Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Если Вы знакомы со сварочной машиной МТП-1401,
Машина машине рознь.
Машина собой представляет гидравлику, корпус, трансформатор, тиристорный контактор и Блок регулятор.
Конкретно в Вашем случае это РКС-801.
И как, примерно, набрать программу на сварку, допустим 1+1 мм, что означает-сжатие 1, сжатие 2, то же самое с проковкой?
Набрать программу?
Это не набор программы, это технологический процесс.
Предварительное сжатие, это когда два куска металла сжимаются прежде, чем пройдет между ними ток.
Проковка, это время сжатия после того, как прошел ток и свариваемая деталь должна остыть без разрыва.
6, это с однократным сжатием, а 8, это когда установлен второй клапан. Это значит что после второго импульс сварки, идет дополнительная проковка.
РКС — 801М предназначен для управления последовательностью действий машин точечной контактной сварки. Конструктивно регулятор состоит из 2-х функциональных блоков; блока управления и блока питания, соединённых кабелем управления.
РЕГУЛЯТОР ОБЕСПЕЧИВАЕТ
• управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
• регулирование длительности позиций сварочного цикла с цифровым отсчетом;
• управление тиристорным контактором и регулирование величины сварочного тока;
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
|
Наименование параметра |
Значение |
|
Напряжение питающей сети, В |
2х380 |
|
Частота питающей сети, Гц |
50±0,75 |
|
Пределы регулирования длительности позиций сварочного цикла (в периодах)*, с: |
01-199 |
|
-предварительное сжатие |
|
|
-сжатие |
01-199 |
|
-сварка 1 |
01-199 |
|
-сварка 2 |
01-199 |
|
-охлаждение |
01-19 |
|
-проковка 1 |
01-199 |
|
-проковка 2 |
01-199 |
|
-пауза |
01-199 |
|
-включение усилия с проковкой (повышенного усилия 2) относительно конца позиции «сварка1» |
01-19 |
|
Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В |
24±2,5 |
|
Параметры импульса включения тиристоров на сопротивление 6,2 Ом ±5%: |
|
|
-амплитуда, В |
20±5 |
|
-длительность, мкс |
200±100 |
|
Нижний предел регулирования действующего значения сварочного тока, %, не более |
50 |
|
Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более |
±3 |
|
Число импульсов сварочного тока |
(1+9)+1 |
|
Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с |
0,2+0,08 |
|
Потребляемая мощность от сети, ВА, не более |
75 |
Вы здесь
Регулятор контактной сварки РКС-801 (РКС-801ЛМ) предназначен для управления циклом сварки и регулирования величины сварочного тока (нагрев) машин контактной сварки переменного тока.
Модель производится только нашей компанией ООО «ПФ «Всё для контактной сварки» (dlyasvarki.ru).
Регулятор контактной сварки РКС-801 (РКС-801ЛМ) заменяет следующие модели, выпускавшиеся ранее:
РЦС-403, РЦС-503,
РВИ-701, РВИ-702, РВИ-703, РВИ-801, РВИ-802
РКС-601, РКС-801 (СЭЛМА), РКС-901,
РКС-14, РКС-15.
- Описание
- Характеристики
Регулятор контактной сварки РКС-801 (РКС-801ЛМ) предназначен для управления циклом сварки и регулирования величины сварочного тока (нагрев) машин контактной сварки переменного тока.
Модель производится только нашей компанией ООО «ПФ «Всё для контактной сварки» (dlyasvarki.ru).
Регулятор контактной сварки РКС-801 (РКС-801ЛМ) заменяет следующие модели, выпускавшиеся ранее:
РЦС-403, РЦС-503,
РВИ-701, РВИ-702, РВИ-703, РВИ-801, РВИ-802
РКС-601, РКС-801 (СЭЛМА), РКС-901,
РКС-14, РКС-15.
Регулятор обеспечивает:
- Управление силовой коммутационной аппаратурой (тиристорным контактором).
- Управление двумя электропневматическими клапанами привода сжатия электродов.
- Работу машин в одиночном цикле и в автоматическом режиме (цепь запуска должна быть замкнута), при этом выдержка времени позиции «предварительное сжатие» из последующих циклов исключается.
- Стабилизацию действующего значения сварочного тока при колебаниях сетевого напряжения в пределах 380-10+5% В (±3%).
