-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
ww w.pure log i c .ru
Contacts:
Moscow +7 (495) 505 63 74
Voronezh +7 (473) 204 51 56
149 Office
160, Leninsky avenue
Voronezh, Russia, 394033
Monday — Thursday: 8.00–17:00
Friday: 8.00–16.00
Break: 12.30–13.30
sales@purelogic.ru
SMC4-4-16A16B
Four-axis motion controller
I N S T R U CT I O N M A N U A L
We draw your attention to the fact that there can be some changes in this instruction
due to the product consistent technical improvement.
Summary of Contents for Purelogic SMC4-4-16A16B
#1
![]()
OFFLINE
neo832002
-

- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 14 Сентябрь 2017 — 19:50
Уважаемые форумчане. Собираю ЧПУ станок для управления предпочел автономный контролер SMC4-4-165A-16B. Как подключить двигатель разобрался. А вот как управления шпинделем и как установить концевики по осям и подключить не как не могу разобраться. В английском мануале так и не разобрался. Вот и хочу чтоб кто работал с этим автономником помог разобраться да и многим это будет полезно так как это более или менее доступный контролер. Пожалуйста специалисты давайте поможем друг другу всем миром
-
0
- Наверх
#2
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 14 Сентябрь 2017 — 21:15
Тоже интересно. Давайте, учите нас.
Так-то мне влом даташаты и инструкции погуглить и прочитать-освоить (я не мент, с пятого раза допонимаю), чё.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#3
![]()
OFFLINE
Fiks
Fiks
- Пол:Мужчина
- Город:Ленинград
- Из:Питера
Отправлено 15 Сентябрь 2017 — 03:36
давайте поможем друг другу всем миром
По скольку скидываемся то ??? 
предпочел автономный контролер SMC4-4-165A-16B
Вот вы и объясните народу, почему вы ПРЕДПОЧЛИ SMC4-4-165A-16B а не DDCSV1.1 который предпочли другие. Может документацию к нему трудней найти или ещё чего такое интересное было?
-
1
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
- Наверх
#4
![]()
OFFLINE
Fiks
Fiks
- Пол:Мужчина
- Город:Ленинград
- Из:Питера
Отправлено 15 Сентябрь 2017 — 06:05
Покопал для ИНТЕРЕСУ в целях так сказать собственного развития 
Выяснилось, нашёл офф-сайт изделий.
Картина маслом: $138 у ПРЕДПОЧТЕННОГО SMC4-4-16A16B с частотой 50KHz
супротив $148 у DDCSV1.1 с частотой 500KHz который ПРЕДПОЧЛИ все остальные. 
Разницу на офф-сайте в цене 10$ можно НЕ учитывать ибо на том же али цены этих изделий могут различаться совсем в другую сторону 
А мануалы на офф-сайте лежат в открытом доступе:
как на сам контроллер
так и на его подключку к инвертору.
В английском мануале так и не разобрался.
Сочувствую  я сам порой нихрена не понимаю в том английском на котором китайцы руководства пишут Скажу по секрету: многие из них владеют им в таком же совершенстве как и вы Поэтому предпочитаю читать «в подлиннике» и мне совершенно фиолетово какой будет язык. В гугле не банили? А в яндексе? Тогда вперед, на мины!!!
я сам порой нихрена не понимаю в том английском на котором китайцы руководства пишут Скажу по секрету: многие из них владеют им в таком же совершенстве как и вы Поэтому предпочитаю читать «в подлиннике» и мне совершенно фиолетово какой будет язык. В гугле не банили? А в яндексе? Тогда вперед, на мины!!!
P.S. Я на полном серьезе: покупал себе один левый инвертор, так мануал на китайском инглише меня как то НЕ вдохновил, тем более он ещё и урезан. А вот бумажная версия на китайском что в комплекте пришла — то кладезь! Отсканил на сканере, прогнал полученное через ABBYY FineReader (шрифты китайские в системе у меня разумеется установлены) и о чудо — на китайском в оригинале тех косяков что были нет и можно нормально переводить.
ТС,, а пряник медовый дашь? Вроде как делится собирался
-
0
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
- Наверх
#5
![]()
OFFLINE
neo832002
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 16 Сентябрь 2017 — 06:18
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
-
0
- Наверх
#6
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 17 Сентябрь 2017 — 01:52
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#7
![]()
OFFLINE
neo832002
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 17 Сентябрь 2017 — 05:47
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет
А почему вы считаете что это проблемный контролер?
пока работаю без концевиков и ручное включение шпинделя все работает шикарно. Просто хотелось бы полного функционала. Концевики нужно чтоб не запороть станок.
https://ru.aliexpres….38f7f731PKcKuS
-
0
- Наверх
#8
![]()
OFFLINE
AVish
AVish
-
- Пользователи+
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Челябинск
Отправлено 14 Ноябрь 2017 — 14:07
https://www.shop.zet…h_osi_zetek.pdf
Инструкция по контроллеру на русском языке.
Можно ли услышать отзыв по этому контроллеру, стоит ли приобретать такой?
-
0
- Наверх
#9
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 18 Апрель 2018 — 01:59
Подцепил SMC4 на свой станок 10 месяцев назад, работаю на полноценных 4-х осях со стандартными 5мм ШВП с сервошаговыми моторами. Станок устойчиво тянет на подачах до 5м/мин и ускорениях 1м/сек.кв. Притормаживание проявляется на мелких радиусах из-за того что не успевают разогнаться серво-ШД, точностные характеристики пультом соблюдаются даже на сложном 3d рельефе.
Идеология подключения пульта, его настройка, плавное управления частотой вращения шпинделя — полностью соответствует принятой в MACH. Пульт очень перспективный, можно реализовать даже авто-смену инструмента, очень удобно реализована опция перемещения по меню пульта через джойстик валкодера. С автономными пультами на китайских станках работаю с 2006года. Учитывая его цену пульт прекрасно подходит не только для хоббийного творчества, но и для промышленного применения. Даю ему полноценных 10 балов.
Считаю необходимым выделить его в отдельную ветку где собрать вопросы по его подключению и программированию. Постпроцессор для пульта не проблема, подходит например универсальный от АртСАМа.
-
1
- Наверх
#10
![]()
OFFLINE
AVish
AVish
-
- Пользователи+
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Челябинск
Отправлено 02 Май 2018 — 17:45
начал пользоваться этим контроллером недавно, пока все нравится. В 3D работаю с арткамовскими постпроцессорами стандартный G-код. Подскажите какой постпроцессор можно использовать на 4 оси из программы PowerMill 2018 ?
ЧПУ только осваиваю, поэтому не хватает знаний, иногда не хватает материала и в инете и приходится использовать метод тыка.
-
0
- Наверх
#11
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 10 Май 2018 — 21:51
Да-а-а, вяло тема движется.
С постпроцессорами для РМ всегда была напряжёнка.
А чтобы освоить любой предмет необходимо приобретать фундаментальные знания.
Могу предложить для изучения хороший мануал по программированию которым я в частности пользовался чтобы составлять программы сверловки для 4-й оси без применения САМ и КАД. Необходимо было сверлить отверстия в цилиндрических заготовках для последующей набивки щетиной. Применялись стандартные циклы сверления пульта SMC4. Самая большая щётка содержала 1700 отверстий глубиной 10мм. Писать вручную программы оказалось куда быстрее чем строить 3-d модель а по ней отписывать проги, так-как сами проги сверловки хорошо структурируются. Станок тратил более 2-х часов на такую сверловку детали.
См. прикреплённый фаил.
https://yadi.sk/d/-PVGfwn83VgYFN
Сообщение отредактировал Alekc: 10 Май 2018 — 22:16
-
0
- Наверх
#12
![]()
OFFLINE
neo832002
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 24 Июнь 2018 — 19:53
Хотел спросить. При ручном перемещение на этом контроллере по кривой станок двигается плавно. Но при выполнении уп по криволинейной происходит скрип по осям, потерь сигналов нет, но звук очень не нравиться будто клинит. По прямой по осям все нормально работает.
уп выполняется все в точность, как написано после выполнения возвращается точно в ноль. Может я зря паникую, но на работе все станки перемещаются плавно по всем осям.
-
0
- Наверх
#13
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 04 Июль 2018 — 22:23
Затрудняюсь дать правильный ответ из-за недостаточности информации. Причиной может быть и кинематика станка и настройки электроники. В качестве рекомендаций предлагаю выполнить следующие действия:
1. Запустить программу по воздуху, без пиления заготовки. При движении по кривой привода должны издавать мурлыкающие звуки, скрипа механики быть не должно. Проверить на малых, средних и предельных скоростях перемещения.
2. Проверить настройки пульта. Микро-шаг на драйверах приводов обычно задают 1:10. В пульте выставить правильно значение шаг на мм (не путать со значением шаг на оборот винта), а так-же скорость и ускорение для разгона-торможения. Начинать надо с меньших значений постепенно увеличивая скорость до наступления срывов звука, затем скорость понизить на 20% и увеличивать ускорение. Прогнать несколько раз добившись стабильного мурлыканья моторов как при малых, так и при высоких скоростях перемещения.
3. Пробовать пилить на мягких материалах, например дереве. Мурлыканье моторов должно сохраниться.
Если это не поможет нужна фотка станка и сведения по моторам, драйверам и винтам (рейкам), а так-же сведения о работе станка с другими пультами если пробовали.
-
0
- Наверх
#14
![]()
OFFLINE
max8902
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 19 Ноябрь 2018 — 19:26
-
0
- Наверх
#15
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 20 Ноябрь 2018 — 02:42
Судя по фото станка здесь типичная ошибка станкостроения. На оси Z стоит ШД-привод недостаточного крутящего момента.
