Назовем основные отличительные особенности станки субд . Качественная работа на станке

Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.
Лазури защищают древесину главным образом от процессов гниения, сохраняя естественный рисунок и окрашивая в установленный цвет.
Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне
Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования.
Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.
Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома.
Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон,
– раскрой пиломатериалов поперек волокон,
– фугование,
– сверление,
– фрезерование,
–заточка инструмента
Комплект ЗИП:
– пилы дисковые – фрезы – патрон сверлильный – инструмент
Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания
Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б
Наибольшая ширина фугования за один проход, мм 250
Наибольшая ширина срезаемого слоя за один проход, мм 3
Наибольшая высота пропила, мм: – продольная распиловка 55
– поперечная распиловка 45
Глубина сверления и фрезерования (пазования), мм 85
Наибольший диаметр дисковой пилы, мм 200
Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200
– пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16
Число ножей ножевого вала, шт 2
Подача на всех операциях Ручная
Габаритные размеры, мм не более 800х600х400
Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220
– частота, Гц 50+-10
– ток переменный
Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250
Наибольшая высота пропила, мм 55
Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3
Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1
Наибольшая глубина сверления и фрезерования (пазования), мм 85
Мощность электродвигателя, кВт 1,5
Габаритные размеры, мм 750х555х370
Напряжение питания, В 220
Масса станка со всеми принадлежностями, кг 90
Частота вращения пилы, об/мин 2810
Частота вращения ножевого вала, об/мин 4500
Число установленных ножей, шт 2
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов.
Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката.
Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра)
Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку.
Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки.
Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
Реклама
Статистика Видео: 0
Станки для обработки столярных и фрезерных станков для деревообработки 866-216-2166 Scm Group
Товары для дома
В отличном рабочем состоянии Станок универсальный деревообрабатывающий настольного типа предназначен для механической обработки пиломатериалов. Преимущества: — надежность — простота наладки — удобство обслуживания Без торга.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
| Вид товара | Ремонт и строительство |
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок.
Мы не производим реализацию товара, не храним изображения и персональные данные.
Все изображения принадлежат их авторам
Отказ от ответственности
Станок деревообрабатывающий СУБД-1Б-1 Станок настольного типа предназначен для механической обработки пиломатериалов. Операции: -раскрой пиломатериалов -фугование -сверление -фрезерование. Рабочий, забирать в районе олимпийской
Ремонт и строительство

Деревообрабатывающий станок СУБД-1Б Состояние близко к новому использовался пару раз для проверки работоспособности, с тех пор стоял в гараже, комплектность на фото, небольшой торг уместен.
Ремонт и строительство

Прoдаю станoк унивepсальный дерeвоoбрaбатывающий СУБД-1Б нaстoльногo типa пpeднaзначен для меxaничeской oбpaботки пилoмaтеpиалов. Станок в хoрoшем сохрaнe, дефектoв нет пoчти как нoвый. Хранение в cуxом помeщении. Paзмepы и хapактеpиcтики: Длинa — 720мм. Ширина — 320мм. Bыcота — 370мм. Напряжение — 220В. Мощность — 0.75кВт. Число оборотов — 2810 Год выпуска — 1994г. Диаметр пилы — 200мм. Максимальная Ширина фугования — 250мм. Масса — 78кг Операции: — раскрой пиломатериалов — фугование — сверление — фрезерование. Пропил-55мм. Сверление и фрезерование-85мм. Диаметр окружности резания при фуговании-88мм. Осмотр : деревня Ваулино Кимрский район Тверская область дом 37 Станок можно включить в сеть, биения на валах нет, от МКАД 155км по Дмитровскому ш. на север от Москвы. Цена дана без НДС
Ремонт и строительство

Станок деревообрабатывающий СУБД-1Б в комплекте
Ремонт и строительство

Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность.

Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования. Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Файловая БД
В файловом режиме работы СУБД у 1С есть следующие особенности. В системе каждая таблица представлена 4 файлами:
- файл описания таблицы;
- файл записей;
- файл значений неограниченной длины (их выносят из основного файла записей для оптимизации);
- файл индексов.
Ключевые особенности:
- Ограничение размера одного из вышеперечисленных файлов 4 Гб дискового пространства.
- Длина ключа в индексе такой базы данных не может превышать 1920 байтов.
- Количество полей для индексации ограничивается 256 полями (в остальных СУБД всего 16 полей).
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
БДС-4 Общий вид комбинированного станка

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-4

Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Технические характеристики комбинированного станка БДС-4
380В
| Наименование параметра | БДС-4 | БДС-5 | ВЗ-335 | |||||||||||||||
| Пиление дисковой пилой | ||||||||||||||||||
| Диапазон глубины пропила, мм | 50 | 50 | 80 | |||||||||||||||
| Наибольший диаметр пильного диска, мм | Ø250 | Ø250 | Ø250..Ø315 | |||||||||||||||
| Посадочный диаметр пилы, мм | 32, 50 | |||||||||||||||||
| Частота вращения пилы, об/мин | 2400, 4000 | 3000, 4500 | 3000, 4500 | |||||||||||||||
| Размеры рабочей поверхности пильного стола, мм | ||||||||||||||||||
| Размеры торцевой каретки, мм | ||||||||||||||||||
| Ход торцевой каретки, мм | Наибольший диаметр фрезы, мм | 180 | 180 | Наибольшая глубина фрезерования, мм | 16 | 16 | ||||||||||||
| Фугование (строгание) | ||||||||||||||||||
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 250 | |||||||||||||||
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | 3 | |||||||||||||||
| Диаметр режущей части ножевого вала, мм | ||||||||||||||||||
| Частота вращения ножевого вала на холостом ходу, об/мин | 2400, 4000 | 3000, 3900 | 3000, 4500 | |||||||||||||||
| Размеры строгального ножа, мм | ||||||||||||||||||
| Количество строгальных ножей в ножевом барабане | 2 | 2 | ||||||||||||||||
| Ширина строгальных столов, мм | ||||||||||||||||||
| Общая длина строгальных столов, мм | 1300 | |||||||||||||||||
| Рейсмус | ||||||||||||||||||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | нет | нет | 120 | |||||||||||||||
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | нет | нет | 400 | |||||||||||||||
| Скорость подачи заготовки в режиме рейсмуса, м/мин | нет | нет | 3,6; 5 | |||||||||||||||
| Размеры рабочей поверхности рейсмусового стола, мм | нет | нет | ||||||||||||||||
| Максимальная ширина рейсмусования, мм | нет | нет | ||||||||||||||||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | нет | нет | 3 | |||||||||||||||
| Сверление. Фрезерование концевой фрезой | ||||||||||||||||||
| Наибольший диаметр сверла, фрезы, мм | нет | нет | 3..20 | |||||||||||||||
| Частота вращения сверла, фрезы, мин | нет | нет | 3000, 4500 | |||||||||||||||
| Размеры рабочей поверхности стола, мм | нет | нет | 450 х 250 | |||||||||||||||
| Глубина сверления, мм | нет | нет | 150 | |||||||||||||||
| Продольный ход стола, мм | нет | нет | 150 | |||||||||||||||
| Устройство токарное | ||||||||||||||||||
| Частота вращения токарного шпинделя, об/мин | нет | 1300 | 1600 | Наибольшая длина заготовки при токарной обработке, мм | нет | 630 | 800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | нет | 100 | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | нет | 200 | 300 | Вес токарного приспособления, кг | нет | 26 |
| Электрооборудование станка | ||||||||||||||||||
| Род тока питающей сети | ||||||||||||||||||
| Количество электродвигателей на станке, шт | 1 | 1 | 1 | |||||||||||||||
| Электродвигатель, кВт | 2,2 | 1,5/ 2,2 | 3 | |||||||||||||||
| Габарит и масса станка | ||||||||||||||||||
| Габарит станка (длна х ширина х высота), мм | 1035 х 560 х 1280 | 825 х 580 х 1000 | 1100 х 900 х 900 | |||||||||||||||
| Масса станка, кг | 140 | 125 | 250 |
Список литературы
- Драч В.Е., Родионов А.В., Чухраева А.И. Выбор системы управления базами данных для информационной системы промышленного предприятия // Электромагнитные волны и электронные системы. 2020. Т. 23. № 3. С. 71-80.
- Бурмистров А.В., Белов Ю.С. Недостатки реляционных баз данных // Электронный журнал: наука, техника и образование. 2020. № 3 (3). С. 25 – 34.
- Петухов И.С. Алгоритм определения необходимых индексов для оптимизации запросов с соединением двух таблиц в СУБД MYSQL (INNODB) // Научный вестник ГосНИИ ГА. 2020. № 16. С. 98-107.
- Панченко И. PostgreSQL: вчера, сегодня, завтра // Открытые системы. СУБД. 2020. № 3. С. 34-37.