- Автоматическую настройку на коэффициент мощности Cos φ с запоминанием полярности последней полуволны сварочного тока.
- Реализует шести и восьмипозиционный цикл сварки с одним или двумя импульсами тока с НАГРЕВОМ 1 и НАГРЕВОМ 2, импульсную сварку: количество пульсаций тока 2 (с НАГРЕВОМ 2) от 1 до 9.
- Регулирование величины сварочного тока (НАГРЕВ 1, НАГРЕВ 2) в пределах 30-100% от его полнофазного значения.
- Плавное нарастание переднего фронта первого импульса сварочного тока (модуляцию).
- Дискретный отсчёт восьмипозиционного сварочного цикла в периодах сетевого напряжения.
- Цифровую индикацию вводимых параметров.
- Регулятор обеспечивает следующие режимы работы по усилию между электродами:
- с постоянным сварочным усилием,
- с предварительным обжатием (с приложением повышенного усилия с началом позиции «СЖАТИЕ» и снятием его после её окончания),
- с ковкой (с приложением повышенного усилия с началом позиции «ПРОКОВКА» и снятием его после её окончания).
Пределы регулирования длительности позиций сварочного цикла, периодов сети:
Предварительное сжатие: 1-99(х2)
Сжатие: 1-99(х2)
Проковка 1: 1-99(х2)
Проковка 2: 1-99(х2)
Ток 1: 1-99(х2)
Ток 2: 1-99(х2)
Пауза: 1-99(х2)
Пульсация «Ток 1» (импульсная сварка) : от 1 до 9
Длительность нарастания переднего фронта сварочного тока (модуляция), c: 0.30
Напряжение питания клапанов, B: 24.00
Параметр импульса включения тиристоров:
Амплитуда, В: 20±5
Длительность, мкс: 200±100
Потребляемая мощность (не более), ВА: 60.00
Габаритные размеры (ДхШхВ), мм: 275х210х100
Масса (не более) , кг: 3.50
Если Вы знакомы со сварочной машиной МТП-1401,
Машина машине рознь.
Машина собой представляет гидравлику, корпус, трансформатор, тиристорный контактор и Блок регулятор.
Конкретно в Вашем случае это РКС-801.
И как, примерно, набрать программу на сварку, допустим 1+1 мм, что означает-сжатие 1, сжатие 2, то же самое с проковкой?
Набрать программу?
Это не набор программы, это технологический процесс.
Предварительное сжатие, это когда два куска металла сжимаются прежде, чем пройдет между ними ток.
Проковка, это время сжатия после того, как прошел ток и свариваемая деталь должна остыть без разрыва.
6, это с однократным сжатием, а 8, это когда установлен второй клапан. Это значит что после второго импульс сварки, идет дополнительная проковка.
ООО «ПромАвтоКонтроль»
- Модернизация однофазных сварочных машин. Введение обратной связи.
Сварочные регуляторы серий РВИ, РЦС и прочие, выпускавшиеся ранее, требовали настройки на коэффициент мощности сварочной машины. Это представляет определенные трудности в эксплуатации оборудования:
- требуется наличие специалиста, который сможет произвести корректную настройку аппаратуры управления;
- в случае перехода на новые изделия или изменения раствора и вылета электродов может потребоваться перенастройка регулятора;
- неверная настройка на коэффициент мощности может привести к функционированию сварочной машины в аварийном режиме и вызвать поломку оборудования.
Зачастую регуляторы настраивают «с запасом», то есть на меньшее значение коэффициента мощности, чем имеет сварочная машина в действительности. Такой метод позволяет уменьшить риск возникновения аварийных ситуаций, но приводит к уменьшению реальной мощности сварочной машины. В результате оборудование используется не эффективно.
Избежать описанных выше ситуаций позволяет введение в аппаратуру управления функции автоматической настройки на коэффициент мощности, причем измерение коэффициента мощности и корректировка происходит в каждом полупериоде сетевого напряжения. Таким образом, регулятор постоянно получает актуальные временные характеристики сварочного процесса, что позволяет:
- избежать аварийных ситуаций;
- оптимально использовать возможности сварочной машины;
- не требует участия специалиста при переходе на новый вид изделий, изменении характеристик сварочного контура или при подключении регулятора к другой сварочной машине.