Для правильного выбора мотора необходимо соблюдать следующее правило:
1. Использовать для расчёта требуемого крутящего момента 20% от паспортного значения на ШД-мотор.( 1N/m=10кг/см )
2. Для оси Z нагрузкой является вес оси со шпинделем в кГ:к-редукцию передачи.
3. Для осей Х и У используют массу соответствующих подвижных частей станка, которая в G=9,81-раз меньше веса. Судя по цепному приводу на этом станке проблемы с нехваткой крутящего момента ШД присутствует по всем осям.
Сообщение отредактировал Alekc: 20 Ноябрь 2018 — 02:47
-
0
- Наверх
#16
![]()
OFFLINE
preps
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 20 Ноябрь 2018 — 13:14
проблема с контроллеромSMC4-4-16A16B чпу он стал углубляться что делать?
В вашем «информативном» вопросе не содержится ни марка моторов, ни марка драйверов, ни на каких направляйках он ездит, ни с какими скоростями и ускорениями.
-
0
- Наверх
#17
![]()
OFFLINE
max8902
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 20 Ноябрь 2018 — 15:18
Насчёт направляем,они ходят на подшипниках по профилям квадратного сечения. Драйверы самодельные ,двигатели nema размеры их 57*57*76мм .Установлена скорость для x и y 25,4на 100мм хода, для z установлена 67,8 на10 мм хода. Орнаменты горизонтальной плоскости выполняются корректно, а объемные нет. К примеру вектор арткам Лев орежется по началу нормально по краю. А потом дальше по тихонько уходит в глубину под углом примерно
Уходит под углом примерно 35-40 градусов. Грншв на настройки контроллера, так как сам в этом деле новичок. Забыл указать что двигатели x и y стоят с редукторами в соотношении 1 к 10. Так что крутящий момент хороший,просто пальцами не остановить-давлю всей рукой. X ось на ремнях ГРМ с обоих сторон направляющих.
Шаг винта z оси 8мм . Думаю что проблема в настройках контроллера , а может ещё и в драйверах , там стоит в режиме шаг.
-
0
- Наверх
#18
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 20 Ноябрь 2018 — 21:46
ШД 57-го габарита выпускаются с разным крутящим моментом, плюс надо понимать от какого напряжения и при каком токе они работают, с какими драйверами, и действительно ли моторы развивают нужный момент. На моём станке стоят серво-ШД с крутящим моментом 45кг/см что на ШВП 2005 обеспечивает получение пикового толкающего усилия на оси до 800кг и продолжительного усилия не менее 500кг. На питание моторов по всем 4-м осям хватает 800вт источника при напряжениях на драйверах ШД 60в. На станке проверялись пульты под Mach-3, A11. Станок позволяет обрабатывать сталь. Потери координат отсутствуют.
Предлагаю на ось Z снизу повесить динамометр и измерить усилие при подъёме вверх. Если динамометра нет, то подцепите железяк которые потом взвести. Сравните с моими цифрами. Результат отпишите.
Что касается настроек пульта, то лучше сделать фотки настроек где прописаны ускорения и скорости и их здесь выложить. Может и удастся что понять.
Интересует ещё и такой показатель как удержание Z-оси в режиме простоя, когда драйвер уходит в режим удержания при 50% токе. Какой груз будет висеть не опускаясь на оси Z?
-
0
- Наверх
#19
![]()
OFFLINE
max8902
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 22 Ноябрь 2018 — 01:14
Со станком всё нормально . Проблема в создании управляющей программы . Мною была скачана УП рельеф называется Кудрёнка , так её станок отработал нормально . Использовал для создания УП Арткам . После этого прокатывал вт программе Мач 3 , там те е проблемы что и на станке . Так же создавал УП в программе BmpCNC2 . На станке тоже под углом режется .На Мач 3 прокатывать пробовал — не запускается . По ходу нет опыта в создании УП . Придётся с головой влезть в Арткам и BmpCNC2 . Буду искать где собака зарыта . Что касается крутящего момента поперечного с цепным приводом , вы правы . Портал получился довольно тяжелым , так как сделан из стальных пластин толщиной 5 мм. Планирую заменить ходовой винт оси Z на меньший шаг в пределах 2-4 мм , по моему должно помочь . Думаю что шаг 8 мм для оси Z это слишком много . Так что придётся повоевать и с программами и станком . Взялся за гу не говори что не дюж .
-
0
- Наверх
#20
![]()
OFFLINE
Alekc
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 22 Ноябрь 2018 — 19:37
Для проверки стабильности работы координат и их точности отработки можно применить простой тест по подъёму и опусканию Z-оси в любом месте станка, в конце цикла проконтролировав уход с первоначального значения. Такой тест легко написать вручную. При дополнительном нагружении можно так же оценить запас по мощности привода. Запас этот обязательно нужен для стабильной и устойчивой отработки ускорений.
Выше вы спрашивали как устранить скрипы при перемещении. Отпишите в чём была причина если смогли их победить.
При трансляции УП из ArtCAM используйте универсальный постпроцессор G-codе(mm), т.к. не все постпроцессора корректно траслируют траекторию для пульта.
Успехов в творчестве.
Сообщение отредактировал Alekc: 22 Ноябрь 2018 — 19:44
-
0
- Наверх
-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
ww w.pure log i c .ru
Contacts:
Moscow +7 (495) 505 63 74
Voronezh +7 (473) 204 51 56
149 Office
160, Leninsky avenue
Voronezh, Russia, 394033
Monday — Thursday: 8.00–17:00
Friday: 8.00–16.00
Break: 12.30–13.30
sales@purelogic.ru
SMC4-4-16A16B
Four-axis motion controller
I N S T R U CT I O N M A N U A L
We draw your attention to the fact that there can be some changes in this instruction
due to the product consistent technical improvement.
Summary of Contents for Purelogic SMC4-4-16A16B
#1
![]()
OFFLINE
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 14 Сентябрь 2017 — 19:50
Уважаемые форумчане. Собираю ЧПУ станок для управления предпочел автономный контролер SMC4-4-165A-16B. Как подключить двигатель разобрался. А вот как управления шпинделем и как установить концевики по осям и подключить не как не могу разобраться. В английском мануале так и не разобрался. Вот и хочу чтоб кто работал с этим автономником помог разобраться да и многим это будет полезно так как это более или менее доступный контролер. Пожалуйста специалисты давайте поможем друг другу всем миром
-
0
- Наверх
#2
![]()
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 14 Сентябрь 2017 — 21:15
Тоже интересно. Давайте, учите нас.
Так-то мне влом даташаты и инструкции погуглить и прочитать-освоить (я не мент, с пятого раза допонимаю), чё.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#3
![]()
Fiks
- Пол:Мужчина
- Город:Ленинград
- Из:Питера
Отправлено 15 Сентябрь 2017 — 03:36
давайте поможем друг другу всем миром
По скольку скидываемся то ???
предпочел автономный контролер SMC4-4-165A-16B
Вот вы и объясните народу, почему вы ПРЕДПОЧЛИ SMC4-4-165A-16B а не DDCSV1.1 который предпочли другие. Может документацию к нему трудней найти или ещё чего такое интересное было?
-
1
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
- Наверх
#4
![]()
Fiks
- Пол:Мужчина
- Город:Ленинград
- Из:Питера
Отправлено 15 Сентябрь 2017 — 06:05
Покопал для ИНТЕРЕСУ в целях так сказать собственного развития
Выяснилось, нашёл офф-сайт изделий.
Картина маслом: $138 у ПРЕДПОЧТЕННОГО SMC4-4-16A16B с частотой 50KHz
супротив $148 у DDCSV1.1 с частотой 500KHz который ПРЕДПОЧЛИ все остальные.
Разницу на офф-сайте в цене 10$ можно НЕ учитывать ибо на том же али цены этих изделий могут различаться совсем в другую сторону
А мануалы на офф-сайте лежат в открытом доступе:
как на сам контроллер
так и на его подключку к инвертору.
В английском мануале так и не разобрался.
Сочувствую я сам порой нихрена не понимаю в том английском на котором китайцы руководства пишут Скажу по секрету: многие из них владеют им в таком же совершенстве как и вы Поэтому предпочитаю читать «в подлиннике» и мне совершенно фиолетово какой будет язык. В гугле не банили? А в яндексе? Тогда вперед, на мины!!!
P.S. Я на полном серьезе: покупал себе один левый инвертор, так мануал на китайском инглише меня как то НЕ вдохновил, тем более он ещё и урезан. А вот бумажная версия на китайском что в комплекте пришла — то кладезь! Отсканил на сканере, прогнал полученное через ABBYY FineReader (шрифты китайские в системе у меня разумеется установлены) и о чудо — на китайском в оригинале тех косяков что были нет и можно нормально переводить.
ТС,, а пряник медовый дашь? Вроде как делится собирался
-
0
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
- Наверх
#5
![]()
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 16 Сентябрь 2017 — 06:18
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
-
0
- Наверх
#6
![]()
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 17 Сентябрь 2017 — 01:52
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#7
![]()
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 17 Сентябрь 2017 — 05:47
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет
А почему вы считаете что это проблемный контролер?
пока работаю без концевиков и ручное включение шпинделя все работает шикарно. Просто хотелось бы полного функционала. Концевики нужно чтоб не запороть станок.
https://ru.aliexpres….38f7f731PKcKuS
-
0
- Наверх
#8
![]()
AVish
-
- Пользователи+
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Челябинск
Отправлено 14 Ноябрь 2017 — 14:07
https://www.shop.zet…h_osi_zetek.pdf
Инструкция по контроллеру на русском языке.
Можно ли услышать отзыв по этому контроллеру, стоит ли приобретать такой?
-
0
- Наверх
#9
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 18 Апрель 2018 — 01:59
