов. Например, ГЗУ 228, Г2 Мини 273, Р1 142.

Вот и все, что необходимо для запуска резака пропан-кислород.
Когда все подготовлено, можно переходить к работе с металлом.
Как пользоваться кислородно-пропановым резаком
Подготовка к работе
И так, соберем наш резак и проверим на работоспособность. Кстати, профилактический осмотр нужно проводить перед каждым запуском, чтобы не было протечек. Особенно, если оборудование долго простаивало или есть подозрения на нарушение герметичности.

Начинаем:
- Для начала подключим рукава к баллонам. Рукав кислорода подключается к ниппелю со штуцером к редуктору с правой резьбой. Аналогично устанавливается и пропановый рукав. Все соединения проходим уплотнителем (анаэробным герметиком, паклей, фумкой).
- Немного спускаем газ, чтобы удалить грязь из шлангов.
- К обратной стороне рукава крепятся ниппели для перехода на огнепреградные клапаны.
- К ним уже присоединяется сама горелка. На ней должны быть цветовые метки, чтобы не перепутать кислород с газом.
Кстати, неплохо было бы проверить подсос воздуха. Для этого кислородный шланг нужно подключить к баллону, а пропановый ниппель оставить свободным. Ставим подачу кислорода на 5 атмосфер. Свободный ниппель трогаем рукой. Если «засасывает» — все хорошо, работать можно. Если нет, понадобится продуть инжектор.
Не забываем герметизировать все соединения.
Приступаем к работе
А теперь мы рассмотрим, как правильно резать металл резаком. Это несложно, но придется привыкнуть к углу реза. Для начала на кислородном редукторе выставляем 5 атмосфер. На пропановом ставим 0,5. Пропорция 1 к 10 выбрана потому, что у нас происходит сгорание газа в кислородной среде.
Начнем с поджига пропана. Слегка открываем вентиль на горелке и зажигаем. Упираем сопло в металл под углом в 90 градусов. Теперь чуть-чуть открываем регулирующий кислород. Теперь поочередно открываем вентили, пока не получим факел нужного размера. Его длина зависит от того, насколько толстый кусок металла нужно нам прорезать.
Разогрев начинаем с той точки, от которой и планируется резка. Ждем проплавления металла. В среднем, на разогрев уходит около 10 секунд. Когда металл достаточно разогрелся, пускаем режущий кислород. Он выглядит, как тонкая игла. Затем просто медленно ведем его вдоль линии реза.
Вентиль режущего кислорода нужно открывать медленно.
Перепад давления может вызвать обратный удар факела, называемый «хлопком». Если нет огнепреградного обратного клапана, пламя пойдет к баллонам и вызовет взрыв.
Как правильно пользоваться резаком? Нужно соблюдать правильный угол. Начинаем с 90 градусов, затем немного наклоняем резак на 5-6 градусов в обратную сторону от реза. Если металл более 9 сантиметров, можно наклонять до 10.
Когда металл уже прорезан на 20 миллиметров, ставим угол наклона в 20 градусов.
Нюансы резки
Во многом на работу влияет скорость реза. Понять, правильно ли она выбрана можно по искрам. Если она выбрана верна, угол их падения будет находится в пределе 88-90 градусов.

Если искры заметно отклоняются в сторону противоположную линии реза – нужно прибавить скорость, наоборот – сбавить.
Перед тем, как резать резаком, измерьте толщину металла. Если она более 6 сантиметров, будут проблемы с оттоком шлаков. Чтобы это предотвратить, достаточно наклонить лист набок.
По технологии не рекомендуется останавливать линию реза.
Если работу нужно прервать, не нужно начинать с того же места. Нужно начать новую линию с обратной стороны разметки.
Когда работа была закончена, сначала отключается режущий кислород, затем регулирующий и только тогда пропан.
Подробнее о том, как нужно держать руки во время резки, чтобы линии получались можно узнать из видео:
Меры предосторожности
Перед тем, как пользоваться газовым резаком, помните про технику безопасности. В первую очередь обязательно полная экипировка, описанная выше. Пренебрегать ей нельзя, так как раскаленный до 2000 градусов металл может вызвать сильнейшие ожоги кожи.

Перед каждой резкой осматривайте шланги на целостность. Стыки, трещины, прорывы приведут к вытравливанию газа, а это легко приведет к взрыву. Заделывать их также не рекомендуется – лучше поменять.
Кстати, резиновые шланги не любят мороз и после работы на улице зимой часто трескаются. Из-за этого многие меняют их на металлические, что запрещено по технике безопасности.
Помните про свойства газа.
Пропан – взрывоопасный газ, который может загореться от любой искры. Кислород опаснее, так как является мощным окислителем. Попадая на масло (особенно натуральное: тиковое, тунговое, льняное), он окисляет его, приводя к возгоранию. Баллон нельзя трогать масляными руками и перчатками. Поблизости, особенно рядом с местом работы, не должно быть масляных тряпок и пятен.
От рабочего места баллон должен находиться на расстоянии не менее 10 метров. Между собой – 5 метров.
Подробнее о технике безопасности при работе с резаком можно узнать из видео:
Топ 10 газовых резаков
Теперь рассмотрим лучшие резаки для резки металла, которые можно купить в СНГ.

