Технологический процесс сварки встык ПНД, ПЭ труб.
Рассмотрим более подробно процесс сварки встык ПНД, ПЭ труб на следующих моделях аппаратов ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. А именно: подготовка к сварке, процесс сварки, завершающие операции.
Вступление.
Настоящая инструкция по эксплуатации основывается на действующих правилах, касающихся машин и оборудования для стыковой сварки термопластов. С целью предотвращения опасных ситуаций на всех этапах эксплуатации устройства, прежде всего особое внимание уделено аспектам безопасности труда. Важно знать что инструкцию следует внимательно прочитать перед началом эксплуатации. Так же ее следует использовать во время запуска устройства и всегда держать под рукой. Соблюдение всех вышеперечисленных рекомендаций обеспечит достижение трех основных целей:
- Обеспечение правильной работы машины;
- Предотвращение опасности ранения оператора при работе с изделием;
- Предотвращение повреждения устройства.
Важно! Прежде чем приступить к работе с устройством, необходимо тщательно ознакомиться с настоящей „Инструкцией по эксплуатации”.
Введение.
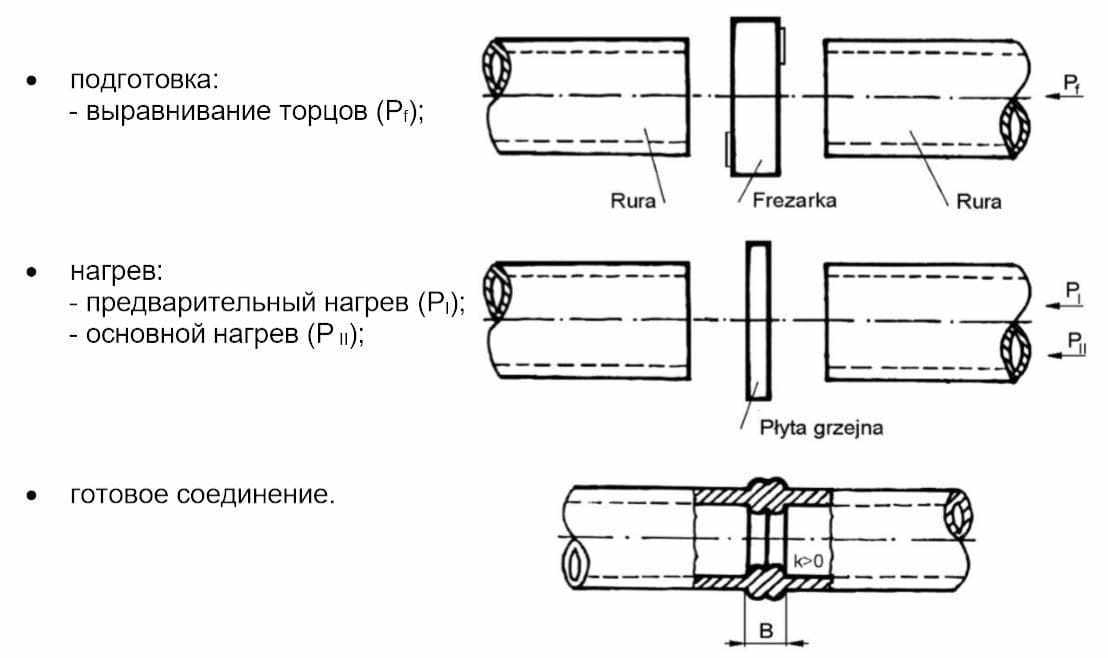
Сварка встык заключается в соединении двух торцов пластиковых труб (выполненных например из: полиэтилена ПЭ или полипропилена ПП и др.), нагретых до определенной температуры. После чего следует сжатие нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является контроль за состоянием параметров, таких как:
- Усилие прижима (достигается путем регулирования давления в гидроагрегате);
- Температура нагрева;
- Продолжительность последовательных этапов технологического процесса.
Свариваемые элементы должны быть выполнены из одного вида материала. Более того, толщины их стенок должны соответствовать друг другу. Другими словами: соединяемые элементы должны принадлежать к одним размерной группе и классу давления.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).
Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Подготовка к сварке.
Перед началом работы на машине нужно проверить: правильно ли функционируют предохраняющие устройства, не заблокированы ли подвижные части, наличие видимых дефектов а так же правильную установку всех компонентов.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель.
Для получения качественного сварного шва необходимо выполнить следующие действия:
- При неблагоприятных погодных условиях установить защитную палатку над запланированным местом сварки;
- После чего установить сварочный аппарат вместе с комплектующими вблизи места проведения сварки. Выберете как можно более сухое и чистое место. Если строительная площадка болотистая, то сварочный аппарат надо расположить на паллете или досках;
- Подвести к месту выполнения работ источник питания 230В (+5%, -10%), 50Гц от энергосети или от генератора тока с соответствующей мощностью;
- Расположить центратор в месте выполнения сварочных работ. Подготовить зажимы требуемого размера в зависимости от размера соединяемых элементов. Для этого нужно открыть зажимы и при необходимости установить соответствующие редукционные кольца. После чего закрепить зажимы с помощью крепежных винтов;
- Симметрично зафиксировать элементы, предназначенные для сварки, таким образом, чтобы по отношению к краям зажимов они выступали минимум на 3 см. В случае, если установка соосности вызывает трудности, необходимо под свариваемые элементы установить подставки для труб, с помощью которых можно регулировать высоту их опоры;
- Подключить главный провод питания к розетке с заземлением, используя исправный трехжильный провод (или удлинитель);
- Проверить положение выключателя дифференциального тока (защищающего также от токов перегрузки), который должен находиться в положении “1”, а затем включить главный выключатель, т.е. перевести в положение “1”;
- Нельзя использовать двухжильный провод питания. Обязательно применять трехжильный удлинитель.
Процесс сварки.
Процесс сварки встык ПНД, ПЭ труб можно разделить на три основных этапа:
- Подготовительные операции;
- Сварка;
- Заключительные операции.
Подготовительные операции
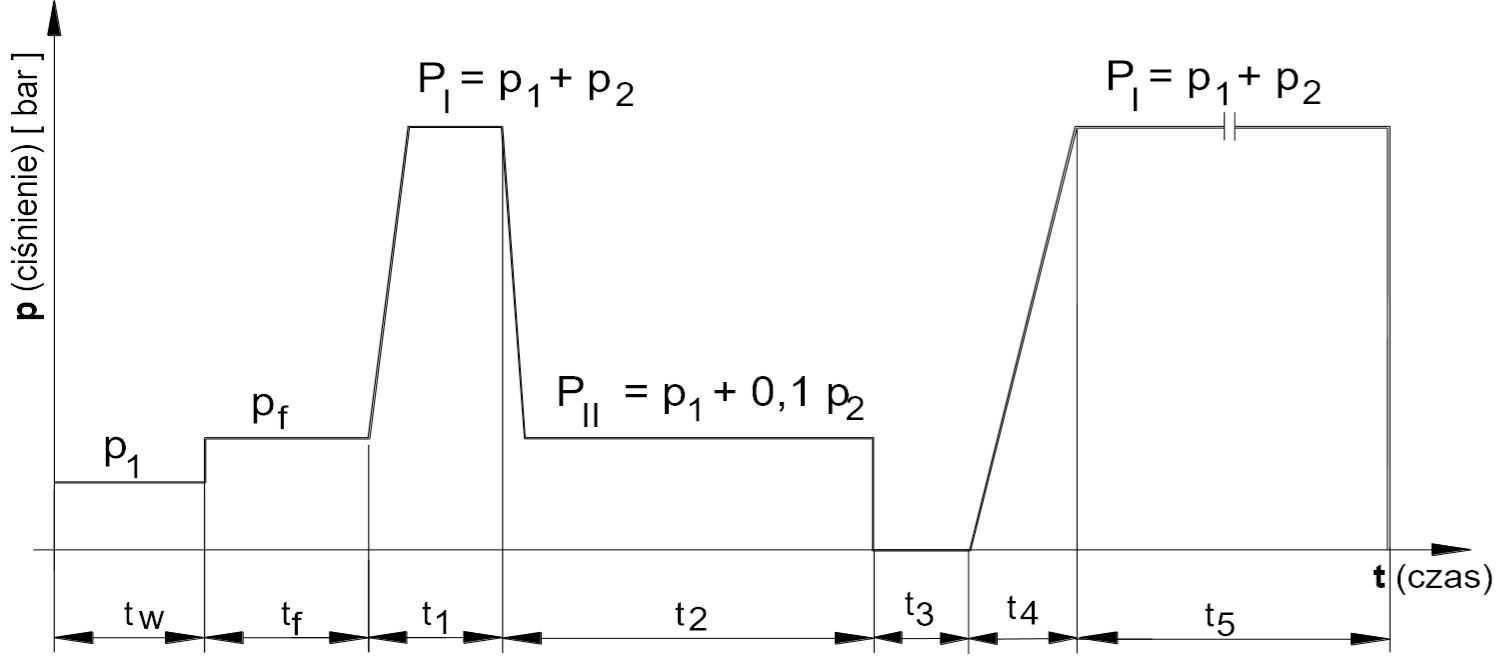
Установка начального давления (давления перемещения) p1.
Необходимо отрегулировать (установить необходимый режим работы) и измерить минимальную величину давления перемещения. Это необходимо для преодоления внутреннего сопротивления устройства, т.е. трения ведущих и цилиндров, а также внешнего сопротивления, связанного с необходимостью перемещать (тянуть) трубы. Измерение начального давления p1 следует выполнить следующим образом:
- Проверить, находится ли спускной клапан в закрытом положении;
- Установить сервоприводы блока крепления-соединения в центральное положение;
- Отвинтить клапан DBD до такого положения, чтобы рабочее давление имело значение меньшее, чем давление перемещения;
- Держа рычаг к прижиму (сервоприводы не движутся). Затем необходимо завинчивать клапан DBD до момента, пока система управления будет позволять перемещать трубы в обоих направлениях;
- Прижать трубы друг к другу и в моменте контакта отсчитать на манометре величину давления. Эту величину необходимо сохранить в памяти, как p1, поскольку она будет необходима для дальнейшей работы.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель!
Установка давления торцевания pf.
Давление на фрезеровочный диск должно быть таким, чтобы начался процесс торцевания, но не происходила остановка двигателя торцевателя, что в результате может привести к его повреждению. Давление, при котором необходимо выполнять торцевание, рассчитывается по формуле:
pf = p1 + (0,1÷ 0,2) p2
где p1 – начальное давление, p2 – табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Прежде всего извлеките торцеватель из инструментальной подставки (стенда). Затем установите соответствующим образом на центратор, предохраняя его защёлкивающим устройством от выпадения. Приблизьте концы труб к фрезерному диску. При этом осуществляя давление, необходимое для начала торцевания так, чтобы осуществлялась стружечная обработка обоих закрепленных в сварочном аппарате элементов. Обработку следует осуществлять до момента, когда образующаяся стружка будет непрерывной, а её максимальная толщина составит 0,2 − 0,3 мм. После отодвигания концов от фрезерного диска и выключения торцевателя, следует снять блокировку. Затем торцеватель извлечь и убрать в инструментальную подставку. В случае возникновения ситуации остановки двигателя, необходимо отодвинуть концы труб от фрезерных дисков, а двигатель (дрель) выключить. Затем снизить давление прижима. Фрезерованную торцевую поверхность, а также внешнюю и внутреннюю поверхности труб очистить от остатков стружки чистой сухой тряпкой. Стружку, попавшую внутрь, устранить с помощью щипцов.
Проверка правильности подготовки поверхности.
Подготовленные описанным выше способом поверхности приблизить друг к другу. После чего проверить параллельность стыкуемых торцов, которая не может отклоняться более, чем на 0,3 мм. В ином случае повторить торцевание. Проверить также соосность торцов обоих свариваемых элементов, которая не может превышать 10% от толщины стенки (0,1e). В случае необходимости, вращать один из элементов вокруг оси так, чтобы поставленное выше условие было соблюдено. Затем произвести установку торцов при помощи передвижных роликов.
Важно! Нельзя прикасаться пальцами к торцованным, т.е. подготовленным для сварки поверхностям. Если это произошло, необходимо очистить поверхности при помощи спирта или повторно выполнить торцевание. При выполнении швов на действующем водопроводе для чистки применять только безвредные для человека вещества (напр., чистый этиловый спирт).
Нагрев плиты.
Разогревание нагревательной плиты всегда должно происходить в инструментальной подставке. Нагревательную плиту необходимо подключить к источнику электрического тока в начале сварочного процесса, устанавливая ее температуру на необходимое согласно технологическим рекомендациям значение: Рекомендуемая температура сварки для труб из ПЭ, ПНД и ПП: 2100 C (± 100C).
Установка давления сварки.
Сила прижима в процессе сварки прежде всего определяется давлением pI. Оно учитывает сопротивление движению и силу прижима, зависящую от площади сечения свариваемых труб. Это давление рассчитывается по формуле:
pI = p1 + p2
где: p1 – начальное давление, p2 – табличное давление для заданной трубы.
Установка давления pI производится следующим образом:
- Прижать торцы свариваемых труб друг к другу до стабилизации давления на манометре;
- Рычаг переключен в позицию прижима;
- Удерживая кнопку прижима, завинчивать клапан DBD до момента достижения значения давления pI.
Важно! При данном давлении будут осуществляться процессы предварительного нагрева и охлаждения. До завершения процесса нельзя регулировать давление клапаном DBD. При выставлении давления спускной клапан должен быть полностью закрыт.
Сварка.
Процесс сварки встык ПНД, ПЭ труб осуществляется следующим образом:
Предварительный нагрев.