Подцепил SMC4 на свой станок 10 месяцев назад, работаю на полноценных 4-х осях со стандартными 5мм ШВП с сервошаговыми моторами. Станок устойчиво тянет на подачах до 5м/мин и ускорениях 1м/сек.кв. Притормаживание проявляется на мелких радиусах из-за того что не успевают разогнаться серво-ШД, точностные характеристики пультом соблюдаются даже на сложном 3d рельефе.
Идеология подключения пульта, его настройка, плавное управления частотой вращения шпинделя — полностью соответствует принятой в MACH. Пульт очень перспективный, можно реализовать даже авто-смену инструмента, очень удобно реализована опция перемещения по меню пульта через джойстик валкодера. С автономными пультами на китайских станках работаю с 2006года. Учитывая его цену пульт прекрасно подходит не только для хоббийного творчества, но и для промышленного применения. Даю ему полноценных 10 балов.
Считаю необходимым выделить его в отдельную ветку где собрать вопросы по его подключению и программированию. Постпроцессор для пульта не проблема, подходит например универсальный от АртСАМа.
-
1
- Наверх
#10
![]()
AVish
-
- Пользователи+
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Челябинск
Отправлено 02 Май 2018 — 17:45
начал пользоваться этим контроллером недавно, пока все нравится. В 3D работаю с арткамовскими постпроцессорами стандартный G-код. Подскажите какой постпроцессор можно использовать на 4 оси из программы PowerMill 2018 ?
ЧПУ только осваиваю, поэтому не хватает знаний, иногда не хватает материала и в инете и приходится использовать метод тыка.
-
0
- Наверх
#11
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 10 Май 2018 — 21:51
Да-а-а, вяло тема движется.
С постпроцессорами для РМ всегда была напряжёнка.
А чтобы освоить любой предмет необходимо приобретать фундаментальные знания.
Могу предложить для изучения хороший мануал по программированию которым я в частности пользовался чтобы составлять программы сверловки для 4-й оси без применения САМ и КАД. Необходимо было сверлить отверстия в цилиндрических заготовках для последующей набивки щетиной. Применялись стандартные циклы сверления пульта SMC4. Самая большая щётка содержала 1700 отверстий глубиной 10мм. Писать вручную программы оказалось куда быстрее чем строить 3-d модель а по ней отписывать проги, так-как сами проги сверловки хорошо структурируются. Станок тратил более 2-х часов на такую сверловку детали.
См. прикреплённый фаил.
https://yadi.sk/d/-PVGfwn83VgYFN
Сообщение отредактировал Alekc: 10 Май 2018 — 22:16
-
0
- Наверх
#12
![]()
neo832002
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Тараз
Отправлено 24 Июнь 2018 — 19:53
Хотел спросить. При ручном перемещение на этом контроллере по кривой станок двигается плавно. Но при выполнении уп по криволинейной происходит скрип по осям, потерь сигналов нет, но звук очень не нравиться будто клинит. По прямой по осям все нормально работает.
уп выполняется все в точность, как написано после выполнения возвращается точно в ноль. Может я зря паникую, но на работе все станки перемещаются плавно по всем осям.
-
0
- Наверх
#13
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 04 Июль 2018 — 22:23
Затрудняюсь дать правильный ответ из-за недостаточности информации. Причиной может быть и кинематика станка и настройки электроники. В качестве рекомендаций предлагаю выполнить следующие действия:
1. Запустить программу по воздуху, без пиления заготовки. При движении по кривой привода должны издавать мурлыкающие звуки, скрипа механики быть не должно. Проверить на малых, средних и предельных скоростях перемещения.
2. Проверить настройки пульта. Микро-шаг на драйверах приводов обычно задают 1:10. В пульте выставить правильно значение шаг на мм (не путать со значением шаг на оборот винта), а так-же скорость и ускорение для разгона-торможения. Начинать надо с меньших значений постепенно увеличивая скорость до наступления срывов звука, затем скорость понизить на 20% и увеличивать ускорение. Прогнать несколько раз добившись стабильного мурлыканья моторов как при малых, так и при высоких скоростях перемещения.
3. Пробовать пилить на мягких материалах, например дереве. Мурлыканье моторов должно сохраниться.
Если это не поможет нужна фотка станка и сведения по моторам, драйверам и винтам (рейкам), а так-же сведения о работе станка с другими пультами если пробовали.
-
0
- Наверх
#14
![]()
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 19 Ноябрь 2018 — 19:26
-
0
- Наверх
#15
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 20 Ноябрь 2018 — 02:42
Судя по фото станка здесь типичная ошибка станкостроения. На оси Z стоит ШД-привод недостаточного крутящего момента.
Для правильного выбора мотора необходимо соблюдать следующее правило:
1. Использовать для расчёта требуемого крутящего момента 20% от паспортного значения на ШД-мотор.( 1N/m=10кг/см )
2. Для оси Z нагрузкой является вес оси со шпинделем в кГ:к-редукцию передачи.
3. Для осей Х и У используют массу соответствующих подвижных частей станка, которая в G=9,81-раз меньше веса. Судя по цепному приводу на этом станке проблемы с нехваткой крутящего момента ШД присутствует по всем осям.
Сообщение отредактировал Alekc: 20 Ноябрь 2018 — 02:47
-
0
- Наверх
#16
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 20 Ноябрь 2018 — 13:14
проблема с контроллеромSMC4-4-16A16B чпу он стал углубляться что делать?
В вашем «информативном» вопросе не содержится ни марка моторов, ни марка драйверов, ни на каких направляйках он ездит, ни с какими скоростями и ускорениями.
-
0
- Наверх
#17
![]()
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 20 Ноябрь 2018 — 15:18
Насчёт направляем,они ходят на подшипниках по профилям квадратного сечения. Драйверы самодельные ,двигатели nema размеры их 57*57*76мм .Установлена скорость для x и y 25,4на 100мм хода, для z установлена 67,8 на10 мм хода. Орнаменты горизонтальной плоскости выполняются корректно, а объемные нет. К примеру вектор арткам Лев орежется по началу нормально по краю. А потом дальше по тихонько уходит в глубину под углом примерно
Уходит под углом примерно 35-40 градусов. Грншв на настройки контроллера, так как сам в этом деле новичок. Забыл указать что двигатели x и y стоят с редукторами в соотношении 1 к 10. Так что крутящий момент хороший,просто пальцами не остановить-давлю всей рукой. X ось на ремнях ГРМ с обоих сторон направляющих.
Шаг винта z оси 8мм . Думаю что проблема в настройках контроллера , а может ещё и в драйверах , там стоит в режиме шаг.
-
0
- Наверх
#18
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 20 Ноябрь 2018 — 21:46
ШД 57-го габарита выпускаются с разным крутящим моментом, плюс надо понимать от какого напряжения и при каком токе они работают, с какими драйверами, и действительно ли моторы развивают нужный момент. На моём станке стоят серво-ШД с крутящим моментом 45кг/см что на ШВП 2005 обеспечивает получение пикового толкающего усилия на оси до 800кг и продолжительного усилия не менее 500кг. На питание моторов по всем 4-м осям хватает 800вт источника при напряжениях на драйверах ШД 60в. На станке проверялись пульты под Mach-3, A11. Станок позволяет обрабатывать сталь. Потери координат отсутствуют.
Предлагаю на ось Z снизу повесить динамометр и измерить усилие при подъёме вверх. Если динамометра нет, то подцепите железяк которые потом взвести. Сравните с моими цифрами. Результат отпишите.
Что касается настроек пульта, то лучше сделать фотки настроек где прописаны ускорения и скорости и их здесь выложить. Может и удастся что понять.
Интересует ещё и такой показатель как удержание Z-оси в режиме простоя, когда драйвер уходит в режим удержания при 50% токе. Какой груз будет висеть не опускаясь на оси Z?
-
0
- Наверх
#19
![]()
max8902
- Пол:Мужчина
- Из:светлоград
Отправлено 22 Ноябрь 2018 — 01:14
Со станком всё нормально . Проблема в создании управляющей программы . Мною была скачана УП рельеф называется Кудрёнка , так её станок отработал нормально . Использовал для создания УП Арткам . После этого прокатывал вт программе Мач 3 , там те е проблемы что и на станке . Так же создавал УП в программе BmpCNC2 . На станке тоже под углом режется .На Мач 3 прокатывать пробовал — не запускается . По ходу нет опыта в создании УП . Придётся с головой влезть в Арткам и BmpCNC2 . Буду искать где собака зарыта . Что касается крутящего момента поперечного с цепным приводом , вы правы . Портал получился довольно тяжелым , так как сделан из стальных пластин толщиной 5 мм. Планирую заменить ходовой винт оси Z на меньший шаг в пределах 2-4 мм , по моему должно помочь . Думаю что шаг 8 мм для оси Z это слишком много . Так что придётся повоевать и с программами и станком . Взялся за гу не говори что не дюж .
-
0
- Наверх
#20
![]()
Alekc
- Пол:Мужчина
- Из:Минск
Отправлено 22 Ноябрь 2018 — 19:37
Для проверки стабильности работы координат и их точности отработки можно применить простой тест по подъёму и опусканию Z-оси в любом месте станка, в конце цикла проконтролировав уход с первоначального значения. Такой тест легко написать вручную. При дополнительном нагружении можно так же оценить запас по мощности привода. Запас этот обязательно нужен для стабильной и устойчивой отработки ускорений.
Выше вы спрашивали как устранить скрипы при перемещении. Отпишите в чём была причина если смогли их победить.
При трансляции УП из ArtCAM используйте универсальный постпроцессор G-codе(mm), т.к. не все постпроцессора корректно траслируют траекторию для пульта.
Успехов в творчестве.
Сообщение отредактировал Alekc: 22 Ноябрь 2018 — 19:44
-
0
- Наверх
АВТОНОМНЫЙ КОНТРОЛЛЕР
-