Сварог Р3
Лучший газовый резак для работы одной рукой, что в ряде случаев необходимо. Эта модель оснащена рычажным продувом, без пластиковой ручки крана. При этом сила нажатия влияет на подачу кислорода. Правда, на другой чаще весов заметная масса горелки. Весит она 1100 граммов, что при длине в 48 сантиметров будет заметной. Удерживать его на протяжении нескольких часов будет затруднительно, особенно одной рукой. Зато настроить его очень просто, силой давления на рычаг.
Предполагает максимальную толщину реза до 30 сантиметров с весьма экономным расходом горючего газа – всего 0,83 кубометра. Кстати, «Сварог Р3» может работать, как на пропане, так и на ацетилене.
Отдельным преимуществом производитель называет латунные ручки подачи пропана и регулирующего кислорода. В отличие от пластиковых, они почти не стираются, легко чистятся и не прогорают.
КЕДР РЗП-05
Подойдет на случай, если нужно варить на высоте. Этот «Кедр» относится к удлиненным резакам (52 сантиметра), что в будет удобно в ряде случаев. Правда вес в 900 грамм все равно остается неудобным. Также отдельный минус – расположение вентиля горючего газа. Он находится в самом начале, до рукояти. РЗП предназначена для малоуглеродистых и низколегированных сталей.
Модель универсальная и может работать не только на пропановом газе. Максимальная глубина реза составляет 30 сантиметров, как и у предыдущего резака.
NORD-S 100П
На случай мелких бытовых ремонтов лучше взять этот «Норд». Его максимальная глубина прореза 100 миллиметров, поэтому для профессиональных задач он не годится. Зато смешивание газовой смеси происходит в головной части, что снижает вероятность хлопка. Обратной тяге дополнительно препятствует и смеситель. Теоретически, модели не нужны обратные клапаны, но для перестраховки их лучше поставить.
Ручка режущего кислорода расположена удобно над линией выходных трубок, но при этом не нагревается. Газорезка исключительно пропановая и не может работать с другими газовыми смесями.
KRASS Р3П-02М
Относительно дешевый резак, но уже с глубиной реза до 30 сантиметров. То есть даже для профессиональной работы он вполне годен. Имеет регулируемую голову, поэтому отлично подходит для труднодоступных мест, например, в автомастерской.
Обе кислородные ручки расположены сверху на выходной трубке, пропановая с правого боку, то есть регулировать его уровень можно большим пальцем. Установлена надежная защита от обратного удара, поэтому модель хороша для новичков.
Подходит только для резки низкоуглеродистых и малолегированных сталей.
Р3П-12 LATION
Отличная модель для труднодоступных мест. Благодаря длине в 50 сантиметров, им можно резать металл под потолком без стремянки. При этом масса всего 670 грамм, то есть работать с ним одной рукой вполне реально.
Ручка противоскользящая, выполненная на полимерной основе. В комплекте, кстати, поставляется сразу 4 мундштука. Предусмотрена защита от обратного удара, поэтому он безопасен для новичков. Максимальная глубина 30 сантиметров, поэтому и для проф.работ он вполне подойдет.
Р3П-02МУ
Пропановая горелка для работ на большой высоте. Имеет длину 76,8 сантиметров, при этом производитель смог удержать вес на 1 килограмме. Р3П-02МУ сделан разборным, поэтому в случае порчи или прогорания трубок, можно заменить их на новые, без замены блока вентилей.
В комплекте идет несколько размерностей мундштуков. Максимальный рез 30 сантиметров. Резак очень экономично расходует газ, поэтому для промышленных работ он подходит отлично.
Маяк-2-01
Резак проф.класса, предназначенный для раскроя металла до 10 сантиметров. Однако, в отличие от предыдущих моделей, он имеет высочайшую защиту от хлопка, повышенную износоустойчивость и «вечную» сборку. При этом конструкция разборная, то есть при выходе из строя трубок, не обязательно менять резак целиком.
Сразу в комплекте идет 5 мундштуков разного диаметра. Управление вентильное, в том числе и подача режущего кислорода. Единственный минус – огромный вес. При длине в 52 сантиметра, масса «Маяка» составляет 1,2 килограмма. То есть, работать одной рукой с ним невозможно.
Донмет Р1 142П
Пропаново-кислородный резак среднего класса, предназначен для металла не более 10 сантиметров. Не имеет как-таковой физической защиты от хлопка, зато она предусмотрена конструкцией. Форма канала препятствует обратному возращению пламени, но поставить обратный клапан все же нужно.
В «Р1 142П» предусмотрена специальная антиокислительная смазка, которая препятствует порче трубок от перманентного воздействия кислорода. Конструкция разборная, поэтому в случае поломки не нужно менять его целиком.
РЗП-23-РУ
Удобная модель с рычажным спуском режущего кислорода. Имеет внушительную длину – 76,8 сантиметров, поэтому работать на высоте с ней просто. При таких размерах, вес составляет всего 1 килограмм. То есть с ней вполне можно работать 1 рукой. В комплекте поставляется 6 мундштуков — докупать их не придется.
Пожалуй, единственный минус – неудобное размещение вентилей. Они находится напротив с обеих сторон, поэтому для подачи регулирующего кислорода придется загибать руку за рукоять. В остальном, «РЗП-24» обеспечивает быстрый нагрев, при этом рукоять не нагревается вовсе. Эту модель многие любят не только за комплектацию и комфорт, но и за цену. Пожалуй, серия «РЗП» самая бюджетная в продаже.
Р3П-23-РУ
Один из самых недорогих кислородно-пропановых резаков с рычажным спуском. Из-за компактного размера (48,5) сантиметра, им можно проводить очень аккуратный рез. Предусмотрена мощная защита от обратного хлопка.
Но и здесь присутствует «болезнь» всех «РЗП» – ручки расположены параллельно друг другу, поэтому работать с ними не очень удобно.
О принципе работы и классификации газовых резаков можно узнать посмотрев видео:

Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген. В статье мастер сантехник расскажет, как резать металл кислородно-пропановым резаком.
Принцип действия

Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.
Обратите внимание! Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- Вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- Классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ;
Обратите внимание! Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция

Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.

Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.

Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Видео
В сюжете — Принцип работы и классификация газовых резаков
Размеры и вес

Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- У Р1 — до 500 мм;
- У Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Обратите внимание! Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Видео
В сюжете — Резак вставной РВ1
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
Видео
В сюжете — Обзор газовых горелок резаков KOVEA,FLAME GUN,WS 503C
В сюжете — Обзор газовой горелки KOVEA KT-2904
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- Ниппели из латуни служат дольше, чем алюминиевые;
- Материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- Вентили должны вращаться с небольшим усилием;
- Рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- Рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- Шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- Материал корпуса и трубок — нержавейка, латунь, медь;
- У ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- Разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- Наружный мундштук только из меди;
- Внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- К выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Видео
В сюжете — Как выбрать газовый резак
Как пользоваться кислородно-пропановым резаком

Для безопасной работы при кислородной резке металлов необходимо не только соблюдение требований безопасности, но и грамотная подготовка и организация рабочего места, иногда называемого постом. Помимо средств защиты он должен быть снабжен:
- Комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- Инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- Спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).
Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона.

Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Как правильно зажигать газовый резак
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.

Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Если огонь будет «прыгать» или отрываться от него, то следует уменьшить подачу газа.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».
Видео
В сюжете — Как правильно зажигать газовый резак
Необходимое оборудование

Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- Первый обеспечивает поступление пропана;
- Второй вентиль позволяет изменять подачу кислорода;
- Последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Теория резки металла

Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 8° градусов, а после подачи кислорода угол изменяется в пределах 18—45°.

Схема поверхности кислородной резки: — мундштук, 2 — шлак, 3 — канавка
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков. Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Подготовка к работе

Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Видео
В сюжете — Настройка пламени резака
Требования безопасности

Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных.

Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности:
- Рабочее место следует снабдить огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.

Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Видео
В сюжете — Как добиться ровных и чистых резов при работе с резаком
В сюжете — Пошаговая инструкция для работы с газовым инжекторным резаком
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:

Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы

Главная задача исполнителя — правильно выдерживать скорость:
- Нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- Малая скорость — разлет от исполнителя и угол менее 85°.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Обратите внимание! Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен
Негативная деформация

Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- При неравномерном нагреве поверхности;
- Была выбрана высокая скорость движения резака;
- Произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
В продолжение темы посмотрите также наш обзор Как работает плазморез — устройство, принцип работы
Источник
https://santekhnik-moskva.blogspot.com/2021/03/Kak-rezat-metall-kislorodno-propanovym-rezakom.html
На чтение 31 мин Просмотров 1.5к. Опубликовано 12.10.2021
Содержание
- Особенности применения
- Резка по поверхности
- Достоинства и минусы
- Принципиальная конструкция газового резака
- Инжекторный или двухтрубный резак
- Безинжекторный или трехтрубный газовый резак
- Газовый резак по металлу: разновидности
- Пропановый
- Ацетиленовый
- Газовый резак портативный
- Особенности резки
- Сколько расходуется газа
- Нюансы
- Негативная деформация
- Опасность обратного удара
- Правила использования
- Принцип действия и виды
- Конструкция
- Размеры и вес
- Портативные газовые резаки
- На что обратить внимание при выборе газового резака
- Как пользоваться кислородно-пропановым резаком
- Настройка, настройка и еще раз настройка
- Газовый резак своими руками
- Подготовка рабочего места
- Сбор и регулировка оборудования
- Поджигание резака и подготовка металла
- Резка металла
- Подготовка к работе
- Приступаем к работе
- Нюансы резки по металлу
- Поверхностная и фигурная резка
- Как выбрать резак получше?
- Меры предосторожности
- Техника безопасности
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.

Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.

Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
- по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества – они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

«Маяк 2-01»
Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) – установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» – это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

«РС-3П».
Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
- масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
- «Р1-01»;
- «Р2-01»;
- «Р2А-02»;
- «Маяк-1-01».
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Другой вариант конструкции ацетиленовых резаков – это прибор внутрисоплового смешения газов (например, резак типа “Салют”). В нём горючая смесь создаётся непосредственно в мундштуке. Это обеспечивает высокую безопасность его эксплуатации, т. к. при обратном ударе вероятность проникновения пламени в трубку резака практически отсутствует (в ней нет горючей смеси).
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.
Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
- медь;
- серебро;
- латунь;
- золото.
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
 Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.

Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.

Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Видео:
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака

Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
Общие положения:
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Видео:
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.
На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.

Как устроен резак?
Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В игле от насоса просверливаем отверстие для малой медицинской иглы со сточенным острым кончиком. Место запаиваем с медной проволокой для полной герметизации. Подача воздуха от компрессора и пропана от баллона производятся как обычно, под давлением. Зажимы капельницы выполняют роль вентилей для регулировки факела пламени.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
Подготовка рабочего места
Для безопасной работы при кислородной резке металлов необходимо не только соблюдение требований безопасности, но и грамотная подготовка и организация рабочего места, иногда называемого постом. Помимо средств защиты он должен быть снабжен:
- комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).

Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона. Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Сбор и регулировка оборудования
Сборка приобретенного оборудования выполняется в следующей последовательности:
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.

Схема сборки газового резака
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Перед тем, как начать пользоваться приобретенным газовым резаком, необходимо:
- еще раз убедиться в том, что соединения используемой запорной арматуры герметичны и не повреждены;
- очистить рабочую зону в радиусе 4-5 метров от мусора и других способных с легкостью воспламениться материалов и предметов;
- надеть полный комплект спецодежды.

Далее следует открытием клапана ацетилена на резаке и спустить находящийся в камере-смесителе кислород. Затем регулировкой вентиля достигается еле слышный выход газа. Специальная зажигалка подносится к резаку и включается. Перед резаком должно возникнуть пламя небольших размеров и желтого цвета.
Для работы необходимо, чтобы длина пламени составляла 25 см. Это достигается регулировкой подающего ацетилен клапана.
Следующий этап — запуск кислорода. Она осуществляется открытием соответствующего клапана до того момента, пока цвет пламени не станет из желтого голубым. Это означает, что количество кислорода достаточное, чтобы полностью сжигался поступающий ацетилен.
Для эффективной работы подача кислорода увеличивается до того момента, когда длина находящегося внутри языка голубого пламени не превысит толщину стали, которую требуется разрезать. Если при работе резака раздается характерное «сопение» или пламя неустойчивое, следует немного сократить объем подаваемого кислорода.
До того, как начать резать металл, его поверхность следует нагреть. С этой целью резак подносят к листу стали так, чтобы внутреннее пламя находилось от него на расстоянии приблизительно 1 см. Нагревание стали выполняется до момента, когда на ее поверхности появляется лужица расплавленного материала.

Для начала резки металла следует опустить вниз плавным медленным движением ручку клапана резки. В результате к месту горения начнет поступать кислород, который должен поджечь предварительно нагретый металл. Если материал достаточно разогрет, реакция начнется мгновенно, после чего можно еще более увеличить давление до того момента, пока металл не будет прорезан полностью.
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Подготовка к работе

Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) – к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.

Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.

Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка

Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Как выбрать резак получше?

Принцип действия газового резака.
Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
- Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
- Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.
- Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
- Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
- Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
- Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
- Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.
- Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере. Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
- Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
- Только медь! Только медный наружный мундштук!
- Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди. А вот в кислородном резаке по металлу – из латуни. Вот такие нюансики.
- Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Источники
- https://printeka.ru/metally/kak-rabotat-s-rezakom-po-metallu.html
- https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/kak-osushhestvlyat-rezku-metalla-gazovym-rezakom.html
- https://nashampure.ru/obrabotka-metalla/rezka/gazovye-rezaki-kak-s-nimi-obrashhatsya
- https://plavitmetall.ru/rezka/gazovyj-rezak.html
- https://tutsvarka.ru/oborudovanie/gazovyj-rezak
- https://WikiMetall.ru/oborudovanie/kak-polzovatsya-rezakom.html
- https://1metallocherepica.ru/instrumenty/pravilnaja-rezka-propanom.html
Содержание статьиПоказать
Что собой представляет процесс резки металла газом