Для измерения коэффициента мощности требуется точно определить момент окончания протекания тока в первичной обмотке сварочного трансформатора. Для этого вводится обратная связь с контактора в сварочный регулятор. Схема подключения обратной связи представлена на рисунке 1.
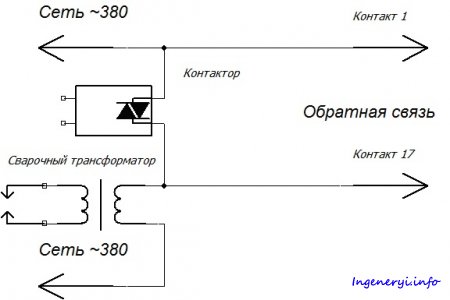
Рисунок 1
Таким образом, обратная связь берется непосредственно с клемм контактора (КЛ.1 КЛ.2 на серийных образцах тиристорных контакторов). Подключение к регулятору производится по контактам 1 и 17 разъема «Связь с машиной», полярность подключения не имеет значения.
В результате небольшая однократная модернизация сварочной машины решает проблемы, которые могут возникнуть при эксплуатации оборудования.
В следующих разделах рассмотрены наиболее часто используемые схемы подключения при замене устаревшего или вышедшего из стоя оборудования. В случае, если модернизация машины уже производилась и схема подключения аппартуры управления может быть не оригинальной, следует пользоваться общей схемой подключения изображенной на рисунке 2.
Ответная часть разъема для подключения регуляторов серии РКМ поставляется в комплекте с оборудованием.
1.1.Схема подключения регуляторов серии РКМ к сварочной машине.
На рисунке 2 представлена общая схема подключения регуляторов к сварочной машине. В следующих разделах даны схемы подключения к серийно выпускающимся тиристорным контакторам. Если тип имеющегося тиристорного контактора не известен или схема включения не представлена в данном руководстве, рекомендуется использовать общую схему подключения.
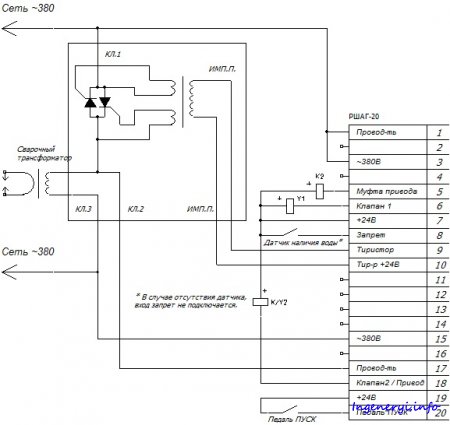
Рисунок 2
Вход «ЗАПРЕТ» может использоваться для блокировки сварки в случае аварии или иной ситуации, когда проведение сварочного цикла должно быть запрещено (отсутствует воздух в пневматический магистрали или вода охлаждения, перегрев тиристорного контактора, запрет с другой машины). Сварка запрещается если на вход «ЗАПРЕТ» подается +24В. Это означает, что должны применяться датчики с нормально разомкнутыми контактами. Если в наличии имеется датчик с нормально замкнутыми контактами, требуется адаптировать его сигнал при помощи реле с нормально замкнутой группой контактов.
1.2. Замена регуляторов серии РКС (производства завода «Сэлма»).
Регуляторы серии РКС, такие как РКС-501, РКС-502, РКС-601, РКС-801, РКС-801М, РКС-901 имели функцию автоматической настройки на коэффициент мощности машины. Соответственно, машины, поставлявшиеся в комплекте с указанными приборами управления, уже имеют все необходимые соединения. Оборудование производства ООО «ПромАвтоКонтроль» комплектуется таким же разъемом подключения к сварочной машне, как и регуляторы серии РКС. Таким образом, переход с регуляторов указанных серий на аппаратуру управления производства ООО «ПромАвтоКонтроль» может быть выполнен прямой заменой оборудования без дополнительных доработок.
1.3. Замена регуляторов серии РЦС (производства завода «Сэлма»)
Регуляторы серии РЦС, такие РЦС-301, РЦС-403, РЦС-503 и другие, комплектуются разъемом, совместимым с оборудованием производства ООО «ПромАвтоКонтроль». В виду, того, что в регуляторах данного типа отсутствовала обратная связь с контактором, ее необходимо ввести согласно схеме на рисунке 1. Для установки регуляторов серии РКС вместо РЦС следует провести следующие действия:
- Оставить соединения на контактах разъема: 3, 6, 7, 9, 10, 15, 19, 20. Остальные цепи нужно удалить.