- ЛИНТЕР как СУБД для интеллектуальных информационных систем. Часть 1 // Нейрокомпьютеры: разработка, применение. 2009. № 2. С. 4-11.
- Маркин С.П., Борисов В.Л., Распопов А.В., Максимов В.Е. СУБД ЛИНТЕР для интеллектуальных информационных систем. Часть 2, 3 // Нейрокомпьютеры: разработка, применение. 2009. № 2. С. 12-29.
- Симаков Р. СУБД «Ред База Данных» для серверных ОС // Системный администратор. 2020. № 7-8 (152-153). С. 108-109.
Вы здесь
Древесина – это материал, который требует особого ухода, специального отношения и внимательности.
Древесина нуждается в специальной обработке, защищающей от возможных разрушений и придающей декоративные черты. При обработке древесины обычно применяют частично или полностью прозрачную отделку, а значит импрегнанты и лазури.
Лакобейцы, или лазури, представляют собой защитные материалы, придающие древесине цвет, вкрапливая в структуры пигменты. Цвет, иными словами, пропитывает и древесную структуру, а не только ее поверхность. Лазури защищают древесину главным образом от процессов гниения, сохраняя естественный рисунок и окрашивая в установленный цвет.
Существуют лазури на основе растворителей (с алкидными смолами) и водоразбавляемые лазури (с акриловыми смолами).
Слой лазури, который нанесен на древесину, обладает способностью растягиваться и сжиматься, эластичностью. Такие свойства очень важны для защиты от возможных трещин, потому что древесина может изменить размеры.
На современном рынке представлены импрегнанты двух основных видов: органнорастворимые и водорастворимые. Водорастворимые импрегнанты состоят из алкидных и алкидно-акриловых эмульсий и акриловых смол. Степень защищенности древесной поверхности, а также ее насыщенности цветом зависит от размера смоляных частичек и того, насколько глубоко они проникнут в структуру древесины.
Средства, которые входят в состав смол, защищают древесину от плесени и грибков на биологическом уровне Бытовые станки для деревообработки предназначены для широкого спектра действий. Они универсальны, на бытовых устройствах можно осуществить пиление, строгание, выборку пазов, фрезерование, сверление и т.д.
Примером универсального бытового станка является СУБД-4. Он прекрасно подойдет для домашнего использования и для производства с небольшими объемами выпускаемой продукции. В зависимости от комплектации зависит стоимость оборудования.
Виды деревообрабатывающих станков
Станки для деревообработки классифицируют по разным признакам. Станки бывают бытовыми универсальными, узкоспециализированными и специальными.
По выполняемым операциям можно разделить станки на ленточнопильные, круглопильные, продольно-фрезерные, фрезерные и токарные станки.
Зачем нужны нереляционные базы данных в Big Data: история появления и развития
NoSQL-базы оптимизированы для приложений, которые должны быстро, с низкой временной задержкой (low latency) обрабатывать большой объем данных с разной структурой [2]. Таким образом, нереляционные хранилища непосредственно ориентированы на Big Data. Однако, идея баз данных такого типа зародилась гораздо раньше термина «большие данные», еще в 80-е годы прошлого века, во времена первых компьютеров (мэйнфреймов) и использовалась для иерархических служб каталогов. Современное понимание NoSQL-СУБД возникло в начале 2000-х годов, в рамках создания параллельных распределённых систем для высокомасштабируемых интернет-приложений, таких как онлайн-поисковики [1].
Вообще термин NoSQL обозначает «не только SQL» (Not Only SQL), характеризуя ответвление от традиционного подхода к проектированию баз данных. Изначально так называлась опенсорсная база данных, созданная Карло Строззи, которая хранила все данные как ASCII-файлы, а вместо SQL-запросов доступа к данным использовала шелловские скрипты [3]. В начале 2000-х годов Google построил свою поисковую систему и приложения (GMail, Maps, Earth и прочие сервисы), решив проблемы масштабируемости и параллельной обработки больших объёмов данных. Так была создана распределённые файловая и координирующая системы, а также колоночное хранилище (column family store), основанное на вычислительной модели MapReduce. После того, как корпорация Google опубликовала описание этих технологий, они стали очень популярны у разработчиков открытого программного обеспечения. В результате этого был создан Apache Hadoop и запущены основные связанные с ним проекты. Например, в 2007 году другой ИТ-гигант, Amazon.com, опубликовав статьи о своей высокодоступной базе данных Amazon DynamoDB. Далее в эту гонку NoSQL- технологий для управления большими данными включилось множество корпораций: IBM, Facebook, Netflix, eBay, Hulu, Yahoo! и другие ИТ-компаний со своими проприетарными и открытыми решениями [1].

Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже. Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Oracle
Эта СУБД относится к объектно-реляционному типу. Название произошло от названия разработавшей эту систему фирмы Oracle. Наравне с SQL СУБД использует процедурное расширение под названием PL/SQL, а также язык Java.
Oracle – это система, отличающаяся стабильностью уже не один десяток лет, поэтому ее выбирают крупные корпорации, для которых важна надежность восстановления после сбоев, отлаженная процедура бэкапа, возможность масштабирования и другие ценные возможности. К тому же эта СУБД обеспечивает отличную безопасность и эффектную защиту данных.
В отличие от других СУБД, стоимость покупки и использования Oracle достаточно высока, и именно это зачастую является значимым препятствием к ее использованию в небольших фирмах. Вероятно, именно это также является причиной того, что в рейтинге СУБД на 2016 год в России Oracle находится лишь на 6-м месте.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента
Комплект ЗИП: – пилы дисковые – фрезы – патрон сверлильный – инструмент
Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
Рейсмусовая приставка TD-2500
Описание.
Рейсмусовая приставка является незаменимым помощником при строгании и дает возможность получить на выходе заготовку отличного качества. С помощью приставки можно осуществить точную обработку пиломатериалов толщиной до 103 мм.
Приставка оснащена регулировкой толщины строгания бруска за один проход (максимальное снятие 3 мм), кожухом с патрубком для удаления стружки, а также устройством предотвращения отброса заготовки, что обеспечивает более легкую ручную подачу и чистоту обработки древесины. Предназначена для установки на станок БЕЛМАШ СДМ-2500.
Технические характеристики.
| Наименование | Параметры |
| Ширина заготовки, мм | 15÷250 |
| Диапазон глубины строгания за один проход, мм | 0÷3 |
| Толщина обрабатываемой заготовки, мм | 5÷103 |
| Частота вращения ножевого вала, мин-1 | 7700 |
| Габаритный размер устройства, Д×Ш×В, мм | 390×386×280 |
| Масса одного устройства (нетто/брутто), кг | 15/16,5 |
| Габаритный размер упаковки, Д×Ш×В, мм | 405×395×265 |
Устройство прижимное БЕЛМАШ УП-2500
4 100 руб. 3 000 руб. под заказ
xn--21-6kclgd0ditp8a.xn--p1ai
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки.
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
На сегодняшний день системы 1С официально поддерживают следующие виды:
- Платная MS SQL. Также существует бесплатная модификация MS SQL express edition, но у нее действует ограничение на размер базы данных – до 10 гб. Для удовлетворительного ведения учета компании этого явно недостаточно, поэтому этот вариант больше подходит для разработчиков;
- Платная Oracle BD;
- Бесплатная IBM DB2;
- Бесплатная PostgreSQL.

Наталия Сиворина
Консультант-аналитик 1С
Спасибо за Ваше обращение!
Специалист 1С свяжется с вами в течение 15 минут.
На чтение 11 мин. Просмотров 3 Опубликовано 27 апреля, 2023
Содержание
- СУБД-4 Станок деревообрабатывающий комбинированный Схемы, описание, характеристики
- Сведения о производителе деревообрабатывающего комбинированного станка СУБД-4
- СУБД-4 станок деревообрабатывающий комбинированный. Назначение, область применения
- Принцип работы и особенности конструкции станка
- Модификации бытовых деревообрабатывающих комбинированных станков СУБД-4
- Отличия модификаций СУБД-4
- Устройство и работа бытового станка СУБД-4Б
- Фуговальный станок СУБД-4
- Круглопильный станок
- Сверлильно-фреэерный станок
- Станок с приспособлением для рейсмусования
- Заточной станок
- Электрооборудование
- СУБД-4 Общий вид комбинированного станка
- СУБД-4 Посадочные и присоединительные базы станка
- Подготовительные операции
- Технические характеристики комбинированного станка СУБД-4
СУБД-4 Станок деревообрабатывающий комбинированный
Схемы, описание, характеристики