Газовая резка металлов в настоящее время – это достаточно простая технология, при которой работа идет без применения сложной аппаратуры и дополнительных источников энергии. Данный метод используют специалисты для проведения работ в сельском хозяйстве, строительстве и различных видах ремонта. Оборудование для газовой резки металла мобильно, быстро перевозится для использования на другом объекте.
Рассмотрим основной принцип резки с помощью кислорода. Вначале происходит разогрев материала нагревателем в среднем до температуры +1 100 °С. После чего кислород начинает подаваться в зону реза, соприкасается с раскаленной поверхностью и загорается. Стабильная подача кислорода дает мощную струю горящего газа, которая с легкостью режет лист металла.
Для успешной резки газом необходимо, чтобы материал имел температуру горения меньшую, чем плавления. Иначе расплавленный металл будет тяжело убрать из зоны реза, в отличие от сгоревшего.
Следовательно, можно сделать вывод о том, что резка металла газом происходит вследствие его выгорания в зоне действия газовой струи. Основной частью оборудования для резки газом является резак. В нем происходит создание смеси воздуха с газом за счет дозирования и последующее смешивание кислорода с парами жидкого топлива или газами. После чего резак воспламеняет получаемую смесь и дополнительно обеспечивает подачу кислорода в зону реза.
Газовая резка является одним из температурных методов обработки материалов. Ее достоинством стала большая производительность и возможность обрабатывать заготовки практически любой толщины. Один сварщик за смену в состоянии произвести резку нескольких тонн материала. Работники указывают на одно из главных преимуществ – возможность работать вне зависимости от источников энергии. Это особенно важно, когда работа ведется в полевых условиях, где отсутствует какой-либо источник питания.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
В списке металлов, в работе с которыми используется газокислородная резка, есть исключения: алюминий, нержавейка, медь и латунь.
Какие газы используются для резки металла

Существует несколько методов классификации газовой резки. Она происходит в зависимости от применяемых газов и прочих особенностей. Из них можно выбрать оптимальный для выполнения той или иной операции или задачи. К примеру, электродуговая резка с кислородом возможна в случае подключения аппаратуры к электрической сети. А обрабатывать низкоуглеродистые стали удобнее газовоздушной смесью с пропаном.
Среди профессионалов наиболее востребованными методами являются:
- Резка пропаном. Резка металла газом, например, пропаном, а также кислородом – пожалуй, самый популярный, но имеющий свои ограничения. Он применяется для низколегированных и низкоуглеродистых сталей, титановых сплавов. В случае наличия в составе материала легирующего компонента или углерода в количестве более 1 %, требуется применение иного метода. Резка возможна и с другими газами: ацетиленом, метаном и пр.
- Воздушно-дуговая резка. Довольно эффективным методом резки является кислородно-электрическая дуговая резка. Плавка происходит при помощи электрической дуги. Остатки же расплава убираются воздушной струей. При выполнении операции таким образом подача кислорода происходит вдоль электрода. К недостаткам этого метода можно отнести неглубокие резы. Впрочем, они компенсируются практически любой шириной заготовки.
- Кислородно-флюсовая резка. Ее особенностью является подача в зону реза дополнительного компонента – порошкообразного флюса. Он дает возможность обрабатываемому металлу стать более податливым в процессе флюсовой кислородной резки. Данный метод применяется для металлов, которые образуют твердоплавкие окислы. В процессе его применения создается добавочный тепловой эффект, при котором струя газа эффективно режет металл. Применяется кислородно-флюсовая металлическая резка для обработки меди и медных сплавов, легированных сталей, железобетона и зашлакованных металлов.
- Копьевая резка. Данный метод применяется для работы с промышленными технологическими отходами, большими массивами стали и аварийными скрапами. Особенностью является увеличивающаяся скорость выполнения работ. Технология включает применение высокоэнергетичной струи газа, что приводит к значительной экономии стальных копьев. Скорость же работы увеличивается быстрым, полным сгоранием обрабатываемого материала.
Расход газов при резке металла можно увидеть в таблице:

На показатель зависимости расхода газа от объемов работ сильное влияние оказывает выбранный метод резки. Нормы резки металла газом при использовании кислородно-флюсового метода содержат информацию о несравнимо меньшем использовании газа, чем при воздушно-дуговом.
Помимо способа обработки, расход газа и кислорода при резке металла зависит от ряда параметров, таких как:
- квалификация сварщика – неопытному специалисту потребуется большее количество газа на один метр заготовки, чем мастеру;
- параметры оборудования и его целостность;
- толщина и марка металла, из которого сделана заготовка;
- характеристики реза – ширина и глубина.
В нижеследующей таблице представлена информация, необходимая для специалиста при выполнении реза пропаном:

Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
Толщина материала, смПробивание, сек.Ширина реза, смРасход пропана, м3Расход кислорода, м3
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.