Нагретую до надлежащей температуры нагревательную плиту необходимо вложить между двумя свариваемыми элементами. К вставленной таким образом нагревательной плите прижать свариваемые концы с давлением pI. Это давление поддерживается и контролируется при помощи манометра в процессе нагрева до момента образования грата высотой h, определенной в таблице параметров для свариваемой трубы.
Важно! Время получения грата не нормировано. Оператор так долго поддерживает уровень давления pI, пока грат не проявится по всей окружности стыка, и его высота не достигнет необходимого значения. Только после этого нужно снизить давление и начать отсчет времени для этапа основного нагрева.
Основной нагрев.
После получения грата прежде всего необходимо снизить величину давления в системе при помощи спускного клапана до значения:
pII = p1 + 0,1 p2
где: p1 – начальное давление (определяется согласно п.1) p2 – табличное значение давления для заданной трубы (в таблице p3 = 0,1 p2).
Снизив давление таким образом, следует выполнить второй этап сварки, время t2 которого определено в таблице параметров для свариваемой трубы.
Извлечение нагревательной плиты.
После окончания этапа основного нагрева (по истечении времени t2) необходимо в течение времени, не превышающего t3 (согласно таблице сварки), отделить нагретые торцы труб от нагревательной плиты, извлечь нагревательную плиту и оставить в состоянии покоя.
Важно! Время извлечения нагревательной плиты нужно сократить до минимума. При извлечении плиты нельзя допустить загрязнения или переохлаждения нагретых торцов труб. Промедление при извлечении плиты, вода, снег или другие загрязнения могут нанести вред шву (сварке). При возникновении сомнения следует охладить торцы и начать процесс заново.
Сварка и охлаждение готового сварного шва.
После быстрого удаления нагревательной плиты необходимо вновь соединить торцы труб друг с другом. Когда торцы соприкоснутся, оставить ручку в позиции прижима на время охлаждения, которое должно быть не меньше t5 (согласно таблице параметров для свариваемых труб).
Важно! Во время охлаждения нужно контролировать значение давления прижима. Когда шов остынет и затвердеет, можно отключить устройство от сети главным выключателем, а потом и от генератора. Нагретый шов нельзя охлаждать воздухом или водой. Охлаждение рекомендуется производить в течение времени t5 (по таблице параметров). Оказывать нагрузку на шов или укладывать готовый трубопровод можно только по истечении времени t5.
Заключительные операции.
Контроль выполненной сварки.
По истечении времени охлаждения t5 необходимо снизить давление прижима до нулевого значения, а затем извлечь соединенные трубы из центратора. После внешнего осмотра необходимо измерить полученный грат B и сравнить его с табличными значениями. В случае сомнения относительно качества выполненного сварного шва, необходимо его вырезать и выполнить сварку еще раз согласно вышеуказанному описанию.
Составление протокола сварки.
В протоколе сварки должны содержаться следующие сведения: № сварки, дата и время, параметры трубы, данные сварщика и параметры процесса сварки (отдельные давления (p1, p2, pI, pII), времена (t1, t2, t3, t4, t5), температура нагревательной плиты и окружающей среды). После окончания работы сварочную машину ZHCB необходимо почистить и поставить в надлежащее место вместе с комплектом оснащения.
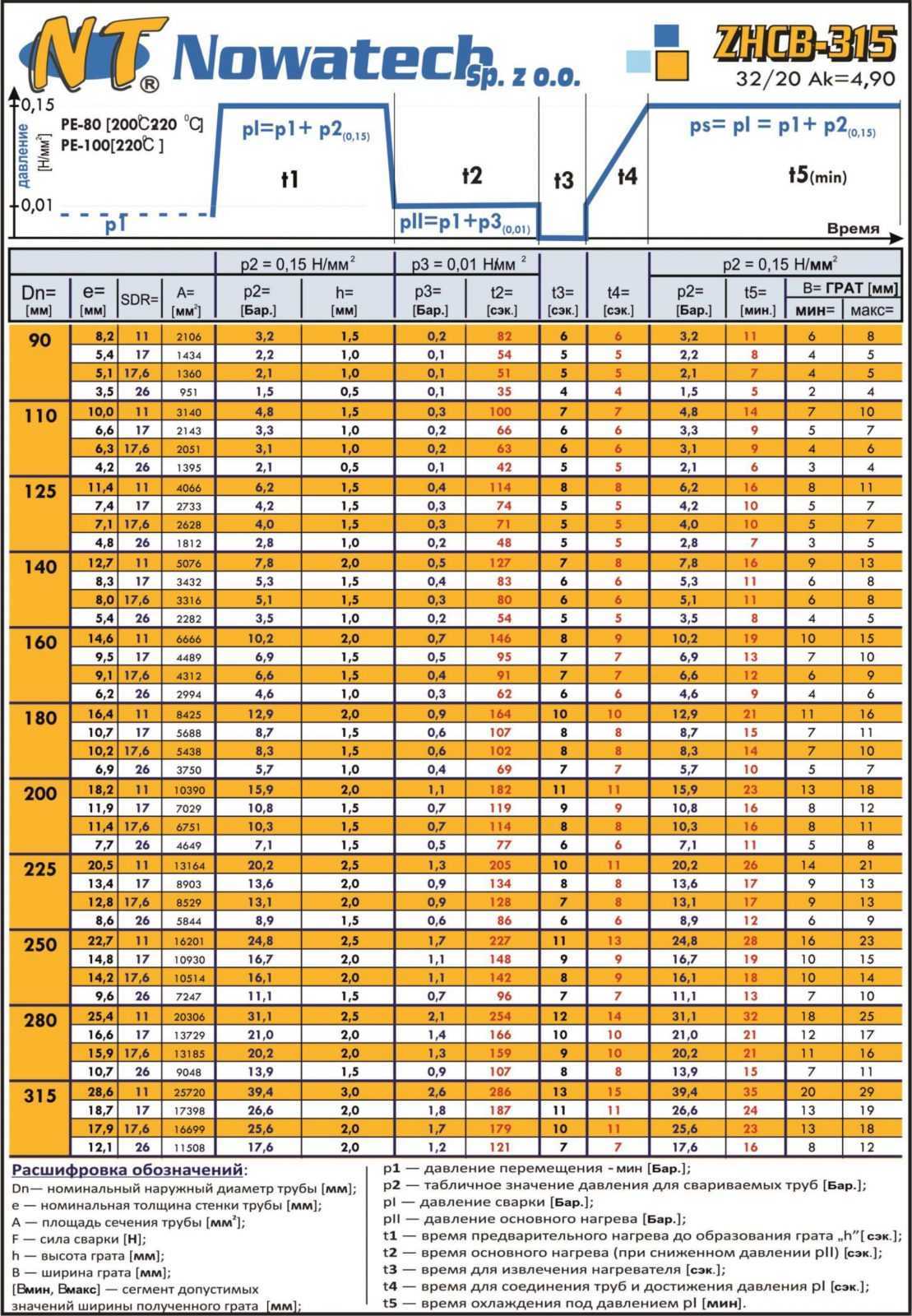
Ниже приведена таблица параметров для свариваемых труб 90 -315.
Ссылки на таблицы параметров сварщика:
- Инструкция для сварки ПЭ труб » Таблица сварщика 40-160 «
- Краткая инструкция сварки ПЭ труб » Таблица сварщика 90-315 «
- Инструкция краткая для сварки ПЭ труб » Таблица сварщика 315-630 «
- Инструкция краткая сварки ПЭ труб » Таблица сварщика 630-1200 «
- Вступление
- Плюсы и минусы труб ПНД
- Способы соединения ПНД полиэтиленовых труб
- Нужное для сварки
- Подготавливаем трубы ПНД перед сваркой
- Нормативы сварки встык
- Делаем стыковую сварку ПНД труб своими руками
- Производим установку и сварку труб ПНД
- Рекомендации профессионалов
- Приобретение ПНД труб и оборудования по оптовым ценам
Вступление
ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода можно купить в нашем интернет-магазине.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения ПНД полиэтиленовых труб
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Разъемные соединения
Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ — простота монтажных работ, обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах. Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