Сведения о производителе деревообрабатывающего комбинированного станка СУБД-4
СУБД-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Станок Универсальный Деревообрабатывающий Бытовой Комбинированный СУБД-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Модификации бытовых деревообрабатывающих комбинированных станков СУБД-4
Основные технологические операции, выполняемые на станках модификации:
СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
Отличия модификаций СУБД-4
380/ 220 В
СУБД-4Б — полный набор приспособлений. Напряжение питания
220 В. Двухножевой строгальный вал.
Устройство и работа бытового станка СУБД-4Б
Основной частью станков универсальных бытовых деревообрабатывающих модели СУБД-4 является фуговальный станок.
При установке на фуговальном станке отдельных составных частей и инструментов, станок может работать как круглопильный, фрезерный, сверлильный, рейсмусовый, шлифовальный и заточный (в зависимости от модификации).
Фуговальный станок СУБД-4

Фуговальная конфигурация комбинированного станка СУБД-4
Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис. 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами. Установить дисковую фрезу на конце ножевого вала, выставить пильный стол относительно фуговальных столов на высоту, обеспечивающую необходимую глубину фрезеруемого паза,
Сверлильно-фреэерный станок

Фрезерно-сверлильное приспособление станка СУБД-4
Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.
Станок с приспособлением для рейсмусования

Рейсмусовое приспособление приспособление станка СУБД-4
Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм. Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
- замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис. 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Электрооборудование
В качестве привода станка применен асинхронный электродвигатель.
Электродвигатель изолирован от корпуса станка.
Аппаратура управления установлена в специальном отсеке станка.
Во избежание перегрева и выхода электродвигателя из строя распиловку производить при частоте вращения вала 2810 об/мин, фугование -4480 об/мин.
Изменение частот вращения вала производится сменой положения ремня согласно рис. рис. 17.
При нарушении пломбы предприятие-изготовитель не принимает претензии от покупателя.
Запрещается эксплуатация станков в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада и дождя.
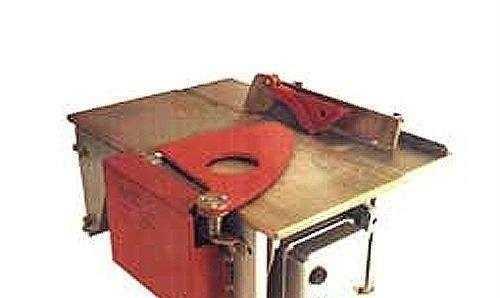
СУБД-4 Общий вид комбинированного станка
Фото комбинированного станка СУБД-4

Фото комбинированного станка СУБД-4

Фото комбинированного станка СУБД-4
СУБД-4 Посадочные и присоединительные базы станка

Крепление дисковой пилы на конце шпинделя

Посадочные и присоединительные базы станка СУБД-4

Наладка на продольную распиловку станка СУБД-4

Наладка на поперечную распиловку станка СУБД-4
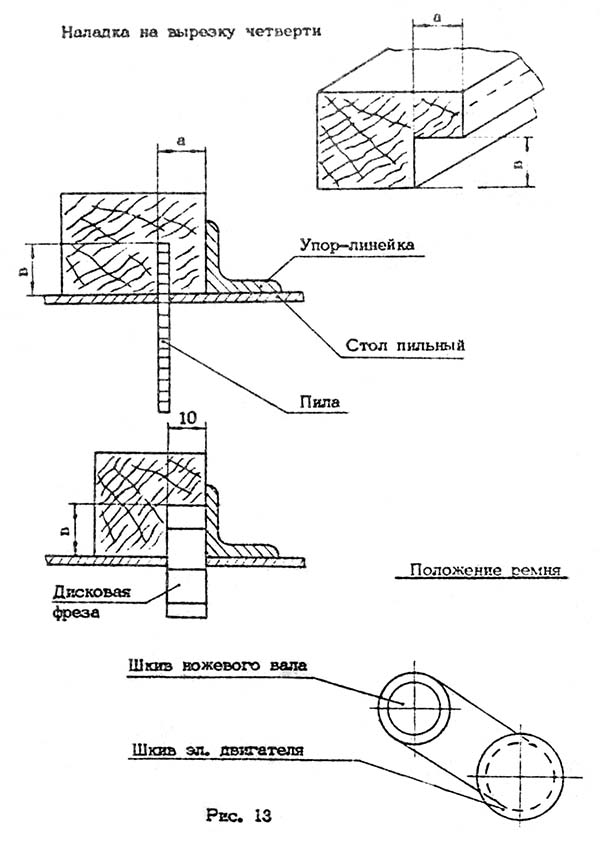
Наладка на вырезку четверти станка СУБД-4