Принцип работы газовой горелки.
Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Устройство ручного газового резака

Устройство инжекторного резака

Как правильно работать газовым резаком: подготовительный этап
Прежде чем приступать к самой процедуре, необходимо обзавестись требуемым оснащением. В него входят:
- огнетушитель. Манипуляции с подобным оборудованием являются опасными в плане возгораний, поэтому следует иметь средство для тушения воспламенений. Если рядом нет ничего пластмассового, масляного или из других материалов, которые легко и быстро горят, подойдет стандартный комплект противопожарного оборудования
- специальный огнестойкий костюм – брезентовый костюм сварщика с огнеупорной пропиткой и костюм сварщика из кожевенного спилка. Нейлон, синтетика, свободный крой, оттопыривающиеся карманы и манжеты, рваные края находятся под запретом, так как легко воспламеняются. Что касается обуви, то идеальным вариантом станут специальные огнестойкие ботинки на шнурках с подошвой из кожи, которые уменьшают риск получения травм. В число необходимых приспособлений входят кожаные (или спилковые), брезентовые с ОП краги или перчатки и защитные очки;
- металлические линейка и угольник, универсальные и другие специальные шаблоны сварщика, специальные термостойкие маркеры или, на худой конец, карандаш из мыльного камня для измерений и нанесения разметки;
- специальная зажигалка для резака. Использование спичек или обычной зажигалки чревато травмами, а потому запрещено.
Далее следует подготовить рабочее место. По этому поводу также есть несколько правил:
- выполнять резку надо в качественно проветриваемом помещении, а лучше всего – на открытом пространстве;
- вокруг в радиусе 5 м не должны находиться легковоспламеняющиеся предметы: бумага, сухие ветки, стружка и пр.;
- работать газовым резаком можно на земляном или бетонном полу;
- лучший вариант опоры для таких действий – стальной стол;
- следите, чтобы во время разрезания пламя не соприкасалось с бетоном. Это может привести к порче последнего (потрескается вследствие расширения).
После этого обозначьте конкретные места, по которым вы будете резать, термостойким маркером.
Как настроить газовый резак
Непосредственно перед началом действий необходимо:
- тщательно проверить герметичность всех соединений, чтобы не было утечки газа;
- убедиться, что вам ничто и никто не помешает (животные, посторонние люди, дети, предметы под руками);
- надеть на себя защитную экипировку.
Для последующей правильной и безопасной эксплуатации резака необходимо его корректно подключить. Выполняется это в несколько этапов:
- Подключение резака к источнику газа – баллону с горючим газом (пропаном или ацетиленом) и баллону с кислородом через редуктор рукавами высокого давления. Строго по ГОСТу шланги для ацетилена (пропана) и кислорода отличаются по цвету (красные и синие соответственно), поэтому перепутать их довольно сложно. Во избежание неправильного подключения шлангов к резаку или редуктору используются гайки с левой резьбой для горючих газов и с правой резьбой — для кислорода.
- Проверьте, открыт ли редуктор подачи пропана или ацетилена.
- Настройте подачу кислорода. Для этого необходимо:
- открыть основной редуктор баллона с кислородом до упора;
- медленно поворачивать регулятор подачи, пока на манометре низкого давления не установится необходимое для работы давление;
- открыть кислородный вентиль резака и удалить воздух из шланга;
- закрыть передний вентиль.
Как пользоваться газовым резаком: поджиг газа и нагревание металла

Резак газовый марки NORD-S
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.

Зажигалки
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Если огонь будет «прыгать» или отрываться от него, то следует уменьшить подачу газа.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на “сопение”, или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».

Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
Как резать газовым резаком (технология)

Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.

Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Преимущества и недостатки технологии резки металла газом

Резка кислородом имеет большое количество преимуществ перед иными видами. Они делают ее эффективнее экономически. Но существует ряд ситуаций, когда она просто незаменима.
Достоинствами газокислородной резки являются:
- Возможность обрабатывать заготовки большой толщины.
- Высокая сложность выполняемых резов, например, таких как многоступенчатый.
- Удобство выполнения фасонной обработки материалов, т. е. на заданную глубину, а не только сквозного реза.
- Хорошее качество реза при невысокой себестоимости обработки.
- Высокая производительность.
- Автономность и мобильность оборудования позволяет применять ее в труднодоступных местах, в том числе при сборке/разборке корпусов судов, а также сложных производственных конструкций.
Описываемая технология резки газом, помимо достоинств, имеет и недостатки, к примеру:
- Для ее осуществления сварщику требуется достаточный опыт. Специалистам с низкой квалификацией доступны только простые виды реза, например, прямая обработка тонкого листа металла.
- Опасность возникновения пожара или взрыва. Технология требует тщательных подготовительных мероприятий и последующего соблюдения правил техники безопасности при проведении работ.
- Точность реза не слишком высокая, в особенности при ручной обработке. После его выполнения заготовку, как правило, необходимо дополнительно механически доводить до соответствия ее формы и размеров чертежу.
- Термическое воздействие на заготовку иногда приводит к разным формам деформации, таким как кручение, коробление и пр. Это особенно рискованно при раскрое материала и в меньшей степени при демонтаже конструкций.
Эти недостатки способен решить иной метод – плазменная резка с помощью автоматизированных стационарных аппаратов. Однако они не мобильны и не дают возможности выполнять операции в труднодоступных местах.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.


Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
- https://vt-metall.ru/articles/391-rezka-metalla-gazom
- https://p-z-o.ru/metalloobrabotka/gazovaya-rezka/gazovaya-rezka-metalla
- https://tutsvarka.ru/oborudovanie/gazovyj-rezak
- https://www.avantcom.ru/articles/kak-polzovatsia-gazovym-rezakom
- https://kovka-svarka.net/2016/10/rezk-metal-gazov-rezakom/
- https://gazsnabstroy.ru/prochee/kak-polzovatsya-rezakom-propan-kislorod
- https://1metallocherepica.ru/instrumenty/pravilnaja-rezka-propanom.html
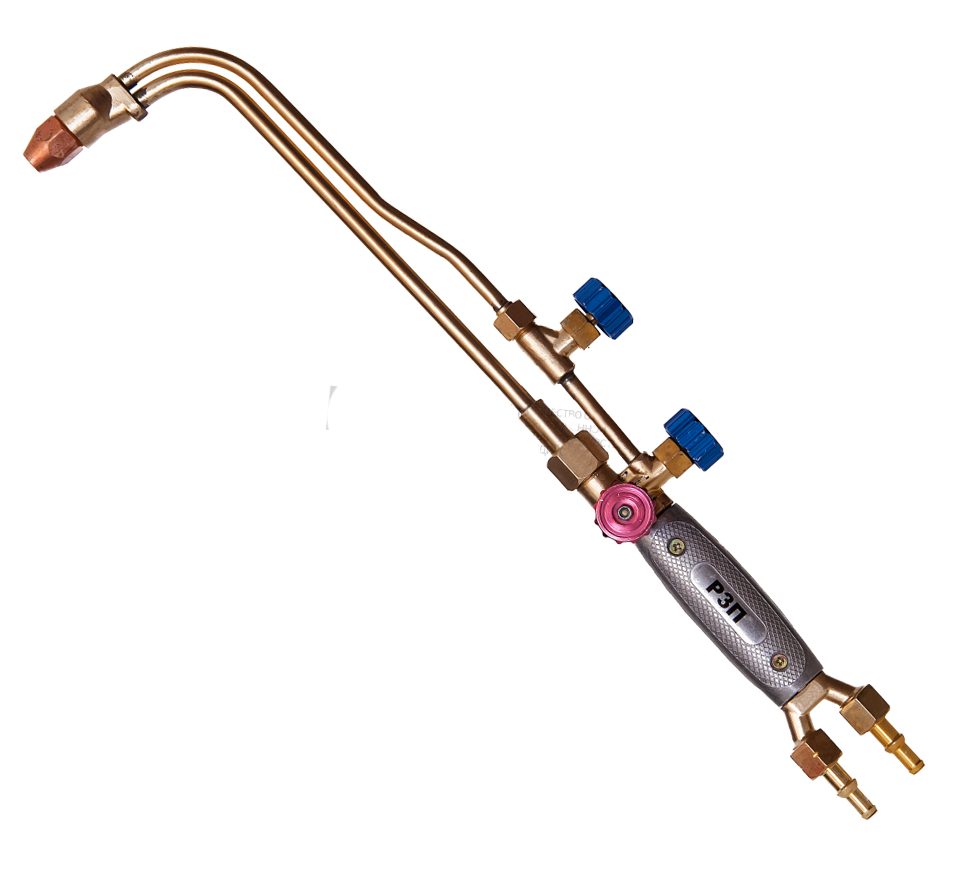 Газовый резак – это инструмент для резки металла, нагрева и раскроя металлических поверхностей и др. Механизм его работы – выдувание расплавленного металла струей режущего кислорода, который подается под давлением. Металл расплавляется под действием пламени смеси горючего газа (пропан или ацетилен) и кислорода. Затем нагретый металл разрезается струей режущего кислорода. Обратите внимание: обрабатывать таким образом можно нелегированную и углеродистую сталь. Остальные сплавы и металлы разрезаются другими технологиями резки.
Газовый резак – это инструмент для резки металла, нагрева и раскроя металлических поверхностей и др. Механизм его работы – выдувание расплавленного металла струей режущего кислорода, который подается под давлением. Металл расплавляется под действием пламени смеси горючего газа (пропан или ацетилен) и кислорода. Затем нагретый металл разрезается струей режущего кислорода. Обратите внимание: обрабатывать таким образом можно нелегированную и углеродистую сталь. Остальные сплавы и металлы разрезаются другими технологиями резки.
Как правильно работать газовым резаком: подготовительный этап
Прежде чем приступать к самой процедуре, необходимо обзавестись требуемым оснащением. В него входят:
- огнетушитель. Манипуляции с подобным оборудованием являются опасными в плане возгораний, поэтому следует иметь средство для тушения воспламенений. Если рядом нет ничего пластмассового, масляного или из других материалов, которые легко и быстро горят, подойдет стандартный комплект противопожарного оборудования
- специальный огнестойкий костюм – брезентовый костюм сварщика с огнеупорной пропиткой и костюм сварщика из кожевенного спилка. Нейлон, синтетика, свободный крой, оттопыривающиеся карманы и манжеты, рваные края находятся под запретом, так как легко воспламеняются. Что касается обуви, то идеальным вариантом станут специальные огнестойкие ботинки на шнурках с подошвой из кожи, которые уменьшают риск получения травм. В число необходимых приспособлений входят кожаные (или спилковые), брезентовые с ОП краги или перчатки и защитные очки;
- металлические линейка и угольник, универсальные и другие специальные шаблоны сварщика, специальные термостойкие маркеры или, на худой конец, карандаш из мыльного камня для измерений и нанесения разметки;
- специальная зажигалка для резака. Использование спичек или обычной зажигалки чревато травмами, а потому запрещено.
Далее следует подготовить рабочее место. По этому поводу также есть несколько правил:
- выполнять резку надо в качественно проветриваемом помещении, а лучше всего – на открытом пространстве;
- вокруг в радиусе 5 м не должны находиться легковоспламеняющиеся предметы: бумага, сухие ветки, стружка и пр.;
- работать газовым резаком можно на земляном или бетонном полу;
- лучший вариант опоры для таких действий – стальной стол;
- следите, чтобы во время разрезания пламя не соприкасалось с бетоном. Это может привести к порче последнего (потрескается вследствие расширения).