С использованием фитингов из ПНД
Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой эксплуатации.
Работы выполняются следующим образом:
- Фитинг продается в собранном виде, поэтому перед началом работ его разбирают.
- Трубу подготавливают, обеспечивают ее чистоту, подрезают фаску под углом 45⁰ с помощью фаскоснимателя или острого ножа.
- На торцах подготовленного края трубы обозначают глубину вхождения фитинга с помощью маркера.
- Герметичность усиливается обработкой трубных торцов жидким мылом.
- Труба вводится в соединительный элемент (кольцо) до упора.
- Затягивается обжимная гайка на резьбе без избыточного зажима.
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных систем, подземных трубопроводов.
Раструбный способ соединения
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в качестве соединительного элемента.
Работы выполняются следующим образом:
- Оба участка очищаются, тестируются на отсутствие трещин и повреждение.
- Конец соединительной трубы подрезается.
- На раструбной трубе устанавливается резиновая прокладка.
- Оба конца обрабатывают силиконовым или клеевым составом.
- Соединяемая труба вводится в торец раструбной трубы с уплотнителем.
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов с участками из разных материалов (полиэтилена и чугуна).
Соединение труб посредством установки фланца

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
- Поверхностные части трубы и фланца очищают и обезжиривают, осматривают, чтобы исключить повреждения.
- Устанавливается прокладка по центру – важно не допустить перекос.
- В соединяемые трубы уставляются фланцы с проверкой их перпендикулярности с помощью угольника.
- Затягивают болты.
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для напорных систем, для которых все же рекомендуется применять сварочные соединения.
Неразъемные соединения — сварка ПНД труб