PKM
- Почётный участник
- Сообщения: 4263
- Зарегистрирован: 31 мар 2011, 18:11
- Репутация: 704
- Настоящее имя: Андрей
- Откуда: Украина
- Контактная информация:


-
m_bc
- Новичок
- Сообщения: 2
- Зарегистрирован: 14 авг 2015, 20:53
- Репутация: 0
- Настоящее имя: Борис
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
m_bc » 14 авг 2015, 21:15
Доброго всем времени. Кто знает как работать с СОМ-портом SMC4-4-16A16B? В документации про это ни слова.
-
m_bc
- Новичок
- Сообщения: 2
- Зарегистрирован: 14 авг 2015, 20:53
- Репутация: 0
- Настоящее имя: Борис
- Контактная информация:
-
trafbite
- Мастер
- Сообщения: 928
- Зарегистрирован: 14 июл 2015, 14:49
- Репутация: 28
- Настоящее имя: Дмитрий
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
trafbite » 15 авг 2015, 20:14
А, кстати, кто-нибудь знает будут ли на таком контроллере работать «Виды токарных работ, требующие синхронизации вращения шпинделя с перемещениями инструмента, например, нарезание резьбы», которые в Purelogic-овских контроллерах не работают?
И еще вопрос: в мануале сказано, что максимальное количество строк программы 5000.
Это много или мало? ![]() Если в «коробочках»: хватит ли для вырезания 100 коробочек 100х50мм по контуру из листа?
Если в «коробочках»: хватит ли для вырезания 100 коробочек 100х50мм по контуру из листа?
-

yurayerz
- Опытный
- Сообщения: 129
- Зарегистрирован: 04 янв 2015, 02:46
- Репутация: 32
- Настоящее имя: Юрий
- Откуда: Ярославль
- Контактная информация:

Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
yurayerz » 20 май 2016, 12:06
http://chinaplccenter.com/support/pdf/C … nc1508.pdf
http://chinaplccenter.com/support/pdf/CNC/IO-card.pdf
А подскажите пжалста, на SMC4-4-16A16B клавиши F1-F5 какую функцию выполняют?
Из документации нифига не понял, там какой-то китайско-английский бред, набор отдельных слов, не складывающийся во фразы. ![]()
Единственное упоминание:
Four-axis-cnc1508.pdf c.19 писал(а):( Specific feature factory mode)
1: Open the F1, F2, F3, F4, F5
OUT1-5 manual control function, specify a password for: 033,501
Open, 033500 closed.
2: The soft limit on the workpiece coordinate, MODE: 1 (default).
Password: 085601. Soft limit based on mechanical coordinates, MODE: 0 password is:
085600. 3, the system initialization parameters: password: 100001. 4, machine system parameters stored in the TF card: password:
. http://www.chinaplccenter.com
20 / 40
001001. TF card data within bounce Machine: password: 001000. 5, change the order of returning to mechanical origin axis mode:
password: 83156 *
*, 0ZXYZ, 1ZAXY, 2ZYXA, 3XYZA, 4XZYA, 5YXZA, 6YZXA, 7AZXY,
8AZYX, 9AXYZ, * ZXYA (default).
Может кто из личного опыта поделится? ![]()
-
LexxK
- Новичок
- Сообщения: 1
- Зарегистрирован: 05 июл 2016, 22:07
- Репутация: 0
- Настоящее имя: Алексей
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
LexxK » 05 июл 2016, 22:20
Доброго времени. Может кто подскажет, есть возможность на таком контроллере выставить множество профилей и делать подмену осей , как на МАЧ3?
- Вложения
-
-

ART_ME
- Мастер
- Сообщения: 393
- Зарегистрирован: 17 ноя 2015, 18:05
- Репутация: -40
- Контактная информация:

Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
ART_ME » 09 июл 2016, 10:27
giraf_79 писал(а):Предлагаю собрать сюда все атономные контроллеры ЧПУ,т.е, работающие без компа с пульта с дисплеем, как на одну ось так и на много осей.
Также работающие от флешки.
Далее их обсудим плюсы и минусы, тема должна быть интересной не только для меня, в будущем может многим пригодится.