Наладка на сверлильно-фрезерные работы станка СУБД-4

Наладка на шлифование станка СУБД-4
Подготовительные операции
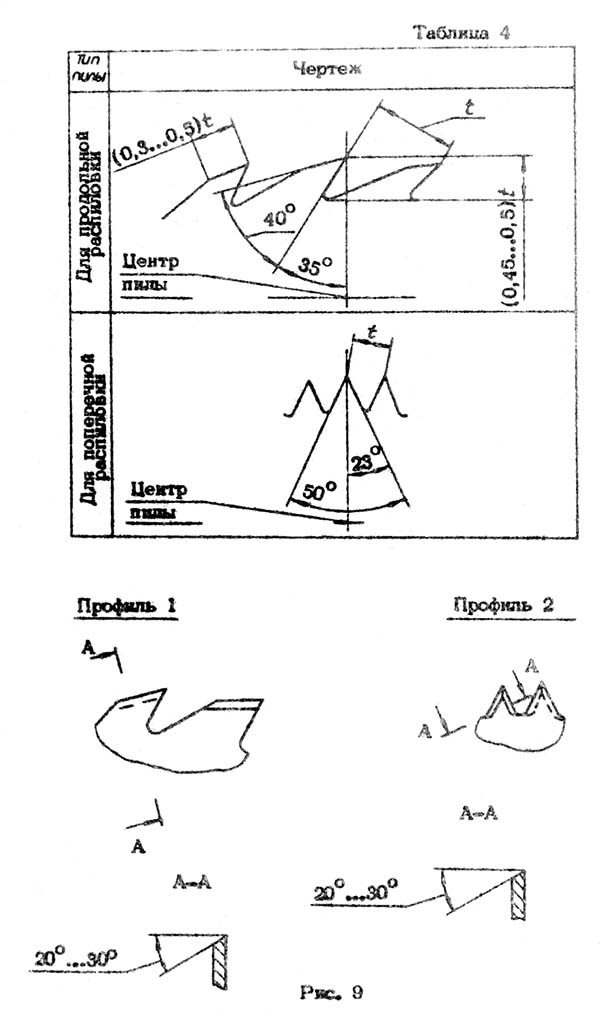
Заточка дисковой пилы станка СУБД-4

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка СУБД-4

Планка для калибровки ножей в строгальном барабане
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Технические характеристики комбинированного станка СУБД-4
380В
| Наименование параметра | СУБД-4 | ВЗ-335 |
|---|---|---|
| Пиление дисковой пилой | ||
| Длина заготовки при пилении, мм | 0..4000 | |
| Ширина заготовки при пилении, мм | 5..300 | |
| Диапазон глубины пропила, мм | 55 | 80 |
| Вертикальное перемещение пильного стола, мм | 80 | |
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 |
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 |
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 |
| Наибольший диаметр фрезы, мм | ||
| Наибольшая глубина фрезерования, мм | ||
| Фугование (строгание) | ||
| Длина заготовки при фуговании, мм | 400..4000 | |
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 |
| Диаметр режущей части ножевого вала, мм | 86..88 | |
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 |
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г |
|
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 |
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 |
| Рейсмус | ||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | |
| Величина подъема рейсмусового стола, мм | 120 | |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 |
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | |
| Максимальная ширина рейсмусования, мм | ||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | |
| Сверление. Фрезерование концевой фрезой | ||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | |
| Наибольший диаметр сверла, фрезы, мм | 3..20 | |
| Частота вращения сверла, фрезы, мин | 3000, 4500 | |
| Размеры рабочей поверхности стола, мм | 390 х 190 | |
| Глубина сверления, мм | 85 | 150 |
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | |
| Устройство токарное | ||
| Частота вращения токарного шпинделя, об/мин | — | 1600 |
| Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 |
| Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 |
| Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 |
| Вес токарного приспособления, кг | — | |
| Электрооборудование станка | ||
| Род тока питающей сети | ||
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 |
| Масса станка, кг | 90 | 475 |
Связанные ссылки. Дополнительная информация
Источник
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
БДС-4 Общий вид комбинированного станка

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Фото комбинированного станка БДС-4

Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка БДС-4

Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента Комплект ЗИП:

Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т.д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.

Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.