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Сваривание труб встык
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для безнапорных трубопроводов.
Работы выполняются следующим образом:
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Равномерно по всему диаметру торцы труб нагреваются аппаратом до температуры размягчения материала.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу. Метод снижает затраты на установку.
Сваривание встык трубопровода экструдером под углом

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака, придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
- Трубы очищаются, обезжириваются, тестируются на наличие дефектов.
- Торцам соединяемых труб придается необходимая форма.
- Поверхность предварительно нагревается воздухом из экструдера.
- Присадка (в виде гранул, проволоки) сплавляется в экструдере и подается на стык труб с контролем сползания с помощью башмака.
- Создается давление и происходит сваривание присадки с материалом соединяемых торцов труб.
- Шов остывает в естественных условиях.
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию изделия.
Раструбный метод сварки с использованием фитингов и муфт

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
- Соединительный элемент разбирается.
- Торцы соединяемых труб очищаются, выполняется фаска.
- Производится калибровка для получения симметричной окружности.
- Трубы с чистыми обезжиренными торцами вставляются в фитинг, подсоединяются к сварочному аппарату и нагреваются.
- Происходит сплавление деталей в цельную поверхность.
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым сложно подвести оборудование для стыковой сварки.
Нужное для сварки

Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для сварки
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы, перехода между трубами разного диаметра и из разных материалов.
Сварные фитинги

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.
Компрессионные фитинги

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать достаточно прочное соединение со средним уровнем герметичности.
Электросварные фитинги

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.
Трубы ПНД, ПЭ для сварки

Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это — трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование ржавчины. Отлично поглощает гидроудары.
Трубы для холодного водоснабжения

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока эксплуатации трубопровод функционирует с равномерным напором потока воды.
Газовые трубы ПНД

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной цветовой маркировки наносится желтая продольная полоса.
Трубы для горячего водоснабжения и отопления

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением при +140 °C.
Трубы гофрированные двухслойные с раструбом SN8

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия. Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.
Инструменты и оборудование

Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
- центратор, позволяющий точно совместить края труб;
- торцеватель, работающий от электроэнергии;
- гидравлический или механический сварочный аппарат;
- сварочный аппарат для электромуфтовой или раструбной сварки;
- нагреватель, в котором может быть встроен терморегулятор для установки необходимой температуры.
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40 до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа к трубопроводу), мощность, необходимость в дополнительных аксессуарах.
Гидравлические сварочные аппараты

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с большим диаметром.
Механические сварочные аппараты

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода, который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром требуют прилагать много усилий.
Подготавливаем трубы ПНД перед сваркой

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:
- Уточнении параметров труб, которые должны соответствовать требованиям сварочных работ. Например, толщина стенок для сварки встык не должна быть меньше 5 мм, иначе возможна деформация материала и снижение прочности соединения.
- Закупке труб и дополнительных элементов трубопровода (угловых фитингов, тройников, отводов, зажимов, уплотнителей).
- Осмотре соединяемых труб для выявления повреждений, деформаций (важно, чтобы окружность торца была симметричной, а не эллипсоидной).
- Обработке торцов соединяемых труб из полиэтилена в соответствии с технологией сварки.
- Проверке сварочного оборудования, проведении визуального осмотра и тестового запуска.
- Очищении рабочих инструментов от материала предыдущего сеанса работы, обезжиривании поверхности.
- Проверке уровня масла гидравлического сварочного аппарата, если он используется.
- Тестировании контрольно-измерительных приборов на точность показаний.
Нормативы сварки встык

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
Важно! ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне 70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его.
Технологический процесс стыковой сварки полиэтиленовых труб
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством материала, толщиной стенок трубы.
- Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным давлением, которое создается гидравлическим приводом или рычагом.
- Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно! Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку.
Производим сварку труб ПНД
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.
Какие есть виды трубопроводных систем из ПНД

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
- холодной и горячей воды;
- газовых сред;
- технических сред (нефтепроводы);
- канализационных и дренажных стоков.
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Важно! Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность трубопроводов.
Выбор метода сварки
При выборе способа соединения ПНД труб важно учесть:
- условия выполнения работ;
- особенности эксплуатации трассы;
- необходимость в текущем ремонте;
- требования к давлению в трубах;
- особенности транспортируемой среды;
- характеристики соединяемых труб;
- сложности конфигурации системы.
Важно! Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод — с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается дополнительными расходами на соединительные элементы и сложное оснащение.
Стыковой метод сварки

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки, зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных таблицах.
Важно! Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более 5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических работах
Электромуфтовое соединение

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное электросварное соединение.
Важно! Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки, (терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Базовые инструкции
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
- соединять только совместимые трубы согласно условиям метода соединения (учитывать материал, толщину стенок, диаметр);
- температура и время нагревания должны соответствовать стандартным показателям;
- в процессе сварки использовать оборудование с возможностью регулировать температуру плавления и давление в течение нагрева, охлаждения;
- правильно провести подготовку, очистить и обезжирить трубы;
- устранить факторы, негативно влияющие на процесс (грязь, прямые солнечные лучи, ветер, низкие температуры).
Следуя базовой инструкции можно добиться безупречных результатов.
Этапы работ
Базовые этапы для стыковой сварки пэ и пнд труб:
- Подготовка идеально ровной горизонтальной рабочей поверхности.
- Перед сваркой ПНД труб выполняется очистка их торцов.
- Установка соединяемых труб в центраторе сварочной системы с созданием необходимого зазора между концами.
- Запуск сварочного аппарата и его прогрев до рабочей температуры.
- Расплавление материала труб до нужной вязкости.
- Сведение труб с достаточным усилием и удержание в таком положении до остывания и сваривания.
- Проверка равномерности шва.
- Извлечение соединенной трубы из аппарата.
Установка и сварка ПНД труб в систему

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные, пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой функциональных элементов.
Установка труб в систему
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого интегрирован нагревательный элемент.
Сварка труб
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Важно! Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в труднодоступных местах.
Каким способом можно сгибать и разгибать ПНД трубы

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же образом можно придать полиэтиленовой трубе нужный изгиб.
Важно! Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как правильно согнуть ПНД трубу», опубликованной здесь.
Контроль качества швов
После выполнения сварочных работ производится обязательный визуальный осмотр качества швов. Согласно ГОСТу, правилам технологии сварки ПНД выбранного типа к качеству сварных соединений
- предъявляются такие требования:
- Сварной шов должен быть равномерным по всей длине на уровне наружной поверхности соединяемых труб.
- Допускается выступ сварного шва над поверхностью соединяемых труб в диапазоне значений, соответствующих толщине стенки трубы. Шов труб с толщиной стенок в 5 мм может выступать за их пределы не более, чем на 2,5 мм. Если толщина стенок трубы в пределах от 6 мм до 20 мм, то предельная допустимая высота шва — 5 мм.
- Важно максимально точно отцентровать соединение. Если смещение соединяемых поверхностей произошло, то оно должно не быть больше 10% от толщины стенок трубы.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов, оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.
Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Мы расскажем, какие нюансы учитывать, выполняя состыковку элементов. Объясним, как правильно выполнять их сгибание и распрямление.
Содержание статьи:
- Эффективные способы состыковки ПНД труб
- Неразъемные способы соединения
- Посредством сварки труб встык
- Посредством электромуфтовой сварки
- Разъемные методы соединения
- С использованием фитингов из ПНД
- Посредством установки фланца
- Как согнуть или выпрямить изделие?
- Обзор способов разгибания трубы
- Эффективные методы, позволяющие согнуть заготовку
- Выводы и полезное видео по теме
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.

Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.

Главным достоинством сварочных креплений является надежность, чего невозможно добиться при использовании метода холодного прессования. К числу «минусов» сварочного метода стоит отнести только невозможность разобрать соединение для проведения профилактических работ и прочистки той же трубы
Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.

Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Галерея изображений
Фото из
Этап 1: Установка свариваемых труб в центратор
Этап 2: Подготовка торцов труб торцевателем
Этап 3: Установка нагревательного элемента
Этап 4: Выжидание остывания полиэтилена
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Галерея изображений
Фото из
Установка электродов для электромуфтовой сварки
Оперативное выполнение ремонта муфтой
Автоматизация процесса сварки труб ПНД
Сфера применения электромуфтовой сварки
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.

В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Галерея изображений
Фото из
Трубы ПНД и выпускаемые для них соединительные элементы — лучший способ собрать летний водопровод для дачного участка
Трубы ПНД поставляются в бухтах, что существенно облегчает транспортировку материала на объект и хранение его перед сборкой системы
Сортамент длинномерных изделий из ПНД включает трубы для перекачки воды технической и питьевой категории, стоков и прочих сред, представлены они обширной номенклатурой с позициями разной прочности и диаметра
К всем видам и типоразмерам полиэтиленовых труб производители выпускают фитинги, с помощью которых быстро и надежно производятся линейные, угловые, тройниковые и прочие соединения
Тройники и крестовины применяются в подключении отводных веток, запорной и регулирующей арматуры
Полиэтиленовые трубы отлично переносят прямое воздействие солнечных лучей, не деформируются после нагрева
Из труб ПНД сооружают автономные системы для обслуживания как одного хозяйства, так и группы участков и даже поселка
Трубы ПНД применяются в прокладке мелкозаглубленных систем, проходящих выше горизонта сезонного промерзания. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит в земле зимой и будет готов к работе в следующем сезоне
Дачный трубопровод из труб ПНД
Поставка полиэтиленовых труб в бухтах
Трубы для перекачки питьевой воды
Фитинги для сборки полиэтиленовых трубопроводов
Использование тройника в сборке трубопровода
Открытая прокладка летнего водопровода
Магистральные линии для обслуживания поселка
Устройство мелкозаглубленной системы
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.

Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
- На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
- Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
- Соединение стыкуют по принципу «труба — фитинг — труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.

Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С.
Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.

В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Как согнуть или выпрямить изделие?
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку.
Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Выводы и полезное видео по теме
С нюансами сварки и обработки труб ПНД познакомьтесь в следующих видеороликах.
Видео #1. Как осуществляется сварка встык:
Видео #2. Пример создания электромуфтовой сварки:
Видео #3. Вариант распрямления трубы:
При выборе способа соединения и выравнивания полиэтиленовых труб нужно учитывать уровень давления рабочей среды. Этот позволит минимизировать негативное влияние проведенных манипуляций с трубопроводом на его технические характеристики.
Вам известны технологические нюансы соединения полиэтиленовых труб, не описанные в статье? Если личный опыт в устройстве ПНД-трубопроводов, которым хотели бы поделиться с посетителями сайта и с нами? Пишите, пожалуйста, комментарии в расположенном ниже блоке, размещайте фото, задавайте вопросы по теме статьи.
Сварка труб ПНД встык — технология процесса.
Существует два основных метода сварки пнд труб — стыковая сварка и сварка фитингами с закладным нагревателем. О сварке фитингами читайте в этой статье. Стыковая же сварка труб ПНД осуществляется при помощи специального оборудования за счет расплава торцов труб и их последующего сведения под определенным давлением.
Технология стыковой сварки ПНД трубы:

- Подготовка.
Станину сварочного аппарата устанавливают на ровную поверхность. Расставляют гидравлический аппарат, торцеватель, нагреватель, подключают оборудование к сети электропитания, соединяют гидравлические шланги.
Если диаметр свариваемой трубы меньше, чем базовый диаметр зажимов центратора, то устанавливаются дополнительные вкладыши, заужающие базовый диаметр сварочного аппарата.
Укладываем свариваемые трубы в нижние полукольца Центратора и зажимаем их верхними полукольцами при помощи болтов и гаек. Концы свариваемых труб должны быть чистыми. Трубы должны быть примерно на одной высоте с Центратором, для этого можно использовать или специальные подставки (часто с подвижными роликами) или обычные обрезки древесины.
После того, как трубы зажаты в Центраторе, необходимо свести трубу, зажатую в подвижной части сварочного аппарата при помощи гидравлики к торцу другой трубы, чтобы убедиться в соосности двух концов труб.
- Торцевание.
Между подготовленными трубами устанавливают Торцеватель. После включения Торцевателя начинается процесс торцевания труб, который может быть остановлен, после получения непрерывной стружки с обоих торцов труб. После выключения Торцеватель убирают, а трубы снова сводят, чтобы еще раз убедиться в соосности труб (максимальный зазор между торцами труб должен составлять не более 0,5 мм, в противном случае торцевание необходимо повторить).
- Сварка труб ПНД.
Разогреваем Нагревательный элемент до заданной температуры, после чего ожидаем еще 10 минут до равномерного распределения температуры по поверхности зеркала.
С помощью таблицы сварки уточняем время расплава торцов, величину грата, давление при расплаве, а также время догрева при сброшенном давлении.
По истечении времени нагрева трубы разводят, а Нагревательный элемент удаляют.
- Остывание.
После удаления Нагревательного элемента трубы сводят под расчетным давлением и дают стыку остыть определенное время (важно поддерживать одно давление на протяжении всего времени остывания). После истечения времени остывания, полукольца раскрывают и сваренную трубу извлекают из станины, можно переходить к сварке следующего стыка.
Ознакомится с нашим ассортиментов сварочного оборудования можно перейдя по ссылке.
Автор: Степан Артемьев
СВЕЖИЙ ОТЗЫВ О КОМПАНИИ ИНЖПЛАСТ
Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать. Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб. Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
Сварка труб пнд: технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб

Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
- Обработать механическим путем зоны будущого соединения сварки пнд встык;
- Проверяется оборудование для сварки труб пнд. Тут остановимся более детально;
- следует визуально проверить устройство на исправность;
- заправить топливом электрогенератор, провести его тестовый запуск;
- следует отчистить скребок, торцеватель и другие узлы от прилипшего полиэтилена;
- проверьте количество масла на гидросистеме.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Стыковая сварка пнд
Сварка пнд труб встык своими руками тяжелее производится, чем электромуфтовая. Беритесь за процесс если вы уверенны в своих силах и у вас есть квалификация сварщика, а также опыт. Отметим что сварка является экономически процессом потребляющим мало электроенергии.
Аппарат стыковой сварки пнд формирует монолитный шов, равный по качеству и свойствам основному материалу. Осуществляется таким образом соединение полиэтиленовых труб, фитингов и.т.д. Этот способ применим только для одинаковых марок и диаметра, с толщиной стенок не более 4.5 мм и диаметром более 50мм. Температура сварки пнд трубопровода также имеет значение, выполнять соединение следует в диапазоне температур от- 14С до +47С.
Температура сварки пнд труб в среднем составляет 130-140 градусов.
Способ предполагает наличие спец. оборудования.

- Штангенциркуль- для измерения размеров материала;
- Центратор –для фиксациии сдавливания труб восевом направлении;
- Торцеватель-для мех.. обработки;
- Гидравлический привод –для постоянного давления на трубы с точной регулировкой.
Стыковая сварка полиэтиленового провода: процедура и план действий
- проверяют овальность полиэтиленового изделия, соответствуют ли размеры, удаляют возможные неровности электроторцевателем;
- устанавливают трубы в центратор, соблюдая 4см растояния между торцами;
- далее следует расплавление торцов аппаратом для сварки , начинается процес плавления;
- Следует нагевать трубку в течении определенного времени, в соответствии, которое поможет выбрать таблица сварки пнд тркбопровода.
- Сразу после нагрева производиться соединение пнд встык нагретыми концами труб.
- далее аппарат стыковой сварки труб производт необходимое давление, после чего создается финальный грат.
После остывания полиэтилена создается бурт-герметичный шов. Следует не допускать сдигов стенки труб более чем на 9-10% от их толщины.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).

Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Таблицы сварки полиэтиленовых труб
Рекомендуем воспользоваться специальной таблицей параметров сварки полиэтиленовых труб . В ней перечислены рекомендуемые параметры при стыковой сварке трубопровода.



Покупка продукции на выгодных условиях
реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Источник
Сварка муфт пнд

Электромуфта является фасонной деталью различных размеров из пнд материала внутри которой находятся электрические спирали. Существуют различные ее формы для различных видов соединения.
Создание сварочного шва:
- удаление загрязнения труб от жира и других нежелательных веществ;
- на сприраль муфты подается электрический ток что повышает температуру поэтилена и плавит его.
- далее нагреваються торцы под. муфтой
- трубопровод расширяется создавая тем самым необходимое для сварки давление.
- электричество отключается и свариваемая пнд труба остывает, тем самым образовывается надежное герметичное соединение. После остывания, ее извлекают и делают печать документа- протокол электросварки.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Сварка пнд: цена, аренда
Многие фирмы в крупных городах предлагают услугу-аренду аппарата для сварки пнд труб. Пользователь избегает необходимости купить аппарат для сварки, и получить его во временное пользование, сэкономив средства.
Преимущества аренды аппарата для сварки.
- спец. оборудование довольно дорогое, аренда позволяет экономить;
- есть большой выбор техники в соответствии с вашими меняющимися запросами.
Стоимость аренды колеблется от 2 до 4 тысяч рублей в сутки.
( 2 оценки, среднее 4 из 5 )