Честно говоря, совершенно непонятна суть вопроса, потому как любой ПЛК с расширениями и есть требуемый «автономный контроллер ЧПУ» — конструкция известная чуть ли не 100 лет.
А так как изготовителей ПЛК полным полно и большинство из них известны, то предлагается сравнивать их продукцию, что ли? ![]()
Никогда не спорьте с дураками. Они опустят Вас до своего уровня и победят за счет опыта.
-

Maxekb77
- Мастер
- Сообщения: 1658
- Зарегистрирован: 05 окт 2013, 00:04
- Репутация: 285
- Настоящее имя: Максим
- Откуда: Екатеринбург
- Контактная информация:

Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
Maxekb77 » 09 июл 2016, 10:57
я чего то даже смысла этого контроллера понять не могу
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 09 июл 2016, 20:37
Пытаюсь сделать автономный контроллер.Основной смысл его в дешевизне,более равномерных шагах,чем лпт,мгновенная готовность к работе,возможности подключения большого числа входов и простота управления не стандартными устройствами.Из недостатков наверно основной это невозможность работы с КАМ на одном и том же устройстве.Собран на Cortex lpc1788. На данный момент работает с микросд картой.Есть 16 мгб памяти для программ.Подключается к вга дисплею разрешение 640х480 и PS/2 клавиатуре.Возможно подключить до 5 зависимых осей.Поддерживает линейную и круговую интерполяцию.Атак-же позволяет резать резьбы на токарном.Есть возможность написания написания собственных циклов автоматически загружаемых из отдельного файла.Коррекция на радиус отсутствует.Но можно записать для токарника до 14 инструментов с коррекцией по X и Z. Скорость сигналов степ до 80-85 кгц.
-
ART_ME
- Мастер
- Сообщения: 393
- Зарегистрирован: 17 ноя 2015, 18:05
- Репутация: -40
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
ART_ME » 10 июл 2016, 17:41
А старенький пентюх с QNX не дешевле обойдется?
Никогда не спорьте с дураками. Они опустят Вас до своего уровня и победят за счет опыта.
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 10 июл 2016, 22:40
ART_ME писал(а):А старенький пентюх с QNX не дешевле обойдется?
.Дело не только в дешевизне.Хотя если считать что старенький комп просто отдали,всё равно я тоже не все детали сам покупаю.Кроме того на контроллере собственной разработки можно реализовать практически любую задачу.А на компьютере можно использовать только те возможности ,которые предусмотрены программой(Mach,Liuxcnc).Например написание управления револьверной головкой на ТПК125 заняло не более часа,подключение сигнала превышения тока искрового промежутка от генератора эрозии тоже достаточно просто,ну и другие ньюансы в управлении различными дополнительными устройствами тоже можно легко решить в отличие от использования чужих программ, грамотное использование которых тоже требует достаточно глубокого изучения.
-
ART_ME
- Мастер
- Сообщения: 393
- Зарегистрирован: 17 ноя 2015, 18:05
- Репутация: -40
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
ART_ME » 11 июл 2016, 06:15
sidor094 писал(а):
ART_ME писал(а):А старенький пентюх с QNX не дешевле обойдется?
.Дело не только в дешевизне.Хотя если считать что старенький комп просто отдали,всё равно я тоже не все детали сам покупаю.Кроме того на контроллере собственной разработки можно реализовать практически любую задачу.А на компьютере можно использовать только те возможности ,которые предусмотрены программой(Mach,Liuxcnc)
Забудьте про Mach,Linuxcnc и пр., у QNX — собственная среда разработки.
Никогда не спорьте с дураками. Они опустят Вас до своего уровня и победят за счет опыта.
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 11 июл 2016, 10:34
ART_ME писал(а):у QNX — собственная среда разработки
Если можно подробнее.
-
aftaev
- Зачётный участник
- Сообщения: 34042
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6186
- Откуда: Казахстан.
- Контактная информация:

Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
aftaev » 11 июл 2016, 13:04
sidor094 писал(а):Например написание управления револьверной головкой на ТПК125 заняло не более часа,подключение сигнала превышения тока искрового промежутка от генератора эрозии тоже достаточно просто,ну и другие ньюансы в управлении различными дополнительными устройствами тоже можно легко решить в отличие от использования чужих программ, грамотное использование которых тоже требует достаточно глубокого изучения.
А револьверку что нельзя прописать в Mach3 или в Lcnc ?
К mach3 я, а к Lcnc другие форумчане подключали искровой промежуток для эрозии.
Легко подключит туды что хорошо знаешь. Кто знает хорошо Mach3. легко пропишет там револьверку, а кто знает QNX — тому проще там сделать, чем изучать Mach3 ![]()
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
-
ART_ME
- Мастер
- Сообщения: 393
- Зарегистрирован: 17 ноя 2015, 18:05
- Репутация: -40
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
ART_ME » 11 июл 2016, 14:54
sidor094 писал(а):
ART_ME писал(а):у QNX — собственная среда разработки
Если можно подробнее.
Средства разработки программного обеспечения (как прикладного, так и системного) для ОСРВ QNX Neutrino:
Система программирования С/C++
Средства отладки программ
Средства отладки памяти
Средства анализа производительности программ
Средства анализа тестовых наборов
Визуальный построитель графических интерфейсов Photon
Средства доступа к системам управления версиями
Комплект «QNX Momentics Tools Suite» может быть установлен в операционных системах Windows, Linux и QNX Neutrino. Выбор операционной системы осуществляется разработчиками программного обеспечения в зависимости от используемых на предприятии подходов к разработке и личных предпочтений.
Никогда не спорьте с дураками. Они опустят Вас до своего уровня и победят за счет опыта.
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 11 июл 2016, 15:44
Спасибо.Про QNX слышал.А причем здесь CNC?Что существует что-то типа MACH под QNX?
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 11 июл 2016, 15:45
aftaev писал(а):Легко подключит туды что хорошо знаешь
Так я именно это и имел ввиду.Что можно знать лучше своей программы?
-
ART_ME
- Мастер
- Сообщения: 393
- Зарегистрирован: 17 ноя 2015, 18:05
- Репутация: -40
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
ART_ME » 11 июл 2016, 16:01
sidor094 писал(а):Спасибо.Про QNX слышал.А причем здесь CNC?Что существует что-то типа MACH под QNX?
Зачем Вам MACH если Вы пишете для своего Cortex на С, на котором и для QNX софт пишется?
sidor094 писал(а):Что можно знать лучше своей программы?
Никогда не спорьте с дураками. Они опустят Вас до своего уровня и победят за счет опыта.
-
sidor094
- Мастер
- Сообщения: 789
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 80
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: АВТОНОМНЫЙ КОНТРОЛЛЕР
Сообщение
sidor094 » 11 июл 2016, 16:26
ART_ME писал(а):Зачем Вам MACH если Вы пишете для своего Cortex на С, на котором и для QNX софт пишется?
Если писать самому,то микропроцессор удобнее ,так как обладает периферией более приспособленной для управления различными устройствами.У компьютера конечно преимущества в вычислительной мощности ,но лпт достаточно ограниченный интерфейс а платы расширения одни стоят дороже чем моя плата в сборе.
-
Описание
-
Отзывы (0)
-
Задать вопрос
Контроллер А11, SMC4-4-16B 4х осевой.
Позволяет управлять станком без использования компьютера.
Встроенный дислей
Задачи, решаемые на наших станках
Недорогие станки для малого бизнеса и хобби
Любое великое дело начинается всегда с малого. Так можно сказать о начале любого бизнес проекта….
Подробнее…

3D резьба по дереву
Фрезеровка объемных картин, икон, элементов мебели и декора на чпу станках.
Объемная фрезеровка по дереву…
Подробнее…


Изготовление элементов декора для внутренней и внешней отделки здания на чпу станке
Представленная коллекция работ — еще одна иллюстрация многоплановости возможностей чпу станка….
Подробнее…

Использование чпу станка для изготовления мебели
При помощи фрезера осуществляют резьбу по мебельному полотну; изготавливают элементы мебели…
Подробнее…


Резка фанеры шпиндельной головкой на плоттере
Резка влагостойкой ламинированной фанеры толщиной 18 мм шпиндельной головкой на планшетном режущем плоттере…
Подробнее…
Резка резиновой крошки на плоттере
Резка рулонного покрытия из резиновой крошки толщиной 10мм осциллирующим ножом на Моделист-X-PLT
Подробнее…


Резка поролона на режущем плоттере
Резка наполнителя (поролона) для мебельного производства на плоттере Моделист-X-PLT
Подробнее…


Машинное зрение для плоттера
Плоттер планшетный режущий Моделист-X-PLT на 2 инструмента с системой распознавания меток + шпиндель
Подробнее…


Резка пластика ПВХ осциллирующим инструментом на планшетном режущем плоттере
Планшетный режущий плоттер. Резка пластика тангенциальным осциллирующим инструментом на планшетном плоттере…
Подробнее…

Сферы применения плоттера планшетного режущего
Резка различных материалов 7ю различными инструментами. Экокожа, EVA, паронит, резина, ПВХ и др…
Подробнее…

Раскрой полиэтиленовой пленки
Резка тонкого листового материала полиэтилена на фрезерном ЧПУ CNC-3040AL2. Толщина пластины 2мм, в пачке 4…
Подробнее…
Фигурный раскрой стекла на ЧПУ
Фигурный раскрой стекла на станке с ЧПУ Моделист-AL при помощи оснастки, установленной вместо шпинделя.
Подробнее…

Раскрой кожи, EVA, эко-кожи, кож.зам. на плоттере
Планшетный режущий плоттер для раскроя кожи, эко-кожи, кож.зам., тканей и др. материалов на…
Подробнее…

Обработка камня на ЧПУ станке. Краткий обзор режимов и инструмента
Камень является достаточно популярным материалом для обработки на ЧПУ станках и комплексах наряду…
Подробнее…
Изготовление букв, слов, топперов, фото рамок на чпу станке
Объемные слова, буквы, топперы из дерева и пластика на чпу станках.
Недавно появилось целое…
Подробнее…