- Ввести обратную связь на контакты 1 и 17 согласно рисунку 1.
1.4. Замена регуляторов серии РВИ (производства завода «Электрик»).
Регуляторы серии РВИ не имели функции автоматической настройки на коэффициент мощности, и сварочные машины, комплектовавшиеся данной аппаратурой управления, требуют доработки в соответствии с пунктом 1 настоящего руководства.
Также имеются различия в типе разъема, использующегося в регуляторах контактной сварки серии РКМ производства ООО «ПромАвтоКонтроль» и регуляторах серии РВИ. Схема подключения регулятора РКМ вместо регулятора серии РВИ представлена на рисунке 3. На рисунке представлены соответствия контактов разъема регуляторов серии РВИ и аппаратуры управления производства ООО «ПромАвтоКонтроль». По данной схеме можно либо собрать адаптер для подключения регулятора, либо произвести замену разъема на РШАГКП-20.
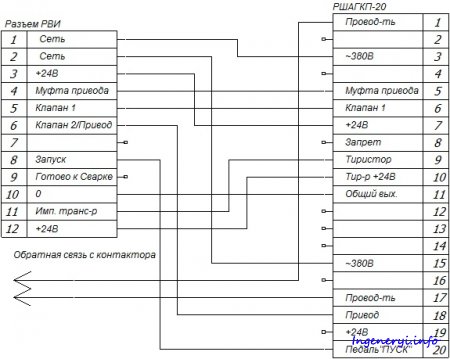
Рисунок 3
1.5. Замена регуляторов серии РКС (производства КБ АСТ)
Регуляторы серии РКС, такие как РКС-14, РКС-15, РКС-16, РКС-20, РКС-21 имеют разъем подключения к сварочной машине несовместимый с регуляторами серии РКМ. При замене разъема или сборке адаптера следует руководствоваться схемой представленной на рисунке 4.
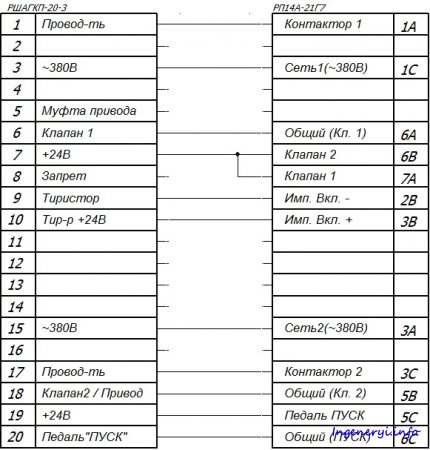
Рисунок 4
При переходе с регуляторов серии РКС-14, РКС-15 и т.д. следует иметь в виду, что управляющие сигналы в данных регуляторах имеют напряжение +24В (общий 0В), а в регуляторах серии РКМ — 0В (общий +24В).
1.6. Схема подключения тиристорных контакторов КТ-07, КТ-11
Схема подключения тиристорных контакторов КТ-07 и КТ-11, имеющих разъем РШАВПБ-6, представлена на рисунке 5. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке[1].
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
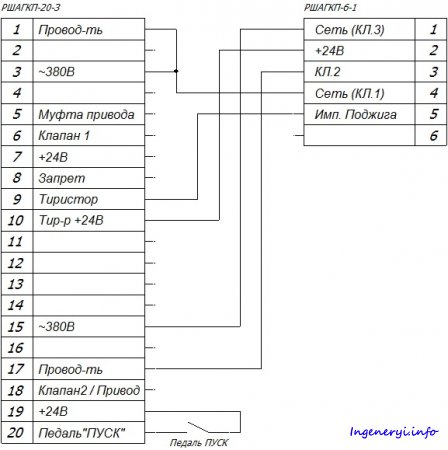
Рисунок 5
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
1.7. Схема подключения контакторов КТ-02, КТ-03, КТ-12
Схема подключения тиристорных контакторов КТ-03, КТ-03, КТ-12, имеющих разъем РШАВПБ-14, представлена на следующем рисунке 6. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке.