После этого обозначьте конкретные места, по которым вы будете резать, термостойким маркером.
Как настроить газовый резак
Непосредственно перед началом действий необходимо:
- тщательно проверить герметичность всех соединений, чтобы не было утечки газа;
- убедиться, что вам ничто и никто не помешает (животные, посторонние люди, дети, предметы под руками);
- надеть на себя защитную экипировку.
Для последующей правильной и безопасной эксплуатации резака необходимо его корректно подключить. Выполняется это в несколько этапов:
- Подключение резака к источнику газа – баллону с горючим газом (пропаном или ацетиленом) и баллону с кислородом через редуктор рукавами высокого давления. Строго по ГОСТу шланги для ацетилена (пропана) и кислорода отличаются по цвету (красные и синие соответственно), поэтому перепутать их довольно сложно. Во избежание неправильного подключения шлангов к резаку или редуктору используются гайки с левой резьбой для горючих газов и с правой резьбой — для кислорода.
- Проверьте, открыт ли редуктор подачи пропана или ацетилена.
- Настройте подачу кислорода. Для этого необходимо:
- открыть основной редуктор баллона с кислородом до упора;
- медленно поворачивать регулятор подачи, пока на манометре низкого давления не установится необходимое для работы давление;
- открыть кислородный вентиль резака и удалить воздух из шланга;
- закрыть передний вентиль.
Как работать газовым резаком: алгоритм выполнения операции
Следующие этапы выглядят так:
- поджигание. Для этого на слегка (примерно на четверть оборота) откройте вентиль подогревающего кислорода, а затем на один оборот вентиль подогревающего газа. Поднесите зажигалку к резаку и подожгите горючую смесь. Обратите внимание на пламя: оно должно иметь резко очерченное ядро.;
- регулировка длины пламени. Ее осуществляют посредством регулировки вентиля подачи газа. Таким образом пламя можно увеличить до 25 см. Обратите внимание: если оно прыгает или отрывается от мундштука, то с горючим газом вы перестарались;
- открывание вентиля подогревающего кислорода. Делать это необходимо постепенно. В процессе пламя изменит цвет на голубой. Подача кислорода должна осуществляться до тех пор, пока внутреннее пламя не станет немного длиннее, чем толщина обрабатываемой стали. Следите за его стабильностью: при появлении сопения, неустойчивости уменьшайте подачу кислорода;
- разогрев участка металла. Для этого поднесите и удерживайте кончик огня к стали на расстоянии приблизительно в 1 см;
- выдувание металла кислородом. Плавно нажмите рычаг или вентиль режущего кислорода,после чего можно увеличить давление и резать сталь. При необходимости добавьте режущий кислород.
Когда процесс резки начнется, аккуратно перемещайте резак в соответствии с намеченной линией. Если вы все делаете правильно, шлак и искры будут выдуваться. Когда этого не происходит, необходимо снизить скорость или позаботиться о лучшем прогревании металла. Продолжайте процедуру, пока не отрежете все, что нужно.
После окончания процесса резки изделию необходимо дать остыть. Если вы располагаете достаточным количеством времени, оставьте его для охлаждения естественным образом. Ускорить процесс охлаждения можно окунанием в емкость с холодной водой.
Последний шаг – удалить со среза шлак и зашлифовать его (при необходимости).
Это все советы по поводу того, как резать газовым резаком. Всегда помните о технике безопасности и подходящей экипировке, перемещайте баллоны только вертикально и следите за чистотой мундштука, своевременно заменяйте его.