Обработка чугуна на ЧПУ, выравнивание поверхности
Фрезерование чугуна на станке с ЧПУ CNC-6060ASP. Шпиндель 5000 об/мин, подача 500 мм/мин, фреза диаметром 20 мм с…
Подробнее…
Фигурная 3Д резка мрамора на станке с ЧПУ
Фигурная 3Д резка мрамора на фрезерном станке с ЧПУ Моделист CNC-90120ST-S. Видео не ускоренное.
Подробнее…

3Д резка дагестанского камня на фрезерном ЧПУ
Объемный рельеф из дагестанского камня на фрезерном ЧПУ станке по камню Моделист CNC-6090ST. Видео не…
Подробнее…

Изделия из гранита на ЧПУ
Изготовление гранитной кухонной доски на фрезерном станке с ЧПУ по камню Моделист CNC-6090ST
Подробнее…

5-координатные станки с ЧПУ для прототипирования
5-координатные станки с ЧПУ для прототипирования, изготовления мастер моделей и производства…
Подробнее…

Станки по камню и стеклу
Станок ЧПУ это отличный инструмент для обработки камня. Популярными видами камня для обработки на…
Подробнее…

Фигурная резка гранита
Фигурная резка гранита на 5-осевом станке с ЧПУ Моделист5S.
Подробнее…

Раскрой «гибкого стекла» на плоттере
Резка защитного прозрачного ПВХ покрытия для столов «мягкое стекло» (или жидкое стекло, оно же…
Подробнее…

Токарный станок с ЧПУ по дереву
Токарный станок с ЧПУ по дереву Моделист-ТК. Серийное изготовление деталей в автоматическом режиме.
Подробнее…

Станки для ювелиров и художественных мастерских
Ювелирная работа — это сложный и кропотливый труд, требующий точности, тонкости, фантазии и…
Подробнее…

Обработка алюминиевого профиля
Обработка алюминиевого профиля на станках серии CNC-AS, CNC-ST и CNC-ST-V (все станки по металлам)
Подробнее…

ЧПУ с автосменой инструмента
Демонстрация работы фрезерного ЧПУ станка со шпинделем с автосменой инструмента.
Подробнее…

Выборка посадочных мест в дверном профиле под петли и замки
Фрезерование алюминиевого профиля на станке с ЧПУ в поворотной оси с четырех сторон. Станок может…
Подробнее…

Фрезерные станки с чпу для учебных заведений
Использование фрезерных чпу в обучении и научных изысканиях.
По инициативе ОАО «РЖД»происходит…
Подробнее…
Изготовление прессформ, клише и пломбираторов на станках с чпу
Чпу станки могут обрабатывать различные материалы: дерево, пластик, стекло, композитный материал…
Подробнее…

Тюнинг RC моделей на станке чпу
Тюнинг радиоуправляемых моделей (RC модели on-road)
Коллекция работ от Владислава г.Краснодар….
Подробнее…

Фрезеровка на чпу по дереву, фанере, металлу, воску, камню, стеклу и др. материалам
Обработка чпу станком дерева, металла, акрилового камня, модельного воска, фанеры, стекла,…
Подробнее…

Фрезеровка на станках серии МоделистAL
Фрезерно — гравировальные станки с чпу серий Моделист и CNC
позволяют работать с различными…
Подробнее…

Врезка замков и фурнитуры в дверное полотно
Врезка замков, петель и фурнитуры в дверное полотно на станках с ЧПУ (ссылка на подходящие модели)
Подробнее…
Ювелирные изделия, бижутерия и сувениры
Использование станка с чпу при изготовлении украшений из драгоценных металлов, недорогих…
Подробнее…

Сканирование поверхности заготовки с помощью контактного датчика
Сканирование кривизны поверхности заготовки на ЧПУ станке может быть полезным в следующих случаях:
— работа с…
Подробнее…
Изготовление резной колонны на 4-осевом ЧПУ станке
Изготовление резной колонны на 4-осевом ЧПУ станке Моделист-AL-4p. Поворотная ось встроена в раму-подставку
Подробнее…

Изготовление досок для серфинга
Изготовление досок для серфинга на 3-осевом станке с ЧПУ Моделист-AL
Подробнее…

Токарно-фрезерные ЧПУ
Одним из популярных видов работ с различными материалами является токарная обработка. Токарная…
Подробнее…

Станки по дереву и пластикам
Древесина на протяжении многих тысячелетий является самым популярным материалом для изготовления…
Подробнее…


Раскройный комплекс для тканей
Автоматизированный раскройный комплекс имеет ряд преимуществ по сравнению с ручным раскроем:
-…
Подробнее…

Планшетные режущие плоттеры
Наша компания предлагает планшетные режущие плоттеры
Планшетные режущие плоттеры используются для резки широкого спектра…
Подробнее…

Оборудование для производства вентилируемых фасадов
Навесной вентилируемый фасад (вентфасад) — современное решение облицовки зданий. По зазору между облицовкой и…
Подробнее…
Станки по металлу
Механическая обработка сплавов и металлов самая важная сфера любого среднего и большого…
Подробнее…

Многошпиндельные и с автосменой инструмента
При изготовлении на ЧПУ станке сложных изделий «на потоке» остро встает вопрос: как уменьшить…
Подробнее…

Оборудование для автоматизации производств
Изготавливаем станки ЧПУ Моделист по индивидуальным заказам.
Примеры нестандартного исполнения фрезерных…
Подробнее…

4- и 5-осевые с поворотным шпинделем
Станки с повортным шпинделем предназначены для многосторонней обработки изделия. В нашем каталоге…
Подробнее…
Модераторы: Dj_smart, life, koolhatcker
-
Trudogolik
- КУМ
- Сообщения: 6109
- Зарегистрирован: 26 авг 2009, 00:00
- Имя: Николай Иосифович
- Откуда: Инта респ. Коми, 2000 км от Москвы на север!
- Контактная информация:

Автономный 4-осевой контролер SMC4-4-16A-16B
В продаже у китайцев появился вот такой контроллер:

Обещают легкую стыковку с драйверами, частоту степа 50 кГц, чтение с SDCard и другие вкусности.
Цена в 1,5-2 раза ниже чем у известного контроллера DSP0501, т.е. около 200$
Интересно кто нибудь из форумчан юзал его? Как отзывы?
Моя страница для тех, кто ищет ЧПУ выжигатели: https://vk.com/club153912868
Самое ценное в этом мире — информация.
Мы рады предложить вам ее в подарок!
-
Planet
- Станкостроитель
- Сообщения: 1179
- Зарегистрирован: 25 мар 2013, 13:09
- Имя: Baha
- Откуда: Moscow-Taraz

Re: Автономный 4-осевой контролер SMC4-4-16A-16B
Сообщение
Planet » 23 мар 2015, 00:03
Trudogolik писал(а):В продаже у китайцев появился вот такой контроллер:
Интересная штука, основные нужные G команды поддерживаются, даже цикл сверловки есть, жаль спиральной интерполяций нет. Управляет шпинделем, S команда, и огромная куча M команд, для управления периферией.
Окно откройся — onclick=»return !window.open(this.href)»
-
Planet
- Станкостроитель
- Сообщения: 1179
- Зарегистрирован: 25 мар 2013, 13:09
- Имя: Baha
- Откуда: Moscow-Taraz
Re: Автономный 4-осевой контролер SMC4-4-16A-16B
Сообщение
Planet » 23 мар 2015, 12:18
Trudogolik писал(а):Как он в работе интересно? Насколько лучше/хуже пульта TC55E?
из DSP кроме NK105 в руках ничего не держал. Если исходить по описанию то SMC по функциональности лучше будет чем NK105.
А про NK105, для серийных работ, в условиях производства, вполне оправдывает себя, именно для фрезерных работ. А так куцый перечень поддержки G кодов, хороший лукахед, управление шпинделем, периферией, работает от флешки, нет редактора, есть простые MDI функций.