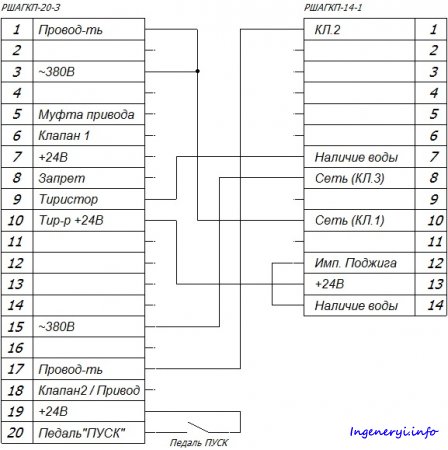
Рисунок 6
В большинстве случаев можно исключить датчик температуры (наличия воды) из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 12 на разъеме тиристорного контактора.
1.8. Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250.
Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250, представлена на рисунке 7. Рекомендуется сверить цоколевку разъема с указанной на рисунке.
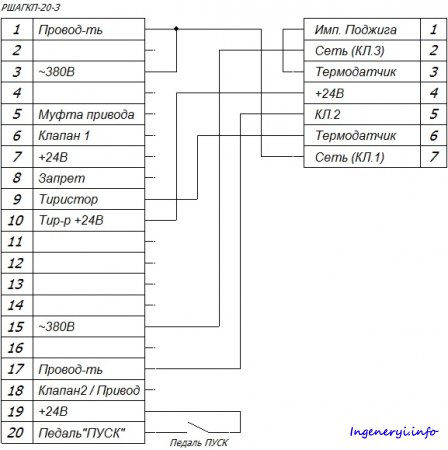
Рисунок 7
В большинстве случаев можно исключить датчик температуры из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 1 на разъеме тиристорного контактора.
2. Схема подключения контроллеров серии ККС.
На рисунке 8 представлена общая схема подключения контроллеров ККС сварочной машине. Принципиально схема подключения контроллеров ККС не отличается от схемы подключения однофазных регуляторов серии РКМ.
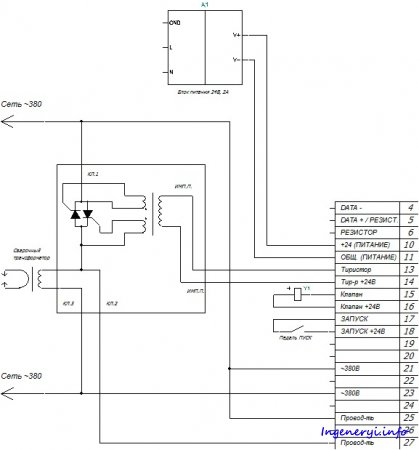
Рисунок 8
Выход «КЛАПАН» может использоваться внешним PLC как сигнал активности регулятора. Выход активируется на время прохождения сварочного цикла.
Обсудить на форуме
РКС — 801М предназначен для управления последовательностью действий машин точечной контактной сварки. Конструктивно регулятор состоит из 2-х функциональных блоков; блока управления и блока питания, соединённых кабелем управления.
РЕГУЛЯТОР ОБЕСПЕЧИВАЕТ
• управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
• регулирование длительности позиций сварочного цикла с цифровым отсчетом;
• управление тиристорным контактором и регулирование величины сварочного тока;
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
|
Наименование параметра |
Значение |
|
Напряжение питающей сети, В |
2х380 |
|
Частота питающей сети, Гц |
50±0,75 |
|
Пределы регулирования длительности позиций сварочного цикла (в периодах)*, с: |
01-199 |
|
-предварительное сжатие |
|
|
-сжатие |
01-199 |
|
-сварка 1 |
01-199 |
|
-сварка 2 |
01-199 |
|
-охлаждение |
01-19 |
|
-проковка 1 |
01-199 |
|
-проковка 2 |
01-199 |
|
-пауза |
01-199 |
|
-включение усилия с проковкой (повышенного усилия 2) относительно конца позиции «сварка1» |
01-19 |
|
Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В |
24±2,5 |
|
Параметры импульса включения тиристоров на сопротивление 6,2 Ом ±5%: |
|
|
-амплитуда, В |
20±5 |
|
-длительность, мкс |
200±100 |
|
Нижний предел регулирования действующего значения сварочного тока, %, не более |
50 |
|
Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более |
±3 |
|
Число импульсов сварочного тока |
(1+9)+1 |
|
Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с |
0,2+0,08 |
|
Потребляемая мощность от сети, ВА, не более |
75 |