Окно откройся — onclick=»return !window.open(this.href)»
8 (800) 555 63 74
In standby (no running process) adjust speed:Press and hold the stop
button (black square button), and then rotating the advanced function
keys, you can adjust the speed percentage,On the main screen you can
see the percentage rate (1:100-1) display.
In machining operation, direct rotating advanced function keys, you
can adjust the percentage of the speed, On the main screen you can to
the percentage rate (1:100-1) display.
Overspeed 133.33% run operation:
Run processing: Press the middle button of Advanced function keys,
rotating advanced function keys, you can exceed 33.33% of the system to
the maximum speed.
During standby under: Press and hold the stop button (black square
button),press the middle button of senior function keys, rotating
advanced function keys on it.
(This operation should be noted that the parameters of the system
given the minimum limit, acceleration and top speed parameter
variables will thus make new adjustments, the overall performance of
the machine exceeds the expected value, so be careful to use!!!)
D.Interface mimic diagram
Power supply is SbleDC voltage 12V, Current should be greater than
1A, the controller operates at about 300MA-800MA Power Supply.
Simulation Figure shown in «5V output» refers to the output of the
power supply, Available about 500MA current to external devices to use.
www.purelogic.ru
SMC4-4-16A16B. Four-axis motion controller
Edition of 03.08.2016
16
Содержание
- Настройка контролера SMC4-4-165A-16B
- #1 OFFLINE neo832002
- #2 OFFLINE vv92
- #3 OFFLINE Fiks
- #4 OFFLINE Fiks
- #5 OFFLINE neo832002
- #6 OFFLINE courage
- #7 OFFLINE neo832002
- #8 OFFLINE AVish
- #9 OFFLINE Alekc
- #10 OFFLINE AVish
- #11 OFFLINE Alekc
- #12 OFFLINE neo832002
- #13 OFFLINE Alekc
- #14 OFFLINE max8902
- #15 OFFLINE Alekc
- #16 OFFLINE preps
- #17 OFFLINE max8902
- #18 OFFLINE Alekc
- #19 OFFLINE max8902
- #20 OFFLINE Alekc
Настройка контролера SMC4-4-165A-16B
#1 OFFLINE neo832002


- Пол: Мужчина
- Из:Тараз
Уважаемые форумчане. Собираю ЧПУ станок для управления предпочел автономный контролер SMC4-4-165A-16B. Как подключить двигатель разобрался. А вот как управления шпинделем и как установить концевики по осям и подключить не как не могу разобраться. В английском мануале так и не разобрался. Вот и хочу чтоб кто работал с этим автономником помог разобраться да и многим это будет полезно так как это более или менее доступный контролер. Пожалуйста специалисты давайте поможем друг другу всем миром
#2 OFFLINE vv92

- Пол: Мужчина
- Город: Н.Новгород
- Из:Н.Новгород
Тоже интересно. Давайте, учите нас.
Так-то мне влом даташаты и инструкции погуглить и прочитать-освоить (я не мент, с пятого раза допонимаю), чё.
#3 OFFLINE Fiks

- Пол: Мужчина
- Город: Ленинград
- Из:Питера
давайте поможем друг другу всем миром
По скольку скидываемся то .
предпочел автономный контролер SMC4-4-165A-16B
Вот вы и объясните народу, почему вы ПРЕДПОЧЛИ SMC4-4-165A-16B а не DDCSV1.1 который предпочли другие. Может документацию к нему трудней найти или ещё чего такое интересное было?
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#4 OFFLINE Fiks
- Пол: Мужчина
- Город: Ленинград
- Из:Питера
Покопал для ИНТЕРЕСУ в целях так сказать собственного развития
Выяснилось, нашёл офф-сайт изделий.
Картина маслом: $138 у ПРЕДПОЧТЕННОГО SMC4-4-16A16B с частотой 50 KHz
супротив $148 у DDCSV1.1 с частотой 500 KHz который ПРЕДПОЧЛИ все остальные.
Разницу на офф-сайте в цене 10$ можно НЕ учитывать ибо на том же али цены этих изделий могут различаться совсем в другую сторону
А мануалы на офф-сайте лежат в открытом доступе:
как на сам контроллер
так и на его подключку к инвертору.
В английском мануале так и не разобрался.
Сочувствую я сам порой нихрена не понимаю в том английском на котором китайцы руководства пишут Скажу по секрету: многие из них владеют им в таком же совершенстве как и вы Поэтому предпочитаю читать «в подлиннике» и мне совершенно фиолетово какой будет язык. В гугле не банили? А в яндексе? Тогда вперед, на мины.
P.S. Я на полном серьезе: покупал себе один левый инвертор, так мануал на китайском инглише меня как то НЕ вдохновил, тем более он ещё и урезан. А вот бумажная версия на китайском что в комплекте пришла — то кладезь! Отсканил на сканере, прогнал полученное через ABBYY FineReader (шрифты китайские в системе у меня разумеется установлены) и о чудо — на китайском в оригинале тех косяков что были нет и можно нормально переводить.
ТС,, а пряник медовый дашь? Вроде как делится собирался
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#5 OFFLINE neo832002
- Пол: Мужчина
- Из:Тараз
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
#6 OFFLINE courage

- Пол: Мужчина
- Город: Новосибирск, Россия
- Из:Новосибирск
Ну во первых я его выберал из принципа дешевезны. он обошелся мне около 100$. Во вторых я первый раз собираю ЧПУ. Хотя на работе имеется 3 станка и опыт работы на них есть. Просто бюджет был ограничен и все основные комплектующие брались из экономии средств. просто не хотелось бы что нибудь спалить. вот и попросил помощи а все только с иронией. Спасибо за ссылку с инструкцие к подключения инвертора буду дальше сидеть думать как подключить чтоб не спалить.
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет.
#7 OFFLINE neo832002
- Пол: Мужчина
- Из:Тараз
Конечно с иронией. Просто вы написали много всего, но конкретного вопроса не последовало.
Если бы написали модель инвертора, модель контроллера (его написали) и нарисовали схему и предложили проверить, я думаю результат был бы гораздо интереснее, а так только иронизировать можно по поводу того что вы хотите контроллер подключить к инвертору и управлять шпинделем, но с мануалом не разобрались )
Специалисты предпочитают с проблемными контроллерами не связываться, поэтому маловато будет вам помощи в этом вопросе, но если немного постараться то можно получить грамотный совет
#8 OFFLINE AVish
- Пол: Мужчина
- Из:Челябинск
#9 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
Подцепил SMC4 на свой станок 10 месяцев назад, работаю на полноценных 4-х осях со стандартными 5мм ШВП с сервошаговыми моторами. Станок устойчиво тянет на подачах до 5м/мин и ускорениях 1м/сек.кв. Притормаживание проявляется на мелких радиусах из-за того что не успевают разогнаться серво-ШД, точностные характеристики пультом соблюдаются даже на сложном 3d рельефе.
Идеология подключения пульта, его настройка, плавное управления частотой вращения шпинделя — полностью соответствует принятой в MACH. Пульт очень перспективный, можно реализовать даже авто-смену инструмента, очень удобно реализована опция перемещения по меню пульта через джойстик валкодера. С автономными пультами на китайских станках работаю с 2006года. Учитывая его цену пульт прекрасно подходит не только для хоббийного творчества, но и для промышленного применения. Даю ему полноценных 10 балов.
Считаю необходимым выделить его в отдельную ветку где собрать вопросы по его подключению и программированию. Постпроцессор для пульта не проблема, подходит например универсальный от АртСАМа.
#10 OFFLINE AVish
- Пол: Мужчина
- Из:Челябинск
начал пользоваться этим контроллером недавно, пока все нравится. В 3D работаю с арткамовскими постпроцессорами стандартный G-код. Подскажите какой постпроцессор можно использовать на 4 оси из программы PowerMill 2018 ?
ЧПУ только осваиваю, поэтому не хватает знаний, иногда не хватает материала и в инете и приходится использовать метод тыка.
#11 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
С постпроцессорами для РМ всегда была напряжёнка.
А чтобы освоить любой предмет необходимо приобретать фундаментальные знания.
Могу предложить для изучения хороший мануал по программированию которым я в частности пользовался чтобы составлять программы сверловки для 4-й оси без применения САМ и КАД. Необходимо было сверлить отверстия в цилиндрических заготовках для последующей набивки щетиной. Применялись стандартные циклы сверления пульта SMC4. Самая большая щётка содержала 1700 отверстий глубиной 10мм. Писать вручную программы оказалось куда быстрее чем строить 3-d модель а по ней отписывать проги, так-как сами проги сверловки хорошо структурируются. Станок тратил более 2-х часов на такую сверловку детали.
Сообщение отредактировал Alekc: 10 Май 2018 — 22:16
#12 OFFLINE neo832002
- Пол: Мужчина
- Из:Тараз
Хотел спросить. При ручном перемещение на этом контроллере по кривой станок двигается плавно. Но при выполнении уп по криволинейной происходит скрип по осям, потерь сигналов нет, но звук очень не нравиться будто клинит. По прямой по осям все нормально работает.
уп выполняется все в точность, как написано после выполнения возвращается точно в ноль. Может я зря паникую, но на работе все станки перемещаются плавно по всем осям.
#13 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
Затрудняюсь дать правильный ответ из-за недостаточности информации. Причиной может быть и кинематика станка и настройки электроники. В качестве рекомендаций предлагаю выполнить следующие действия:
1. Запустить программу по воздуху, без пиления заготовки. При движении по кривой привода должны издавать мурлыкающие звуки, скрипа механики быть не должно. Проверить на малых, средних и предельных скоростях перемещения.
2. Проверить настройки пульта. Микро-шаг на драйверах приводов обычно задают 1:10. В пульте выставить правильно значение шаг на мм (не путать со значением шаг на оборот винта), а так-же скорость и ускорение для разгона-торможения. Начинать надо с меньших значений постепенно увеличивая скорость до наступления срывов звука, затем скорость понизить на 20% и увеличивать ускорение. Прогнать несколько раз добившись стабильного мурлыканья моторов как при малых, так и при высоких скоростях перемещения.
3. Пробовать пилить на мягких материалах, например дереве. Мурлыканье моторов должно сохраниться.
Если это не поможет нужна фотка станка и сведения по моторам, драйверам и винтам (рейкам), а так-же сведения о работе станка с другими пультами если пробовали.
#14 OFFLINE max8902
- Пол: Мужчина
- Из:светлоград
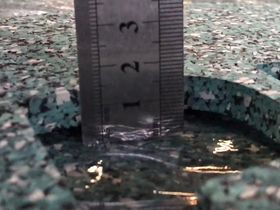
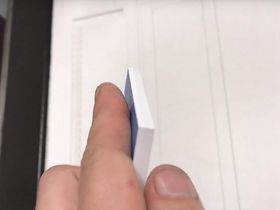
проблема с контроллеромSMC4-4-16A16B чпу он стал углубляться что делать?
ушла за линию в глубину https://webattach.ma. zP5YnZ4tCNi*m95
как устранить эту проблему я не могу понять на Mach3 всё нормально вся изделия нормальная а на контроллере проблема.
#15 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
Судя по фото станка здесь типичная ошибка станкостроения. На оси Z стоит ШД-привод недостаточного крутящего момента.
Для правильного выбора мотора необходимо соблюдать следующее правило:
1. Использовать для расчёта требуемого крутящего момента 20% от паспортного значения на ШД-мотор.( 1N/m=10кг/см )
2. Для оси Z нагрузкой является вес оси со шпинделем в кГ:к-редукцию передачи.
3. Для осей Х и У используют массу соответствующих подвижных частей станка, которая в G=9,81-раз меньше веса. Судя по цепному приводу на этом станке проблемы с нехваткой крутящего момента ШД присутствует по всем осям.
Сообщение отредактировал Alekc: 20 Ноябрь 2018 — 02:47
#16 OFFLINE preps

- Пол: Мужчина
- Город: может спать спокойно.
- Интересы: Здесь могла бы быть ваша реклама.
- Из:Москва
проблема с контроллеромSMC4-4-16A16B чпу он стал углубляться что делать?
В вашем «информативном» вопросе не содержится ни марка моторов, ни марка драйверов, ни на каких направляйках он ездит, ни с какими скоростями и ускорениями.
#17 OFFLINE max8902
- Пол: Мужчина
- Из:светлоград
#18 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
ШД 57-го габарита выпускаются с разным крутящим моментом, плюс надо понимать от какого напряжения и при каком токе они работают, с какими драйверами, и действительно ли моторы развивают нужный момент. На моём станке стоят серво-ШД с крутящим моментом 45кг/см что на ШВП 2005 обеспечивает получение пикового толкающего усилия на оси до 800кг и продолжительного усилия не менее 500кг. На питание моторов по всем 4-м осям хватает 800вт источника при напряжениях на драйверах ШД 60в. На станке проверялись пульты под Mach-3, A11. Станок позволяет обрабатывать сталь. Потери координат отсутствуют.
Предлагаю на ось Z снизу повесить динамометр и измерить усилие при подъёме вверх. Если динамометра нет, то подцепите железяк которые потом взвести. Сравните с моими цифрами. Результат отпишите.
Что касается настроек пульта, то лучше сделать фотки настроек где прописаны ускорения и скорости и их здесь выложить. Может и удастся что понять.
Интересует ещё и такой показатель как удержание Z-оси в режиме простоя, когда драйвер уходит в режим удержания при 50% токе. Какой груз будет висеть не опускаясь на оси Z?
#19 OFFLINE max8902
- Пол: Мужчина
- Из:светлоград
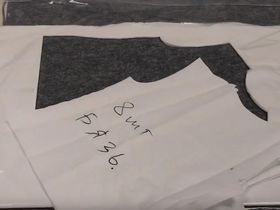
Со станком всё нормально . Проблема в создании управляющей программы . Мною была скачана УП рельеф называется Кудрёнка , так её станок отработал нормально . Использовал для создания УП Арткам . После этого прокатывал вт программе Мач 3 , там те е проблемы что и на станке . Так же создавал УП в программе BmpCNC2 . На станке тоже под углом режется .На Мач 3 прокатывать пробовал — не запускается . По ходу нет опыта в создании УП . Придётся с головой влезть в Арткам и BmpCNC2 . Буду искать где собака зарыта . Что касается крутящего момента поперечного с цепным приводом , вы правы . Портал получился довольно тяжелым , так как сделан из стальных пластин толщиной 5 мм. Планирую заменить ходовой винт оси Z на меньший шаг в пределах 2-4 мм , по моему должно помочь . Думаю что шаг 8 мм для оси Z это слишком много . Так что придётся повоевать и с программами и станком . Взялся за гу не говори что не дюж .
#20 OFFLINE Alekc
- Пол: Мужчина
- Из:Минск
Для проверки стабильности работы координат и их точности отработки можно применить простой тест по подъёму и опусканию Z-оси в любом месте станка, в конце цикла проконтролировав уход с первоначального значения. Такой тест легко написать вручную. При дополнительном нагружении можно так же оценить запас по мощности привода. Запас этот обязательно нужен для стабильной и устойчивой отработки ускорений.
Выше вы спрашивали как устранить скрипы при перемещении. Отпишите в чём была причина если смогли их победить.
При трансляции УП из ArtCAM используйте универсальный постпроцессор G-codе(mm), т.к. не все постпроцессора корректно траслируют траекторию для пульта.
Сообщение отредактировал Alekc: 22 Ноябрь 2018 — 19:44
Источник
Модераторы: Dj_smart, life, koolhatcker
-
Trudogolik
- КУМ
- Сообщения: 6111
- Зарегистрирован: 26 авг 2009, 00:00
- Имя: Николай Иосифович
- Откуда: Инта респ. Коми, 2000 км от Москвы на север!
- Контактная информация:
Автономный 4-осевой контролер SMC4-4-16A-16B
В продаже у китайцев появился вот такой контроллер:
Обещают легкую стыковку с драйверами, частоту степа 50 кГц, чтение с SDCard и другие вкусности.
Цена в 1,5-2 раза ниже чем у известного контроллера DSP0501, т.е. около 200$
Интересно кто нибудь из форумчан юзал его? Как отзывы?
Моя страница для тех, кто ищет ЧПУ выжигатели: https://vk.com/club153912868
Самое ценное в этом мире — информация.
Мы рады предложить вам ее в подарок!
-
Planet
- Станкостроитель
- Сообщения: 1179
- Зарегистрирован: 25 мар 2013, 13:09
- Имя: Baha
- Откуда: Moscow-Taraz
Re: Автономный 4-осевой контролер SMC4-4-16A-16B
Сообщение
Planet » 23 мар 2015, 00:03
Trudogolik писал(а):В продаже у китайцев появился вот такой контроллер:
Интересная штука, основные нужные G команды поддерживаются, даже цикл сверловки есть, жаль спиральной интерполяций нет. Управляет шпинделем, S команда, и огромная куча M команд, для управления периферией.
Окно откройся — onclick=»return !window.open(this.href)»
-
Planet
- Станкостроитель
- Сообщения: 1179
- Зарегистрирован: 25 мар 2013, 13:09
- Имя: Baha
- Откуда: Moscow-Taraz
Re: Автономный 4-осевой контролер SMC4-4-16A-16B
Сообщение
Planet » 23 мар 2015, 12:18
Trudogolik писал(а):Как он в работе интересно? Насколько лучше/хуже пульта TC55E?
из DSP кроме NK105 в руках ничего не держал. Если исходить по описанию то SMC по функциональности лучше будет чем NK105.
А про NK105, для серийных работ, в условиях производства, вполне оправдывает себя, именно для фрезерных работ. А так куцый перечень поддержки G кодов, хороший лукахед, управление шпинделем, периферией, работает от флешки, нет редактора, есть простые MDI функций.
Окно откройся — onclick=»return !window.open(this.href)»